
Surface Shape Evolution of Optical Elements during Continuous Polishing of Fused Quartz



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
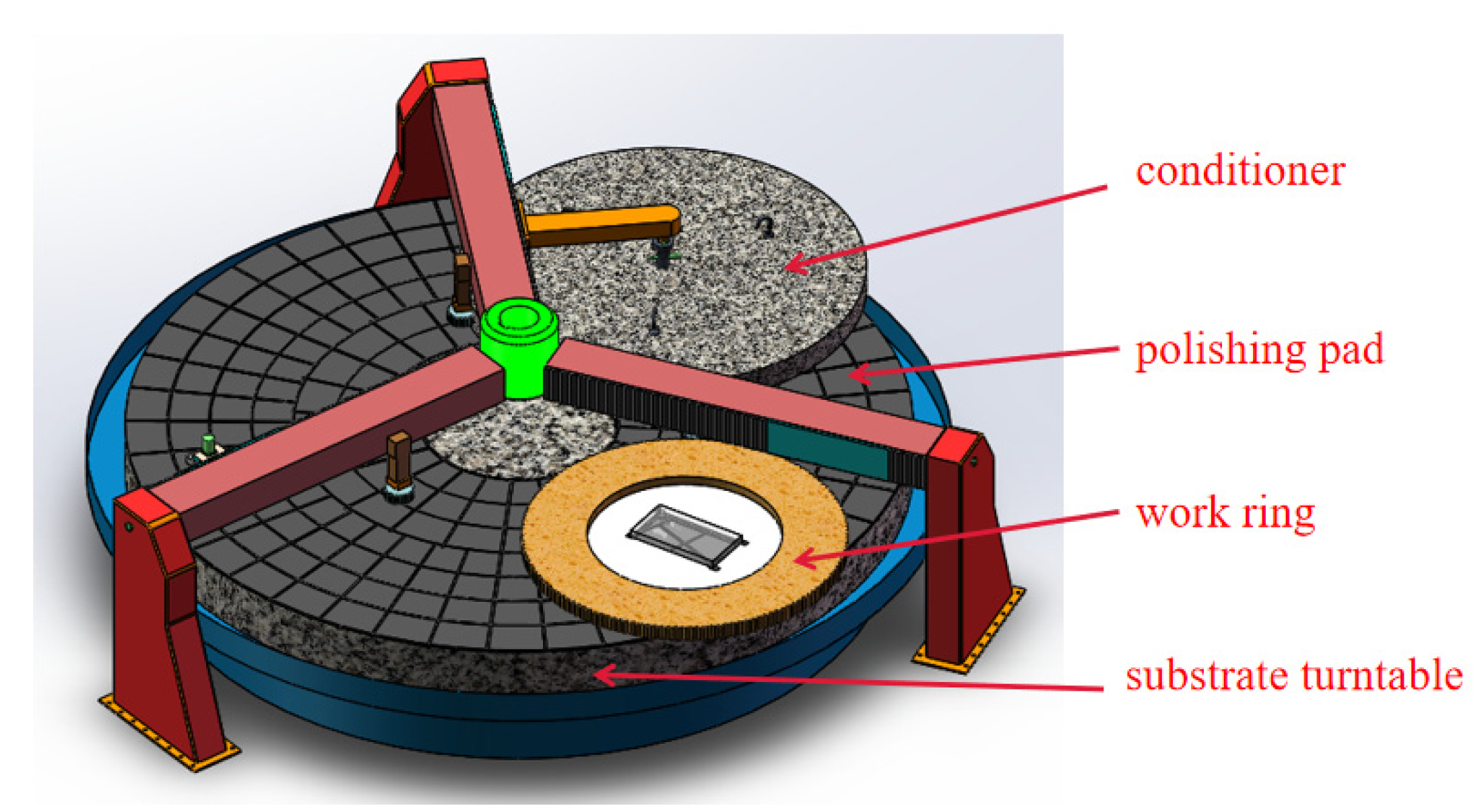
2. Lubrication Method in Continuous Polishing
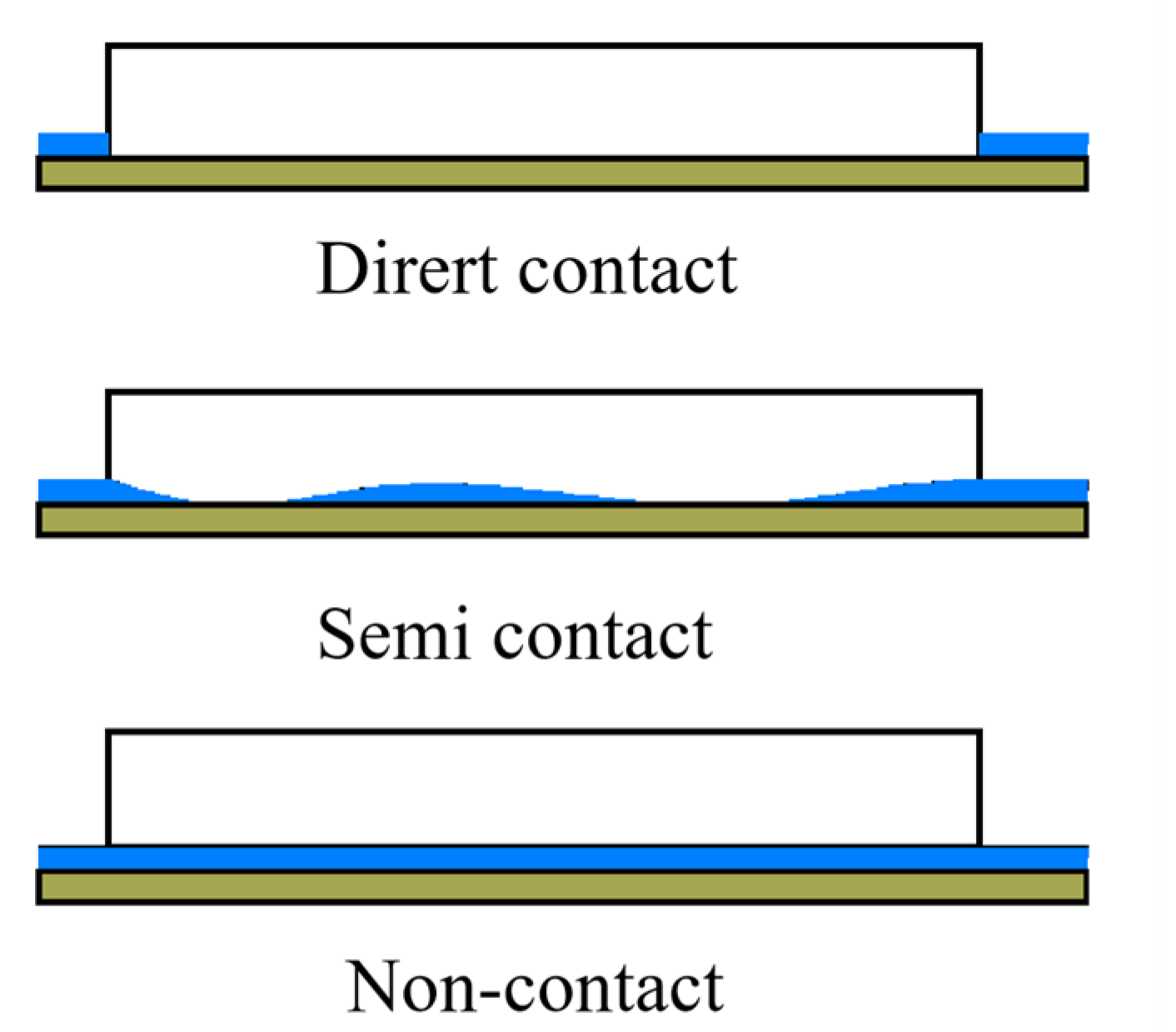
2.1. Lubrication Status Classification in Continuous Polishing
- (1)
- Boundary lubrication refers to the transition of the lubricant between the friction pairs from the internal friction between molecules to direct contact between two friction surfaces. In this lubrication state, the viscosity characteristics of the lubricant do not have effect on the lubrication. The lubrication function of the fluid film is weak and can be ignored, and there is more contact between the micro-convex bodies on the friction surface. The surface friction and wear characteristics are determined by the interaction among the lubricant, friction surface and properties of the boundary film. The load between the friction pairs is provided by the surface micro-convex body.
