
The Influence of Shock Wave Surface Treatment on Vibration Behavior of Semi-Solid State Cast Aluminum—Al2SiO5 Composite

 ,
,  , , ,
, , ,  and
and
Abstract
:1. Introduction
2. Materials and Methods
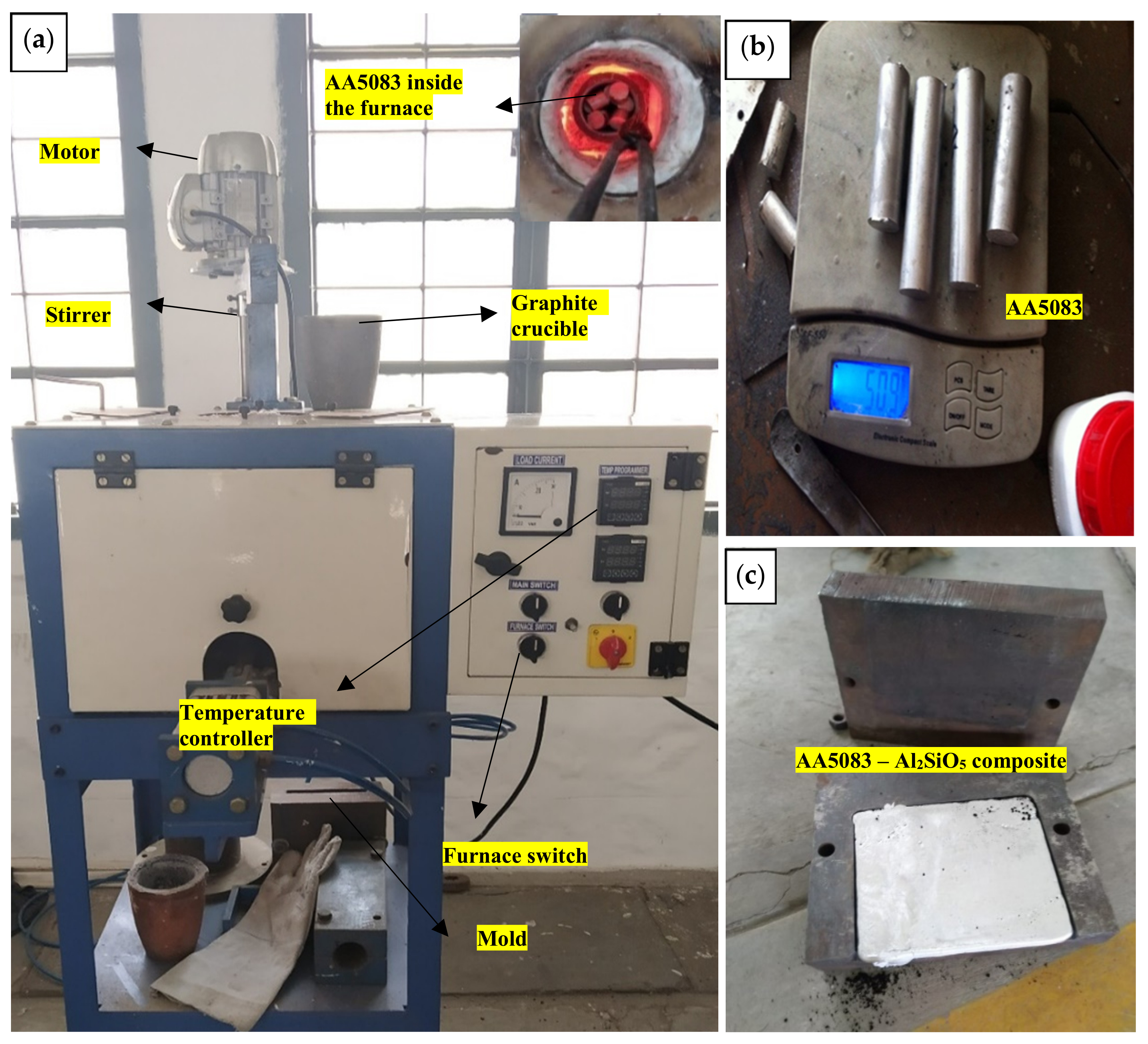
2.1. Semi-Solid State Casting Method
2.2. Shock Wave Surface Treatment
3. Results and Discussion
3.1. Characterization of the Composite AA5083—Al2SiO5
3.2. Microhardness Property
3.3. Vibration Frequency Response
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kiyoto, I.; Hitonobu, K.; Katsuyuki, K.; Kenji, K. Observation of wear surface between pure PEEK and counterpart materials; titanium and 7075 aluminum alloy, in robot joint. Appl. Mech. Mater. 2013, 307, 347–351. [Google Scholar] [CrossRef]
- Dentler, D.R., II. Design, Control, and Implementation of a Three Link Articulated Robot Arm. Master’s Thesis, The University of Akron, Akron, OH, USA, 2008. [Google Scholar]
- Bisztyga-Szklarz, M.; Rząd, E.; Boroń, Ł.; Klimczyk, P.; Polczyk, T.; Łętocha, A.; Rajska, M.; Hebda, M.; Długosz, P. Properties of Microplasma Coating on AZ91 Magnesium Alloy Prepared from Electrolyte with and without the Borax Addition. Materials 2022, 15, 1354. [Google Scholar] [CrossRef] [PubMed]
- Dai, G.L.; Chang, S.L.; Hak, G.L.; Hui, Y.H.; Jong, W.K. Novel applications of composite structures to robots, machine tools and automobiles. Comp. Struct. 2004, 66, 17–39. [Google Scholar] [CrossRef]
- Mamalis, D.; Murray, J.J.; McClements, J.; Tsikritsis, D.; Koutsos, V.; McCarthy, E.D.; Brádaigh, C.M.Ó. Novel carbon-fibre powder-epoxy composites: Interface phenomena and interlaminar fracture behaviour, Compos. Part B Eng. 2019, 174, 107012. [Google Scholar] [CrossRef]
- Dai, G.L.; Kwang, S.J.; Ki, S.K.; Yoon, K.K. Development of the anthropomorphic robot with carbon fiber epoxy composite materials. Comp. Struct. 1993, 25, 313–324. [Google Scholar] [CrossRef]
- Saravana Mohan, M.; Samuel Ratna Kumar, P. Influence of CNT-based Nanocomposites in Dynamic Performance of Redundant Articulated Robot. Robotica 2021, 39, 153–164. [Google Scholar] [CrossRef]
- Belov, N.A.; Korotkova, N.O.; Dostaeva, A.M.; Akopyan, T.K. Influence of thermomechanical treatment on electrical resistivity and hardening of alloys Al–0.2% Zr and Al–0.4% Zr. Tsvetnye Met. 2015, 2015, 13–181. [Google Scholar] [CrossRef]
