
Influence of Solidification Parameters on the Amount of Eutectic and Secondary Arm Spacing of Al–7wt% Si Alloy Solidified under Microgravity



 ,
,  and
and
Abstract
1. Introduction
- The G and v are not the same at the S/L and E/L interfaces.
- The concentration and then the liquidus temperature change along with the sample.
2. Materials and Methods
2.1. Alloy
2.2. Solidification Path of Al–7 wt% Si Alloys
2.3. Microgravity Solidification Experiments
2.4. Microstructural Characterization
3. Results and Discussion
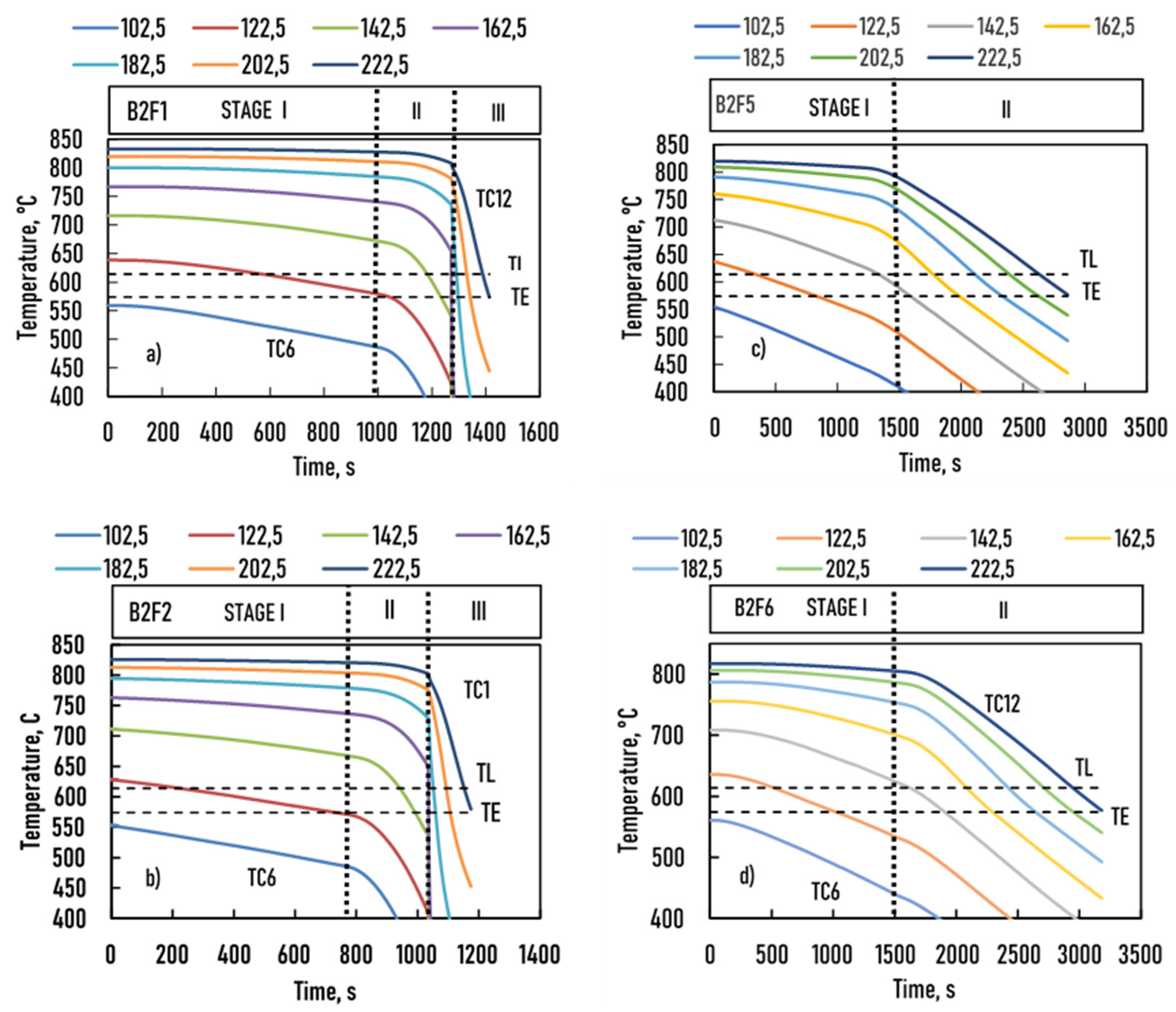
3.1. Evaluation of Thermal Data
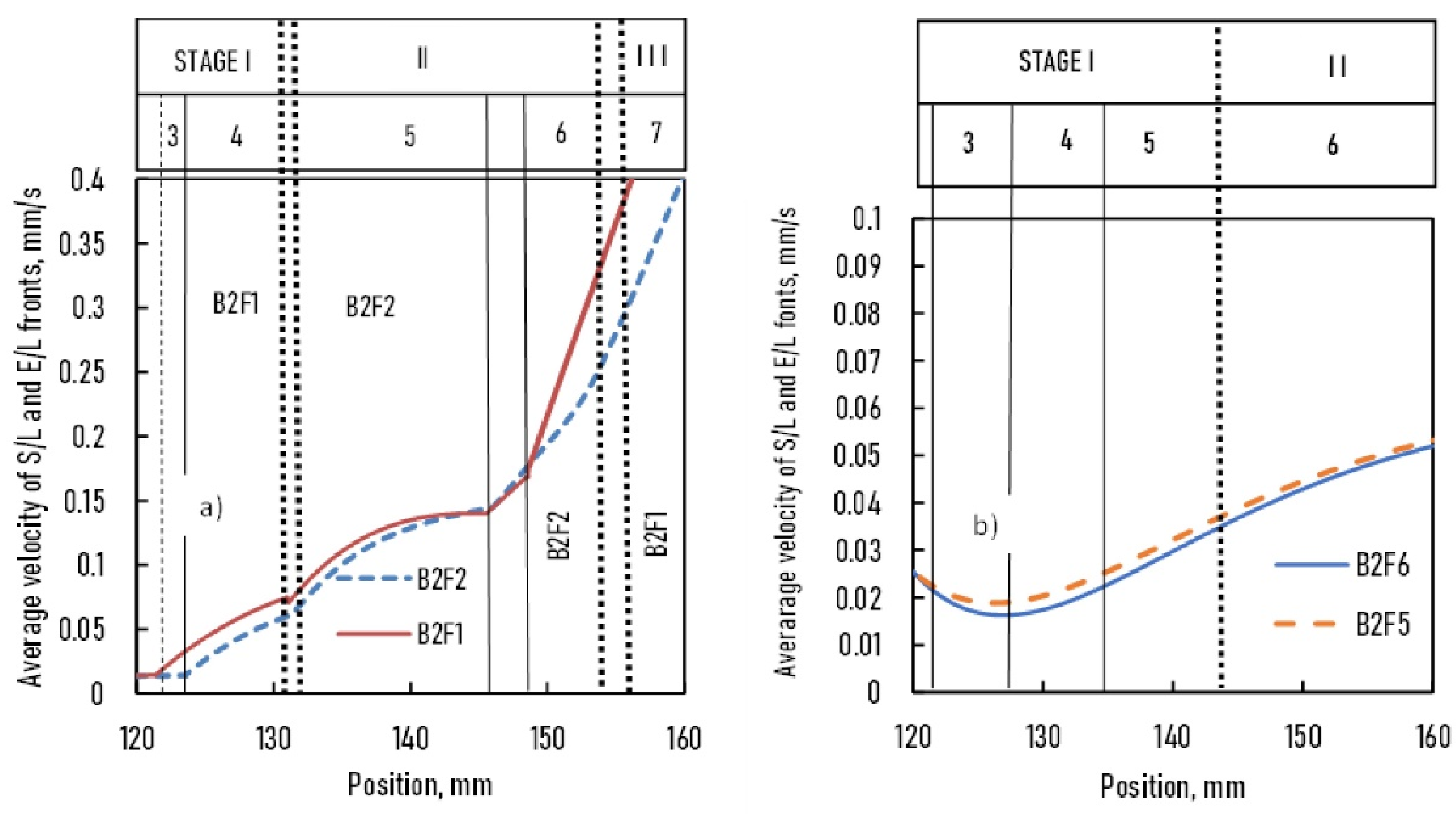
3.1.1. Determination of Solidification Velocities as a Function of Time
- (i)
- Using one row from the data set of Table 2, a 6–10 order polynomic function was used to fit the temperature–sample position T (xs) function at every time step with an accuracy higher than R2 > 0.999999. The maximum time steps was 1500 for B2F1 and B2F2 samples and 3000 for B2F5 and B2F6 samples. During the calculations, one time step lasted 1 s for all four experiments.