- (2)
- Fluid lubrication refers to the lubrication state in which the friction surface is separated by a continuous fluid film. In this state, the surface of the friction pair does not directly contact with each other and the contact wear does not occur.
- (3)
- Mixture lubrication refers to the coexistence of the boundary lubrication and fluid lubrication. In this state, the lubricating film is discontinuous, and is divided into fluid lubricating film and boundary lubricating film. On the one hand, the fluid lubrication film bears part of the load and produces viscous friction. On the other hand, the boundary lubrication film and the micro-convex body on the contact surface bear another part of the load, resulting in the dry friction on the contact surface. In addition, the mixture lubrication state is often unstable and fluctuates between the fluid film lubrication and boundary lubrication.
2.2. Judgment Method of Lubrication State of Continuous Polishing
3. Numerical Model of Mixture Lubrication for Continuous Polishing
3.1. Load Sharing Theory
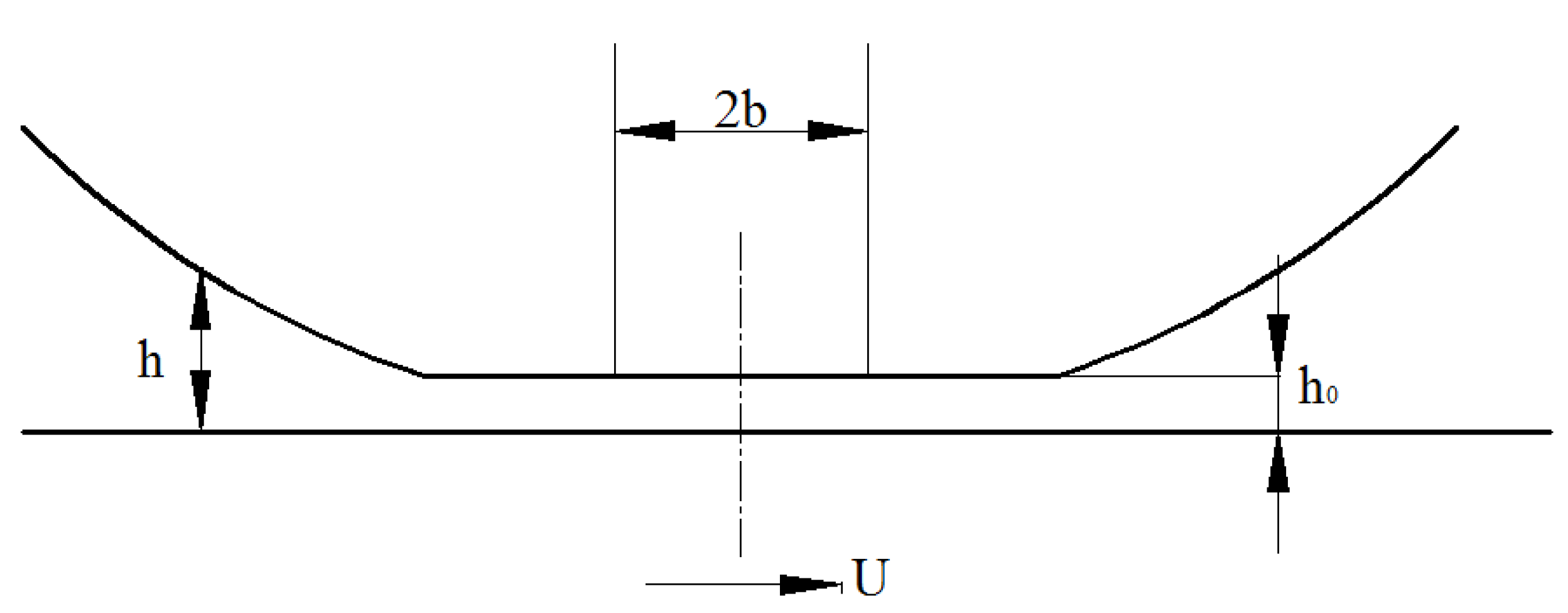
3.2. Calculation Method of Liquid Film Thickness
- (1)
- The effect of the volume force, such as gravity or magnetic force is ignored. In addition to the theory of the electronic fluid or magnetic fluid lubrication, this assumption is usually reasonable.
- (2)
- The fluid has no sliding on the solid interface, that is, the velocity of the fluid particle attached to the interface is the same as that of the point on the interface.
- (3)
- In the direction along the thickness of the lubricating film, the change of the pressure is ignored. Because the film thickness is only less than one micron to tens of microns, in such a thin range, the pressure cannot change significantly. From this hypothesis, it can be inferred that the viscosity and density of the fluid do not change in the direction of film thickness.
- (4)
- Compared with the film thickness, the radius of the curvature of the support surface is large, and, accordingly, the change of velocity direction caused by the surface curvature can be ignored.
- (5)
- The lubricant is Newtonian fluid.
- (6)
- The flow is laminar, without vortex and turbulence.
- (7)
- Compared with the viscous force, the influence of inertial force can be ignored, including the inertial force of the fluid acceleration and centrifugal force of the fluid film bending.
3.3. Numerical Simulation Method of Mixture Lubrication
- (1)
- The initial parameters are set, including the viscosity η of the polishing solution and the characteristic values of the surface roughness of the polishing lap (n, β, σ).
- (2)
- The initial values of the liquid film bearing ratio r1 and micro-convex body bearing ratio r2 are set, and h0 is calculated according to the empirical formula.
- (3)
- The liquid film load W and dimensionless parameter in Equation (1) are calculated.
- (4)
- Calculate the liquid film thickness hc and load on the micro-convex body Fh according to Equation (3).
- (5)
- Calculate the load on the micro-convex body Fh1 according to Equation (23).
- (6)
- Judge whether the difference between the two ends of the load on the micro-convex body is less than 10−4.
- (7)
- If the friction coefficients r1 and r2 are substituted into the balance condition, the friction coefficient μ is obtained by substituting it into Equation (9). Otherwise, repeat steps (2)–(6) until the error converges.