- Samuel Ratna Kumar, P.S.; Mashinini, P.M. Natural frequency study on AA7075—Aluminosilicate layered nanocomposites under T6 heat treatment condition. Mater. Today Proc. 2021, 46, 7069–7075. [Google Scholar] [CrossRef]
- Samuel Ratna Kumar, P.S.; John Alexis, S.; Saravana Mohan, M.; Edwin Sudhagar, P.; Sahith Reddy, M. Vibration—Impact study on AlMg4.5Mn reinforced nanoclay composites. Mater. Today Proc. 2020, 28, 1140–1143. [Google Scholar] [CrossRef]
- Gaaz, T.S.; Sulong, A.B.; Kadhum, A.A.H.; Al-Amiery, A.A.; Nassir, M.H.; Jaaz, A.H. The Impact of Halloysite on the Thermo-Mechanical Properties of Polymer Composites. Molecules 2017, 22, 838. [Google Scholar] [CrossRef]
- Shalomeev, V.; Tabunshchyk, G.; Greshta, V.; Nykiel, M.; Korniejenko, K. Influence of Alkaline Earth Metals on Structure Formation and Magnesium Alloy Properties. Materials 2022, 15, 4341. [Google Scholar] [CrossRef] [PubMed]
- Kumar, P.S.S.R.; Edwin Sudhagar, P.; John Alexis, S.; Subramani, M. Vibration Study on Aluminium Alloy 5083 Composite Reinforced with Montmorillonite. Trans. Indian Inst. Met. 2019, 72, 2449–2456. [Google Scholar] [CrossRef]
- Pandian, V.; Kannan, S. Processing and preparation of aerospace-grade aluminium hybrid metal matrix composite in a modified stir casting furnace integrated with mechanical supersonic vibration squeeze infiltration method. Mater. Today Commun. 2021, 26, 101732. [Google Scholar] [CrossRef]
- Chen, B.; Shen, J. Solid-state interfacial reaction and load transfer efficiency in carbon nanotubes (CNTs)-reinforced aluminum matrix composites. Carbon 2017, 114, 198–208. [Google Scholar] [CrossRef]
- Samuel Ratna Kumar, P.S.; Mashinini, P.M.; John Alexis, S. Metal matrix nanocomposites. In Nanotechnology in the Automotive Industry, 1st ed.; Song, H., Yasin, G., Gupta, R.K., Nguyen, T.A., Bahadur Singh, N., Eds.; Elsevier: Amsterdam, The Netherlands, 2022; Volume 1, pp. 199–213. [Google Scholar]
- Gladston, J.A.K.; Dinaharan, I.; Sheriff, N.M.; Selvam, J.D.R. Dry sliding wear behavior of AA6061 aluminum alloy composites reinforced rice husk ash particulates produced using compocasting. J. Asian Ceram. Soc. 2018, 5, 127–135. [Google Scholar] [CrossRef]
- Kumar, P.S.S.R.; Mashinini, P.M. Dry Sliding Wear Behaviour of AA7075—Al2SiO5 Layered Nanoparticle Material at Different Temperature Condition. Silicon 2021, 13, 4259–4274. [Google Scholar] [CrossRef]
