
Research Progress of Fe-Based Superelastic Alloys



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Superelastic Mechanisms of Fe-Based Superelastic Alloys
2.1. Thermoelastic Martensitic Transformation
2.2. Clausius–Clapeyron Equation
2.3. Superelasticity
3. Effects of Precipitates on Superelasticity
3.1. Effects of Coherent Precipitates on Superelasticity
3.1.1. Effects of Coherent Precipitates on Martensitic Transformation
3.1.2. Effects of Alloying on Coherent Precipitates
3.1.3. Effects of Heat Treatments on Coherent Precipitates
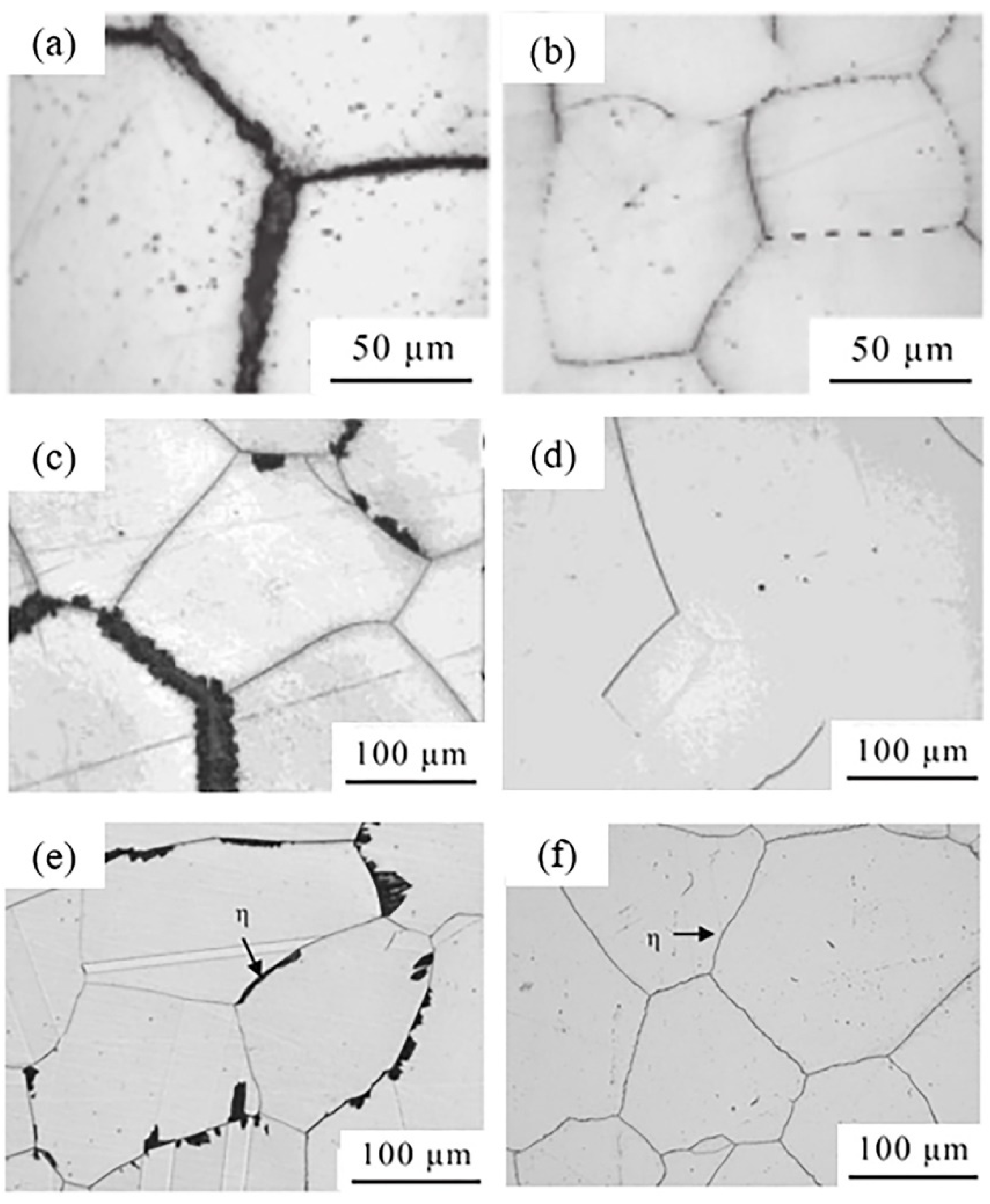
3.2. Effects of Grain Boundary Precipitates on Superelasticity
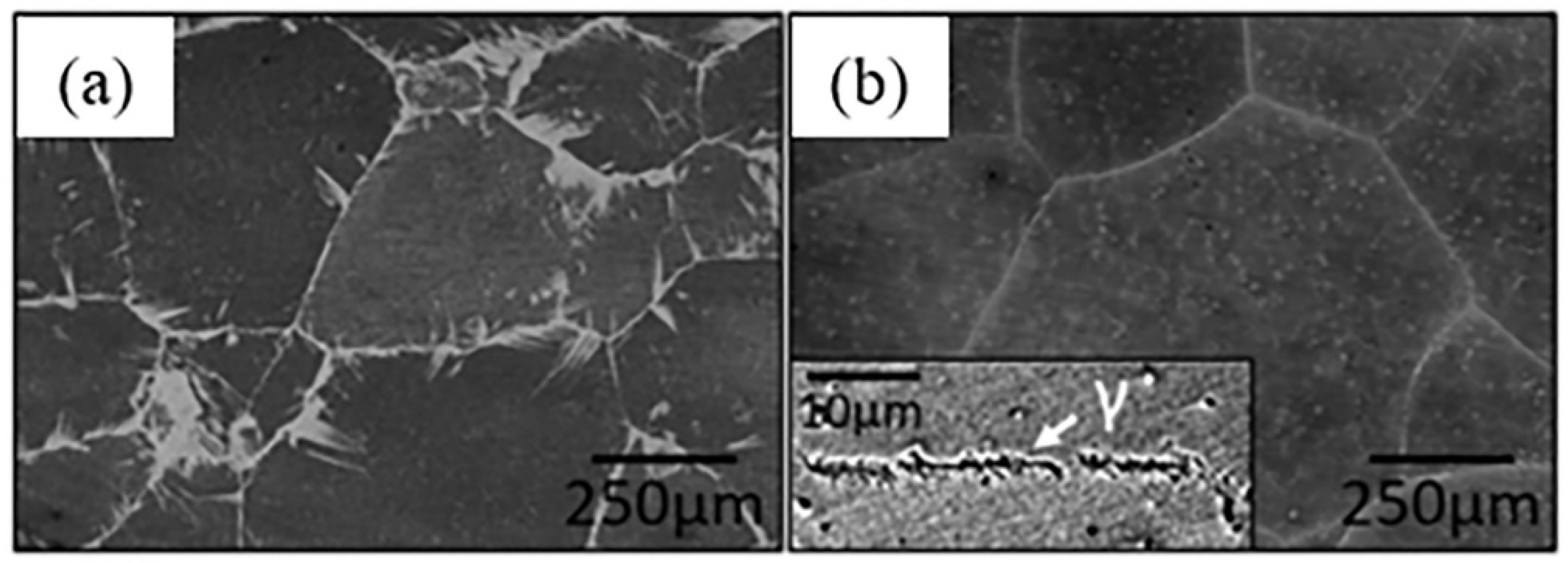
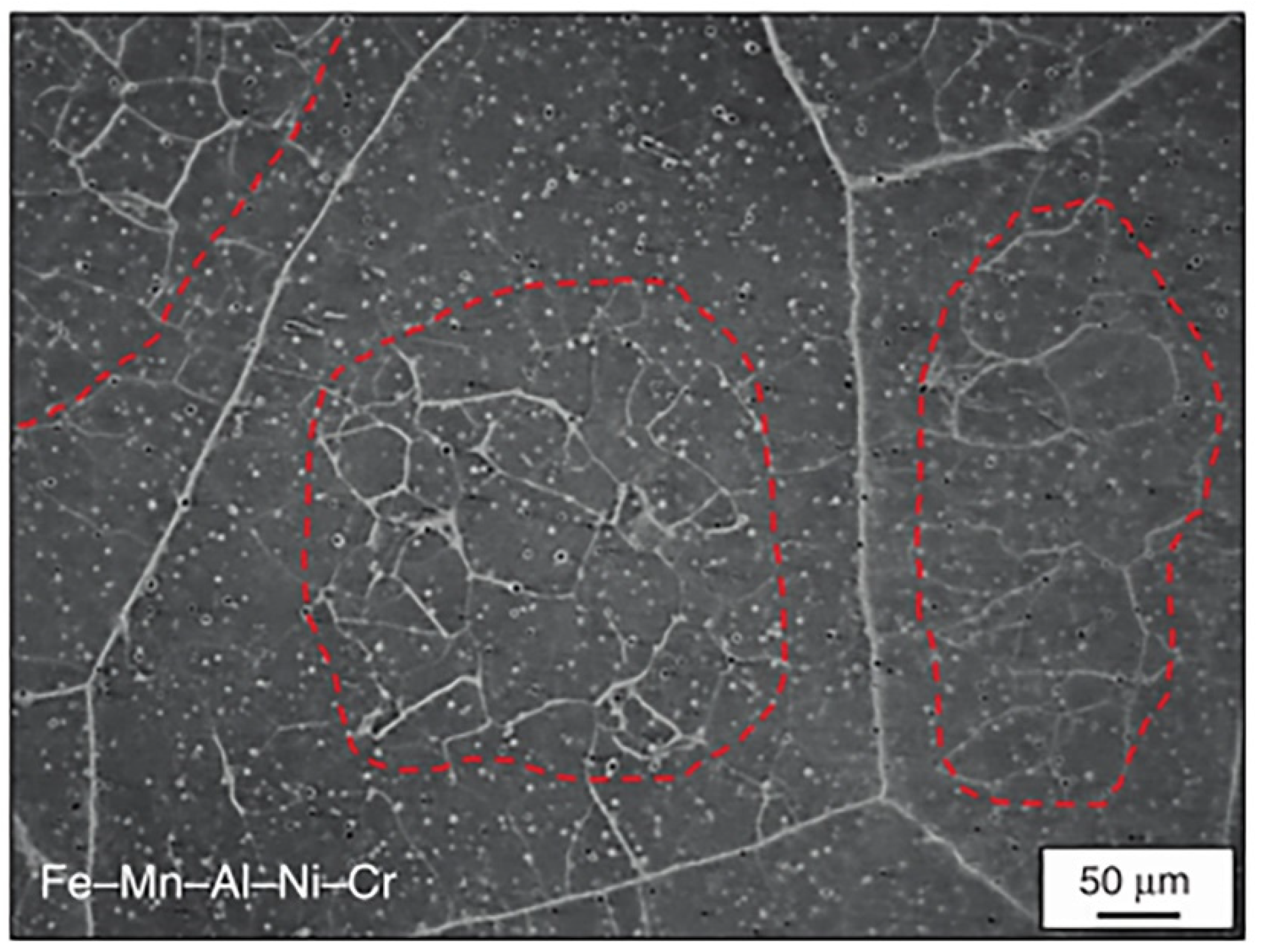
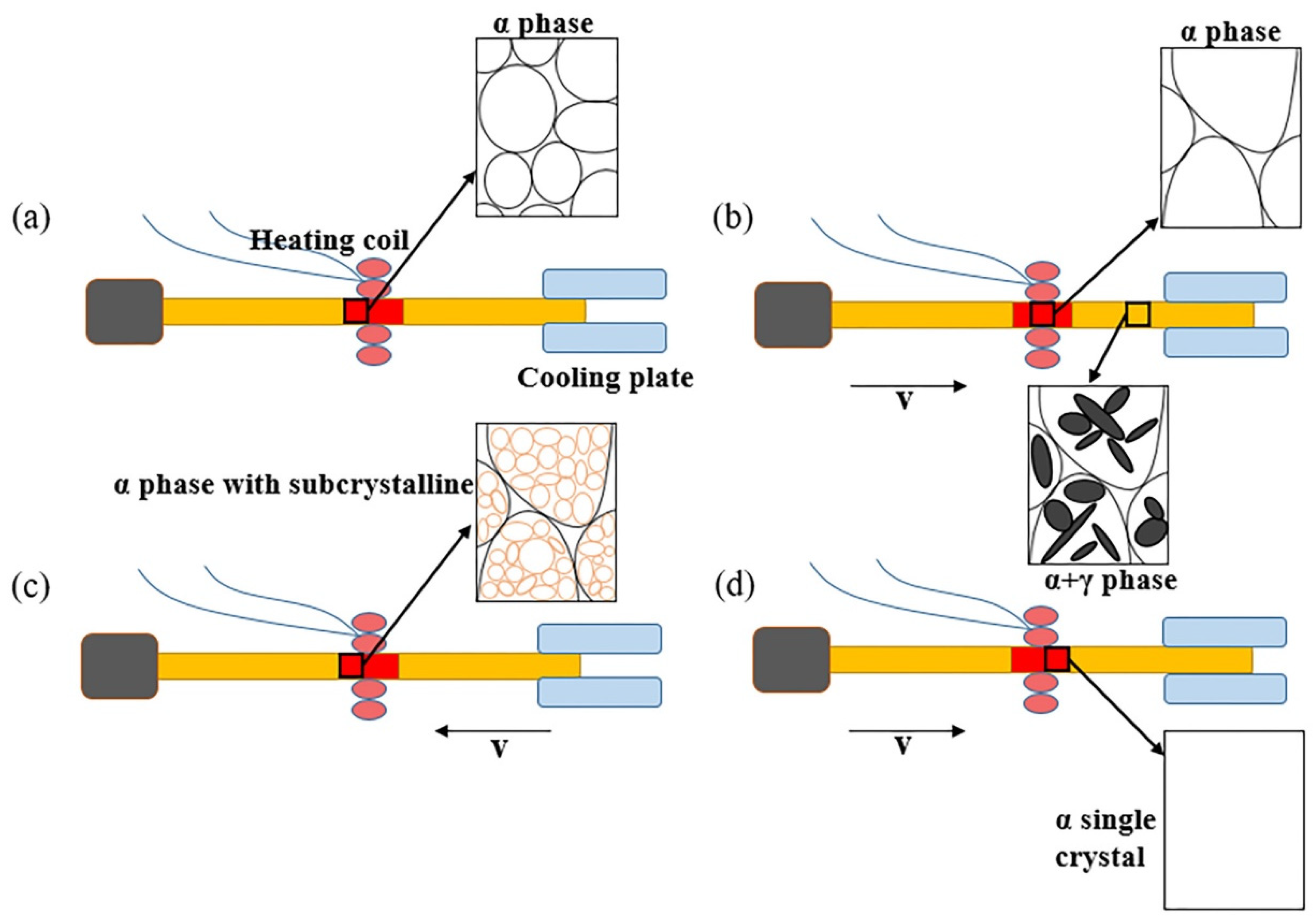
4. Effects of Grain Size on Superelasticity
5. Effects of Grain Orientation and Texture on Superelasticity
5.1. Effects of Grain Orientation on Superelasticity
5.2. Effects of Texture on Superelasticity
6. Other Influencing Factors on Superelasticity
7. Conclusion and Outlook
- (1)
- The superelasticity of Fe-based superelastic alloy depends on the thermoelastic martensitic transformation, which can be induced by two factors (temperature and stress). Although there are some studies on the thermodynamics and kinetics of temperature-induced Fe-based thermoelastic martensitic transformation, stress-induced martensitic transformation has not been studied in depth. However, the thermodynamic and kinetic mechanism of thermoelastic martensitic transformation induced by stress is rarely reported.
- (2)
- The low-energy grain boundary can inhibit the precipitation of brittle phases at the grain boundary, and ensure that the alloy obtains good superelasticity. At present, the only way to suppress the precipitation of brittle phases at grain boundaries is the addition of B element combined with cold-rolling with large deformation to obtain strong texture. However, some brittle phases will still precipitate and weaken the grain boundaries. In addition, cold-rolling with large deformation amount is generally difficult to achieve. Therefore, it is urgent to find a simple and practical method to obtain low-energy grain boundaries.
- (3)
- It is necessary to further investigate the influence of composition and thermomechanical treatment on the superelasticity, since microstructure is determined by the composition and thermomechanical treatment.
- (4)
- The current precipitation strengthening is to make the martensitic transformation into thermoelastic by precipitating single coherent ordered phases. It is theoretically feasible to study and design two or multiple coherent ordered precipitates to synergistically strengthen the alloy to obtain good superelasticity.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Jin, X.J.; Jin, M.J.; Geng, Y.H. Recent development of martensitic transformation in ferrous shape memory alloys. Mater. Chin. 2011, 30, 32–41. [Google Scholar]
- Jani, J.M.; Leary, M.; Subic, A.; Gibson, M.A. A review of shape memory alloy research, applications and opportunities. Mater. Des. 2014, 56, 1078–1113. [Google Scholar] [CrossRef]
- Ikeda, T. The use of shape memory alloys (SMAs) in aerospace engineering. Shap. Mem. Superelasticity 2011, 11, 125–140. [Google Scholar]
- Habu, T. Applications of superelastic alloys in the telecommunications industry. Shap. Mem. Superelasticity 2011, 13, 163–168. [Google Scholar]
