
Silica Microspheres for Economical Advanced Solar Applications


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Experiments
3. Results and Discussion
3.1. Controlling the Growth Position of Si-NWs
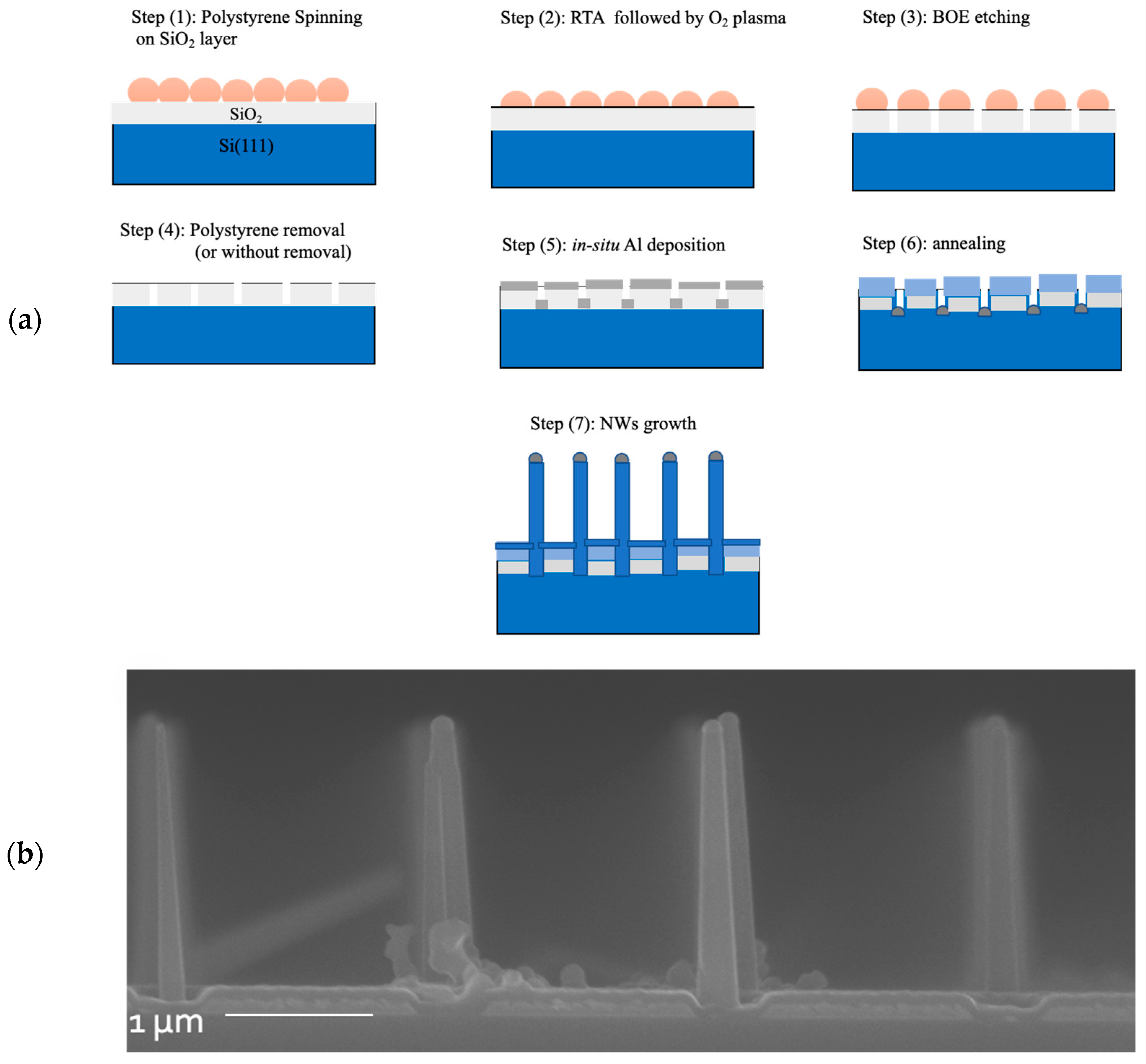
3.1.1. Templating Si-NWs Using Polystyrene Microspheres and SiO2 Thin-Layer Lithography
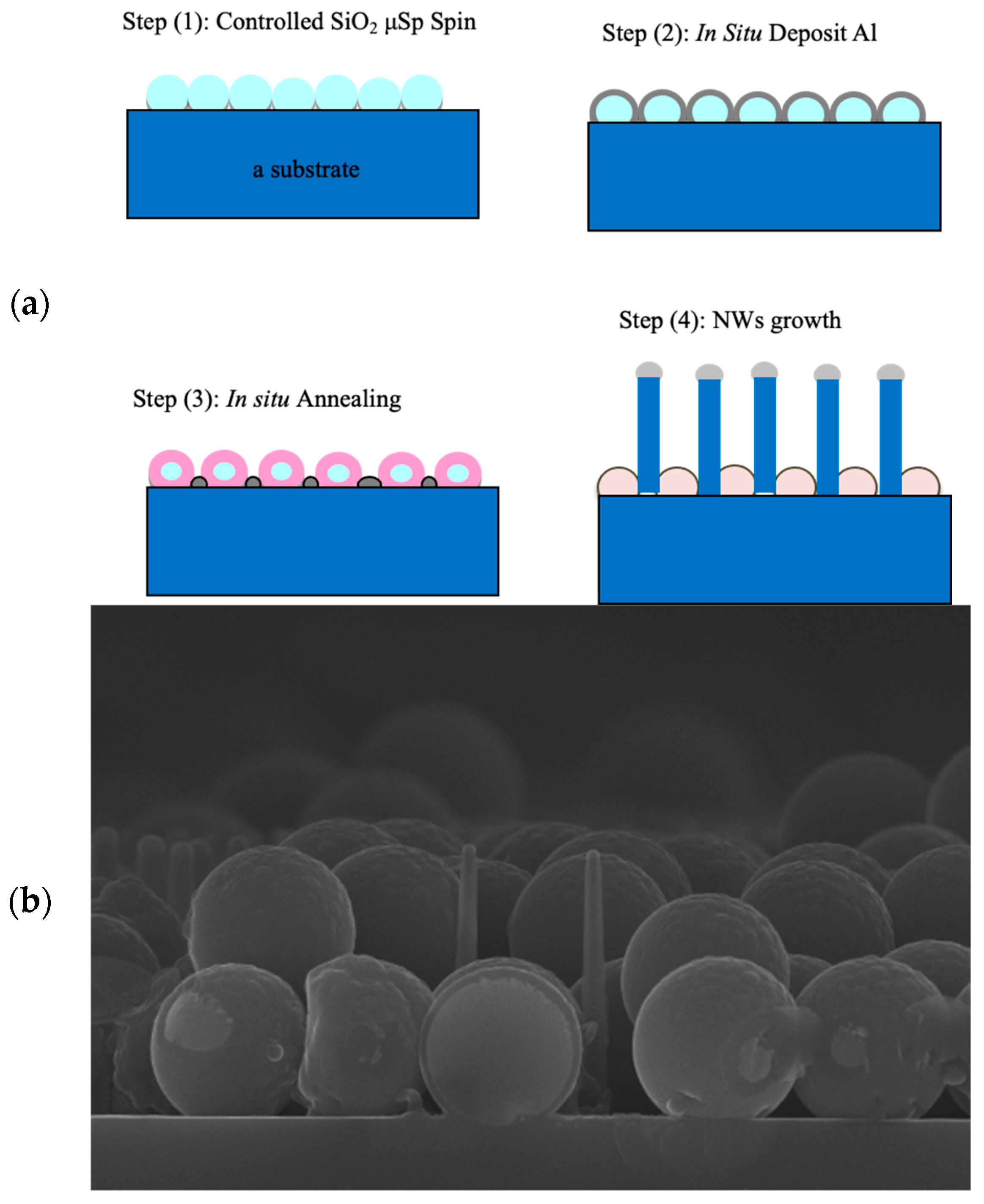
3.1.2. Templating Si-NWs Using Silica Microsphere Lithography
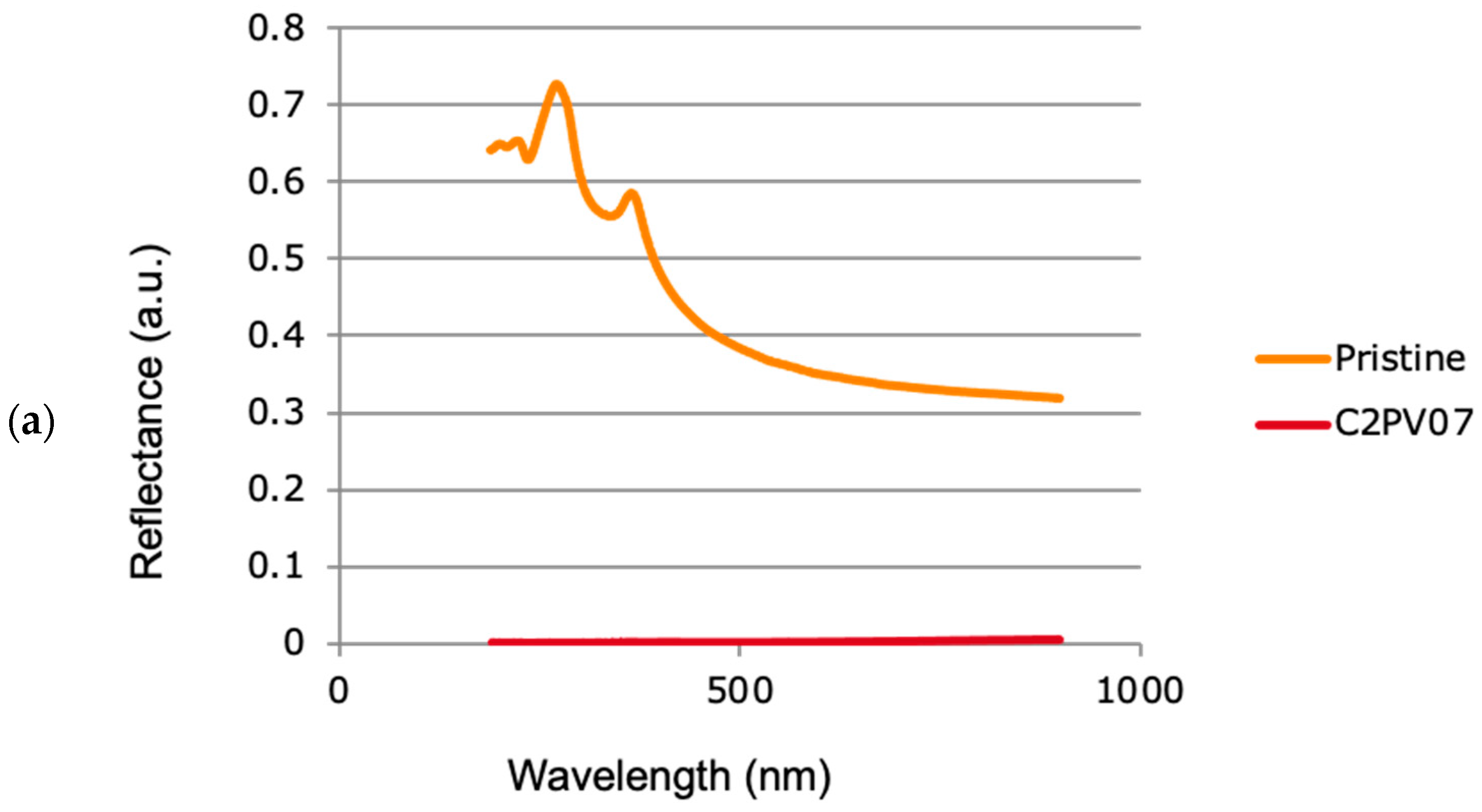
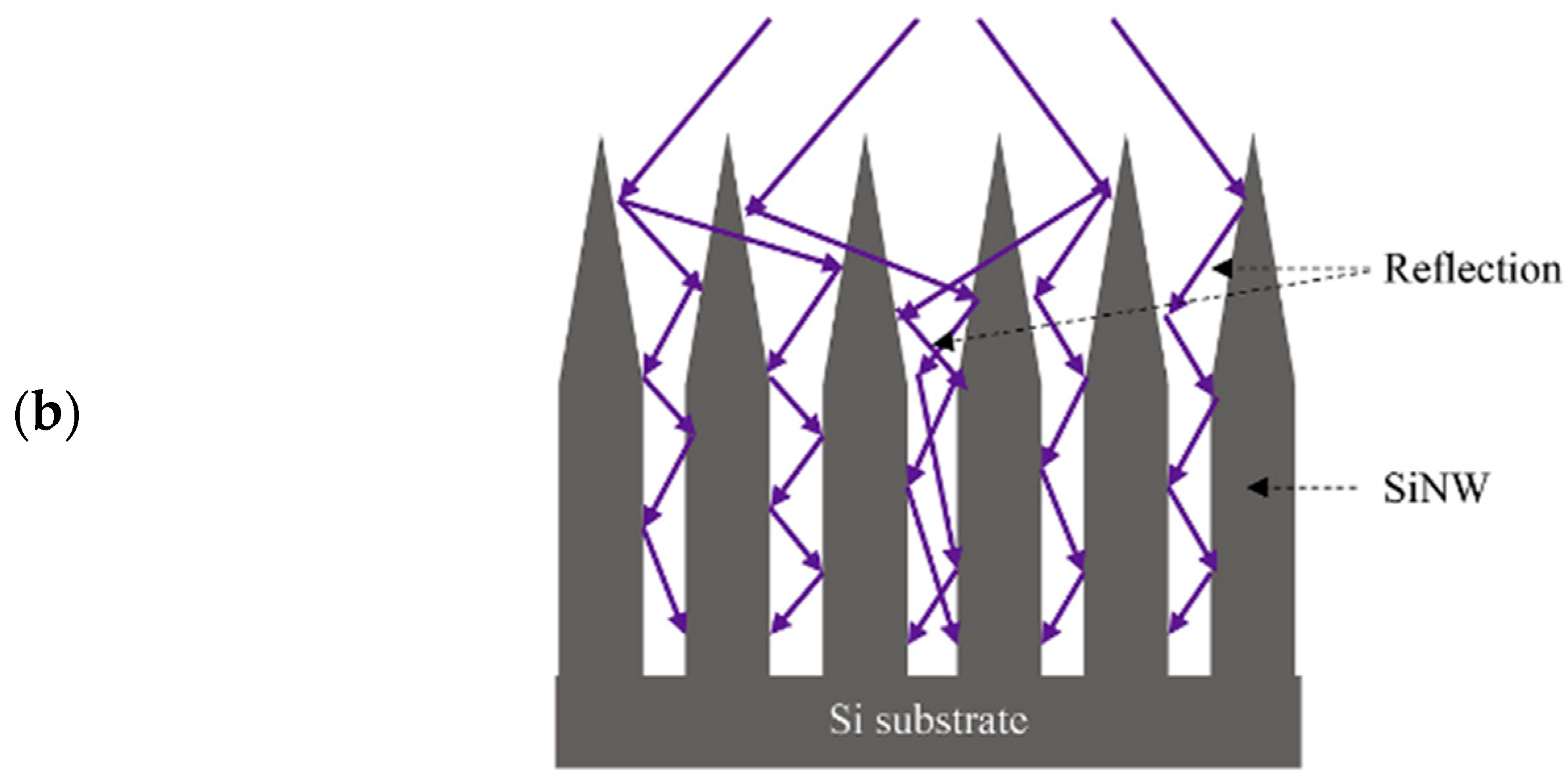
3.2. Light Absorption of Si-NWs and PV Applications
4. Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kim, J.; Hong, A.J.; Nah, J.-W.; Shin, B.; Ross, F.; Sadana, D.K. Three-Dimensional a-Si:H Solar Cells on Glass Nanocone Arrays Patterned by Self-Assembled Sn Nanospheres. ACS Nano 2011, 6, 265–271. [Google Scholar] [CrossRef]
- Wacaser, B.; Khayyat, M.; Reuter, M.; Sadana, D.; Ross, F. Technical advantages and challenges for core-shell micro/nanowire large area PV devices. In Proceedings of the 2010 35th IEEE Photovoltaic Specialists Conference, Honolulu, HI, USA, 20–25 June 2010. [Google Scholar]
