
Wettability Behaviour of Metal Surfaces after Sequential Nanosecond and Picosecond Laser Texturing



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Preparation
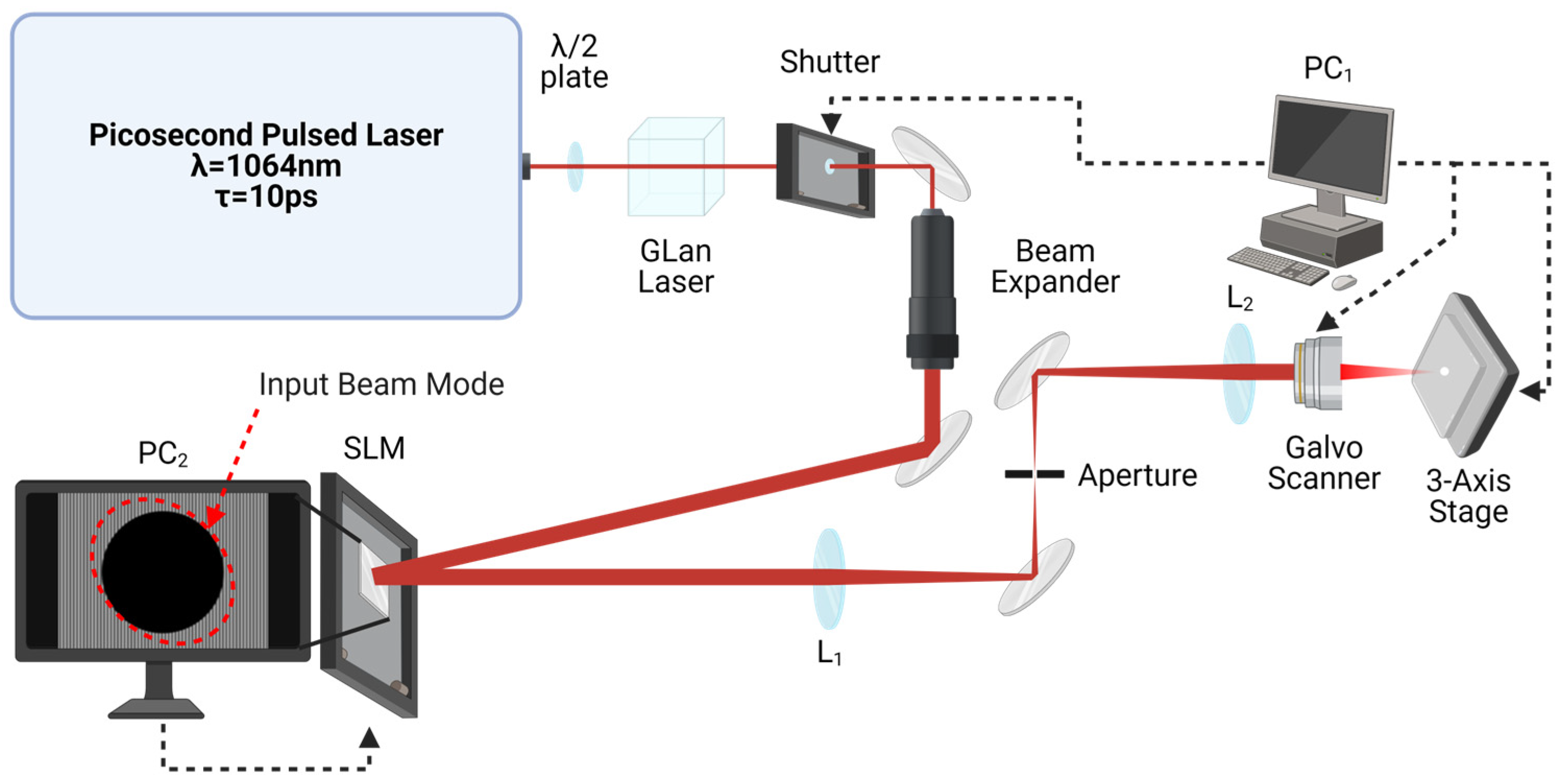
2.2. Pulsed Laser Surface Processing
2.3. Post-Process Treatment of Samples
2.4. Surface Characterization
3. Results
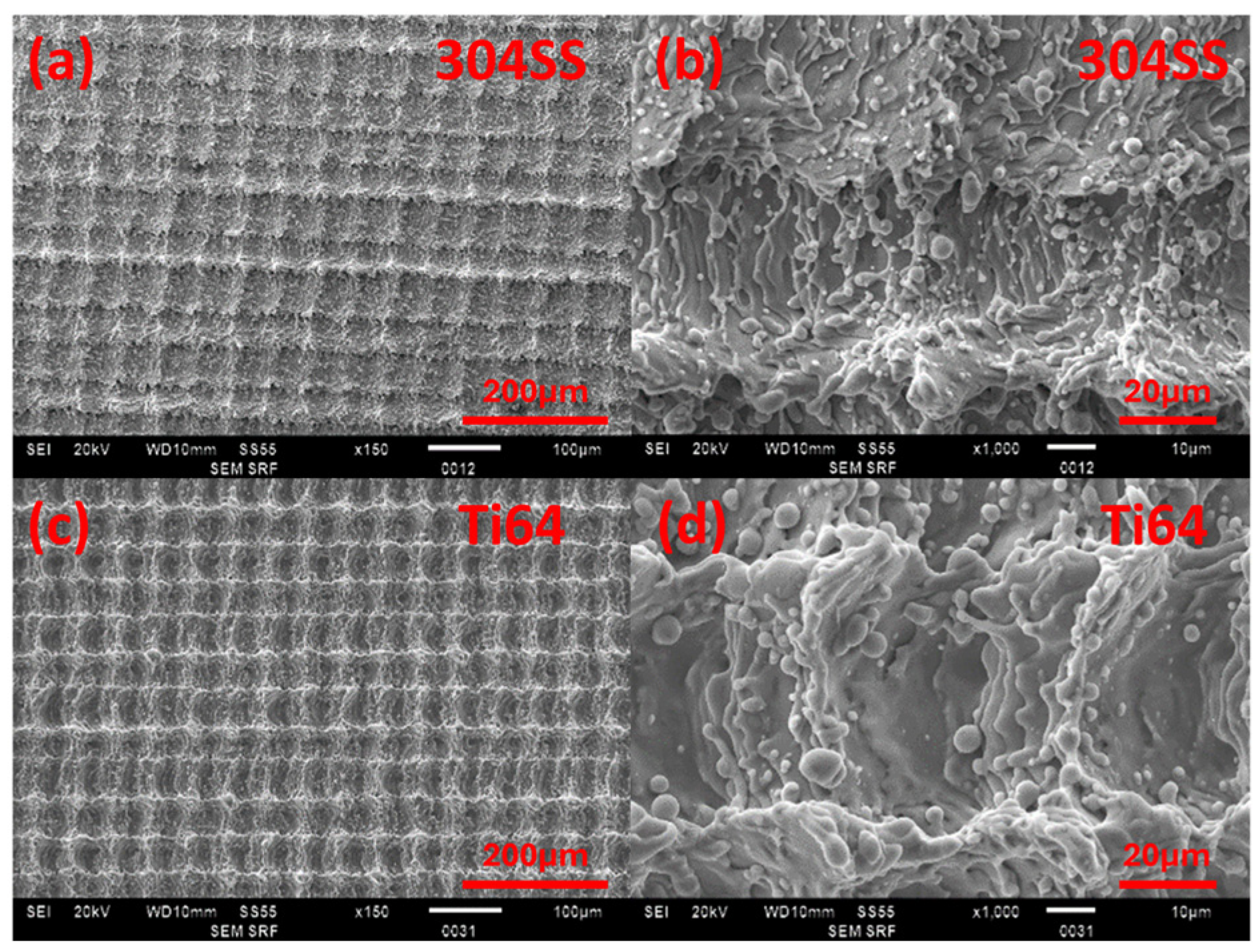
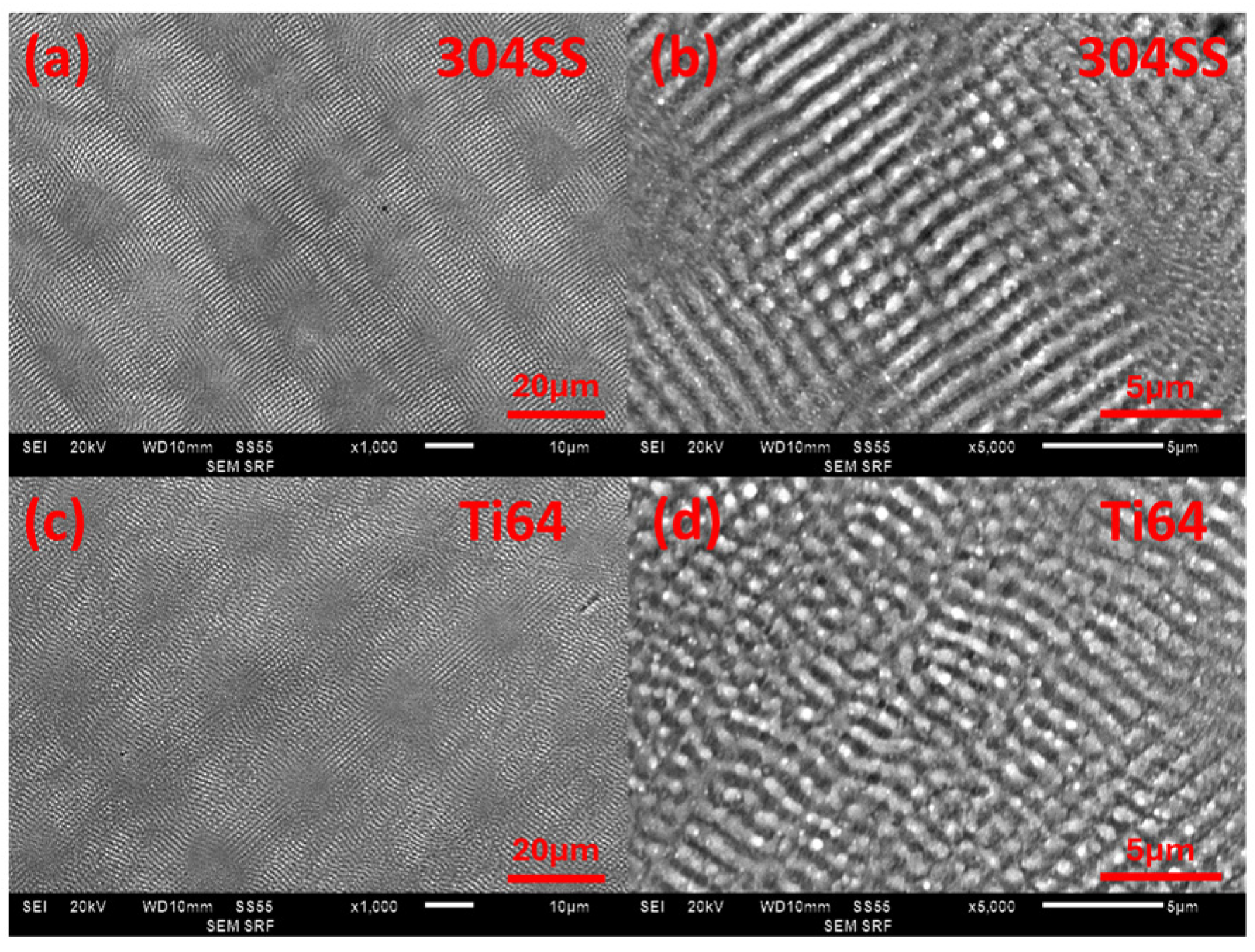
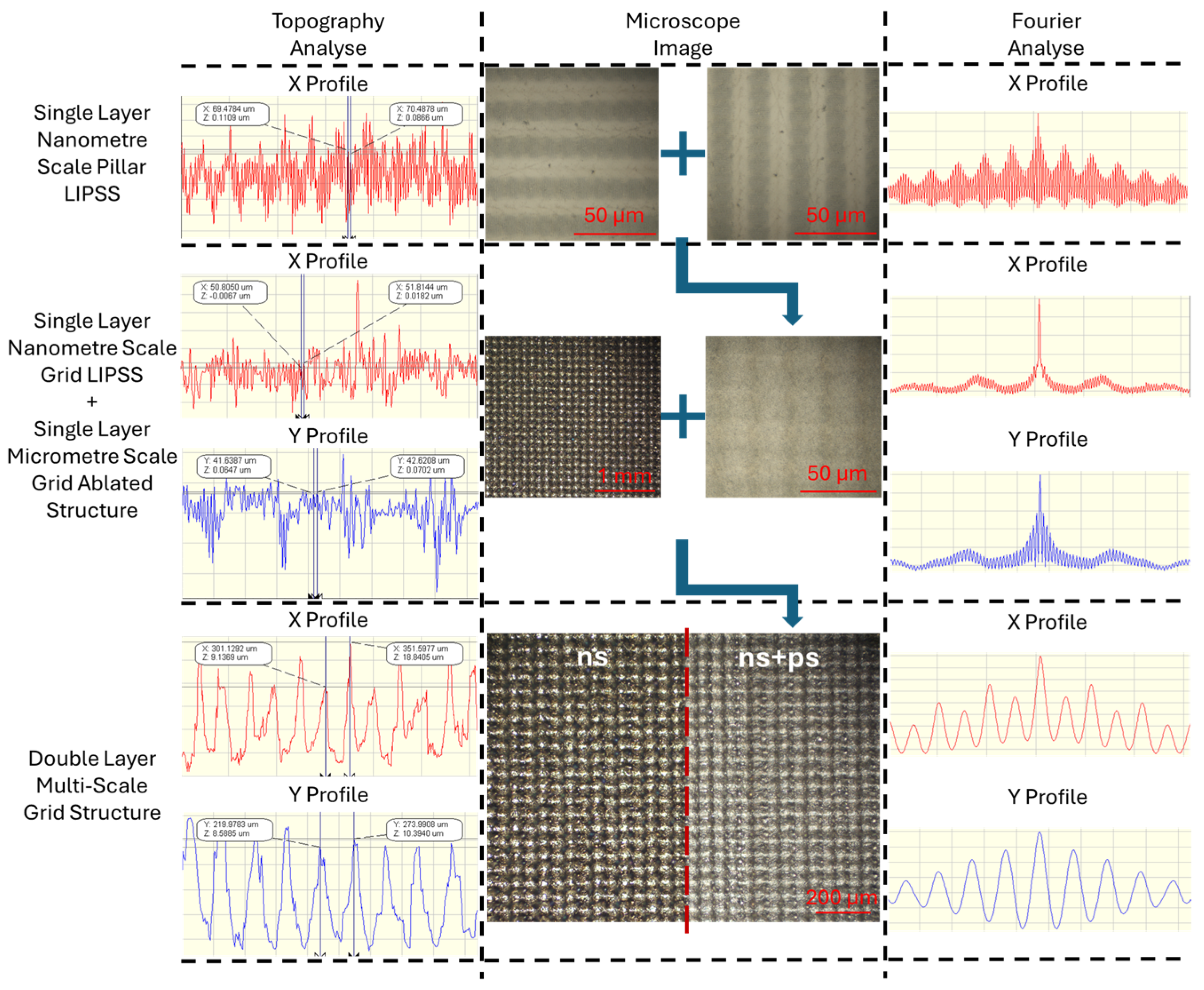
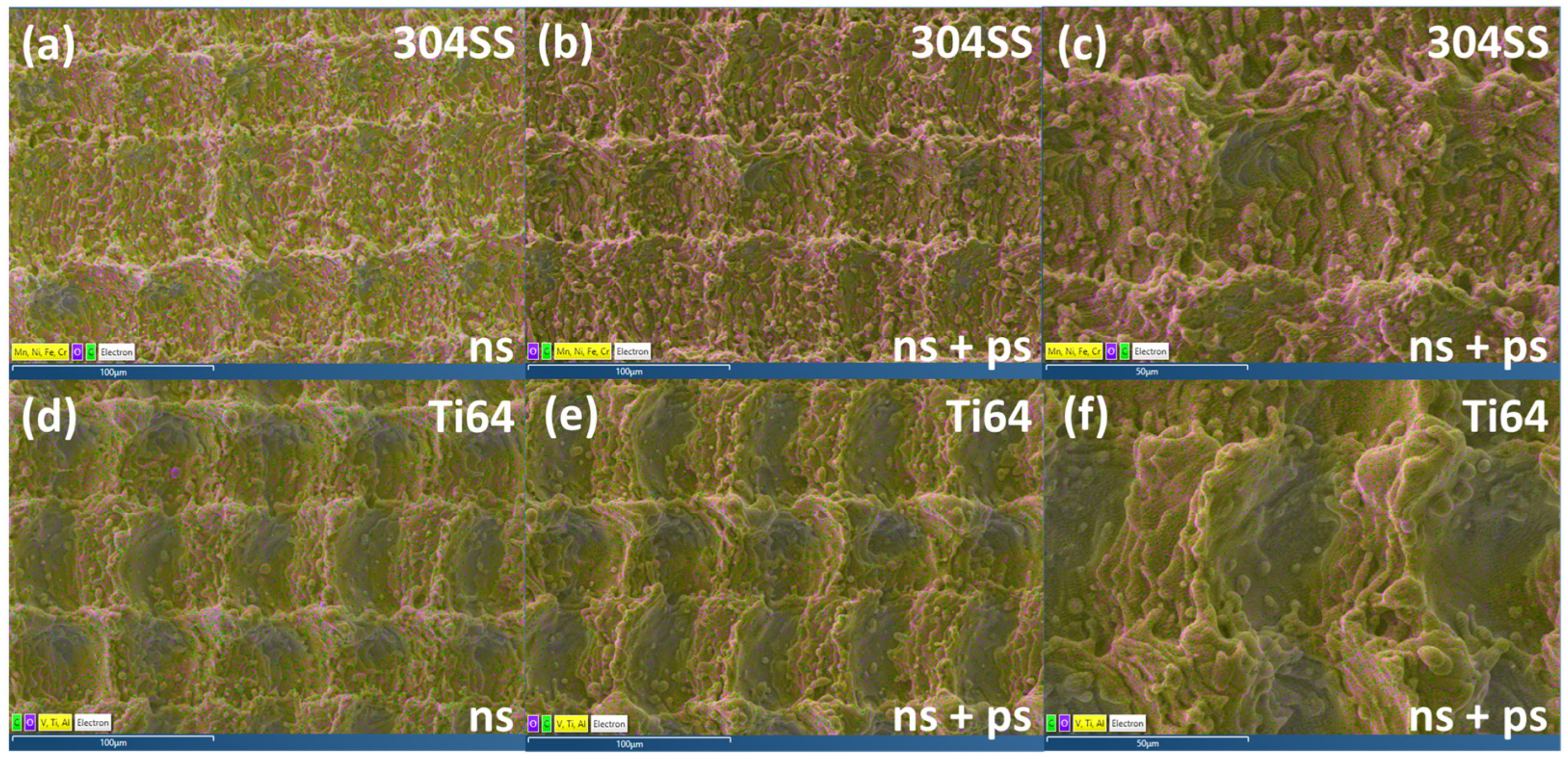
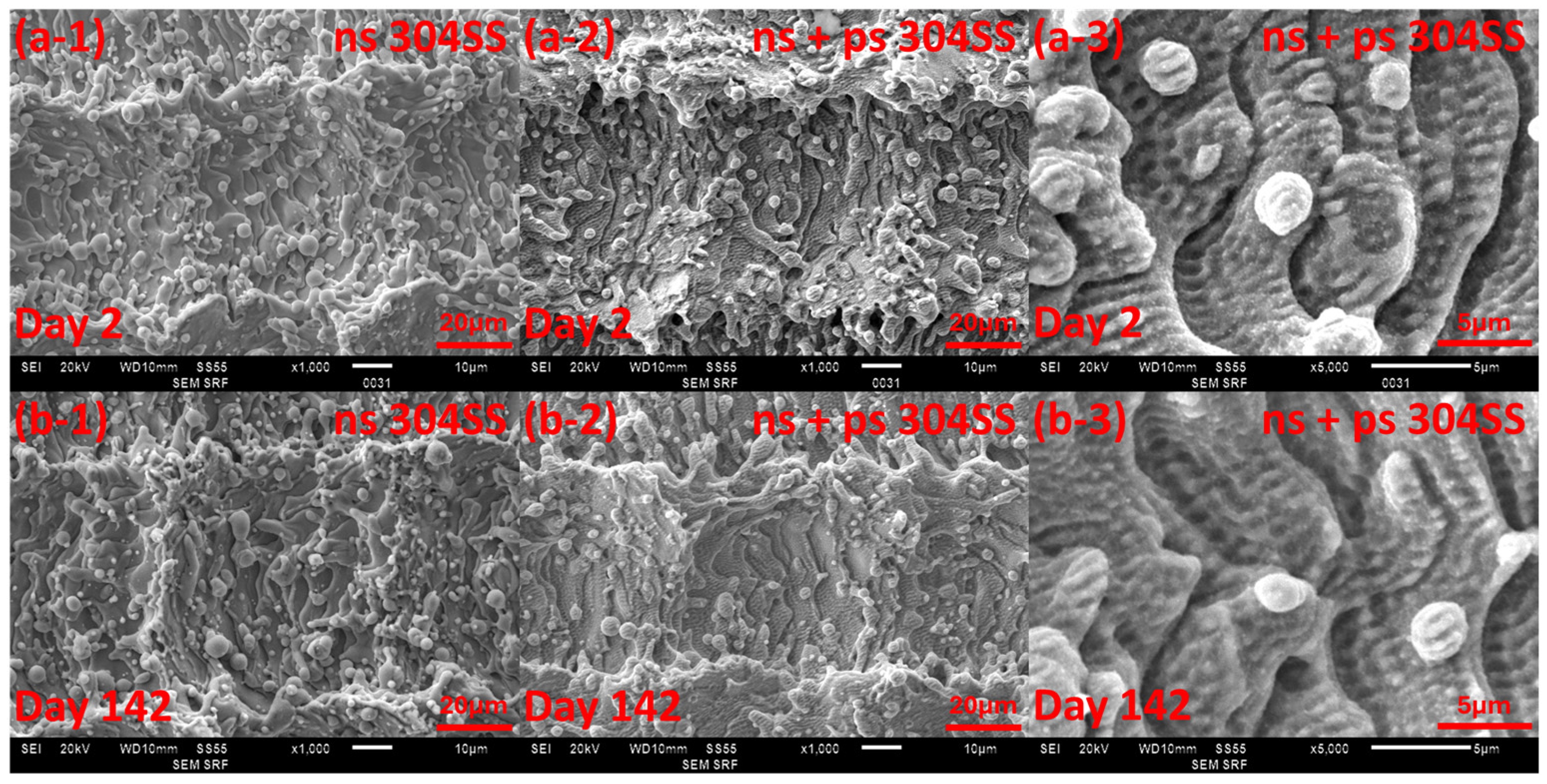