- Arciniegas, M.; Manero, J.M.; Espinar, E.; Llamas, J.M.; Barrera, J.M.; Gil, F.J. New Ni-free superelastic alloy for orthodontic applications. Mater. Sci. Eng. C 2013, 33, 3325–3328. [Google Scholar] [CrossRef]
- Huang, Z.W.; Wang, Z.G.; Zhu, S.J.; Yuan, F.H.; Wang, F.G. Thermomechanical fatigue behavior and life prediction of a cast nickel-based superalloy. Mater. Sci. Eng. A 2006, 432, 308–316. [Google Scholar] [CrossRef]
- Roh, H.; Reinhorn, A.M. Hysteretic behavior of precast segmental bridge piers with superelastic shape memory alloy bars. Eng. Struct. 2010, 32, 3394–3403. [Google Scholar] [CrossRef]
- Luo, Y.; Kodaira, S.; Zhang, Y.; Takagi, T. The application of superelastic SMAs in less invasive haemostatic forceps. Smart Mater. Struct. 2007, 16, 1061. [Google Scholar] [CrossRef]
- Predki, W.; Klönne, M. Superelastic NiTi-alloys under torsional loading. J. Phys. IV 2003, 112, 807–810. [Google Scholar] [CrossRef]
- Shabalovskaya, S.A. On the nature of the biocompatibility and on medical applications of NiTi shape memory and superelastic alloys. Biomed. Mater. Eng. 1996, 6, 267–289. [Google Scholar] [CrossRef]
- Shaw, J.A.; Grummon, D.S.; Foltz, J. Superelastic NiTi honeycombs: Fabrication and experiments. Smart Mater. Struct. 2007, 16, S170–S178. [Google Scholar] [CrossRef]
- Yamauchi, K.; Ohkata, I.; Tsuchiya, K.; Miyazaki, S. Shape Memory and Superelastic Alloys; Woodhead Publishing: Cambridge, UK, 2011. [Google Scholar]
- Gómez-Cortés, J.F.; Fuster, V.; Pérez-Cerrato, M.; Lorenzo, P.; Ruiz-Larrea, I.; Breczewski, T.; No, M.L.; San Juan, J.M. Superelastic damping at nanoscale in ternary and quaternary Cu-based shape memory alloys. J. Alloys Compd. 2021, 883, 160865. [Google Scholar] [CrossRef]
- Chumlyakov, Y.; Kireeva, I.; Panchenko, E.; Timofeeva, E.; Kretinina, I.; Kuts, O.; Karaman, I.; Maier, H. Shape memory effect and superelasticity in single crystals of high-strength ferromagnetic alloys. Adv. Mater. Res. 2014, 1013, 15–22. [Google Scholar] [CrossRef]
- Popa, M.; Mihalache, E.; Cojocaru, V.D.; Gurau, C.; Gurau, G.; Cimpoesu, N.; Pricop, B.; Comaneci, R.; Vollmer, M.; Kroo, P.; et al. Effects of thermomechanical processing on the microstructure and mechanical properties of Fe-based alloys. J. Mater. Eng. Perform. 2020, 29, 7–8. [Google Scholar] [CrossRef]
- Chowdhury, P.; Canadinc, D.; Sehitoglu, H. On deformation behavior of Fe-Mn based structural alloys. Mater. Sci. Eng. R 2017, 122, 1–28. [Google Scholar] [CrossRef]
- Breinan, E.M.; Ansell, G.S. The influence of austenite strength upon the austenite-martensite transformation in alloy steels. Metall. Trans. 1970, 1, 1513–1520. [Google Scholar] [CrossRef]
- Thomas, G.; Vercaemer, C. Enhanced strengthening of a spinodal Fe-Ni-Cu alloy by martensitic transformation. Metall. Mater. Trans. B 1972, 3, 2501–2506. [Google Scholar] [CrossRef]
- Yong, L. Strengthening of virgin martensite through cryogenic deformation. Metall. Mater. Trans. A 2002, 33, 3576–3578. [Google Scholar]
- Kishino, T.; Nagaki, S.; Inoue, T. On transformation kinetics, heat conduction and elastic-plastic stresses during quenching of steel. J. Soc. Mater. Sci. Jpn. 1979, 28, 861–867. [Google Scholar] [CrossRef]
- Montroll, E.W. A note on the theory of diffusion controlled reactions with application to the quenching of fluorescence. J. Chem. Phys. 1946, 14, 202–211. [Google Scholar] [CrossRef]