- (ii)
- From all T (xs) functions, the xL and xE sample positions were determined at T = TL and T = TE temperatures by a numerical method that generated the xL-t (position of S/L front vs. time) and xE-t (position of E/L front vs. time) data sets. Again, a 6–10 order polynomic function was used to fit these two data sets (xL (t) and xE (t) functions) with an accuracy higher than R2 > 0.999999. For B2F1 and B2F2 samples, the data sets were divided into two parts at 1500 s when the pulling velocity changed from 0.02 to 0.2 mm/s because it was impossible to calculate the xL (t) and xE (t) function with a single function with high accuracy.
- (iii)
- The velocity of the liquidus and eutectic isotherms (vL (t) and vE (t)) were numerically derived.
- (iv)
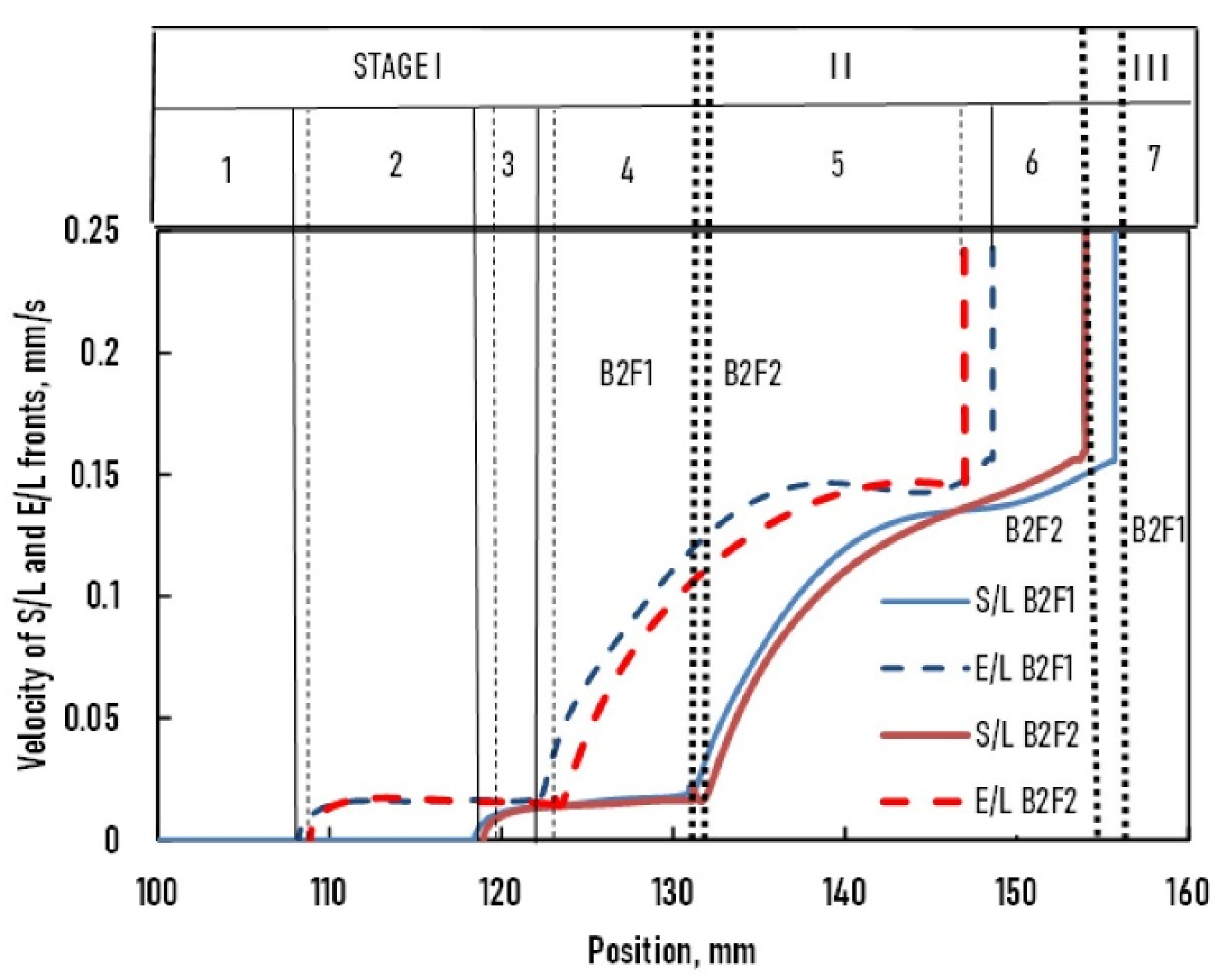
- By combining vL (t) and xL (t) as well as vE (t) and xE (t) functions, the velocity of the liquidus and eutectic isotherms as a function of the sample length xs was obtained.
- Up to 108 mm: The sample was not melted.
- From 108 to 118 mm: The sample was partly melted (initial mushy zone, about 10 mm). The E/L front moved at 0.02 mm/s through the initial mushy zone, except in the first ~3 mm, when the velocity increased from 0 to 0.02 mm/s.
- From 118 to 124 mm: The velocity of the E/L front decreased from 0.02 to 0.015 mm/s, while the S/L front velocity increased from 0 to 0.02 mm/s.
- From 124 to 132 mm: The S/L front velocity decreased from 0.02 to 0.015 mm/s, while the E/L front velocity increased from 0.015 to 0.03 mm/s.