- Huang, B.; Lin, T.; Hung, W.; Sun, F. Performance evaluation of solar photovoltaic/thermal systems. Sol. Energy 2001, 70, 443–448. [Google Scholar] [CrossRef]
- Gong, L.; Lu, J.; Ye, Z. Transparent and conductive Ga-doped ZnO films grown by RF magnetron sputtering on polycarbonate substrates. Sol. Energy Mater. Sol. Cells 2010, 94, 937–941. [Google Scholar] [CrossRef]
- Wacaser, B.; Reuter, M.C.; Khayyat, M.; Wen, C.-Y.; Haight, R.; Guha, S.; Ross, F. Growth System, Structure, and Doping of Aluminum-Seeded Epitaxial Silicon Nanowires. Nano Lett. 2009, 9, 3296–3301. [Google Scholar] [CrossRef] [PubMed]
- Khayyat, M.; Wacaser, B.; Reuter, M.; Ross, F.; Sadana, D.; Chin, T. Nanoscale chemical templating of Si-NWs seeded with Al. Nanotechnology 2013, 24, 235301. [Google Scholar] [CrossRef]
- Khayyat, M.; Wacaser, B.; Sadana, D. Nanoscale Chemical Templating with Oxygen Reactive Materials. U.S. Patent Number 8349715, 2013. [Google Scholar]