- Najbar, J. The fluorescence quenching rate constant for the distance-dependent quenching processes in the presence of diffusion. Chem. Phys. 1988, 120, 367–373. [Google Scholar] [CrossRef]
- Kurdjumov, G.V.; Khachaturyan, A.G. Nature of axial ratio anomalies of the martensite lattice and mechanism of diffusionless transformation. Scr. Metall. 1975, 23, 1077–1088. [Google Scholar]
- Pereloma, E.V.; Miller, M.K.; Timokhina, I.B. On the decomposition of martensite during bake hardening of thermomechanically processed transformation-induced plasticity steels. Metall. Mater. Trans. A 2008, 39, 3210–3216. [Google Scholar] [CrossRef] [Green Version]
- Stormvinter, A.; Hedstrom, P.; Borgenstam, A. A transmission electron microscopy study of plate martensite formation in high-carbon low alloy steels. J. Mater. Sci. Technol. 2013, 29, 373–379. [Google Scholar] [CrossRef]
- Luo, Z.J.; Shen, J.C.; Su, H.; Ding, Y.H.; Yang, C.F.; Zhu, X. Effect of substructure on toughness of lath martensite/bainite mixed structure in low-carbon steels. J. Iron Steel Res. 2010, 17, 40–48. [Google Scholar] [CrossRef]
- Zhao, H.Z.; Lee, S.J.; Lee, Y.K.; Liu, X.H.; Wang, G.D. Effects of applied stresses on martensite transformation in AISI4340 steel. J. Iron Steel Res. 2007, 14, 63–67. [Google Scholar] [CrossRef]
- Zhang, S.; Hidenori, T.; Yu-Ichi, K. In-situ observation of martensite transformation and retained austenite in supermartensitic stainless steel. Trans. JWRI 2010, 39, 115–117. [Google Scholar] [CrossRef]
- Galligan, J.M.; Garosshen, T. On the nucleation of the martensite transformation. Nature 1978, 274, 674. [Google Scholar] [CrossRef]
- Wang, G.Z. Effects of notch geometry on stress–strain distribution, martensite transformation and fracture behavior in shape memory alloy NiTi. Mater. Sci. Eng. A 2006, 434, 269–279. [Google Scholar] [CrossRef]
- Xu, Z.Y. Classification of the martensitic transformations. Acta Metall. Sin. 1997, 33, 45–53. [Google Scholar]
- Bando, Y. Characteristics of phase transformation in metallic fine particles (Martensitic transformation of Fe-Ni alloys, and ordering of CuAu and Cu3Au alloys). J. Phys. IV 2006, 5, 135–141. [Google Scholar]
- Shih, C.H.; Averbach, B.L.; Cohen, M. Some characteristics of the isothermal martensitic transformation. J. Met. 1955, 7, 183–187. [Google Scholar] [CrossRef]
- Gu, N.; Wang, B.; Li, H.; Wen, C.; Song, X. The characteristics of lattice deformation in ferrous martensitic transformation. J. Phys. IV 2003, 112, 315–318. [Google Scholar] [CrossRef]
- Yan, S.M.; Pu, J.; Chi, B.; Li, J. Prediction of crystallographic characteristics of martensitic transformation in a Ni–Mn–Ga based Heusler alloy. Intermetallics 2011, 19, 1630–1633. [Google Scholar] [CrossRef]
- Lin, C.X.; Wang, G.X.; Wang, J.G. Martensitic transformation during cyclic deformation and strain fatigue characteristics of Fe-Mn-Si alloy. Trans. Mater. Heat Treat. 2007, 28, 62–65. [Google Scholar]
- Sato, A.; Chishima, E.; Soma, K.; Mori, T. Shape memory effect in γ↔ε transformation in Fe-30Mn-1Si alloy single crystals. Acta Metall. 1982, 30, 1177–1183. [Google Scholar] [CrossRef]
- Kajiwara, S.; Ogawa, K. Mechanism of improvement of shape memory effect by training in Fe-Mn-Si-based alloys. Mater. Sci. Forum 2000, 327, 211–214. [Google Scholar] [CrossRef]
- Sato, A.; Chishima, E.; Yamaji, Y.; Mori, T. Orientation and composition dependencies of shape memory effect IN Fe-Mn-Si alloys. Acta Metall. 1984, 32, 539–547. [Google Scholar] [CrossRef]