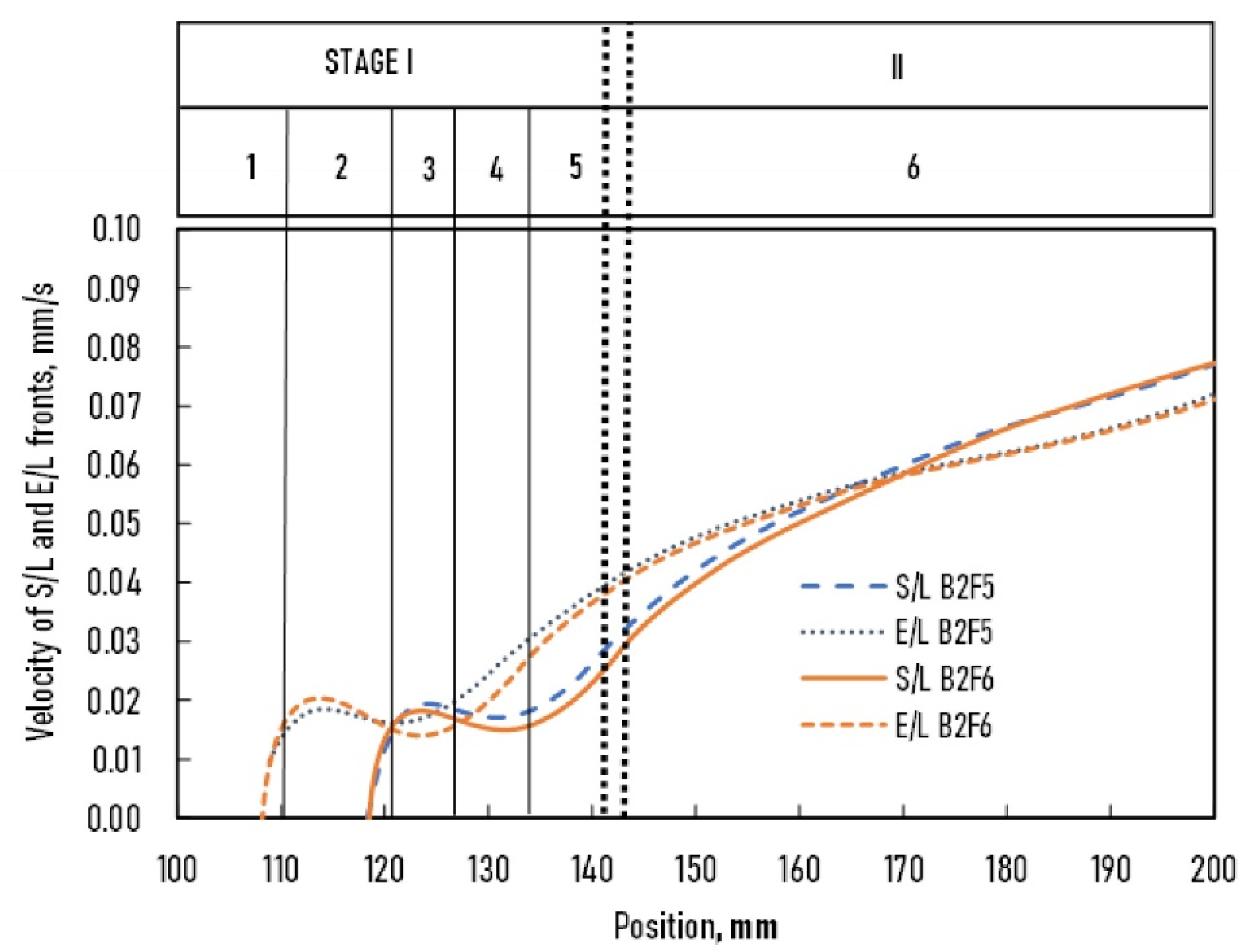
- From 132 to 141 mm: The S/L front velocity increased from 0.015 to 0.03 mm/s, while the E/L front velocity increased from 0.03 to 0.04 mm/s.
- 6
- From 141 mm: Both front velocities increased to 0.06 mm/s (~170 mm), at which point the velocity of both fronts was identical. After this, the velocity of the S/L front was higher than that of the E/L front.
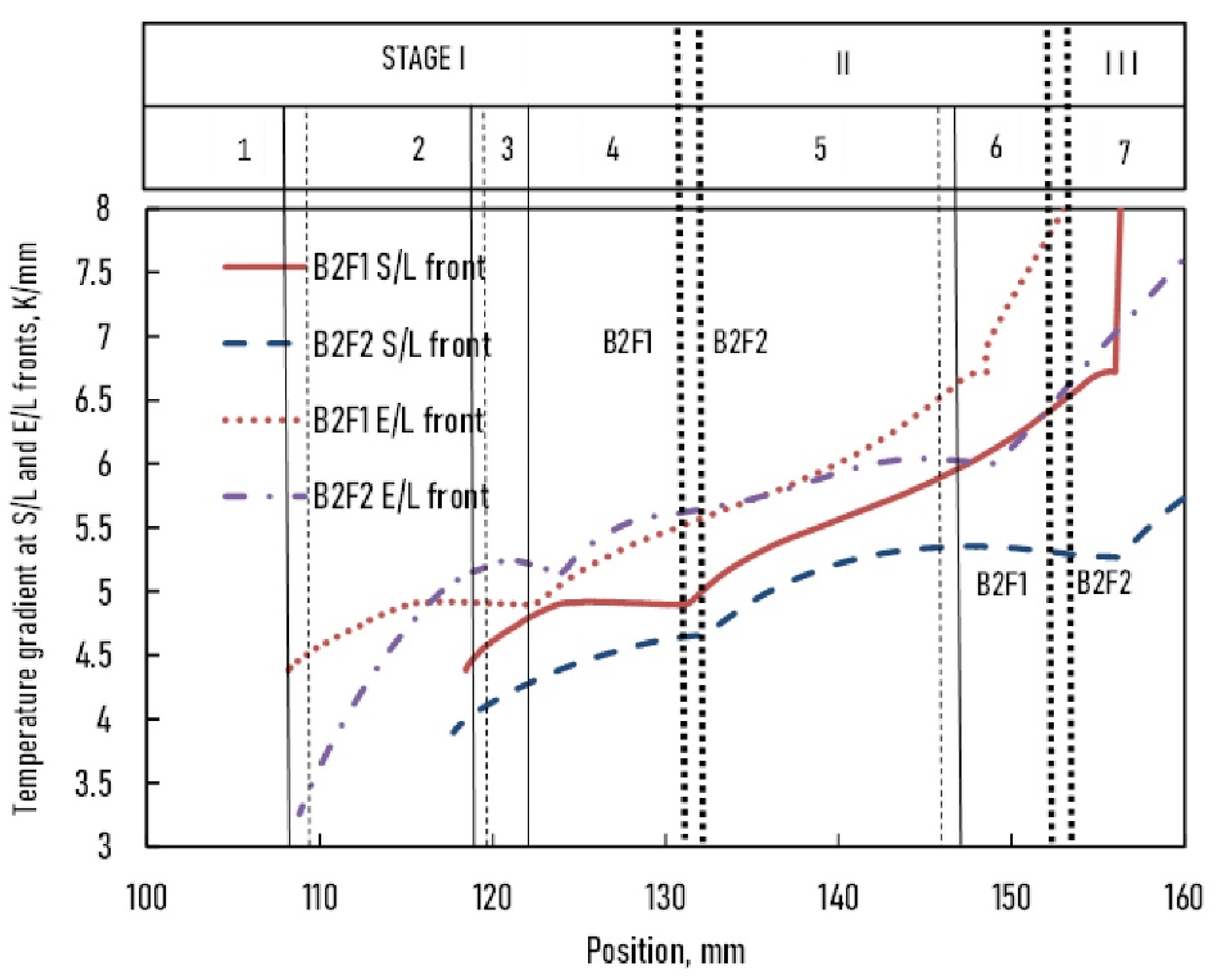
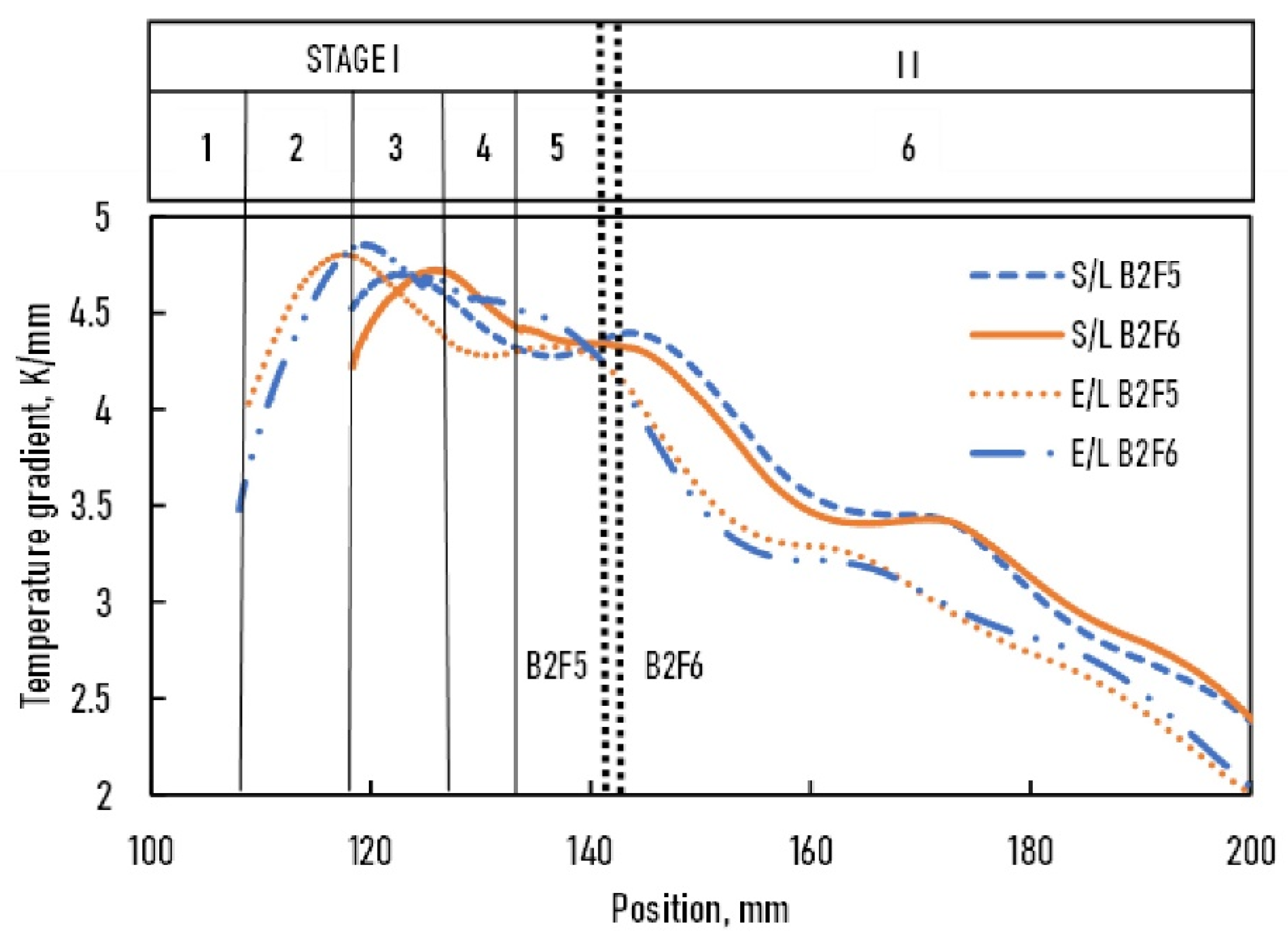
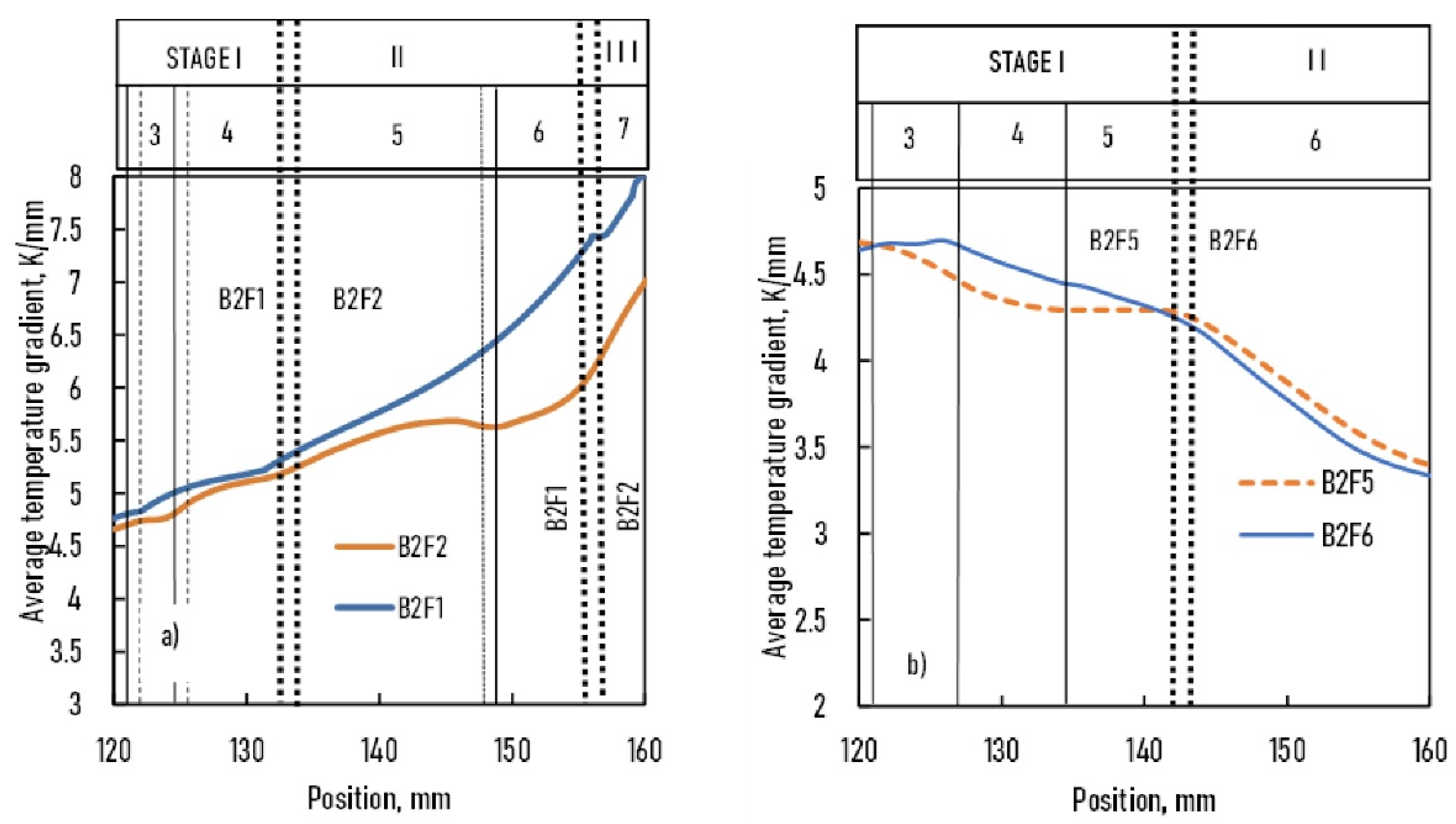
3.1.2. Determination of the Temperature Gradients as A Function of Time
3.2. Analysis of the Microstructure
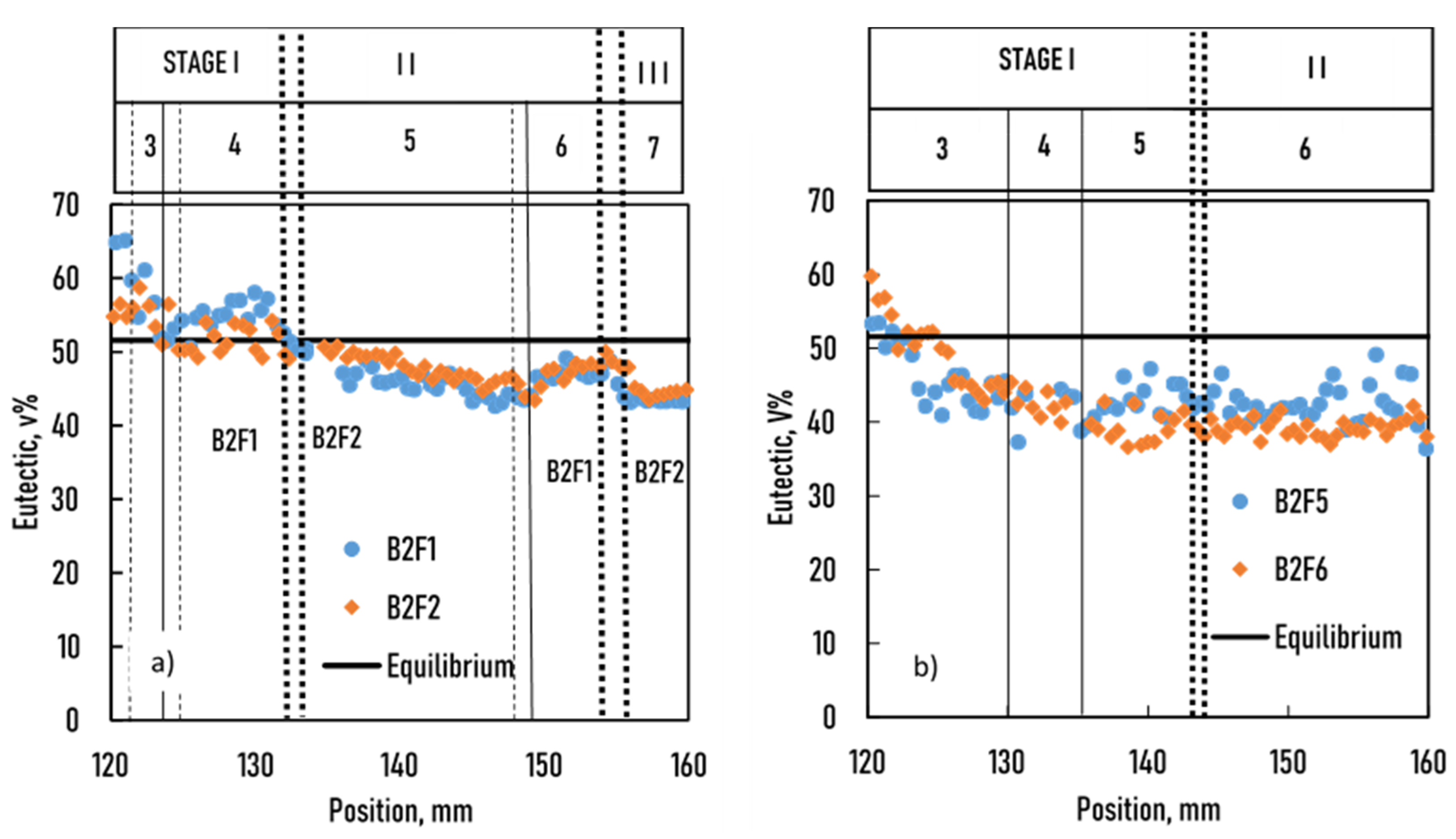
3.2.1. Relative Amount of Eutectic
- (i)
