

Effect of Load and Fiber Orientation on Wear Properties of Additively Manufactured Continuous CFRP Composites under Dry Sliding Conditions
 , and
, and
Abstract
:1. Introduction
2. Experimental Procedures
2.1. Material and 3D Printer
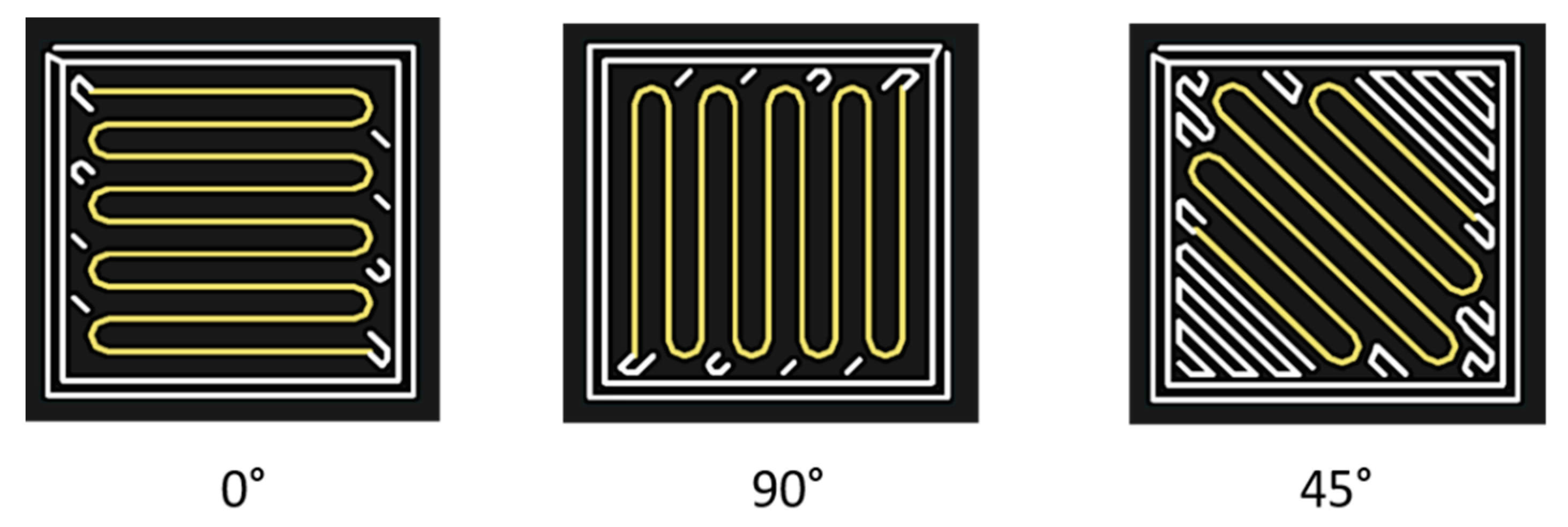
2.2. Specimen Fabrication
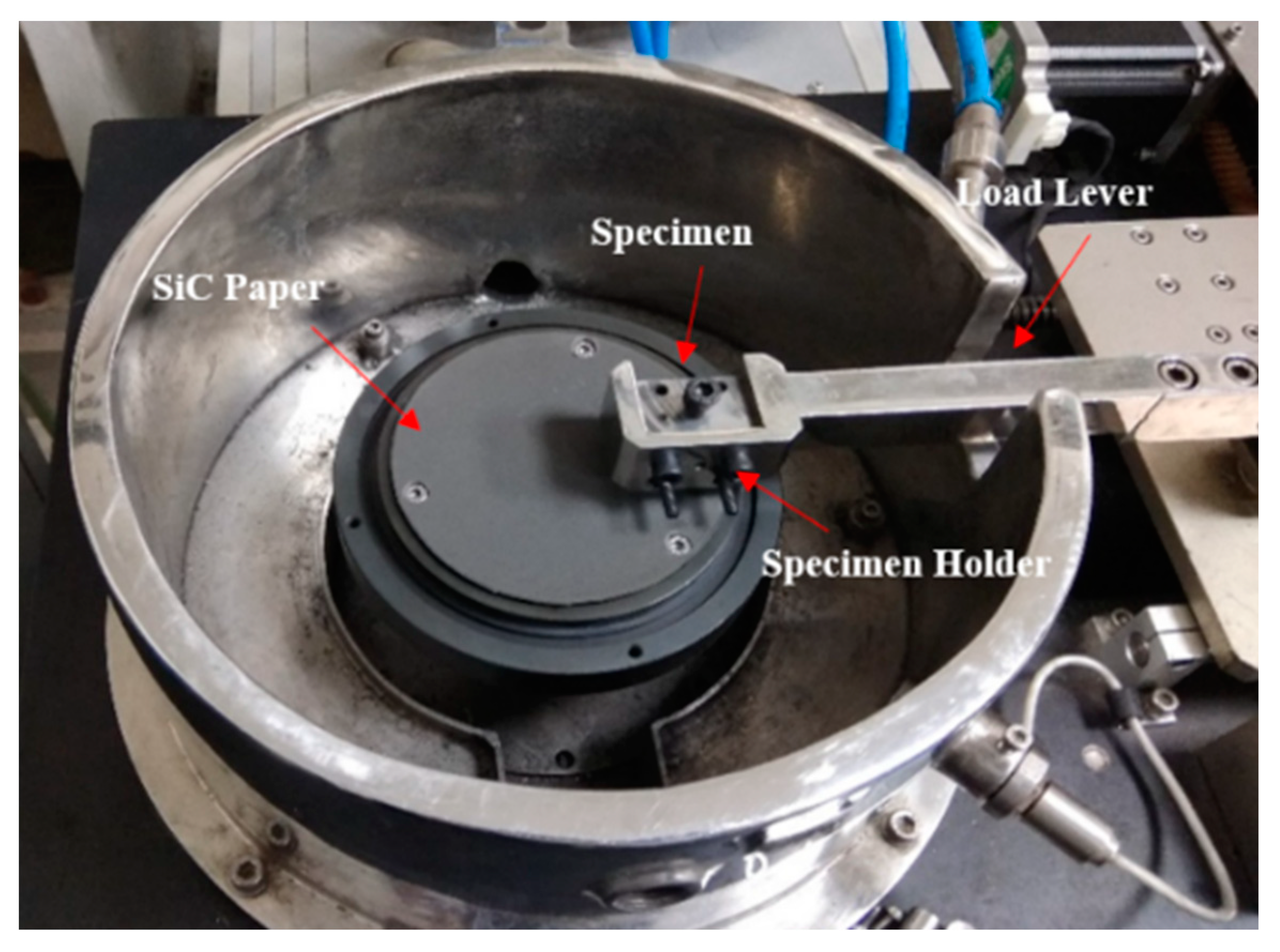
2.3. Wear Testing
3. Results and Discussion
3.1. Abrasive Wear Properties
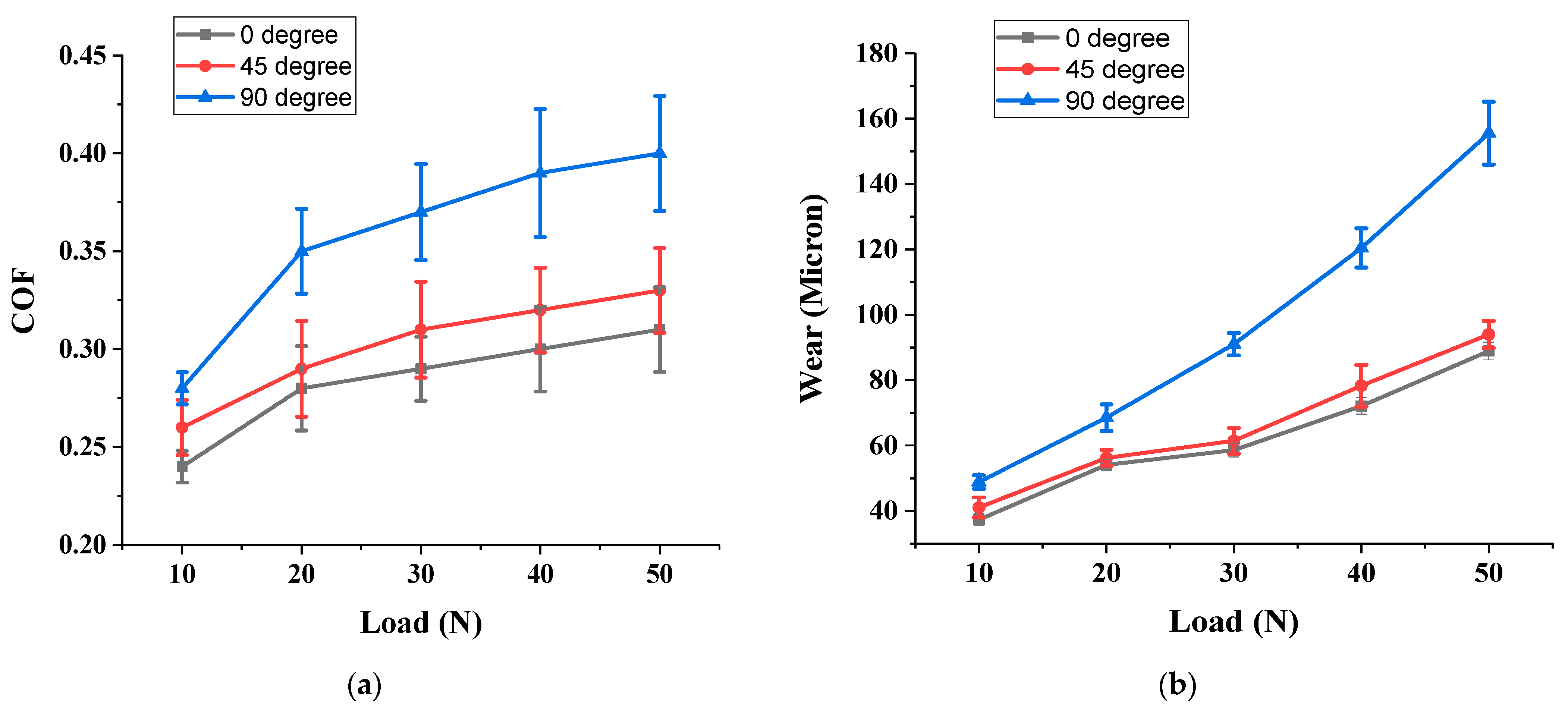
3.2. Effect of Applied Load
3.3. Effect of Fiber Orientation
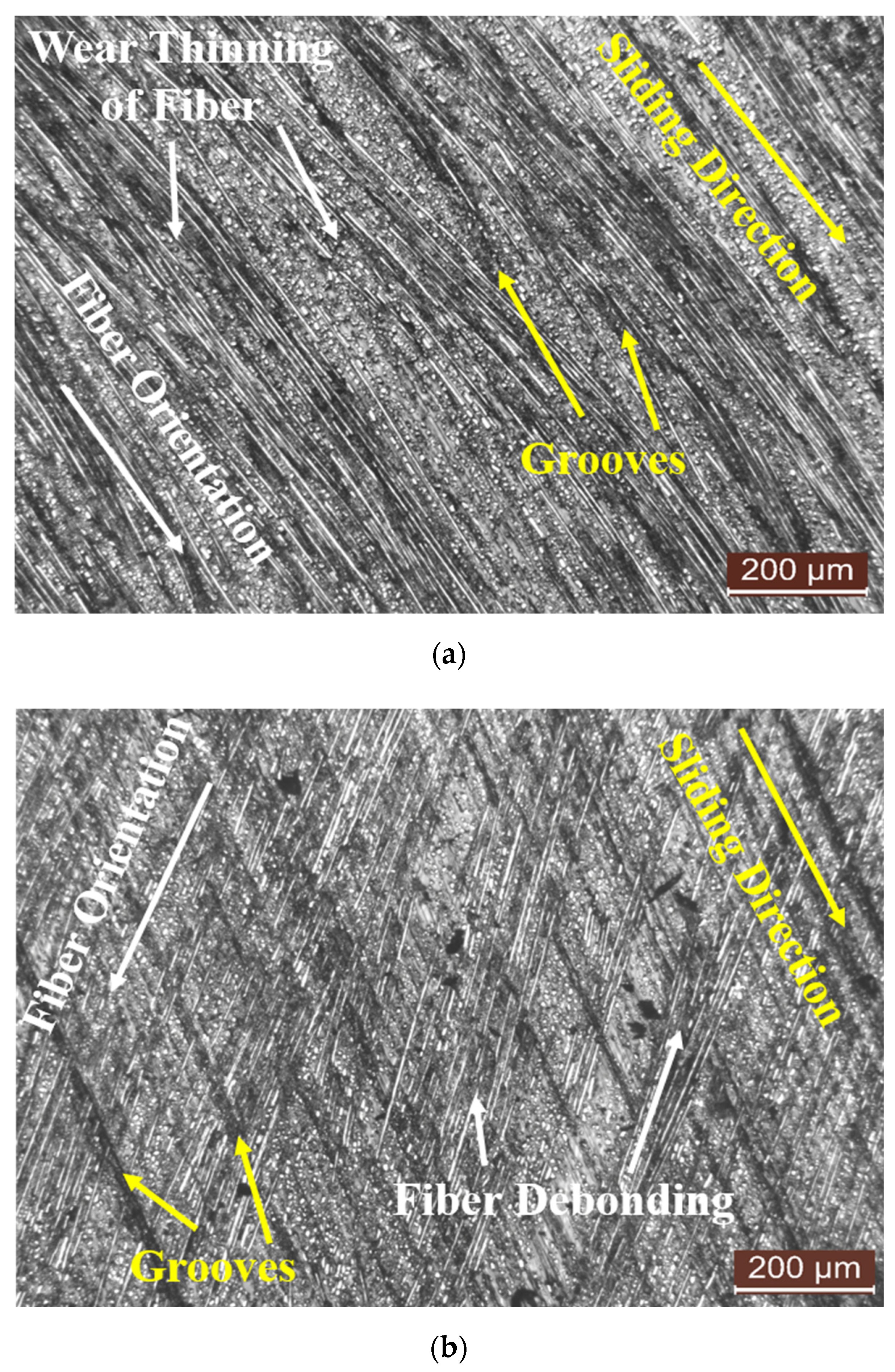
3.4. Optical Micrograph Studies
4. Conclusions
- The wear and COF increase as the load and fiber orientation angle increases.
- For the 0° fiber orientation, the minimum effect on wear and COF was observed; for the 90° fiber orientation, the maximum effect on wear and COF was observed.
- The morphological study of worn-out surfaces of AM polymer composites represents various reasons for the fiber fracture and matrix failure at different fiber orientations.
- For the 0° fiber orientation, the maximum wear thinning of the fibers occurs, which results in minimum wear; for the 45° fiber orientation, some debonding of fibers from the matrix is observed with wear thinning of the fibers, and for the 90° fiber orientation, the maximum fiber fracture results in maximum wear.