- L’vov, V.A.; Rudenko, A.A.; Chernenko, V.A.; Cesari, E.; Pons, J.; Kanomata, T. Stress-induced martensitic transformation and superelasticity of alloys: Experiment and theory. Mater. Trans. 2005, 46, 790–797. [Google Scholar]
- Tanaka, Y.; Himuro, Y.; Kainuma, R.; Sutou, Y.; Omori, T.; Ishida, K. Ferrous polycrystalline shape-memory alloy showing huge superelasticity. Science 2010, 327, 1488–1490. [Google Scholar] [CrossRef]
- Xu, Z.Y. Martensite Transformation and Martensite; Science Press: Beijing, China, 1999. [Google Scholar]
- Xu, Z.Y.; Jiang, H.B. Shape Memory Materials; Shanghai Jiao Tong University Press: Shanghai, China, 2000. [Google Scholar]
- Omori, T.; Kainuma, R. Martensitic transformation and superelasticity in Fe–Mn–Al-based shape memory alloys. Shap. Mem. Superelasticity 2017, 3, 322–334. [Google Scholar] [CrossRef] [Green Version]
- Khalil, W.; Saint-Sulpice, L.; Chirani, S.A.; Bouby, C.; Mikolajczak, A.; Ben Zineb, T. Experimental analysis of Fe-based shape memory alloy behavior under thermomechanical cyclic loading. Mech. Mater. 2013, 63, 1–11. [Google Scholar] [CrossRef]
- Krooß, P.; Holzweissig, M.J.; Niendorf, T.; Somsen, C.; Schaper, M.; Chumlyakov, Y.I.; Maier, H.J. Thermal cycling behavior of an aged FeNiCoAlTa single-crystal shape memory alloy. Scr. Mater. 2014, 81, 28–31. [Google Scholar] [CrossRef]
- Zhao, L.C.; Cai, W.; Zheng, Y. Shape Memory Effect and Superelasticity in Alloys; National Defense Industry Press: Beijing, China, 2002. [Google Scholar]
- Du, X.W.; Sun, G.; Sun, S.S. Piecewise linear constitutive relation for pseudo-elasticity of shape memory alloy (SMA). J. Shanghai Jiaotong Univ. 2005, 393, 332–337. [Google Scholar] [CrossRef]
- Zhang, X.H.; Ping, F.; He, Y.J.; Yu, T.X.; Sun, Q.P. Experimental study on rate dependence of macroscopic domain and stress hysteresis in NiTi shape memory alloy strips. Int. J. Mech. Sci. 2010, 52, 1660–1670. [Google Scholar] [CrossRef]
- Dong, L.; Sun, Q.P. Stress hysteresis and domain evolution in thermoelastic tension strips. Acta Mech. Solida Sin. 2009, 22, 400–406. [Google Scholar] [CrossRef]
- Otsuka, K.; Wayman, C.M. Shape Memory Materials; Cambridge University Press: Cambridge, UK, 1998. [Google Scholar]
- Ortín, J.; Planes, A. Thermodynamic analysis of thermal measurements in thermoelastic martensitic transformations. Acta Metall. 1988, 36, 1873–1889. [Google Scholar] [CrossRef]
- Cui, S.S.; Wan, J.F.; Zuo, X.W.; Chen, N.L.; Zhang, J.H.; Rong, Y.H. Three-dimensional, non-isothermal phase-field modeling of thermally and stress-induced martensitic transformations in shape memory alloys. Int. J. Solids Struct. 2017, 109, 1–11. [Google Scholar] [CrossRef]
- Boyer, L.L.; Kaxiras, E.; Mehl, M.J. Energy barrier for ‘magic-strain’ transformations in crystals with FCC lattices. MRS Online Proc. Libr. 1990, 205, 447–452. [Google Scholar] [CrossRef]
- Mehl, M.J.; Boyer, L.L. Calculation of energy barriers for physically allowed lattice-invariant strains in aluminum and iridium. Phys. Rev. B Condens. Matter Mater. Phys. 1991, 43, 9498. [Google Scholar] [CrossRef]
- Feng, Y.C.; Liu, M.; Shi, Y.P.; Ma, H.; Li, D.Z.; Li, Y.Y.; Lu, L. High-throughput modeling of atomic diffusion migration energy barrier of FCC metals. Prog. Nat. Sci. Mater. Int. 2019, 29, 101–108. [Google Scholar] [CrossRef]