- Scattering due to the measuring method and/or the nonuniform microstructure. This scattering was constant for all positions of the sample and was estimated to be within ±3 vol%.
- (ii)
- Microsegregation as calculated by the Scheil equation [27]. It was found that the maximum nonequilibrium eutectic would be 2 vol%, which is much lower than the measured discrepancy. Moreover, the maximum difference would be the same at all positions in the sample.
- (iii)
- Higher Si concentration than the nominal one (7 wt%). This could be due to the diffusion of Si from the initial mushy zone to the melted part of the sample during temperature stabilization before the solidification experiments. This mechanism is known as thermal gradient zone melting (TGZM) [12]. The region of the samples that was solidified later was held at a higher temperature than the TE for 28,000 s (B2F1 and B2F2 samples) and 14,000 s (B2F5 and B2F6 samples).
3.2.2. Calculation of the Concentration Distribution by a Cellular Automata (CA) Method
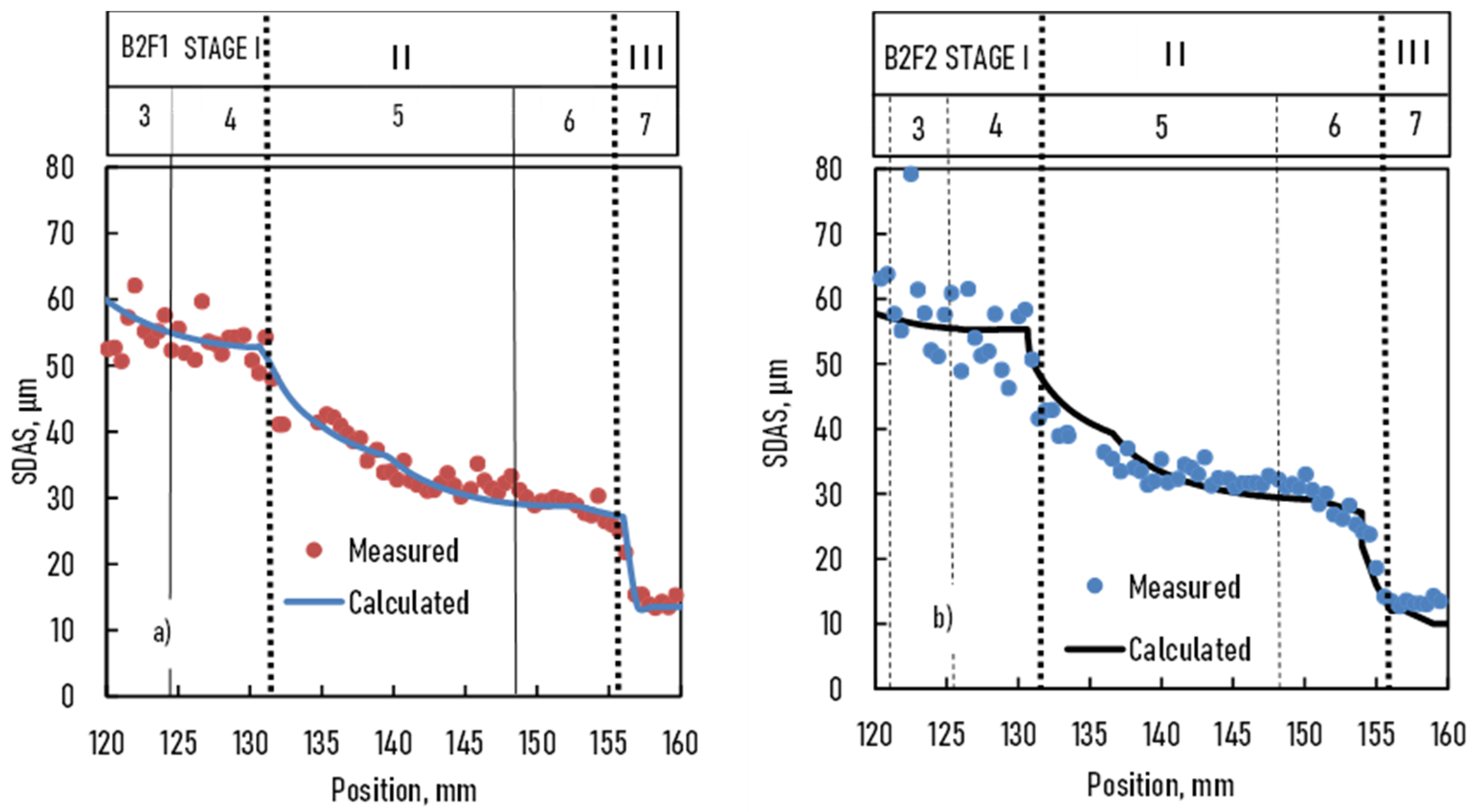
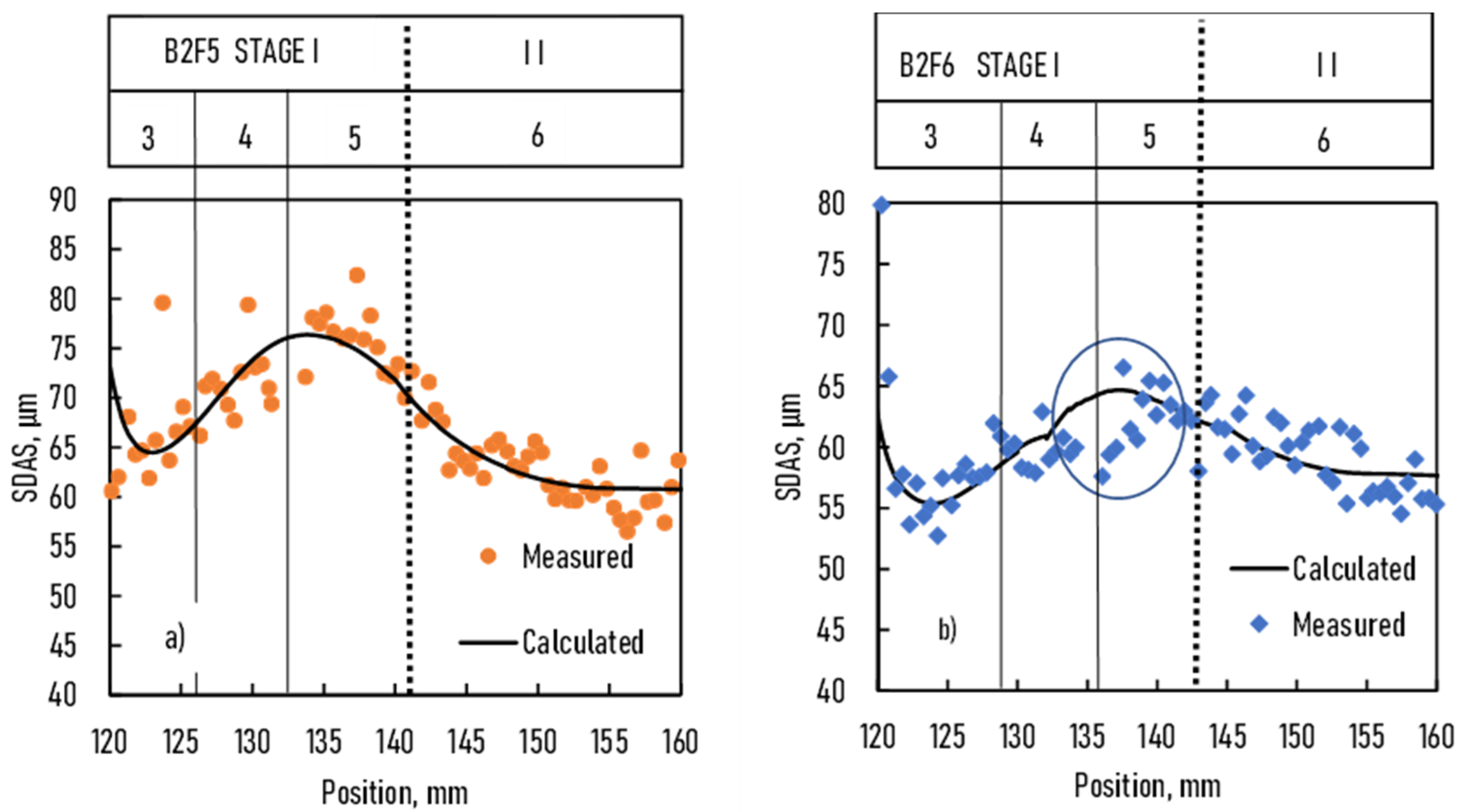
3.2.3. Comparison of the Measured and Calculated Secondary Dendrite Arm Spacing (SDAS)
4. Summary
- (i)
- The velocity (v) of the S/L and E/L fronts and the temperature gradient (G) of all four samples at a given position were determined. Based on that, the B2F1and B2F2 samples could be divided into seven different solidification phases, and the B2F5 and B2F6 