- Dostayeva, A.; Toleuova, A. Physical and chemical interaction of aluminum with titanium and nickel for further use in parts of agricultural machinery. Eng. Rural. Dev. 2021, 20, 407–411. [Google Scholar] [CrossRef]
- Tiwari, S.K.; Soni, S.; Rana, R.S.; Singh, A. Effect of heat treatment on mechanical properties of aluminium alloy–fly ash metal matrix composite. Mater. Today Proc. 2017, 4, 176–183. [Google Scholar] [CrossRef]
- Manda, C.S.; Surendra Babu, B.; Ramaniah, N. Effect of heat treatment on mechanical properties of aluminium metal matrix composite (AA6061/MoS2). Latest Articles. Adv. Mater. Process. Technol 2021, 593. [Google Scholar] [CrossRef]
- Sam, M.; Radhika, N.; Pavan Sai, K. Effect of heat treatment on mechanical and tribological properties of aluminum metal matrix composites. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2020, 234, 4493–4504. [Google Scholar] [CrossRef]
- Gai, S. Free piston shock tunnels: Developments and capabilities. Prog. Aerosp. Sci. 1992, 29, 1–41. [Google Scholar] [CrossRef]
- Bongiorno, A.; Först, C.J.; Kalia, R.K.; Li, J.; Marschall, J.; Nakano, A.; Opeka, M.M.; Talmy, I.G.; Vashishta, P.; Yip, S. A perspective on modeling materials in extreme environments: Oxidation of ultrahigh temperature ceramics. MRS Bull. 2006, 31, 410–418. [Google Scholar] [CrossRef] [Green Version]
- Vishakantaiah, J.; Reddy, K.P.J. Catalytic effect of CeO2-stabilized ZrO2 ceramics with strong shock-heated mono-and diatomic gases. J. Am. Ceram. Soc. 2016, 99, 4128–4136. [Google Scholar] [CrossRef]
- Reddy, N.K.; Jayaram, V.; Arunan, E.; Kwon, Y.-B.; Moon, W.J.; Reddy, K.P.J. Investigations on high enthalpy shock wave exposed graphitic carbon nanoparticles. Diam. Relat. Mater. 2013, 35, 53–57. [Google Scholar] [CrossRef]
- Kumar, P.S.S.R.; Mashinini, P.M.; Khan, M.B.A. Creep behaviour of shock-wave-surface treated aluminium–MWCNT nanocomposites. Emerg. Mater. Res. 2022, 11, 228–238. [Google Scholar] [CrossRef]
- Hosseyni Khorasgani, S.M.; Dashtbayazi, M.R. Mechanical property modeling of aluminium nanocomposite reinforced with carbon nanotubes. Emerg. Mater. Res. 2019, 8, 574–581. [Google Scholar] [CrossRef]
- Shahid, M.; Haafiz, M.; Kassim, M. Characteristic Properties of Nanoclays and Characterization of Nanoparticulates and Nanocomposites. In Nanoclay Reinforced Polymer Composites Engineering Materials; Springer: Berlin/Heidelberg, Germany, 2016; pp. 35–55. [Google Scholar]
