1. Introduction
In the last two decades, interest in the field of optical fiber sensors has developed rapidly. This increasing interest is primarily due to the numerous advantages that optical fiber sensors offer, such as electrically passive operation, immunity to electromagnetic interference (EMI), higher sensitivity, high temperature resistance, multiplexing capabilities, corrosion resistance, and lightness. Due to these advantages, optical fiber sensors have been extensively applied in various fields. Long-period fiber grating (LPFG) sensors can measure most physical quantities, including differing strains, temperatures, pressures, and concentrations [
1]. LPFGs consist of periodic refractive index variations, with periods of about 100 μm to 1 mm. LPFGs are very important passive optical components in optical fiber communication and sensing systems. An LPFG is based on the coupling of the core mode to the cladding mode. This coupling phenomenon causes a resonant dip in the spectrum which is very sensitive to external refractive index. As such, LPFGs are very suitable for use as components in sensors. The processes used to manufacture LPFGs include CO
2 laser writing [
2], excimer laser writing [
3], arc discharged fabrication [
4], the mechanical pressure method [
5], and inductively coupled plasma etching process [
6] and photoresist method [
7]. The LPFG sensor presented in this paper was manufactured using the photoresist method, with the LPFG consisting of etched thin cladding fiber sandwiched between periodic photoresist structures. This particular type of LPFG is called sandwiched long-period fiber grating (SLPFG).
The detection of carbon dioxide (CO
2) is necessary and important in a wide range of applications, such as the monitoring of global warming, air quality monitoring in mines, indoor and outdoor air quality control, and processing control in the food industry, among others. Global warming, which is caused in part by the gradual increase of CO
2 in the atmosphere, has become an important and challenging issue. Therefore, finding more effective ways of sensing CO
2 gas could be of substantial benefit. In 2010, Gouveia
et al. [
8] proposed an indicator free optical fiber sensor for CO
2 detection. That sensor was comprised of long period grating and a sensing layer based on the acid-basic equilibrium of phenol and its derivative
p-nitro-phenol. In testing of the sensor, a CO
2-dependent refractive index change of ~0.05 RIU was observed for CO
2 concentrations ranging from 10% to 90%. In 2014, Luis Melo
et al. [
9] presented a CO
2 gas sensor based on LPFG coated with a tactic polystyrene. The sensor had a grating period of 450 µm and a length of 10 mm. In testing of its ability to sense CO
2, the refractive index of the sensor ranged from 1.3328 to 1.4720. The sensitivity of the coated LPG was 1.23 ± 0.08 pm/% CO
2, and the sensor resolution was ±4.07% CO
2.
In 2015, Karol Wysokiński
et al. [
10] reported an optical fiber CO
2 gas sensor. The sensor was coated in an organically modified silica sol solution by a dip-coating process, while the sol solution used for preparation of the sensor was made of an ethanol solution of triethoxymethylsilane containing indicator dye. The sensitivity of the sensor, which was defined as a ratio of the light intensities at high and low concentrations was equal to
I100%/
I0.1% = 8.3 [
10]. In this study, we propose an SLPFG sensor coated with amine-modified nanoporous silica foams by the corona method for CO
2 gas sensing. Coating the sensor with nanoporous silica foams results in changes to the refractive index of the sensor as CO
2 is captured by the foams. Therefore, we can determine when the test chamber is loaded with CO
2 gas by observing the changes to the spectra.