samples could be divided into six. The local solidification time changed continuously, and the steady-state solidification conditions were never reached.
- (ii)
- As the parameters (v and G) of the B2F1 and B2F2 and B2F5 and B2F6 samples were comparable, these experiments could be used as benchmarks for comparison.
- (i)
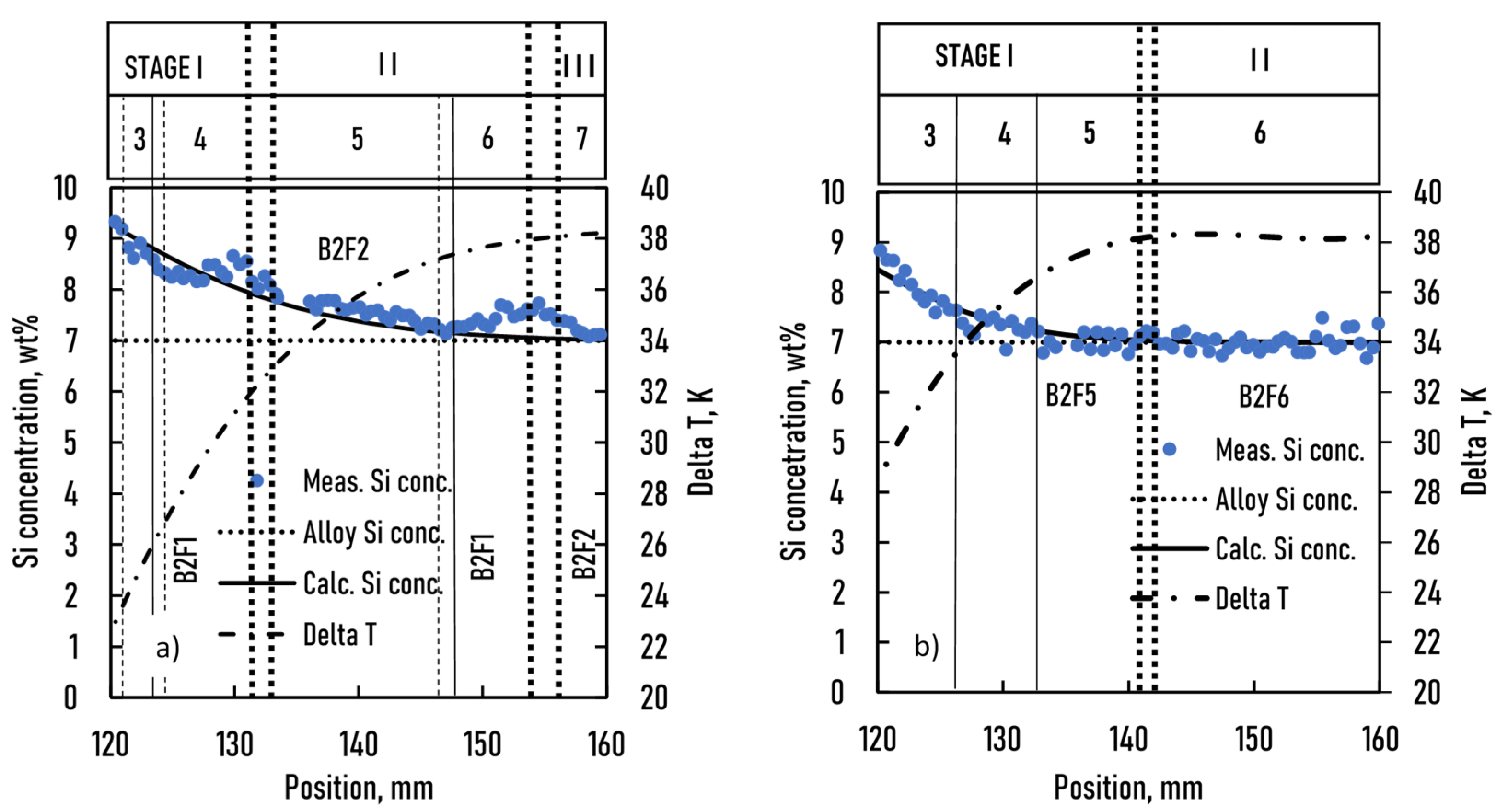
- The measured eutectic percentage was lower than the expected theoretical equilibrium value because about 10–15% degenerated. From the corrected volume% of eutectic, first the weight% of eutectic and then the Si concentration were calculated. Based on that, the actual concentration-dependent liquidus temperature (TL) was determined as a function of the position.