3.1. Surface Topography
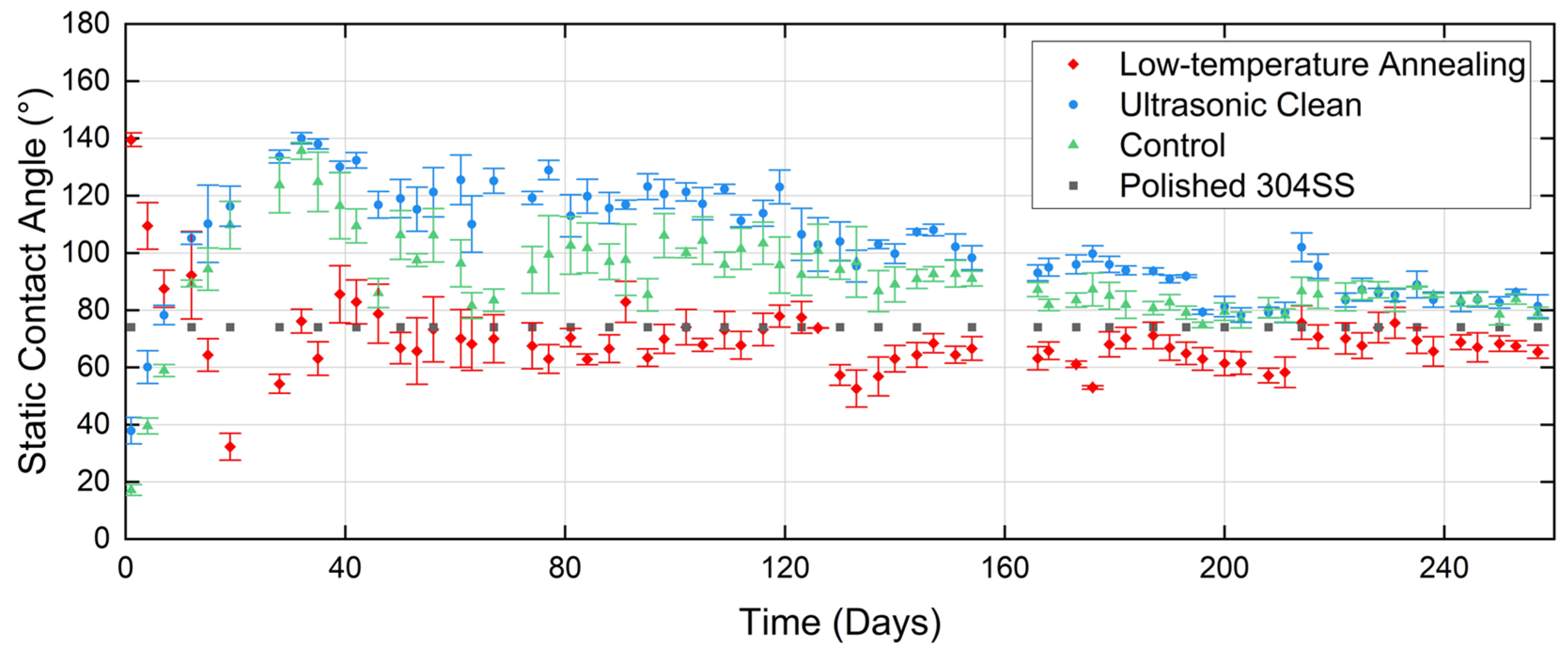
3.2. Long-Term Wettability Behaviour of Ns Laser-Ablated 304SS Surfaces for Different Post-Process Treatments and Conditions
- Wettability transition stage (end of post-process treatment to the 32nd day): During this period, the surface static CA steadily increases, transitioning from hydrophilic to hydrophobic and reaching a peak value of 140° by day 32 (~135° for the control group). In contrast, samples subjected to oven annealing are hydrophobic (CA = 140°) when