- Koval, Y.N.; Monastyrsky, G.E. Reversible martensite transformation and shape memory effect in Fe-Ni-Nb alloys. Scr. Metall. Mater. 1993, 28, 41–46. [Google Scholar] [CrossRef]
- Maki, T.; Kobayashi, K.; Minato, M.; Tamura, I. Thermoelastic martensite in an ausaged Fe-Ni-Ti-Co alloy. Scr. Metall. 1984, 18, 1105–1109. [Google Scholar] [CrossRef]
- Omori, T.; Ando, K.; Okano, M.; Xu, X.; Tanaka, Y.; Ohnuma, I.; Kainuma, R.; Ishida, K. Superelastic effect in polycrystalline ferrous alloys. Sci. 2011, 333, 68–71. [Google Scholar] [CrossRef] [PubMed]
- Tanaka, Y.; Kainuma, R.; Omori, T.; Ishida, K. Alloy design for Fe-Ni-Co-Al-based superelastic alloys. Mater. Today Proc. 2015, 2, S485–S492. [Google Scholar] [CrossRef]
- Omori, T.; Nagasako, M.; Okano, M.; Endo, K.; Kainuma, R. Microstructure and martensitic transformation in the Fe-Mn-Al-Ni shape memory alloy with B2-type coherent fine particles. Appl. Phys. Lett. 2012, 101, 1966. [Google Scholar] [CrossRef]
- Kokorin, V.V.; Kozlova, L.E.; Titenko, A.N.; Perekos, A.; Levchuk, Y.S. Characteristics of thermoelastic martensitic transformation in ferromagnetic Fe-Co-Ni-Ti alloys alloyed with Cu. Phys. Met. Metall. 2008, 105, 564–567. [Google Scholar] [CrossRef]
- Lee, D.; Omori, T.; Kainuma, R. Microstructure and mechanical properties in B-doped Fe-31.9Ni-9.6Co-4.7Ti alloys. Shap. Mem. Superelasticity 2016, 2, 228–234. [Google Scholar] [CrossRef] [Green Version]
- Ando, K.; Omori, T.; Ohnuma, I.; Kainuma, R.; Ishida, K. Ferromagnetic to weak-magnetic transition accompanied by bcc to fcc transformation in Fe–Mn–Al alloy. Appl. Phys. Lett. 2009, 95, 595. [Google Scholar] [CrossRef]
- Kajiwara, S.; Liu, D.; Kikuchi, T.; Shinya, N. Remarkable improvement of shape memory effect in Fe-Mn-Si based shape memory alloys by producing NbC precipitates. Scr. Mater. 2001, 44, 2809–2814. [Google Scholar] [CrossRef]
- Eyméoud, P.; Huang, L.; Maugis, P. Impact of Ni alloying on Fe-C martensite ageing: An atomistic investigation. Scr. Mater. 2021, 205, 114182. [Google Scholar] [CrossRef]
- Dumay, A.; Chateau, J.-P.; Allain, S.; Migot, S.; Bouaziz, O. Influence of addition elements on the stacking-fault energy and mechanical properties of an austenitic Fe–Mn–C steel. Mater. Sci. Eng. A 2008, 483, 184–187. [Google Scholar] [CrossRef]
- Omori, T.; Abe, S.; Tanaka, Y.; Lee, D.Y.; Ishida, K.; Kainuma, R. Thermoelastic martensitic transformation and superelasticity in Fe–Ni–Co–Al–Nb–B polycrystalline alloy. Scr. Mater. 2013, 69, 812–815. [Google Scholar] [CrossRef]
- Lee, D.; Omori, T.; Kainuma, R. Ductility enhancement and superelasticity in Fe–Ni–Co–Al–Ti–B polycrystalline alloy. J. Alloys Compd. 2014, 617, 120–123. [Google Scholar] [CrossRef]
- Jin, M.; Geng, Y.; Zuo, S.; Jin, X. Precipitation and its effects on martensitic transformation in Fe-Ni-Co-Ti alloys. Mater. Today Proc. 2015, 2, S837–S840. [Google Scholar] [CrossRef]
- La Roca, P.; Baruj, A.; Sobrero, C.; Malarría, J.; Sade, M. Nanoprecipitation effects on phase stability of Fe-Mn-Al-Ni alloys. J. Alloys Compd. 2017, 708, 422–427. [Google Scholar] [CrossRef]
- Walnsch, A.; Kriegel, M.J.; Motylenko, M.; Korpalab, G.; Prahl, U.; Leineweber, A. Thermodynamics of martensite formation in Fe–Mn–Al–Ni shape memory alloys. Scr. Mater. 2021, 192, 26–31. [Google Scholar] [CrossRef]
- Tong, H.C.; Wayman, C.M. Characteristic temperatures and other properties of thermoelastic martensites. Acta Metall. 1974, 22, 887–896. [Google Scholar] [CrossRef]