- Fan, H.J.; Werner, P.; Zacharias, M. Semiconductor Nanowires: From Self-Organization to Patterned Growth. Small 2006, 2, 700–717. [Google Scholar] [CrossRef]
- Kayes, B.M.; Atwater, H.A.; Lewis, N.S. Comparison of the device physics principles of planar and radial p–n junction nanorod solar cells. J. Appl. Phys. 2005, 97, 114302. [Google Scholar] [CrossRef]
- Kayes, B.M.; Filler, M.A.; Putnam, M.C.; Kelzenberg, M.D.; Lewis, N.S.; Atwater, H.A. Growth of vertically aligned Si wire arrays over large areas (>1 cm2) with Au and Cu catalysts. Appl. Phys. Lett. 2007, 91, 103110. [Google Scholar] [CrossRef]
- Huang, Y.; Lieber, C.M. Integrated nanoscale electronics and optoelectronics: Exploring nanoscale science and technology through semiconductor nanowires. Pure Appl. Chem. 2004, 76, 2051–2068. [Google Scholar] [CrossRef]
- Wagner, R.S.; Ellis, W.C. Vapor-liquid-solid mechanism of single crystal growth. Appl. Phys. Lett. 1964, 4, 89–91. [Google Scholar] [CrossRef]
- Khan, M.A.; Ishikawa, Y.; Kita, I.; Fukunaga, K.; Fuyuki, T.; Konagai, M. Control of verticality and (111) orientation of In-catalyzed silicon nanowires grown in the vapour–liquid–solid mode for nanoscale device applications. J. Mater. Chem. C 2015, 3, 11577–11580. [Google Scholar] [CrossRef]