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Bijwe, J.; Nidhi. Potential of fibers and solid lubricants to enhance the tribo-utility of PEEK in adverse operating conditions. Ind. Lubr. Tribol. 2007, 59, 156–165. [Google Scholar] [CrossRef]
- Naik, M.; Thakur, D. Experimental investigation of effect of printing parameters on impact strength of the bio-inspired 3D printed specimen. Sadhana 2021, 46, 151. [Google Scholar] [CrossRef]
- Kim, S.S.; Shin, M.W.; Jang, H. Tribological properties of short glass fiber reinforced polyamide 12 sliding on medium carbon steel. Wear 2012, 274–275, 34–42. [Google Scholar]
- Unal, H.; Findik, F. Friction and wear behaviors of some industrial polyamides against different polymer counterparts under dry conditions. Ind. Lubr. Tribol. 2008, 60, 195–200. [Google Scholar] [CrossRef]
- Aigbodion, V.S.; Hassan, S.B.; Agunsoye, J.O. Effect of bagasse ash reinforcement on dry sliding wear behavior of polymer matrix composites. Mater. Des. 2012, 33, 322–327. [Google Scholar] [CrossRef]
- Naik, M.; Thakur, D.; Chandel, S.; Salunkhe, S. Experimental investigations on thermal, flame retardant, and impact properties of additively manufactured continuous FRPC. Polym. Compos. 2022, 43, 2941–2951. [Google Scholar] [CrossRef]