measured after the treatment, but after which the CA reduces, transitioning to hydrophilic by day 7 and reaching 30° by day 19, then rising to around the CA of the polished (unprocessed) sample group by day 32;
- Wettability ‘rebound’ stage (days 32–42): After reaching its peak, the CA exhibits a rebound effect (decrease in CA): the reduction is around 20° for samples treated with ultrasonic cleaning, compared to an average of 50° for the control group. Meanwhile, the CA for the oven-annealed group briefly dips below the polished sample level, before then rising above it to a peak value of 85°;
- Hydrophobicity stabilization stage (days 42–119): This 77-day period represents the useful hydrophobic “service life” of the samples, during which the CA fluctuates within a certain range but remains hydrophobic throughout. The CA performance of samples treated with ultrasonic cleaning is superior to the other groups, with the CA remaining around 120° ± 10°, compared to the control group value of 100° ± 10°. The oven-annealed group shows the CA fluctuating in the range of 70° ± 10°;
- Hydrophobicity decline stage (days 119–196): During this 77-day period, the CA gradually reduces to values close to 90° for the ultrasonically cleaned group, by which time that of the control group reduces to values less than the 90° transition;
- Hydrophobicity termination stage (days 196–257): This stage marks the complete termination of hydrophobicity without reoccurrence. The CA stabilizes between 80° and 90°, though it is still slightly higher than the polished surface’s contact angle of 74°.