- Lee, J.K.; Barnett, D.M.; Aaronson, H.I. The elastic strain energy of coherent ellipsoidal precipitates in anisotropic crystalline solids. Metall. Trans. A 1977, 8, 963–970. [Google Scholar] [CrossRef]
- Chen, H.; Xiao, F.; Liang, X.; Li, Z.X.; Li, Z.; Jin, X.J.; Min, N.; Fukuda, T. Improvement of the stability of superelasticity and elastocaloric effect of a Ni-rich Ti-Ni alloy by precipitation and grain refinement. Scr. Mater. 2018, 162, 230–234. [Google Scholar] [CrossRef]
- Vallejos, J.M.; Giordana, M.F.; Sobrero, C.E.; Malarria, J.A. Phase stability of three Fe–Mn–Al–Ni superelastic alloys with different Al:Ni ratios. Shap. Mem. Superelasticity 2021, 7, 362–372. [Google Scholar] [CrossRef]
- Walnsch, A.; Kriegel, M.J.; Fabrichnaya, O.; Leineweber, A. Thermodynamic assessment and experimental investigation of the systems Al–Fe–Mn and Al–Fe–Mn–Ni. Calphad 2019, 66, 101621. [Google Scholar] [CrossRef]
- Kaputkina, L.M.; Svyazhin, A.G.; Kaputkin, D.E.; Bazhenov, V.E.; Bronz, A.V.; Smarygina, I.V. Effect of Mn, Al, Ni, and C content on the equilibrium phase composition of alloys based on the Fe–Mn–Al–Ni–C system. Metallurgist 2016, 59, 1075–1080. [Google Scholar] [CrossRef]
- Nduka, J.K.; Amuka, J.; Onwuka, J.C.; Udowelle, N.A.; Orisakwe, O.E. Human health risk assessment of lead, manganese and copper from scrapped car paint dust from automobile workshops in Nigeria. Environ. Sci. Pollut. Res. Int. 2016, 23, 20341–20349. [Google Scholar] [CrossRef]
- Sivasubramanian, K.; Rao, M.N. Significance of alloying element levels in realizing the specified tensile properties in 18 wt % nickel maraging steel. Mater. Sci. Appl. 2011, 2, 1116–1120. [Google Scholar]
- Tseng, L.W.; Ma, J.; Hornbuckle, B.C.; Karaman, I.; Thompson, G.B.; Luo, Z.P.; Chumlyakov, Y.I. The effect of precipitates on the superelastic response of [100] oriented FeMnAlNi single crystals under compression. Acta Mater. 2015, 97, 234–244. [Google Scholar] [CrossRef] [Green Version]
- Evirgen, A.; Ma, J.; Karaman, I.; Luo, Z.P.; Chumlyakov, Y.I. Effect of aging on the superelastic response of a single crystalline FeNiCoAlTa shape memory alloy. Scr. Mater. 2012, 67, 475–478. [Google Scholar] [CrossRef]
- Sehitoglu, H.; Efstathiou, C.; Maier, H.J.; Chumlyakov, Y.I. Hysteresis and deformation mechanisms of transforming FeNiCoTi. Mech. Mater. 2006, 38, 538–550. [Google Scholar] [CrossRef]
- Titenko, A.N.; Demchenko, L.D.; Babanli, M.B.; Sharai, I.V.; Titenko, Y.A. Effect of thermomechanical treatment on deformational behavior of ferromagnetic Fe–Ni–Co–Ti alloy under uniaxial tension. Appl. Nanosci. 2019, 9, 937–943. [Google Scholar] [CrossRef]
- Geng, Y.H.; Jin, M.J.; Ren, W.J.; Zhang, W.M.; Jin, X.J. Effects of aging treatment on martensitic transformation of Fe–Ni–Co–Al–Ta–B alloys. J. Alloys Compd. 2013, 577, S631–S635. [Google Scholar] [CrossRef]
- Jin, M. Phase Transformations and Structure Evolution in Fe–Ni–Co–Ti and Au–Cu–Al Alloys; Shanghai Jiao Tong University: Shanghai, China, 2010. [Google Scholar]
- Tanaka, Y.; Himuro, Y.; Omori, T.; Sutou, Y.; Kainuma, R.; Ishida, K. Martensitic transformation and shape memory effect in ausaged Fe–Ni–Si–Co alloys. Mater. Sci. Eng. A 2006, 438, 1030–1035. [Google Scholar] [CrossRef]