3.4. Numerical Simulation Results of Mixture Lubrication
3.4.1. Calculation Results of Liquid Film Thickness
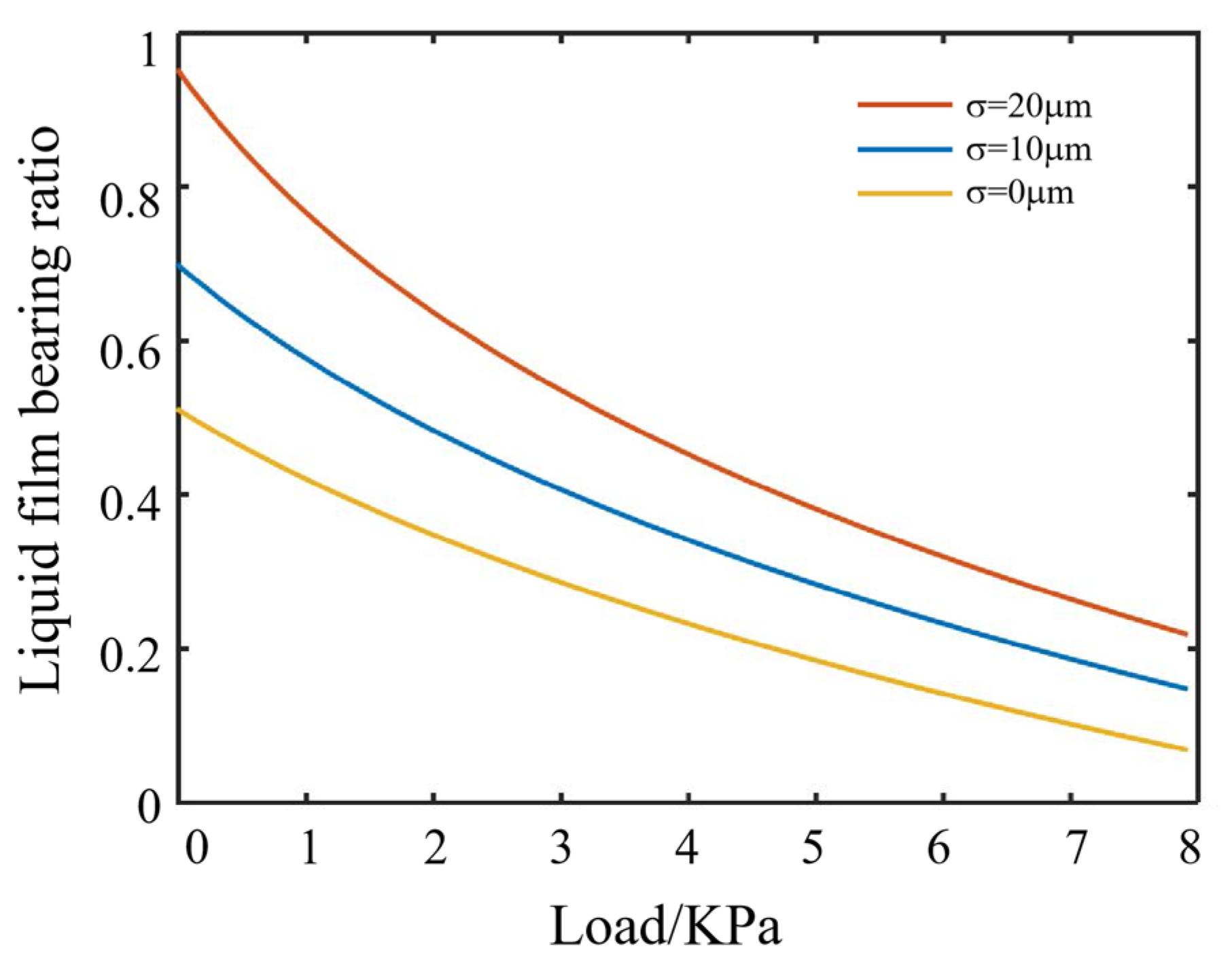
3.4.2. Calculation Results of Liquid Film Bearing Ratio
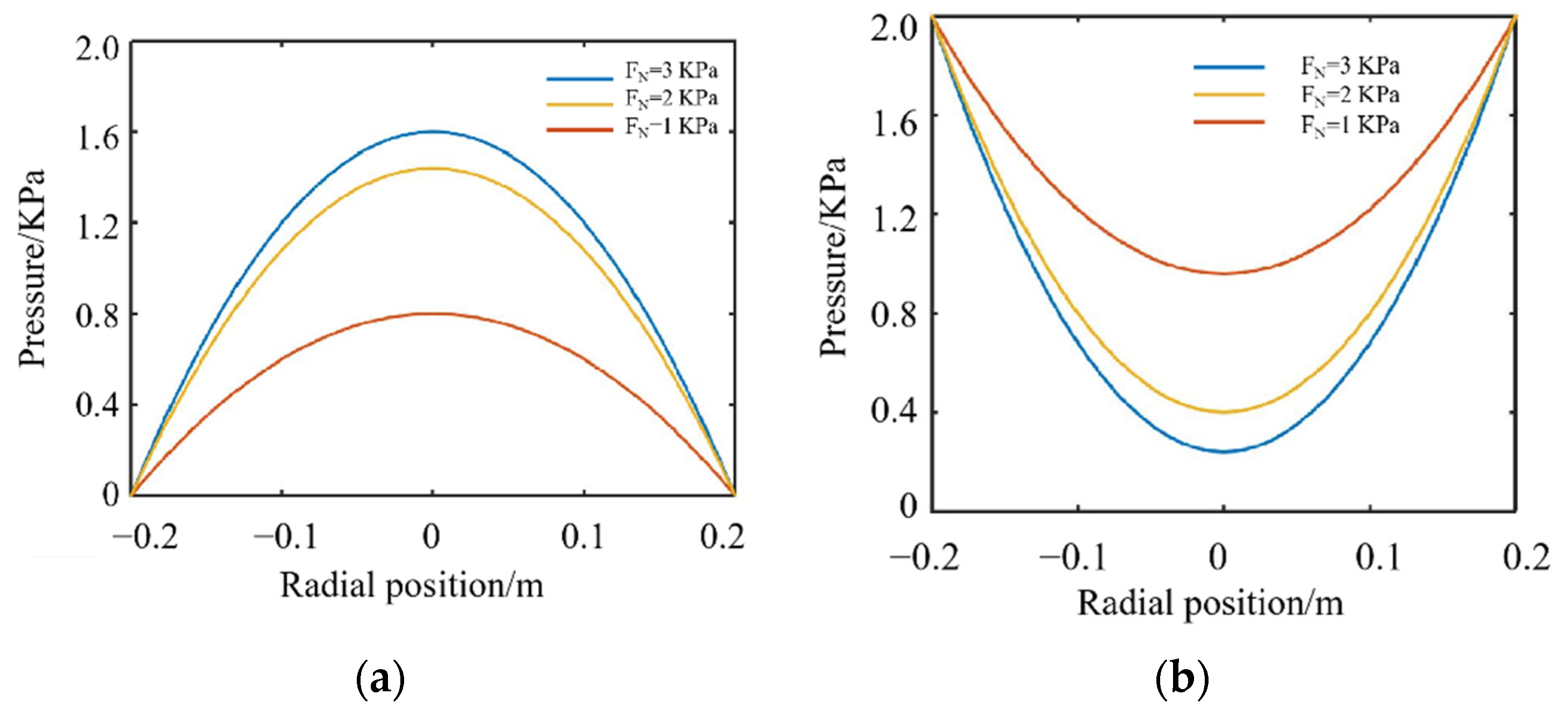
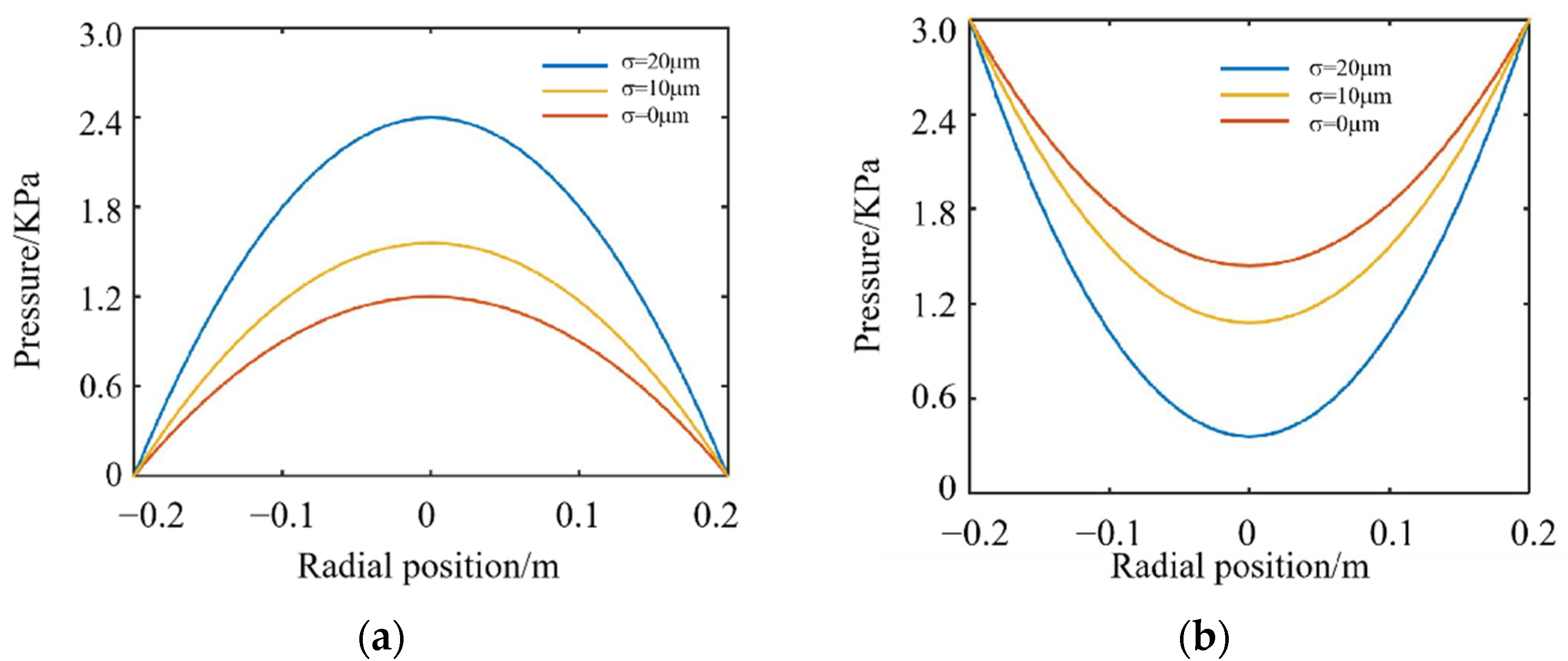
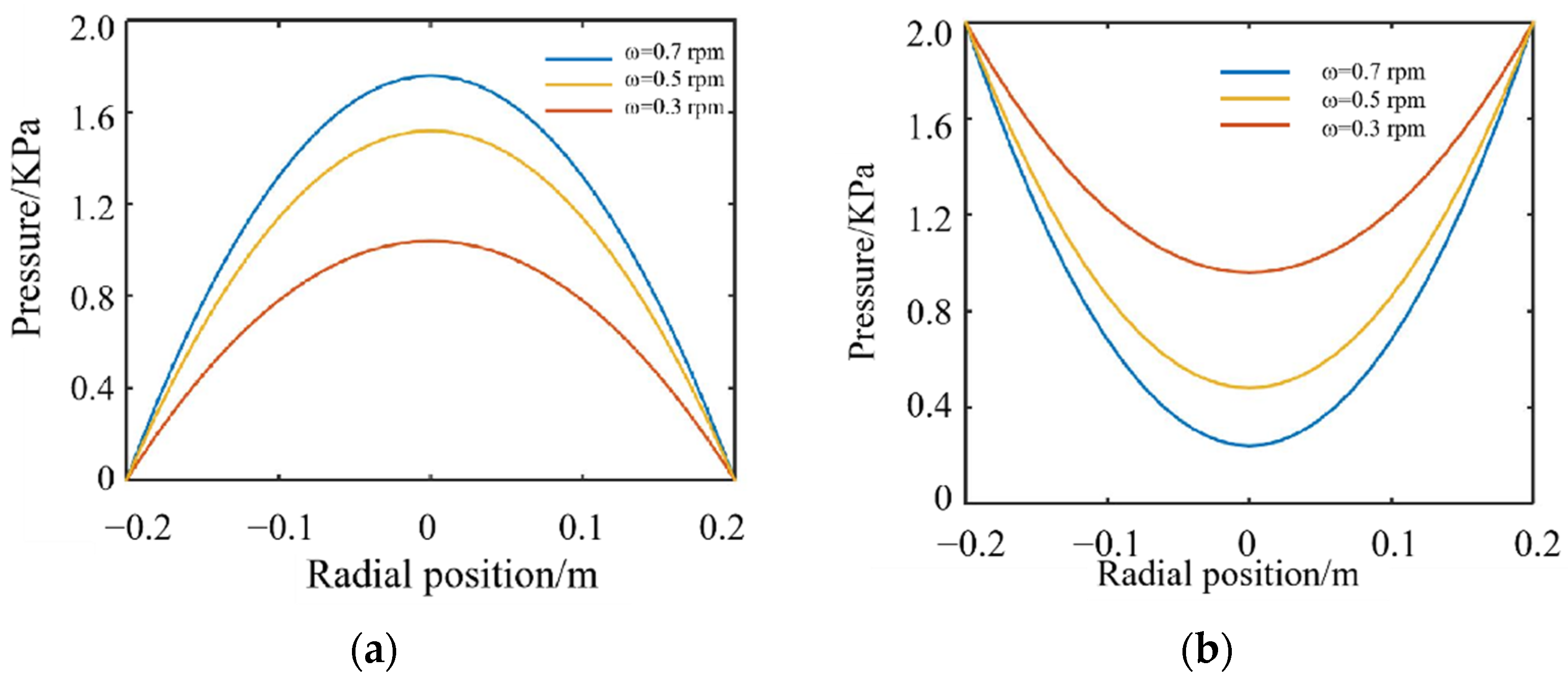
3.4.3. Calculation Results of Pressure Distribution
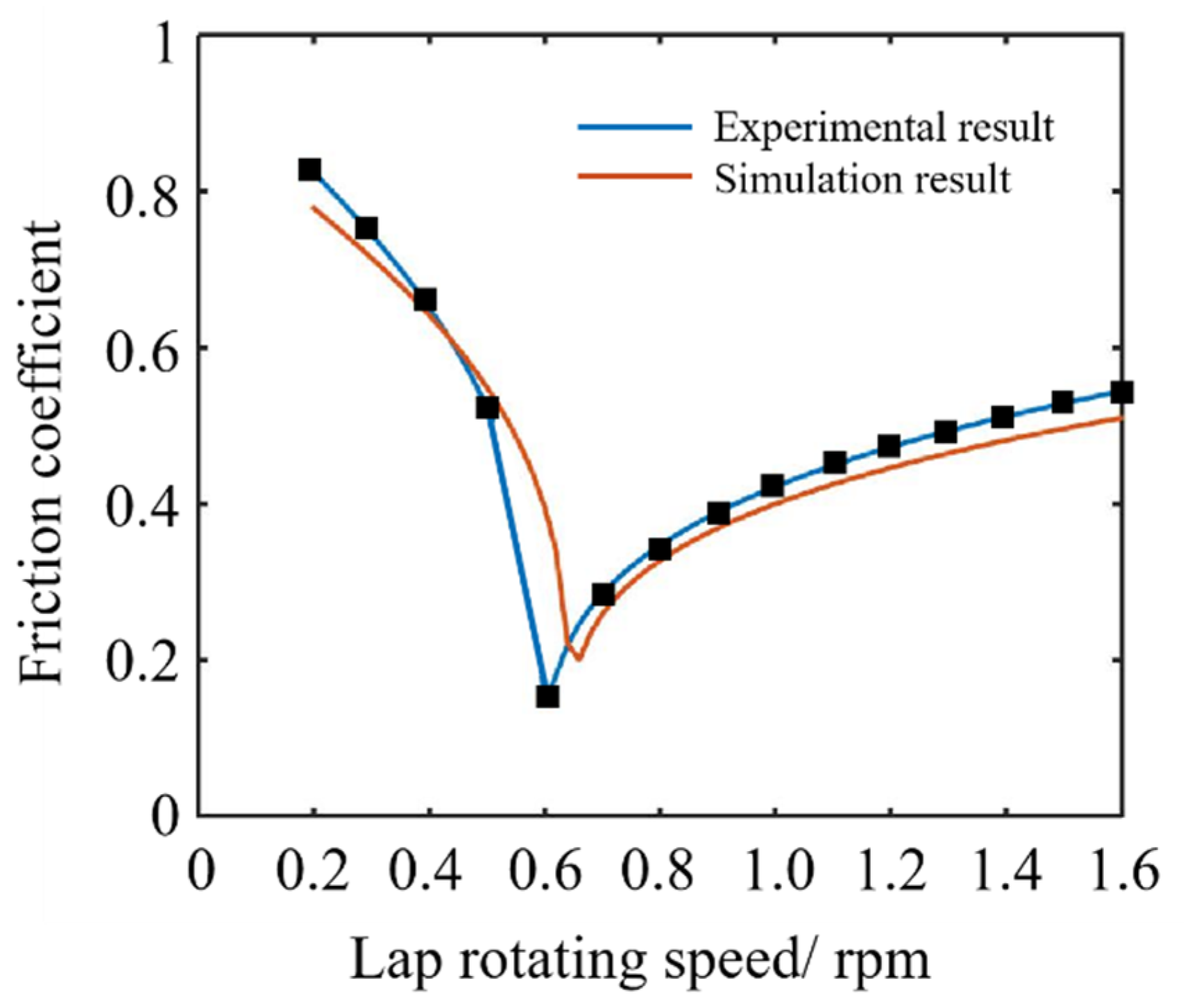
3.4.4. Friction Coefficient Calculation Results and Experimental Verification
4. Numerical Model Verification Experiment of Mixture Lubrication
4.1. Experimental Method
4.2. Experimental Result
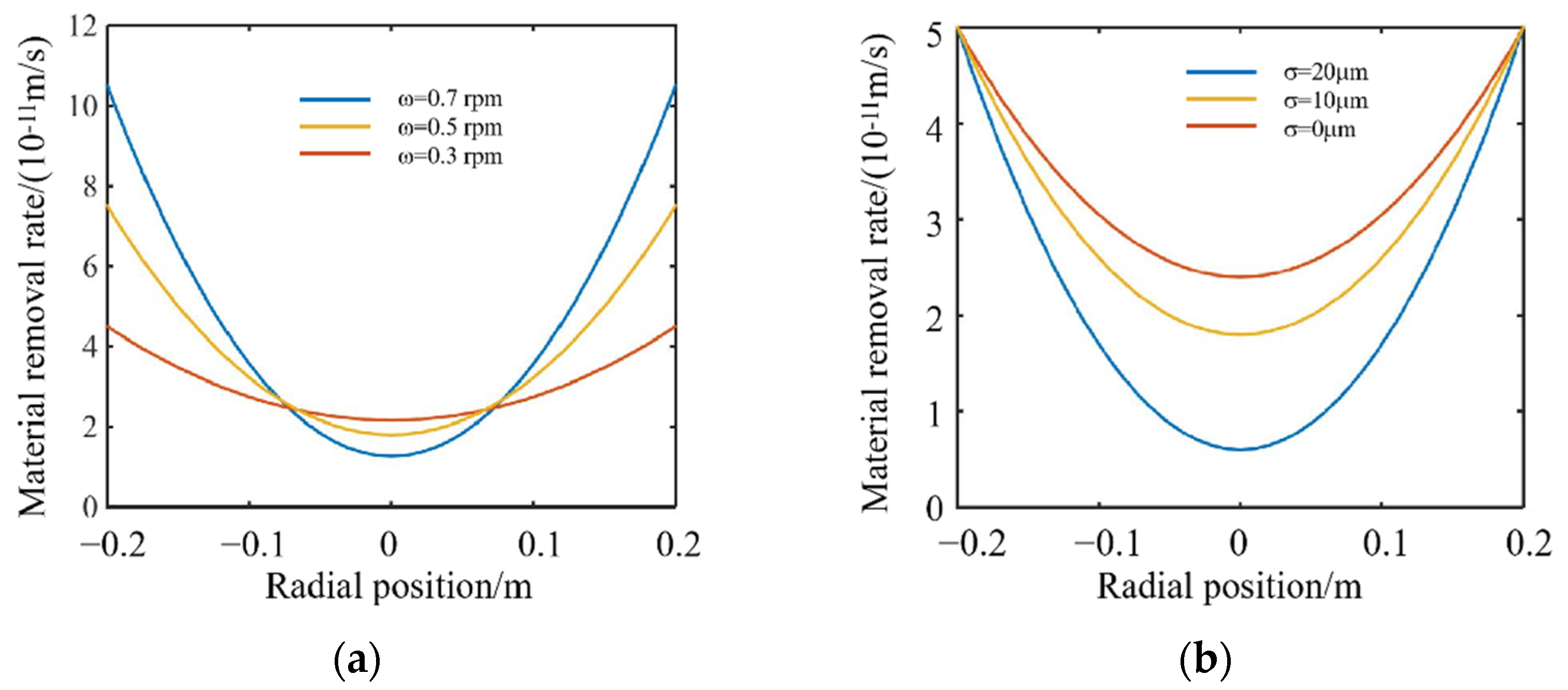
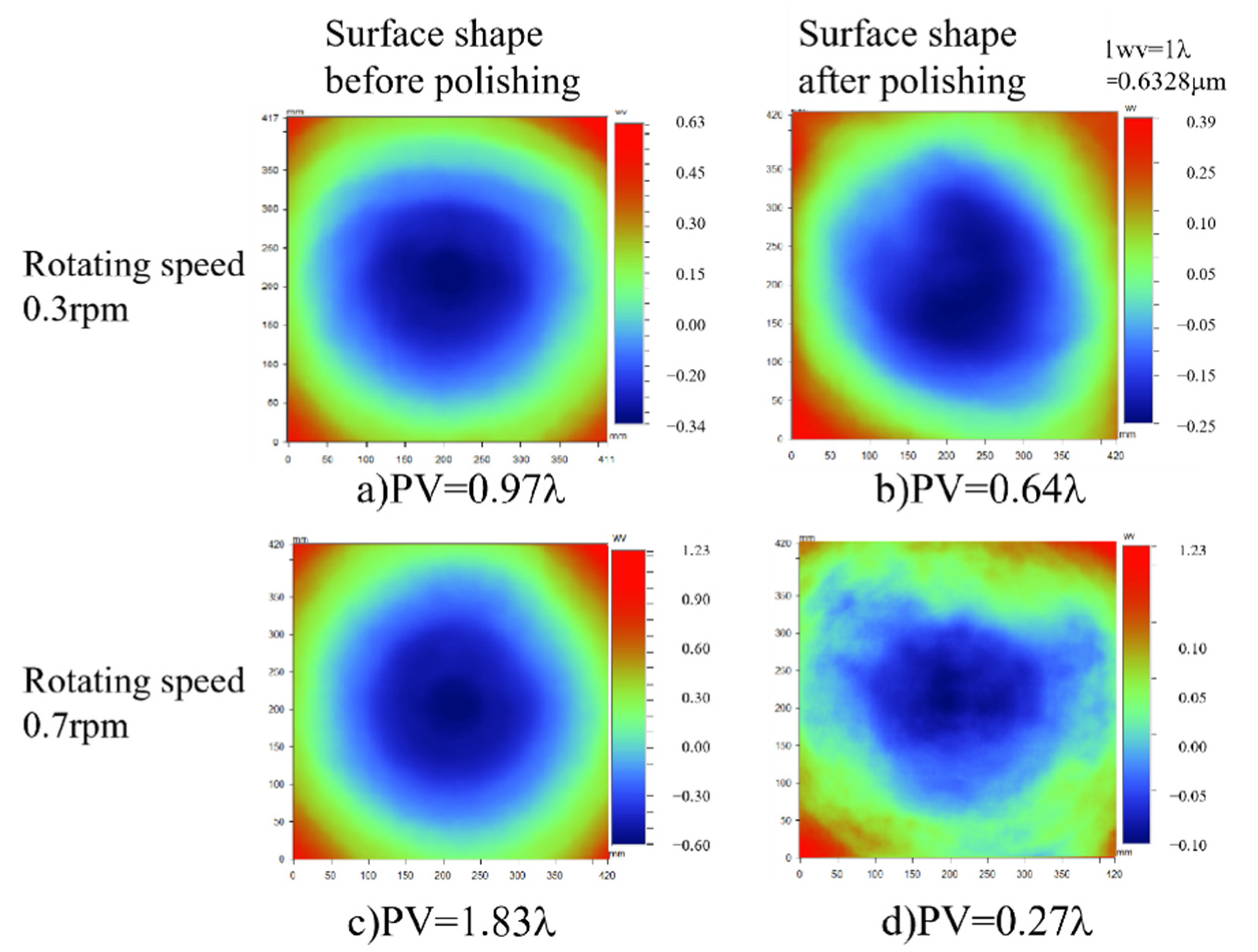
4.2.1. Influence of Different Rotating Speeds on Material Removal Uniformity
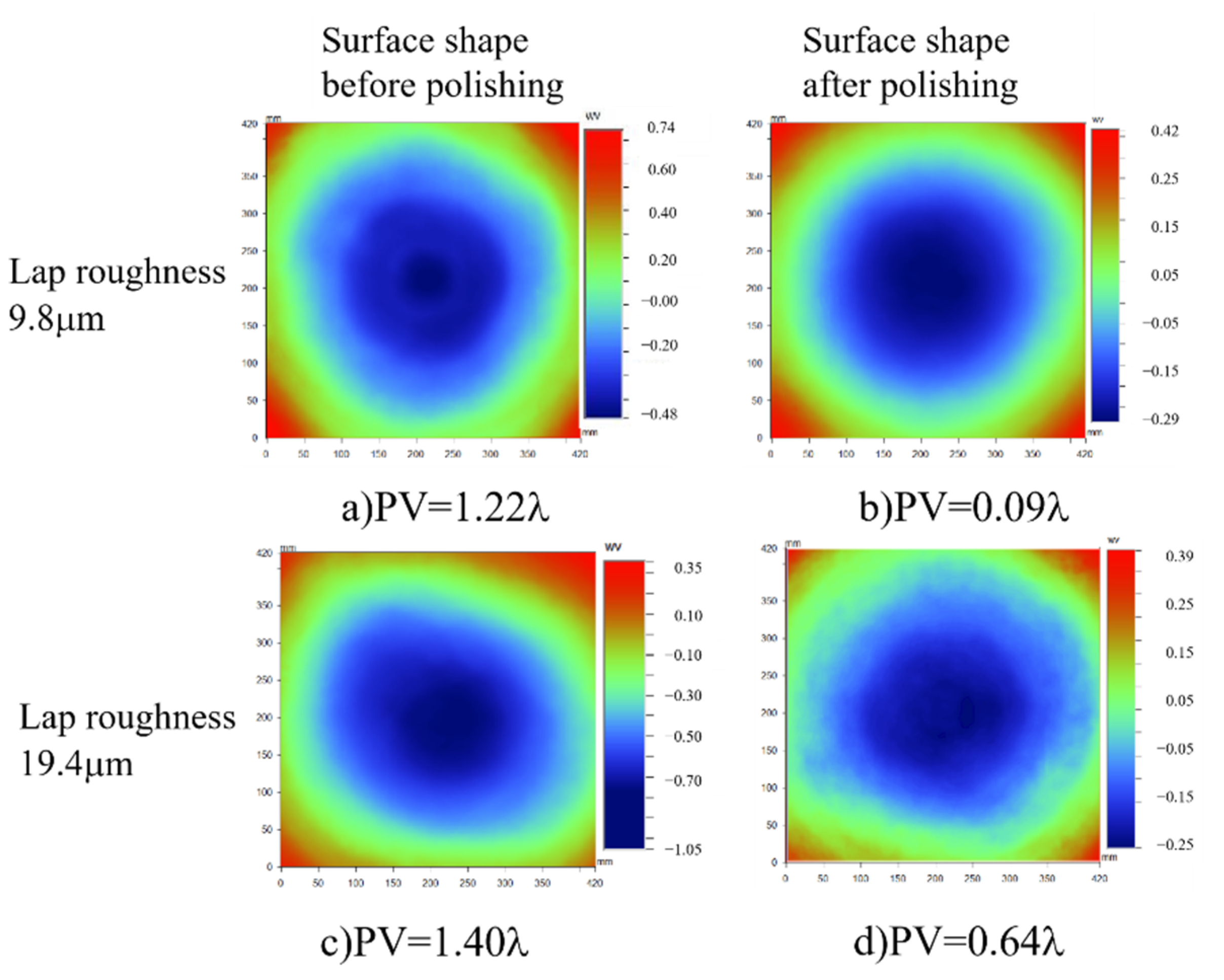