- Jongsomji, B.; Panpranot, J.; Praserthdam, P. Effect of nanoscale SiO2 and ZrO2 as the filler on the microstructure of LLDPE nano-composite synthesized via in situ polymerization with zirconocene. Mater. Lett. 2007, 61, 1376–1409. [Google Scholar] [CrossRef]
- Zhao, G.; Hussainova, I.; Antonov, M.; Wang, Q.; Wang, T.; Yung, D.-L. Effect of temperature on sliding and erosive wear of fiber-reinforced polyimide hybrids. Tribol. Int. 2015, 82, 525–533. [Google Scholar] [CrossRef]
- Xu, L.; Zhu, Z.; Chen, G.; Qu, C. Effect of load and sliding velocity on tribological behaviors of aramid fiber reinforced PA1010 composites. Ind. Lubr. Tribol. 2010, 62, 46–51. [Google Scholar] [CrossRef]
- Sharma, M.; Rao, I.M.; Bijwe, J. Influence of orientation of long fibers in carbon fiber–polyetherimide composites on mechanical and tribological properties. Wear 2009, 267, 839–845. [Google Scholar] [CrossRef]
- Stanley, W.F.; Bandaru, A.K.; Rana, S.; Parveen, S.; Pichandi, S. Mechanical, dynamic-mechanical and wear performance of novel non-crimp glass fabric-reinforced liquid thermoplastic composites filled with cellulose microcrystals. Mater. Des. 2021, 212, 110276. [Google Scholar] [CrossRef]