2. Workingprinciple of the SLPFG Gas Sensor
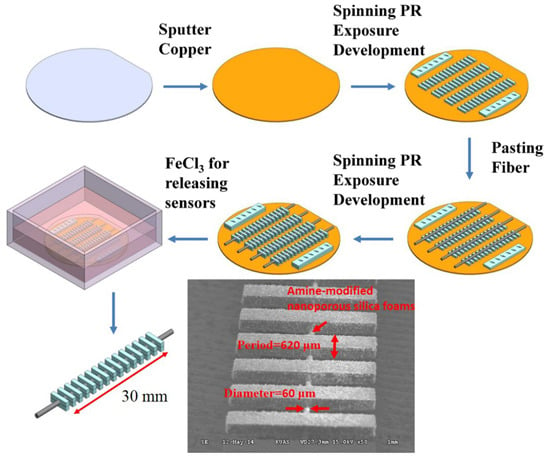
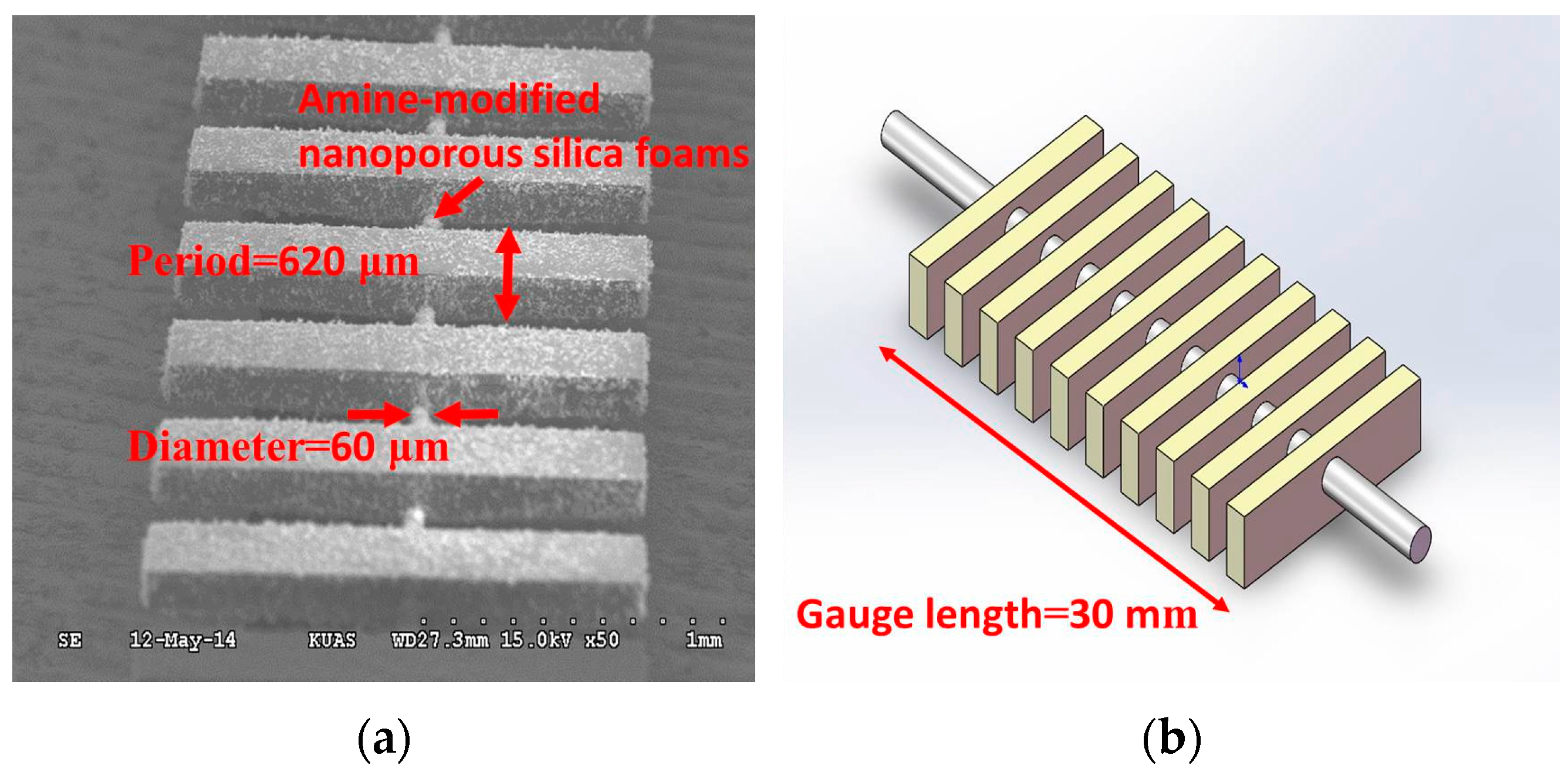
The SLPFG gas sensor presented herein has grating periods of 620 μm designed for resonance-attenuation wavelengths at 1550 nm.
Figure 1 shows the dimensional parameters of the SLPFG, including a 30-mm gauge length, a 620-μm period, and a 60-μm diameter for the etched region.