4.2.2. Influence of Different Polishing Lap Surface Roughness on Material Removal Uniformity
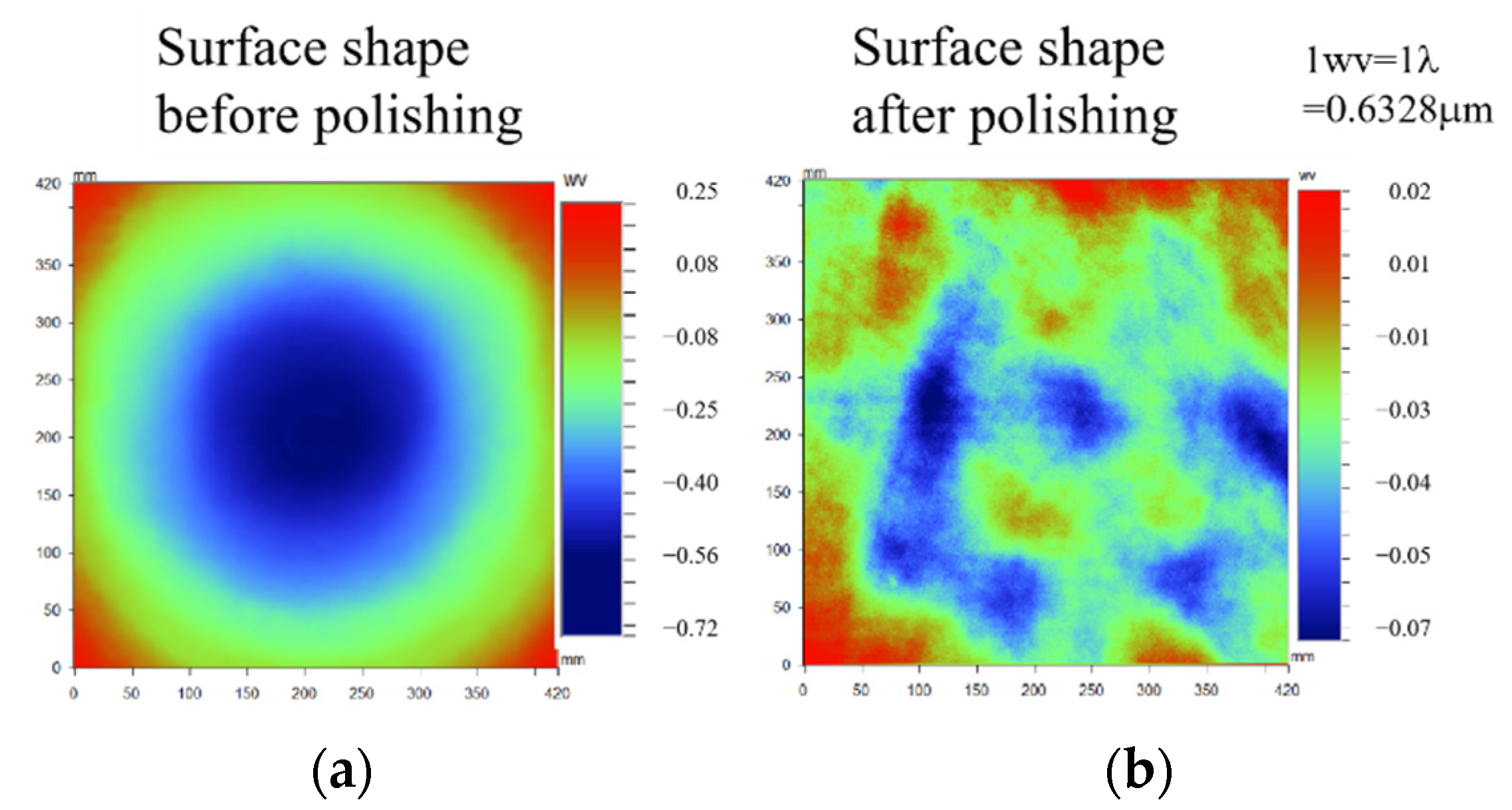
4.2.3. Optic Surface Shape Optimization Experiment
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, Y.; Wang, Q.; Li, C.; Piao, Y.; Hou, N.; Hu, K. Characterization of surface and subsurface defects induced by abrasive machining of optical crystals using grazing incidence X-ray diffraction and molecular dynamics. J. Adv. Res. 2022, 36, 51–61. [Google Scholar] [CrossRef] [PubMed]
- Qu, S.; Yao, P.; Gong, Y.; Yang, Y.; Chu, D.; Zhu, Q. Modelling and grinding characteristics of unidirectional C–SiCs. Ceram. Int. 2022, 48, 8314–8324. [Google Scholar] [CrossRef]
- Li, C.; Piao, Y.; Meng, B.; Zhang, Y.; Li, L.; Zhang, F. Anisotropy dependence of material removal and deformation mechanisms during nanoscratch of gallium nitride single crystals on (0001) plane. Appl. Surf. Sci. 2022, 578, 152028. [Google Scholar] [CrossRef]