- Ozcan, H.; Ma, J.; Karaman, I.; Chumlyakov, Y.I.; Santamarta, R.; Brown, J.; Noebe, R.D. Microstructural design considerations in Fe-Mn-Al-Ni shape memory alloy wires: Effects of natural aging. Scr. Mater. 2018, 142, 153–157. [Google Scholar] [CrossRef]
- Vollmer, M.; Kroo, P.; Karaman, I.; Niendorf, T. On the effect of titanium on quenching sensitivity and pseudoelastic response in Fe-Mn-Al-Ni-base shape memory alloy. Scr. Mater. 2017, 126, 20–23. [Google Scholar] [CrossRef]
- Kokorin, V.V.; Samsonov, Y.I.; Chernenko, V.A.; Shevchenko, O.M. Superelasticity in Fe-Ni-Co-Ti alloys. Phys. Metall. 1989, 67, 202–204. [Google Scholar]
- Sims, C.T.; Stoloff, N.S.; Hagel, W.C. Superalloys II: High-Temperature Materials for Aerospace and Industrial Power; Wiley-Interscience: Hoboken, NJ, USA, 1987. [Google Scholar]
- Vollmer, M.; Segel, C.; Krooß, P.; Gunther, J.; Tseng, L.W.; Karaman, I.; Weidner, A.; Biermann, H.; Niendorf, T. On the effect of gamma phase formation on the pseudoelastic performance of polycrystalline Fe–Mn–Al–Ni shape memory alloys. Scr. Mater. 2015, 108, 23–26. [Google Scholar] [CrossRef]
- Neuhaus, D.H.; Münzer, A. Industrial silicon wafer solar cells. Adv. OptoElectron. 2007, 2007, 1–15. [Google Scholar] [CrossRef] [Green Version]
- Fromm, B.S.; Adams, B.L.; Ahmadi, S.; Knezevic, M. Grain size and orientation distributions: Application to yielding of α-titanium. Acta Mater. 2009, 57, 2339–2348. [Google Scholar] [CrossRef]
- Zhang, S.Q.; Dong, T.; Geng, Z.; Lin, H.; Hua, Z.; Jun, H.; Yi, L.; Liu, M.X.; Hu, Y.H.; Wei, Z. The influence of grain size on the magnetic properties of Fe3O4 nanocrystals synthesized by solvothermal method. J. Sol-Gel Sci. Technol. 2018, 98, 422–429. [Google Scholar] [CrossRef]
- Wu, J.X.; Jiang, B.H.; Hsu, T.Y. Influence of grain size and ordering degree of the parent phase on Ms in a CuZnAl alloy containing boron. Acta Metall. 1988, 36, 1521–1526. [Google Scholar]
- Dvorak, I.; Hawbolt, E.B. Transformational elasticity in a polycrystalline Cu-Zn-Sn alloy. Metall. Trans. A 1975, 6, 95. [Google Scholar] [CrossRef]
- Sutou, Y.; Omori, T.; Yamauchi, K.; Ono, N.; Kainuma, R.; Ishida, K. Effect of grain size and texture on pseudoelasticity in Cu–Al–Mn-based shape memory wire. Acta Mater. 2005, 53, 4121–4133. [Google Scholar] [CrossRef]
- Sutou, Y.; Omori, T.; Kainuma, R.; Ishida, K. Grain size dependence of pseudoelasticity in polycrystalline Cu–Al–Mn-based shape memory sheets. Acta Mater. 2013, 61, 3842–3850. [Google Scholar] [CrossRef]
- Saburi, T. Ti-Ni Shape Memory Alloy; Shape Memory Materials: Ibaraki, Japan, 1998. [Google Scholar]
- Tseng, L.W.; Ma, J.; Wang, S.J.; Karaman, I.; Kaya, M.; Luo, Z.P.; Chumlyakov, Y.I. Superelastic response of a single crystalline FeMnAlNi shape memory alloy under tension and compression. Acta Mater. 2015, 89, 374–383. [Google Scholar] [CrossRef]
- Tseng, L.W.; Ma, J.; Wang, S.J.; Karaman, I.; Chumlyakov, Y.I. Effects of crystallographic orientation on the superelastic response of FeMnAlNi single crystals. Scr. Mater. 2016, 116, 147–151. [Google Scholar] [CrossRef] [Green Version]
- Omori, T.; Okano, M.; Kainuma, R. Effect of grain size on superelasticity in Fe-Mn-Al-Ni shape memory alloy wire. APL Mater. 2013, 1, 032103. [Google Scholar] [CrossRef]
- Taylor, G.I. Analysis of plastic strain in a cubic crystal. Metals. 1938, 62, 218–224. [Google Scholar]
- Sachs, G. Plasticity problems in metals. Trans. Faraday Soc. 1928, 24, 84–92. [Google Scholar] [CrossRef]