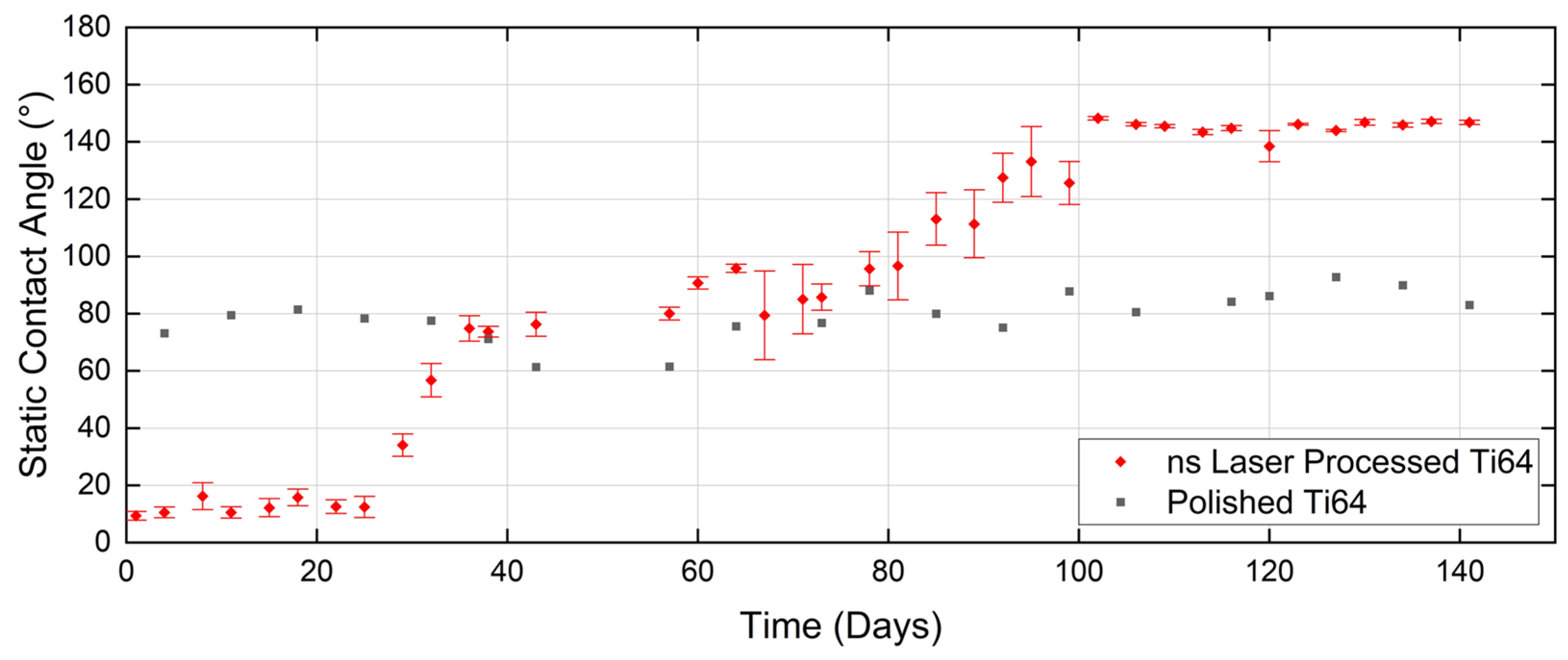
3.3. Wettability Time-Dependent Behaviour of Ns and Ns + Ps Laser Structured Surfaces
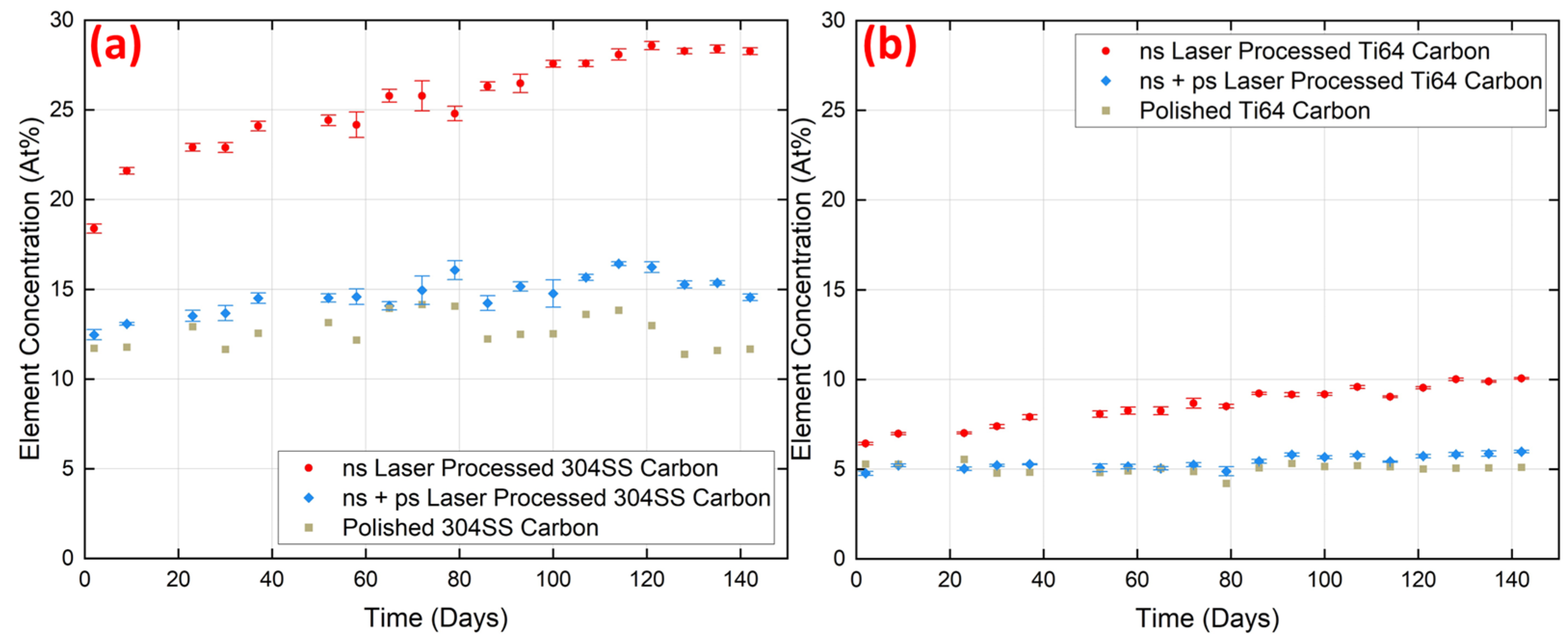
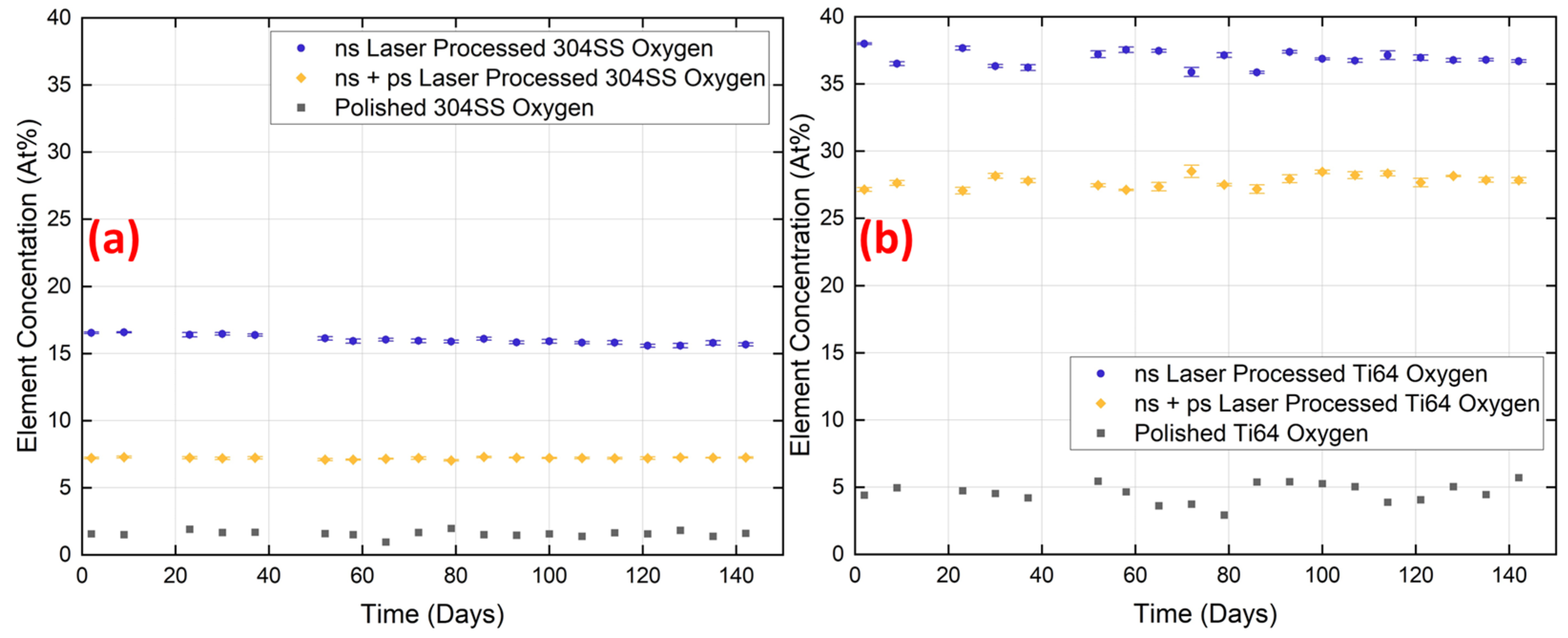
3.4. Chemical Composition Time-Dependent Behaviour of Ns and Ns + Ps Laser Structured Surfaces
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Patel, D.; Jain, V.; Ramkumar, J. Micro texturing on metallic surfaces: State of the art. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2018, 232, 941–964. [Google Scholar] [CrossRef]
- Bhushan, B. Biomimetics: Lessons from nature–an overview. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2009, 367, 1445–1486. [Google Scholar] [CrossRef] [PubMed]
- Young, T. An Essay on the Cohesion of Fluids. In Abstracts of the Papers Printed in the Philosophical Transactions of the Royal Society of London; Royal Society Publishing: London, UK, 1832; pp. 171–172. [Google Scholar]
- Wenzel, R.N. Surface roughness and contact angle. J. Phys. Chem. 1949, 53, 1466–1467. [Google Scholar] [CrossRef]
- Cassie, A.; Baxter, S. Wettability of porous surfaces. Trans. Faraday Soc. 1944, 40, 546–551. [Google Scholar] [CrossRef]
- Kang, Y.; Jang, G.; Kim, G.E.; Kwon, S.; Lee, M.G.; Jeon, Y. Design of high-durability superhydrophobic microsurface structures. Int. J. Precis. Eng. Manuf. 2022, 23, 929–942. [Google Scholar] [CrossRef]
- Deng, X.; Mammen, L.; Butt, H.-J.; Vollmer, D. Candle soot as a template for a transparent robust superamphiphobic coating. Science 2012, 335, 67–70. [Google Scholar] [CrossRef]
- Sas, I.; Gorga, R.E.; Joines, J.A.; Thoney, K.A. Literature review on superhydrophobic self-cleaning surfaces produced by electrospinning. J. Polym. Sci. Part B Polym. Phys. 2012, 50, 824–845. [Google Scholar] [CrossRef]
- Ozaydin-Ince, G.; Coclite, A.M.; Gleason, K.K. CVD of polymeric thin films: Applications in sensors, biotechnology, microelectronics/organic electronics, microfluidics, MEMS, composites and membranes. Rep. Prog. Phys. 2011, 75, 016501. [Google Scholar] [CrossRef]
- Cao, L.; Hu, H.-H.; Gao, D. Design and fabrication of micro-textures for inducing a superhydrophobic behavior on hydrophilic materials. Langmuir 2007, 23, 4310–4314. [Google Scholar] [CrossRef]
- Chu, W.-S.; Shehroze, M.M.; Tran, N.G.; Dinh, T.H.; Hong, S.-T.; Chun, D.-M. Green Fabrication of Superhydrophobic Surfaces Using Laser Surface Texturing Without Toxic Chemicals: A Review. Int. J. Precis. Eng. Manuf. 2024, 25, 1101–1123. [Google Scholar] [CrossRef]
- Chen, L.; Wang, X.; Yang, T.; Ping, H.; Bennett, P.; Zheng, Z.; Yang, Q.; Perrie, W.; Edwardson, S.P.; Dearden, G. Superhydrophobic micro-nano structures on silicone rubber by nanosecond laser processing. J. Phys. D Appl. Phys. 2018, 51, 445301. [Google Scholar] [CrossRef]