- Natalia, L.; Robert, J. Experimental and Numerical Analysis of an Aluminum Cantilevered Beam with Polymer Adhesive. Proc. Eng. 2017, 172, 634–639. [Google Scholar] [CrossRef]
- František, K.; Soukup, J. Modal analysis of thin aluminium plate. Proc. Eng. 2017, 177, 11–16. [Google Scholar] [CrossRef]
- Madeira, S.; Miranda, G.; Soares, D.; Silva, F.S.; Caevalho, O. Study on damping capacity and dynamic Young’s modulus of aluminium matrix composite reinforced with SiC particles. Ciência Tecnol. Mater. 2017, 29, 92–96. [Google Scholar] [CrossRef]
- Clark, D.E.; Folz, D.C.; West, J.K. Processing materials with microwave energy. Mater. Sci. Eng. A 2000, 287, 153–158. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Constituent | Al | Mg | Si | Fe | Cu | Mn | Zn | Ti | Cr |
|---|---|---|---|---|---|---|---|---|---|
| wt.% | Balance | 4.0–4.9 | 0.4 | 0.4 | 0.1 | 0.4–1.0 | 0.25 | 0.15 | 0.05–0.25 |
| Node | Sample 1 | Sample 2 | Sample 3 |
|---|---|---|---|
| 1 | 525 | 550 | 625 |
| 2 | 1625 | 1750 | 1778 |
| 3 | 3600 | 3680 | 3920 |
| Node | Sample 1 | Sample 2 | Sample 3 |
|---|---|---|---|
| 1 | 505 | 632 | 698 |
| 2 | 1618 | 1810 | 1901 |
| 3 | 3582 | 3745 | 4629 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kumar, P.S.S.R.; Mashinini, P.M.; Khan, M.A.; Uthayakumar, M.; Toleuova, A.R.; Mierzwiński, D.; Korniejenko, K.; Majid, M.S.A. The Influence of Shock Wave Surface Treatment on Vibration Behavior of Semi-Solid State Cast Aluminum—Al2SiO5 Composite. Crystals 2022, 12, 1587. https://doi.org/10.3390/cryst12111587
Kumar PSSR, Mashinini PM, Khan MA, Uthayakumar M, Toleuova AR, Mierzwiński D, Korniejenko K, Majid MSA. The Influence of Shock Wave Surface Treatment on Vibration Behavior of Semi-Solid State Cast Aluminum—Al2SiO5 Composite. Crystals. 2022; 12(11):1587. https://doi.org/10.3390/cryst12111587
Chicago/Turabian StyleKumar, Paul Sureshkumar Samuel Ratna, Peter Madindwa Mashinini, Mahaboob Adam Khan, Marimuthu Uthayakumar, Ainagul Rymkulovna Toleuova, Dariusz Mierzwiński, Kinga Korniejenko, and Mohd Shukry Abdul Majid. 2022. "The Influence of Shock Wave Surface Treatment on Vibration Behavior of Semi-Solid State Cast Aluminum—Al2SiO5 Composite" Crystals 12, no. 11: 1587. https://doi.org/10.3390/cryst12111587