According to the coupled mode theory [
7] for SLPFG, the transmission loss can be calculated by the following Equation (1):
where
T is the transmission loss of the cladding mode to the core mode,
L indicates the length of the SLPFG, and
is the AC component of the coupling coefficient between the core and the cladding. The transmission loss of an SLPFG can be deduced from the AC component of the coupling coefficient between the core and the cladding. The transmission loss of a SLPFG is a cosine squared equation. The transmission loss is a function of
, which is proportional to the amplitude of changes in the refractive index due to variations in the TEPA-modified powder caused by the absorption of CO
2 gas. From the above formula, it can be seen that the transmission loss of an LPFG is related to the coupling coefficient and grating length. Therefore, the loss can be altered by the external refractive index. In this study, the TEPA-modified adsorbents coat the optical fiber for CO
2 gas sensing. As the CO
2 reacts with the sensing layer, the coupling coefficient and effective refractive index are changed. Therefore, the loss can be changed by the refractive index. From Equation (1), we can measure the CO
2 gas by monitoring the transmission loss of the SLPFG.
3. Materials and Methods
3.1. Process and Fabrication of SLPFG
In this study, grating periods of 620 μm were designed for SLPFG resonance-attenuation wavelengths at 1550 nm.
Figure 1 shows a scanning electron microscopy image and schematics of the SLPFG, indicating a 30-mm gauge length, 620-μm period, 60-μm diameter for the etched region. The photolithography microelectromechanical systems (MEMS) process was adopted for producing the SLPFG sensor [
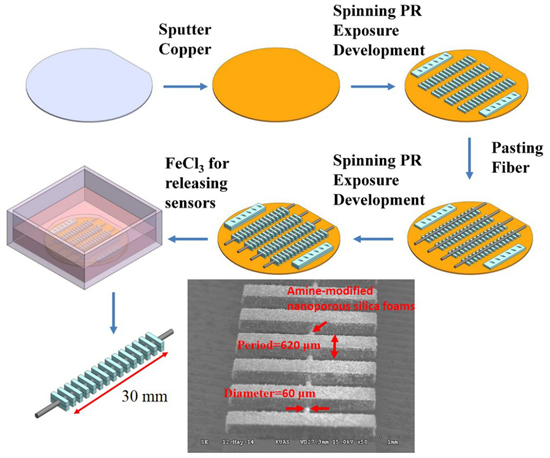
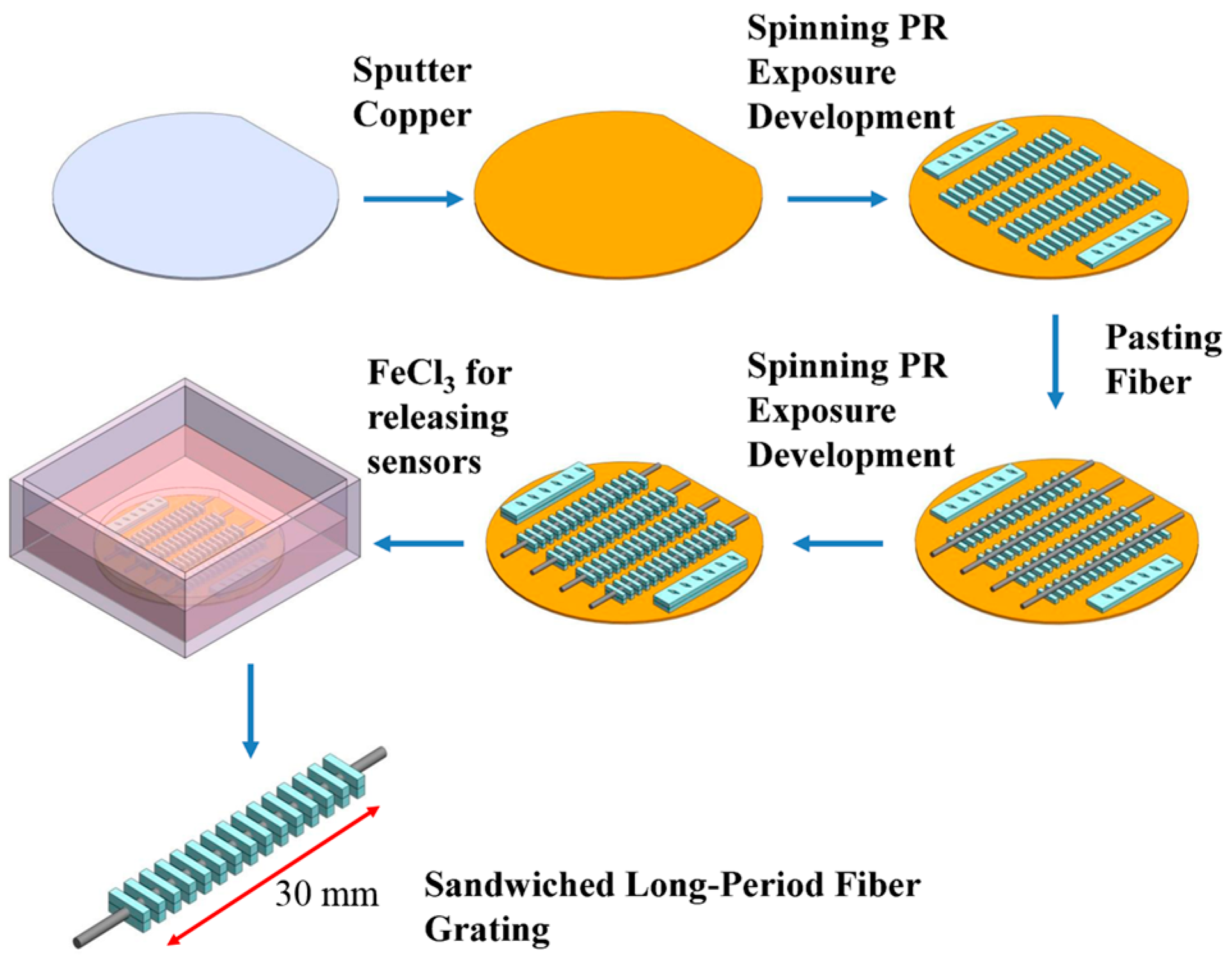
7]. The fabrication process is illustrated in
Figure 2. The materials used in this process were SU-8 3050 negative photoresist and etched single mode optical fiber. A 4-inch wafer was sputtered with a copper film of approximately 200 nm in thickness, and the single mode optical fiber was etched to 60 μm-diameter with buffered oxide etch (BOE) solution before the process was started. First, spin coater processing was performed to evenly spin-coat photoresist