- Gregorčič, P.; Conradi, M.; Hribar, L.; Hočevar, M. Long-term influence of laser-processing parameters on (Super) hydrophobicity development and stability of stainless-steel surfaces. Materials 2018, 11, 2240. [Google Scholar] [CrossRef] [PubMed]
- Huerta-Murillo, D.; García-Girón, A.; Romano, J.-M.; Cardoso, J.T.; Cordovilla, F.; Walker, M.; Dimov, S.; Ocaña, J.L. Wettability modification of laser-fabricated hierarchical surface structures in Ti-6Al-4V titanium alloy. Appl. Surf. Sci. 2019, 463, 838–846. [Google Scholar] [CrossRef]
- Kietzig, A.-M.; Hatzikiriakos, S.G.; Englezos, P. Patterned superhydrophobic metallic surfaces. Langmuir 2009, 25, 4821–4827. [Google Scholar] [CrossRef]
- Martínez-Calderon, M.; Rodríguez, A.; Dias-Ponte, A.; Morant-Miñana, M.; Gómez-Aranzadi, M.; Olaizola, S. Femtosecond laser fabrication of highly hydrophobic stainless steel surface with hierarchical structures fabricated by combining ordered microstructures and LIPSS. Appl. Surf. Sci. 2016, 374, 81–89. [Google Scholar] [CrossRef]
- Wang, Y.; Ke, C.; Wu, T.; Zhao, X.; Wang, R. Nanosecond laser texturing with hexagonal honeycomb micro-structure on Titanium for improved wettability and optical properties. Optik 2019, 192, 162953. [Google Scholar] [CrossRef]
- Gregorčič, P. Comment on “Bioinspired reversible switch between underwater superoleophobicity/superaerophobicity and oleophilicity/aerophilicity and improved antireflective property on the nanosecond laser-ablated superhydrophobic titanium surfaces”. ACS Appl. Mater. Interfaces 2020, 13, 2117–2127. [Google Scholar] [CrossRef]
- Ngo, C.-V.; Chun, D.-M. Fast wettability transition from hydrophilic to superhydrophobic laser-textured stainless steel surfaces under low-temperature annealing. Appl. Surf. Sci. 2017, 409, 232–240. [Google Scholar] [CrossRef]
- Long, J.; Zhong, M.; Fan, P.; Gong, D.; Zhang, H. Wettability conversion of ultrafast laser structured copper surface. J. Laser Appl. 2015, 27, S29107. [Google Scholar] [CrossRef]
- Long, J.; Zhong, M.; Zhang, H.; Fan, P. Superhydrophilicity to superhydrophobicity transition of picosecond laser microstructured aluminum in ambient air. J. Colloid Interface Sci. 2015, 441, 1–9. [Google Scholar] [CrossRef]
- Jagdheesh, R.; Diaz, M.; Marimuthu, S.; Ocana, J. Robust fabrication of μ-patterns with tunable and durable wetting properties: Hydrophilic to ultrahydrophobic via a vacuum process. J. Mater. Chem. A 2017, 5, 7125–7136. [Google Scholar] [CrossRef]
- Jagdheesh, R.; Diaz, M.; Marimuthu, S.; Ocaña, J. Hybrid laser and vacuum process for rapid ultrahydrophobic Ti-6Al-4 V surface formation. Appl. Surf. Sci. 2019, 471, 759–766. [Google Scholar] [CrossRef]