- Chavali, P.J.; Taru, G.B. Effect of Fiber Orientation on Mechanical and Tribological Properties of Banana-Reinforced Composites. J. Fail. Anal. Prev. 2021, 21, 1–8. [Google Scholar] [CrossRef]
- Lasikun; Ariawan, D.; Surojo, E.; Triyono, J. Effect of fiber orientation on tensile and impact properties of Zalacca Midrib fiberHDPE composites by compression molding. AIP Conf. Proc. 2018, 1931, 030060. [Google Scholar]
- Vigneshkumar, S.; Rajasekaran, T. Experimental analysis on tribological behavior of fiber reinforced composites. In Proceedings of the IOP Conference Series: Materials Science and Engineering 2018, Kattankulathur, India, 22–24 March 2018; Volume 402, p. 012198. [Google Scholar]
- Kichloo, A.F.; Raina, A.; Haq, M.I.U.; Wani, M.S. Impact of Carbon Fiber Reinforcement on Mechanical and Tribological Behavior of 3D-Printed Polyethylene Terephthalate Glycol Polymer Composites—An Experimental Investigation. J. Mater. Eng. Perform. 2022, 31, 1021–1038. [Google Scholar] [CrossRef]
- Nagaraju, B.; Ramji, K.; Prashad, V.S.R.K. Studies on tribology properties of ZnO filled polymer nanocomposites. ARPN J. Eng. Appl. Sci. 2011, 6, 75–82. [Google Scholar]
- ASTM G99; Standard Test Method for Wear Testing with a Pin-on-Disk Apparatus. ASTM International: West Conshohocken, PA, USA, 2017.