onto the surface of the wafer. Second, a double side mask aligner was used to produce an exposure pattern mask with a 365-nm wavelength ultraviolet (UV) light. Then, the wafer was immersed in a developing solution and rotated by a spinner to remove areas that were not exposed to the UV light. Upon completion of this operation, the designed bottom periodic structure was obtained. Finally, the etched optical fiber (60 μm) was pasted onto the patterned SU-8 structure.
The above procedures were then repeated again to form a structure with a thickness of nearly 125 μm to cover the etched optical fiber. Last of all, the completed fiber grating on the wafer was then immersed in a ferric chloride solution for the releasing process, whereby the photoresist layer was separated from the wafer because the thin copper film sacrificial layer was etched away by the ferric chloride solution.
3.2. Preparation of TEPA-Modified Powder
In this paper, the sensitive coating materials used for the gas sensing were synthesized using TEPA (tetraethylenepentamine; C8H23N5) and MSF (mesocellular silica foam), which is a nanoporous silica foam (with cell and window pore diameters of 27.8 and 10.4 nm, respectively), to prepare for the physical impregnation method. After the mixed aqueous amine solution (TEPA) and a stabilizer (titanium isopropoxide) were incorporated into MSF powder and then baked at a temperature of 80 °C, we were able to obtain the required CO2 adsorption powder for this experiment. The TEPA-modified MSF powder has a high surface area, a high pore volume, and an orderly porous structure.
3.3. Coating the TEPA-Modified MSF Powder Sensing Layer onto the SLPFG Sensor
This study used a surface modification method to tightly bound the TEPA-modified MSF powder to the SLPFG sensor. In order to make TEPA-modified powder that could be tightly adsorbed onto the SLPFG sensor, we used a corona treater with voltage of 10,000–48,000 V to change the hydrophobic material into hydrophilic material, a change that made the powder adhere strongly to the SLPFG sensor. The thickness of TEPA-modified powder sensing layer is about 13.2121 μm. When CO2 was subsequently adsorbed onto the SLPFG gas sensor, the effective refractive index of the cladding was changed.