- Chen, L.; Ping, H.; Yang, T.; Hu, T.; Bennett, P.; Zheng, Z.; Yang, Q.; Perrie, W.; Edwardson, S.P.; Dearden, G. Icing performance of superhydrophobic silicone rubber surfaces by laser texturing. Mater. Res. Express 2020, 6, 1250e2. [Google Scholar] [CrossRef]
- Yuan, G.; Liu, Y.; Ngo, C.-V.; Guo, C. Rapid fabrication of anti-corrosion and self-healing superhydrophobic aluminum surfaces through environmentally friendly femtosecond laser processing. Opt. Express 2020, 28, 35636–35650. [Google Scholar] [CrossRef]
- Ngo, C.V.; Chun, D.M. Effect of heat treatment temperature on the wettability transition from hydrophilic to superhydrophobic on laser-ablated metallic surfaces. Adv. Eng. Mater. 2018, 20, 1701086. [Google Scholar] [CrossRef]
- Zupančič, M.; Gregorčič, P. Laser Surface Engineering for Boiling Heat Transfer Applications. In Materials with Extreme Wetting Properties: Methods and Emerging Industrial Applications; Springer: Cham, Switzerland, 2021; pp. 245–303. [Google Scholar]
- Chen, L.; Guo, F.; Yang, T.; Hu, T.; Bennett, P.; Yang, Q.; Liu, D. Aging characteristics and self-healing properties of laser-textured superhydrophobic silicone rubber for composite insulators. Polym. Degrad. Stab. 2021, 192, 109693. [Google Scholar] [CrossRef]
- Fang, Z.; Zhou, T.; Perrie, W.; Bilton, M.; Schille, J.; Löschner, U.; Edwardson, S.; Dearden, G. Pulse Burst Generation and Diffraction with Spatial Light Modulators for Dynamic Ultrafast Laser Materials Processing. Materials 2022, 15, 9059. [Google Scholar] [CrossRef] [PubMed]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material (Laser Type) | Laser Fluence | Scan Speed (mm/s) | Rep Rate and Pulse Duration (kHz; ns/ps) | Hatch Distance (μm) |
|---|---|---|---|---|
| 304SS (ns) | 12.1 ± 0.5 | 325 | 65; 65 | 50 |
| Ti64 (ns) | 7.1 ± 0.1 | 325 | 65; 65 | 50 |
| 304SS (ps) | 1.20 ± 0.06 | 41.2 | 5; 10 | 20.6 |
| Ti64 (ps) | 0.82 ± 0.06 | 55 | 5; 10 | 25 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tang, Y.; Fang, Z.; Fei, Y.; Wang, S.; Perrie, W.; Edwardson, S.; Dearden, G. Wettability Behaviour of Metal Surfaces after Sequential Nanosecond and Picosecond Laser Texturing. Micromachines 2024, 15, 1146. https://doi.org/10.3390/mi15091146
Tang Y, Fang Z, Fei Y, Wang S, Perrie W, Edwardson S, Dearden G. Wettability Behaviour of Metal Surfaces after Sequential Nanosecond and Picosecond Laser Texturing. Micromachines. 2024; 15(9):1146. https://doi.org/10.3390/mi15091146
Chicago/Turabian StyleTang, Yin, Zheng Fang, Yang Fei, Shuai Wang, Walter Perrie, Stuart Edwardson, and Geoff Dearden. 2024. "Wettability Behaviour of Metal Surfaces after Sequential Nanosecond and Picosecond Laser Texturing" Micromachines 15, no. 9: 1146. https://doi.org/10.3390/mi15091146