- Tseng, L.W.; Ma, J.; Vollmer, M.; Krooss, P.; Niendorf, T.; Karaman, I. Effect of grain size on the superelastic response of a FeMnAlNi polycrystalline shape memory alloy. Scr. Mater. 2016, 125, 68–72. [Google Scholar] [CrossRef] [Green Version]
- Yang, C.; Baker, I. Effect of soluble particles on microstructural evolution during directional recrystallization. Acta Mater. 2020, 188, 288–301. [Google Scholar] [CrossRef]
- Omori, T.; Iwaizako, H.; Kainuma, R. Abnormal grain growth induced by cyclic heat treatment in Fe-Mn-Al-Ni superelastic alloy. Mater. Des. 2016, 101, 263–269. [Google Scholar] [CrossRef]
- Vollmer, M.; Arold, T.; Kriegel, M.J.; Klemm, V.; Degener, S.; Freudenberger, J.; Niendorf, T. Promoting abnormal grain growth in Fe-based shape memory alloys through compositional adjustments. Nat. Commun. 2019, 10, 2337. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Vallejos, J.M.; Malarría, J.A. Growing Fe-Mn-Al-Ni single crystals by combining directional annealing and thermal cycling. J. Mater. Process. Technol. 2020, 275, 116317. [Google Scholar] [CrossRef]
- Gall, K.; Sehitoglu, H.; Chumlyakov, Y.I. Tension-compression asymmetry of the stress-strain response in aged single crystal and polycrystalline NiTi. Acta Mater. 1999, 47, 1203–1217. [Google Scholar] [CrossRef]
- Chu, C.; James, R.D. Analysis of microstructures in Cu-14.0%Al-3.9%Ni by energy minimization. J. Phys. IV 1995, 5, 143–149. [Google Scholar] [CrossRef]
- Kuruvilla, S.P.; Menon, C.S. Lattice thermal expansion of the shape memory alloys Cu-Al-Ni, Cu-Al-Zn, Cu-Al-Be and Cu-Al-Pd. Adv. Mater. Res. 2008, 52, 135–142. [Google Scholar] [CrossRef]
- Tseng, L.W.; Ma, J.; Chumlyakov, Y.I.; Karaman, I. Orientation dependence of superelasticity in FeMnAlNi single crystals under compression. Scr. Mater. 2019, 166, 48–52. [Google Scholar] [CrossRef]
- Fu, H.D.; Zhao, H.M.; Zhang, Y.X.; Xie, J.X. Enhancement of superelasticity in Fe-Ni-Co-based shape memory alloys by microstructure and texture control. Procedia Eng. 2017, 207, 1505–1510. [Google Scholar] [CrossRef]
- Kokorin, V.V. Martensite Transformations in Heterogeneous Solid Solutions; Naukova Dumka: Kiev, Ukraine, 1987. [Google Scholar]
- Kalinin, V.M.; Kornyakov, V.A. Young’s modulus of alloyed iron–nickel invars. Fiz. Met. Metalloved. 1981, 51, 1110–1113. [Google Scholar]
- Titenko, A.N.; Demchenko, L.D. Superelastic deformation in polycrystalline Fe-Ni-Co-Ti-Cu alloys. J. Mater. Eng. Perform. 2012, 21, 2525–2529. [Google Scholar] [CrossRef]
- Xia, J.; Noguchi, Y.; Xu, X.; Odaira, T.; Kimura, Y.; Nagasako, M.; Omori, T.; Kainuma, R. Iron-based superelastic alloys with near-constant critical stress temperature dependence. Science 2020, 396, 855–858. [Google Scholar] [CrossRef]




Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Z.; Zhang, Y.; Dong, K.; Zhang, Z. Research Progress of Fe-Based Superelastic Alloys. Crystals 2022, 12, 602. https://doi.org/10.3390/cryst12050602
Li Z, Zhang Y, Dong K, Zhang Z. Research Progress of Fe-Based Superelastic Alloys. Crystals. 2022; 12(5):602. https://doi.org/10.3390/cryst12050602
Chicago/Turabian StyleLi, Zhenxin, Yang Zhang, Kai Dong, and Zhongwu Zhang. 2022. "Research Progress of Fe-Based Superelastic Alloys" Crystals 12, no. 5: 602. https://doi.org/10.3390/cryst12050602
APA StyleLi, Z., Zhang, Y., Dong, K., & Zhang, Z. (2022). Research Progress of Fe-Based Superelastic Alloys. Crystals, 12(5), 602. https://doi.org/10.3390/cryst12050602