- (ii)
- The initial concentration as a function of the position was calculated by explicit finite difference method assuming that the diffusion rate of Si across the initial mushy zone was constant. The measured and calculated concentrations showed good agreement, except where the velocity of the E/L front was higher than that of the S/L front (parts 4 and 6). This discrepancy can explain why there was not enough time for diffusion of Si from the mushy zone to the liquid phase. The Si that remained in it increased the average Si concentration of this part.
- (i)
- Taking into consideration the decrease in the liquidus temperature calculated from the initial concentration distribution, the SDAS was calculated with a well-known equation as a function of the position using the average velocity (vav) and temperature gradient (Gav) [29,30]:K varies from 7.5 and 10. The different K values can be explained by the measurement method of DAS. The DAS measured by the intercept method overestimates the actual SDAS. Measurement of the SDAS along a parallel line with the primary dendrite arms and perpendicular to the secondary dendrite arms gave a K value of 4.5. The fact that n = 1/3 means that the coarsening of the secondary dendrite arms was purely diffusive.
- (ii)
- The calculated SDAS (using the K and n mentioned above) and the measured DAS showed perfect accordance when the scattering of the measurement was small, especially for finer microstructure, such as in the B2F1 and B2F2 samples.
- (iii)
- The B2F1 and B2F5 samples contained grain refiners, but they did not affect the SDAS.
- (iv)
- Magnetic stirring had a small effect (the SDAS decreased slightly) in the case of sample B2F6 because the front velocities were very low, meaning the time was long enough for developing the effect of magnetic stirring. In the B2F2 sample, the front velocities were higher, so a similar effect was not seen.
5. Conclusions
- (1)
- It was shown that steady-state solidification conditions were never reached. At a given sample position, the velocity of the solid/liquid (S/L) and eutectic/liquid (E/L) fronts and the temperature gradient at the two fronts were different. The solidification process could be characterized by the average front velocity and average temperature gradient.
- (2)
- Because of the long time taken for temperature homogenization before the solidification phase started, TGZM took place, and diffusion of Si from the initial mushy zone to the melted part of the sample caused macrosegregation. This change in concentration altered the liquidus temperature and then the temperature interval of solidification.
- (3)
- Considering these two facts, the calculated and measured SDAS and the amount of eutectic were in good accordance.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Whisler, N.; Kattamis, T. Dendritic coarsening during solidification. J. Cryst. Growth 1972, 15, 20–24. [Google Scholar] [CrossRef]
- Young, K.P.; Kirkwood, D.H. The dendrite arm spacings of aluminum-copper alloys solidified under steady-state conditions. Metall. Trans. A 1975, 6, 197–205. [Google Scholar]
- Flemings, M.C. Coarsening in Solidification Processing. Mater. Trans. 2005, 46, 895–900. [Google Scholar] [CrossRef]
- Kurz, W.; Fisher, D.J. Fundamentals of Solidification, 4th ed.; Trans Tech Publications Ltd.: Zurich, Switzerland, 1998. [Google Scholar]
- Kurz, W.; Fisher, D. Dendrite growth at the limit of stability: Tip radius and spacing. Acta Met. 1981, 29, 11–20. [Google Scholar] [CrossRef]
- Furer, U.; Wunderlin, R. Metal Solidification; DGM Fachber: Stuttgart, Germany, 1977; Volume 144. [Google Scholar]
- Kirkwood, D. A simple model for dendrite arm coarsening during solidification. Mater. Sci. Eng. 1985, 73, L1–L4. [Google Scholar] [CrossRef]
- Roósz, A. The Effect of Temperature Gradient and Primary Arm Tip Velocity on Secondary Dendrite Arm Spacing at Steady-state Conditions Solidification. Cast Met. 1988, 1, 223–226. [Google Scholar] [CrossRef]
- Steinbach, S.; Ratke, L. The Influence of Fluid Flow on the Microstructure of Directionally Solidified AlSi-Base Alloys. Met. Trans. A 2007, 38, 1388–1394. [Google Scholar]
- Ratke, L.; Voorhees, P.W. Coarsening Basics and Growth Laws. In Growth and Coarsening; Springer: Berlin/Heidelberg, Germany, 2002; pp. 117–126. [Google Scholar]
- Orth, A.; Ratke, L. Influence of TMF-induced fluid flow on the microstructure of Al-Si7-Mn1 wt.% alloy. IOP Conf. Ser. Mater. Sci. Eng. 2012, 27, 012044. [Google Scholar] [CrossRef]
- Thi, H.N.; Reinhart, G.; Buffet, A.; Schenk, T.; Mangelinck-Noël, N.; Jung, H.; Bergeon, N.; Billia, B.; Härtwig, J.; Baruchel, J. In situ and real-time analysis of TGZM phenomena by synchrotron X-ray radiography. J. Cryst. Growth 2008, 310, 2906–2914. [Google Scholar] [CrossRef]
- Akamatsu, S.; Nguyen-Thi, H. In situ observation of solidification patterns in diffusive conditions. Acta Mater. 2016, 108, 325–346. [Google Scholar] [CrossRef]
- Ngomesse, F.; Reinhart, G.; Soltani, H.; Zimmermann, G.; Browne, D.; Sillekens, W.; Nguyen-Thi, H. In situ investigation of the Columnar-to-Equiaxed Transition during directional solidification of Al–20 wt.% Cu alloys on Earth and in microgravity. Acta Mater. 2021, 221, 117401. [Google Scholar] [CrossRef]
- Murphy, A.; Mathiesen, R.; Houltz, Y.; Li, J.; Lockowandt, C.; Henriksson, K.; Zimmermann, G.; Melville, N.; Browne, D. XRMON-SOL: Isothermal equiaxed solidification of a grain refined Al–20wt%Cu alloy. J. Cryst. Growth 2016, 440, 38–46. [Google Scholar] [CrossRef]
- Soltani, H.; Ngomesse, F.; Reinhart, G.; Benoudia, M.C.; Zahzouh, M.; Nguyen-Thi, H. Impact of gravity on directional solidification of refined Al-20wt.%Cu alloy investigated by in situ X-radiography. J. Alloy. Compd. 2020, 862, 158028. [Google Scholar] [CrossRef]