- Ludema, K.C.; Tabor, D. The Friction and Visco-Elastic Properties of Polymeric Solids. Wear 1966, 9, 329–348. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value |
|---|---|
| Sliding speed (rpm) | 100 |
| Test duration (sec) | 600 |
| Track diameter (mm) | 50 |
| Applied load (N) | 10, 20, 30, 40, 50 |
| Temperature (°C) | 27 |
| Environment | Air |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Naik, M.; Thakur, D.G.; Chandel, S.; Salunkhe, S.; Hussein, H.M.A. Effect of Load and Fiber Orientation on Wear Properties of Additively Manufactured Continuous CFRP Composites under Dry Sliding Conditions. Crystals 2022, 12, 1481. https://doi.org/10.3390/cryst12101481
Naik M, Thakur DG, Chandel S, Salunkhe S, Hussein HMA. Effect of Load and Fiber Orientation on Wear Properties of Additively Manufactured Continuous CFRP Composites under Dry Sliding Conditions. Crystals. 2022; 12(10):1481. https://doi.org/10.3390/cryst12101481
Chicago/Turabian StyleNaik, Mahesh, Dineshsingh G. Thakur, Sunil Chandel, Sachin Salunkhe, and Hussein Mohamed Abdelmoneam Hussein. 2022. "Effect of Load and Fiber Orientation on Wear Properties of Additively Manufactured Continuous CFRP Composites under Dry Sliding Conditions" Crystals 12, no. 10: 1481. https://doi.org/10.3390/cryst12101481