- Liao, D.; Xie, R.; Hou, J.; Chen, X.; Zhong, B. A polishing process for nonlinear optical crystal flats based on an annular polyurethane pad. Appl. Surf. Sci. 2012, 258, 8552–8557. [Google Scholar] [CrossRef]
- Atuchin, V.V.; Maklakova, N.Y.; Pokrovsky, L.D.; Semenenko, V.N. Restoration of KTiOPO4 surface by annealing. Opt. Mater. 2003, 23, 363–367. [Google Scholar] [CrossRef]
- Atuchin, V.V.; Kesler, V.G.; Kokh, A.E.; Pokrovsky, L.D. X-ray photoelectron spectroscopy study of β-BaB2O4 optical surface. Appl. Surf. Sci. 2004, 223, 352–360. [Google Scholar] [CrossRef]
- Ramana, C.V.; Atuchin, V.V.; Becker, U.; Ewing, R.C.; Isaenko, L.I.; Khyzhun, O.Y.; Zhurkov, S.A. Low-energy Ar+ ion-beam-induced amorphization and chemical modification of potassium titanyl arsenate (001) crystal surfaces. J. Phys. Chem. C 2007, 111, 2702–2708. [Google Scholar] [CrossRef]
- Korobeishchikov, N.G.; Nikolaev, I.V.; Roenko, M.A.; Atuchin, V.V. Precise sputtering of silicon dioxide by argon cluster ion beams. Appl. Phys. A 2018, 124, 833. [Google Scholar] [CrossRef]
- Xie, R.; Zhao, S.; Liao, D.; Chen, X.; Wang, J.; Xu, Q. Numerical simulation and experimental study of surface waviness during full aperture rapid planar polishing. Int. J. Adv. Manuf. Technol. 2018, 97, 3273–3282. [Google Scholar] [CrossRef]
- Luo, H.; Ajmal, K.M.; Liu, W.; Yamamura, K.; Deng, H. Polishing and planarization of single crystal diamonds: State-of-the-art and perspectives. Int. J. Extrem. Manuf. 2021, 3, 022003. [Google Scholar] [CrossRef]
- Zhang, Z.; Jin, Z.; Mu, Q.; Yang, H.; Han, X. Optimization of CMP solution for yttrium aluminum garnet crystal. Diam. Abras. Eng. 2021, 41, 82–88. [Google Scholar]
- Li, C.; Li, X.; Huang, S.; Li, L.; Zhang, F. Ultra-precision grinding of Gd3Ga5O12 crystals with graphene oxide coolant: Material deformation mechanism and performance evaluation. J. Manuf. Processes 2021, 61, 417–427. [Google Scholar] [CrossRef]
- Li, C.; Piao, Y.; Hu, Y.; Wei, Z.; Li, L.; Zhang, F. Modelling and experimental investigation of temperature field during fly-cutting of KDP crystals. Int. J. Mech. Sci. 2021, 210, 106751. [Google Scholar] [CrossRef]
- Chang, A. The effect of slurry film thickness variation in chemical mechanical polishing (CMP) of patterned oxide wafers. In Proceedings of the VMIC Conference 2000, Santa Clara, CA, USA; 2000; pp. 112–114. Available online: https://jglobal.jst.go.jp/en/detail?JGLOBAL_ID=200909054958270070 (accessed on 16 May 2022).