- Liu, D.; Mangelinck-Noël, N.; Gandin, C.-A.; Zimmermann, G.; Sturz, L.; Nguyen-Thi, H.; Billia, B. Simulation of directional solidification of refined Al–7 wt.%Si alloys—Comparison with benchmark microgravity experiments. Acta Mater. 2015, 93, 24–37. [Google Scholar] [CrossRef]
- Li, Y.; Mangelinck-Noël, N.; Zimmermann, G.; Sturz, L.; Nguyen-Thi, H. Comparative study of directional solidification of Al-7 wt% Si alloys in Space and on Earth: Effects of gravity on dendrite growth and Columnar-to-equiaxed transition. J. Cryst. Growth 2019, 513, 20–29. [Google Scholar] [CrossRef]
- Zimmermann, G.; Sturz, L.; Nguyen-Thi, H.; Mangelinck-Noel, N.; Li, Y.Z.; Gandin, C.-A.; Fleurisson, R.; Guillemot, G.; McFadden, S.; Mooney, R.P.; et al. Columnar and Equiaxed Solidification of Al-7 wt.% Si Alloys in Reduced Gravity in the Framework of the CETSOL Project. JOM 2017, 69, 1269–1279. [Google Scholar] [CrossRef][Green Version]
- Murray, J.L.; McAlister, A.J. The Al-Si (aluminum-silicon) system. Bull. Alloy. Phase Diagr. 1984, 5, 74. [Google Scholar]
- Kasperovich, G.; Volkmann, T.; Ratke, L.; Herlach, D. Microsegregation during Solidification of an Al-Cu Binary Alloy at Largely Different Cooling Rates (0.01 to 20,000 K/s): Modeling and Experimental Study. Met. Mater. Trans. A 2008, 39, 1183–1191. [Google Scholar] [CrossRef]
- Veres, Z.; Roósz, A.; Rónaföldi, A.; Sycheva, A.; Svéda, M. The effect of melt flow induced by RMF on the meso- and micro-structure of unidirectionally solidified Al—7wt% Si alloy. J. Mater. Sci. Technol. 2022, 103, 197–208. [Google Scholar]
- Li, Y.; Mangelinck-Noël, N.; Zimmermann, G.; Sturz, L.; Nguyen-Thi, H. Effect of solidification conditions and surface pores on the microstructure and columnar-to-equiaxed transition in solidification under microgravity. J. Alloy. Compd. 2018, 749, 344–354. [Google Scholar] [CrossRef]
- Li, Y.; Mangelinck-Noël, N.; Zimmermann, G.; Sturz, L.; Nguyen-Thi, H. Modification of the microstructure by rotating magnetic field during the solidification of Al-7 wt.% Si alloy under microgravity. J. Alloy. Compd. 2020, 836, 155458. [Google Scholar] [CrossRef]
- Liu, D.; Mangelinck-Noël, N.; Gandin, C.-A.; Zimmermann, G.; Sturz, L.; Thi, H.N.; Billia, B. Structures in directionally solidified Al–7wt.% Si alloys: Benchmark experiments under microgravity. Acta Mater. 2014, 64, 253–265. [Google Scholar] [CrossRef]
- Li, Y.Z.; Mangelinck-Noël, N.; Nguyen-Thi, H.; Zimmermann, G.; Sturz, L.; Cool, T.; Gulsoy, E.B.; Voorhees, P.W. Critical pa-rameters concerning the columnar-to-equiaxed transition in solidification processing. In Proceedings of the 6th Decennial International Conference on Solidification Processing, Old Windsor, UK, 25–27 July 2017; pp. 317–321. [Google Scholar]
- Scheil, E. Bemerkungen zur Schichtkristallbildung. Int. J. Mater. Res. 1942, 34, 70–72. [Google Scholar] [CrossRef]
- Zhang, H.; Wu, M.; Zheng, Y.; Ludwig, A.; Kharicha, A. Numerical study of the role of mush permeability in the solidifying mushy zone under forced convection. Mater. Today Commun. 2019, 22, 100842. [Google Scholar] [CrossRef]
- Ronté, V.; Roólsz, A. The effect of cooling rate and composition on the secondary dendrite arm spacing during solidification. Part I: Al-Cu-Si alloys. Int. J. Cast Met. Res. 2001, 13, 337–342. [Google Scholar] [CrossRef]
- Rontó, V.; Roósz, A. The effect of the cooling rate or the local solidification time and composition on the secondary dendrite arm spacing during solidification PART II: Al–Mg–Si alloys. Int. J. Cast Met. Res. 2001, 14, 131–135. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Grain Refinement | Initial G K/mm | Stage I | Stage II | Stage III | ||||
|---|---|---|---|---|---|---|---|---|---|
| v1 mm/s | z1 mm | v2 mm/s | z2 mm | R K/s | RMF | ||||
| B2F1 | Yes | 4 | 0.02 | 20 | 0.2 | 50 | 0.133 | No | Quench |
| B2F2 | No | 4 | 0.02 | 20 | 0.2 | 50 | 0.133 | Yes | Quench |
| B2F5 | Yes | 4 | 0.02 | 30 | 0.02 | 50 | 0.133 | No | Quench |
| B2F6 | No | 4 | 0.02 | 30 | 0.02 | 50 | 0.133 | Yes | Quench |
| Timestep | Time | x (TC1) | … | x (TCk) | … | x (TCm) |
|---|---|---|---|---|---|---|
| 1 | 1 * Δt | T (1,1) | … | T (1,k) | … | T (1,m) |
| ⁞ | ⁞ | ⁞ | … | ⁞ | … | ⁞ |
| i | I * Δt | T (i,1) | … | T (i,k) | … | T (i,m) |
| ⁞ | ⁞ | ⁞ | … | ⁞ | … | ⁞ |
| N | N * Δt | T (n,1) | … | T (n,k) | … | T (n,m) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Roósz, A.; Rónaföldi, A.; Li, Y.; Mangelinck-Noël, N.; Zimmermann, G.; Nguyen-Thi, H.; Svéda, M.; Veres, Z. Influence of Solidification Parameters on the Amount of Eutectic and Secondary Arm Spacing of Al–7wt% Si Alloy Solidified under Microgravity. Crystals 2022, 12, 414. https://doi.org/10.3390/cryst12030414
Roósz A, Rónaföldi A, Li Y, Mangelinck-Noël N, Zimmermann G, Nguyen-Thi H, Svéda M, Veres Z. Influence of Solidification Parameters on the Amount of Eutectic and Secondary Arm Spacing of Al–7wt% Si Alloy Solidified under Microgravity. Crystals. 2022; 12(3):414. https://doi.org/10.3390/cryst12030414
Chicago/Turabian StyleRoósz, András, Arnold Rónaföldi, Yuze Li, Nathalie Mangelinck-Noël, Gerhard Zimmermann, Henri Nguyen-Thi, Mária Svéda, and Zsolt Veres. 2022. "Influence of Solidification Parameters on the Amount of Eutectic and Secondary Arm Spacing of Al–7wt% Si Alloy Solidified under Microgravity" Crystals 12, no. 3: 414. https://doi.org/10.3390/cryst12030414
APA StyleRoósz, A., Rónaföldi, A., Li, Y., Mangelinck-Noël, N., Zimmermann, G., Nguyen-Thi, H., Svéda, M., & Veres, Z. (2022). Influence of Solidification Parameters on the Amount of Eutectic and Secondary Arm Spacing of Al–7wt% Si Alloy Solidified under Microgravity. Crystals, 12(3), 414. https://doi.org/10.3390/cryst12030414