- Khan, M.A.; Ishikawa, Y.; Kita, I.; Tani, A.; Yano, H.; Fuyuki, T.; Konagai, M. Investigation of crystallinity and planar defects in the Si nanowires grown by vapor–liquid–solid mode using indium catalyst for solar cell applications. Jpn. J. Appl. Phys. 2015, 55, 01AE03. [Google Scholar] [CrossRef]
- Kim, H.; Bae, H.; Chang, T.-Y.; Huffaker, D.L. III–V nanowires on silicon (100) as plasmonic-photonic hybrid meta-absorber. Sci. Rep. 2021, 11, 13813. [Google Scholar] [CrossRef]
- Zeng, W.R.; Li, S.F.; Chow, W.K. Preliminary Studies on Burning Behavior of Polymethylmethacrylate (PMMA). J. Fire Sci. 2002, 20, 297–317. [Google Scholar] [CrossRef]
- Wacaser, B.; Reuter, M.; Khayyat, M.; Haight, R.; Guha, S.; Ross, F. The Role of Microanalysis in Micro/Nanowire-Based Future Generation Photovoltaic Devices. Microsc. Microanal. 2010, 16 (Suppl. S2), 1368–1369. [Google Scholar] [CrossRef][Green Version]
- Khayyat, M.; Wacaser, B.; Reuter, M.; Sadana, D. Templating silicon nanowires seeded with oxygen reactive materials. In Proceedings of the 2011 Saudi International Electronics, Communications and Photonics Conference (SIECPC), Riyadh, Saudi Arabia, 24–26 April 2011. [Google Scholar]
- Law, M.; Goldberger, J.; Yang, P. Semiconductor nanowires and nanotubes. Annu. Rev. Mater. Res. 2004, 34, 83–122. [Google Scholar] [CrossRef]
- Samuelson, L. Semiconductor nanowires for 0D and 1D physics and applications. Physica E 2004, 25, 313–318. [Google Scholar] [CrossRef]
- Givargizov, E. Fundamental VLS growth. J. Cryst. Growth 1975, 31, 20–30. [Google Scholar] [CrossRef]
- Wacaser, B.; Dick, K.; Johansson, J.; Borgstrom, M.; Deppert, K.; Samuelson, L. Preferential interface nucleation: An expansion of the VLS growth mechanism for nanowires. Adv. Mater. 2009, 21, 153–165. [Google Scholar] [CrossRef]
- Westwater, J.; Gosain, D.; Pand, S. Control of the size and position of silicon nanowires grown via the vapor–liquid–solid technique. Jpn. J. Appl. Phys. 1997, 136, 6204–6209. [Google Scholar] [CrossRef]