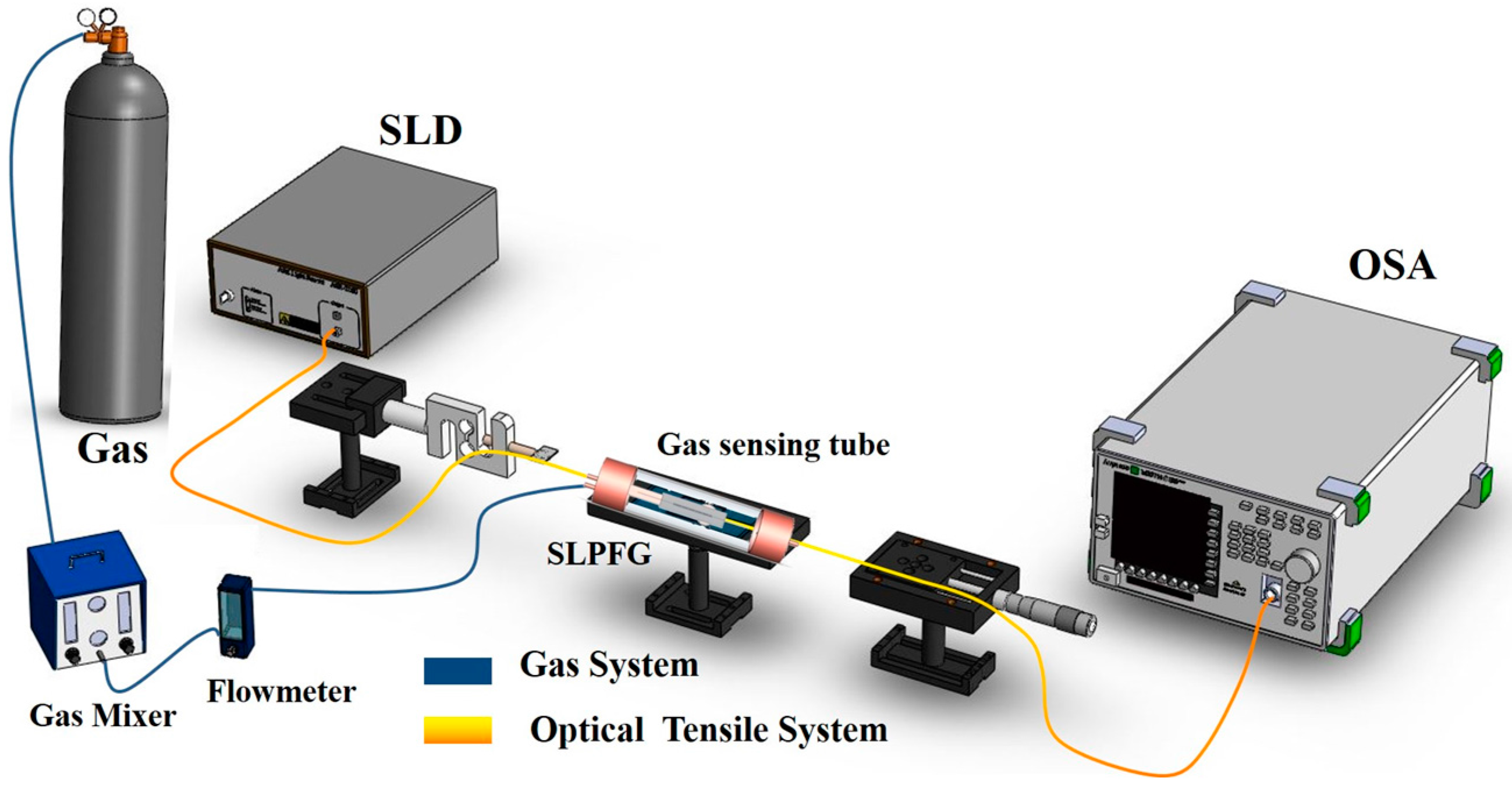
3.4. Setup for CO2 Gas Sensing Experiment
Figure 3 shows the setup for the CO
2 gas sensing experiment. First, we put the SLPFG sensor into a gas sensing tube which was coated with amine-modified nanoporous silica powder and fixed to both sides of a micro platform and load cell. When the SLPFG sensor was subjected to axial loading, strain fields generated inside the optical fiber formed periodic refractive index changes to produce a long-period grating effect.
The light source used was an SLD (superluminescent diode), and the light signal was observed by an OSA (optical spectrum analyzer). The gas used in the sensing tests was a mixed gas consisting of 15% CO2 and 85% nitrogen that was injected into the gas sensing tube at a flow rate of 0.2 L/min. When the CO2 reacted with the TEPA-modified powder sensing layer, the refractive index was changed and then converted into an optical signal for observation.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}