- Runnels, S.R.; Renteln, P. Modeling the effect of polish pad deformation on wafer surface stress distributions during chemical-mechanical polishing. In Proceedings of the Third International Symposium on Interconnects, Contact Metallization and Multilevel Metallization, 183rd Meeting of the Elecrochemical Society, Honolulu, HI, USA, 19–21 May 1993. [Google Scholar]
- Li, C.; Piao, Y.; Meng, B.; Hu, Y.; Li, L.; Zhang, F. Phase transition and plastic deformation mechanisms induced by self-rotating grinding of GaN single crystals. Int. J. Mach. Tools Manuf. 2022, 172, 103827. [Google Scholar] [CrossRef]
- Terrell, E.J.; Higgs, C.F. Hydrodynamics of slurry flow in chemical mechanical polishing: A review. J. Electrochem. Soc. 2006, 153, K15. [Google Scholar] [CrossRef]
- Waechter, D.; Dambon, O.; Klocke, F. Analysis and modeling of tribology effects in conventional glass polishing. In Optical Manufacturing and Testing X; International Society for Optics and Photonics: Bellingha, EA, USA, 2013; Volume 8838, p. 88380V. [Google Scholar]
- Sundararajan, S.; Thakurta, D.G.; Schwendeman, D.W.; Murarka, S.P.; Gill, W.N. Two-dimensional wafer-scale chemical mechanical planarization models based on lubrication theory and mass transport. J. Electrochem. Soc. 1999, 146, 761. [Google Scholar] [CrossRef]
- Kim, A.T.; Seok, J.; Tichy, J.A.; Cale, T.S. A multiscale elastohydrodynamic contact model for CMP. J. Electrochem. Soc. 2003, 150, G570. [Google Scholar] [CrossRef]
- Tichy, J. Contact Mechanics and Lubrication Hydrodynamics of Chemical-Mechanical Planarization; Tribology Series; Elsevier: Amsterdam, The Netherland, 2001; Volume 39, pp. 63–68. [Google Scholar]
- Liao, D.; Ren, L.; Zhang, F.; Wang, J.; Xu, Q. Kinematic model for material removal distribution and surface figure in full-aperture polishing. Appl. Opt. 2018, 57, 588–593. [Google Scholar] [CrossRef]
- Qin, K.; Moudgil, B.; Park, C.W. A chemical mechanical polishing model incorporating both the chemical and mechanical effects. Thin Solid Film. 2004, 446, 277–286. [Google Scholar] [CrossRef]
- Johnson, K.L.; Greenwood, J.A.; Poon, S.Y. A simple theory of asperity contact in elastohydro-dynamic lubrication. Wear 1972, 19, 91–108. [Google Scholar] [CrossRef]
- Habchi, W.; Eyheramendy, D.; Bair, S.; Vergne, P.; Morales-Espejel, G. Thermal elastohydrodynamic lubrication of point contacts using a Newtonian/generalized Newtonian lubricant. Tribol. Lett. 2008, 30, 41–52. [Google Scholar] [CrossRef]
- Greenwood, J.A.; Tripp, J.H. The contact of two nominally flat rough surfaces. Proc. Inst. Mech. Eng. 1970, 185, 625–633. [Google Scholar] [CrossRef]
- Guo, J.; Shi, X.; Song, C.; Niu, L.; Cui, H.; Guo, X.; Kang, R. Theoretical and experimental investigation of chemical mechanical polishing of W–Ni–Fe alloy. Int. J. Extrem. Manuf. 2021, 3, 025103. [Google Scholar] [CrossRef]
- Xu, J.; Kang, R.; Dong, Z.; Wang, Z. Review on chemical mechanical polishing of silicon wafers. Diam. Abras. Eng. 2020, 40, 24–33. [Google Scholar]
- Li, C.; Wu, Y.; Li, X.; Ma, L.; Zhang, F.; Huang, H. Deformation characteristics and surface generation modelling of crack-free grinding of GGG single crystals. J. Mater. Process. Technol. 2020, 279, 116577. [Google Scholar] [CrossRef]
- Sun, Y.; Jin, L.; Gong, Y.; Wen, X.; Yin, G.; Wen, Q.; Tang, B. Experimental evaluation of surface generation and force time-varying characteristics of curvilinear grooved micro end mills fabricated by EDM. J. Manuf. Processes 2022, 73, 799–814. [Google Scholar] [CrossRef]
- Li, C.; Hu, Y.; Huang, S.; Meng, B.; Piao, Y.; Zhang, F. Theoretical model of warping deformation during self-rotating grinding of YAG wafers. Ceram. Int. 2022, 48, 4637–4648. [Google Scholar] [CrossRef]
- Cheng, Z.; Gao, H.; Liu, Z.; Guo, D. Investigation of the trajectory uniformity in water dissolution ultraprecision continuous polishing of large-sized KDP crystal. Int. J. Extrem. Manuf. 2020, 2, 045101. [Google Scholar] [CrossRef]



Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Zhang, F.; Li, C. Surface Shape Evolution of Optical Elements during Continuous Polishing of Fused Quartz. Crystals 2022, 12, 736. https://doi.org/10.3390/cryst12050736
Wang Y, Zhang F, Li C. Surface Shape Evolution of Optical Elements during Continuous Polishing of Fused Quartz. Crystals. 2022; 12(5):736. https://doi.org/10.3390/cryst12050736
Chicago/Turabian StyleWang, Yiren, Feihu Zhang, and Chen Li. 2022. "Surface Shape Evolution of Optical Elements during Continuous Polishing of Fused Quartz" Crystals 12, no. 5: 736. https://doi.org/10.3390/cryst12050736
APA StyleWang, Y., Zhang, F., & Li, C. (2022). Surface Shape Evolution of Optical Elements during Continuous Polishing of Fused Quartz. Crystals, 12(5), 736. https://doi.org/10.3390/cryst12050736