- Harper, C.A. Handbook of Plastic Processes; John Wiley & Sons: Hoboken, NJ, USA, 2005. [Google Scholar]
- Lee, C.-L.; Goh, W.-S.; Chee, S.-Y.; Yik, L.-K. Enhancement of light harvesting efficiency of silicon solar cell utilizing arrays of poly(methyl methacrylate-co-acrylic acid) nano-spheres and nano-spheres with embedded silver nano-particles. Photonics Nanostructures-Fundam. Appl. 2017, 23, 36–44. [Google Scholar] [CrossRef]






Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khayyat, M.M. Silica Microspheres for Economical Advanced Solar Applications. Crystals 2021, 11, 1409. https://doi.org/10.3390/cryst11111409
Khayyat MM. Silica Microspheres for Economical Advanced Solar Applications. Crystals. 2021; 11(11):1409. https://doi.org/10.3390/cryst11111409
Chicago/Turabian StyleKhayyat, Maha M. 2021. "Silica Microspheres for Economical Advanced Solar Applications" Crystals 11, no. 11: 1409. https://doi.org/10.3390/cryst11111409
APA StyleKhayyat, M. M. (2021). Silica Microspheres for Economical Advanced Solar Applications. Crystals, 11(11), 1409. https://doi.org/10.3390/cryst11111409