
The Indentation Size Effect (ISE) of Metals





Abstract
:1. Introduction
2. Materials and Methods
3. Results

{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample No. | Metal | n | Amoc | Aln | a1 | a2 | c0 | c1 | c2 | W | A1 | a1/a2 | c1/c2 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | Cu | 2.089 | 469.29 | 6.151 | 0.154 | 347.9 | −0.212 | 13.689 | 154.9 | 0.020 | 338.6 | 0.0004 | 0.0884 |
| 2 | Cu | 2.171 | 653.72 | 6.483 | −0.817 | 395.9 | −0.262 | 16.123 | 148.5 | 0.008 | 369.9 | −0.0021 | 0.1086 |
| 3 | Cu | 1.995 | 406.87 | 6.009 | 0.326 | 404.9 | −0.076 | 5.801 | 318.2 | 0.012 | 404.3 | 0.0008 | 0.0182 |
| 4 | Cu | 2.157 | 686.26 | 6.531 | −1.096 | 439.5 | −0.126 | 7.618 | 304.1 | −0.007 | 415.6 | −0.0025 | 0.0251 |
| 5 | Cu | 2.110 | 1017.00 | 6.925 | −1.149 | 728.6 | −0.086 | 6.609 | 571.5 | −0.007 | 697.8 | −0.0016 | 0.0116 |
| 6 | Al | 2.039 | 204.45 | 5.320 | −0.503 | 192.5 | 0.100 | −5.341 | 244.3 | −0.019 | 190.1 | −0.0026 | −0.0219 |
| 7 | Al | 2.182 | 226.73 | 5.424 | −0.623 | 147.3 | −0.211 | 7.707 | 73.3 | 0.000 | 137.8 | −0.0042 | 0.1052 |
| 8 | Al | 2.112 | 177.54 | 5.179 | −0.442 | 137.9 | −0.105 | 3.720 | 101.1 | −0.003 | 132.1 | −0.0032 | 0.0368 |
| 9 | Ag | 2.169 | 609.78 | 6.413 | −2.355 | 416.3 | 0.145 | −12.106 | 562.7 | −0.050 | 390.8 | −0.0057 | −0.0215 |
| 10 | Ni | 2.441 | 5112.90 | 8.540 | −6.032 | 1249.8 | −0.333 | 27.805 | 456.3 | −0.041 | 1074.2 | −0.0048 | 0.0609 |
| 11 | Ni | 2.436 | 5072.40 | 8.532 | −6.654 | 1284.1 | −0.179 | 11.862 | 843.7 | −0.057 | 1112.5 | −0.0052 | 0.0141 |
| 12 | Pb | 0.948 | 3.33 | 1.204 | 4.007 | −1.8 | 0.181 | −3.050 | 45.0 | 0.093 | 25.7 | −2.2270 | −0.0679 |
| 13 | Mo | 1.784 | 528.59 | 6.270 | 5.229 | 956.2 | −0.076 | 15.058 | 685.9 | 0.056 | 1066.8 | 0.0055 | 0.0220 |
| 14 | Mo | 1.646 | 280.18 | 5.635 | 7.706 | 712.8 | −0.088 | 18.545 | 434.0 | 0.084 | 869.3 | 0.0108 | 0.0427 |
| 15 | Cr | 1.770 | 418.53 | 6.037 | 4.924 | 772.5 | −0.093 | 15.669 | 507.2 | 0.059 | 863.9 | 0.0064 | 0.0309 |
| 16 | Cr | 1.95 | 750.60 | 6.621 | 1.387 | 850.5 | −0.076 | 9.539 | 658.8 | 0.021 | 868.8 | 0.0016 | 0.0145 |
| 17 | Fe | 2.288 | 1637.40 | 7.401 | −3.085 | 704.7 | −0.133 | 7.877 | 499.8 | −0.031 | 639.5 | −0.0044 | 0.0158 |
| 18 | Fe | 2.191 | 1077.40 | 6.982 | −0.927 | 587.5 | −0.301 | 22.633 | 170.1 | 0.010 | 548.2 | −0.0016 | 0.1330 |
| 19 | Mn | 1.938 | 353.96 | 5.869 | 0.693 | 414.9 | −0.002 | 0.797 | 413.3 | 0.010 | 425.6 | 0.0017 | 0.0019 |
| 20 | Ta | 1.910 | 750.08 | 6.620 | 1.935 | 965.9 | −0.054 | 8.172 | 807.4 | 0.024 | 1001.8 | 0.0020 | 0.0101 |
| 21 | W | 1.807 | 1301.80 | 7.172 | 4.645 | 2641.8 | 0.129 | −22.384 | 3842.3 | 0.011 | 2910.9 | 0.0018 | −0.0058 |
| 22 | Zn | 1.683 | 86.49 | 4.460 | 3.721 | 145.2 | −0.205 | 14.773 | 19.1 | 0.107 | 172.4 | 0.0256 | 0.7733 |
| 23 | Ti | 1.681 | 204.16 | 5.319 | 5.224 | 443.5 | −0.054 | 10.434 | 399.1 | 0.071 | 529.3 | 0.0118 | 0.0261 |
| 24 | Co | 2.309 | 5465.20 | 8.606 | −4.561 | 1850.9 | 0.222 | 24.761 | 967.2 | −0.022 | 1676.6 | −0.0025 | 0.0256 |
| 25 | Co | 2.353 | 6925.50 | 8.843 | −6.059 | 2025.9 | −0.239 | 26.191 | 1030.6 | −0.023 | 1798.6 | −0.0030 | 0.0254 |
| 26 | Co | 1.871 | 1089.50 | 6.994 | 3.410 | 1635.0 | −0.051 | 11.370 | 1367.6 | 0.029 | 1725.0 | 0.0021 | 0.0083 |
| 27 | Mg | 1.967 | 226.13 | 5.421 | 1.038 | 226.6 | −0.194 | 11.702 | 97.6 | 0.040 | 229.5 | 0.0046 | 0.1199 |
| 28 | Cd | 1.843 | 89.64 | 4.496 | 1.076 | 120.7 | −0.008 | 1.416 | 117.6 | 0.028 | 129.9 | 0.0089 | 0.0120 |
| 29 | Cd | 1.798 | 76.33 | 4.335 | 1.433 | 109.7 | −0.049 | 3.479 | 91.2 | 0.043 | 120.5 | 0.0131 | 0.0382 |
| 30 | Sb | 1.818 | 226.55 | 5.423 | 2.263 | 348.8 | −0.010 | 3.070 | 335.2 | 0.035 | 381.3 | 0.0065 | 0.0092 |
| 31 | Bi | 1.901 | 43.14 | 3.764 | 0.119 | 53.2 | 0.182 | −4.954 | 83.6 | −0.013 | 55.7 | 0.0022 | −0.0592 |
| 32 | Sn | 2.001 | 66.12 | 4.192 | 0.153 | 64.2 | −0.106 | 3.169 | 45.2 | 0.016 | 64.0 | 0.0024 | 0.0700 |
4. Discussion
5. Conclusions
- The research was conducted on the metallographically polished surface of metals.
- The influencing factors are possible errors in measuring the dimensions of the indentations and the rate of penetration of the indenter into the metal.
- Other factors that are not measurement errors but that define the micro-hardness and, consequently, the type and size of the ISE are metal purity, possible deformation, and sample preparation method (polishing time, pressing force).
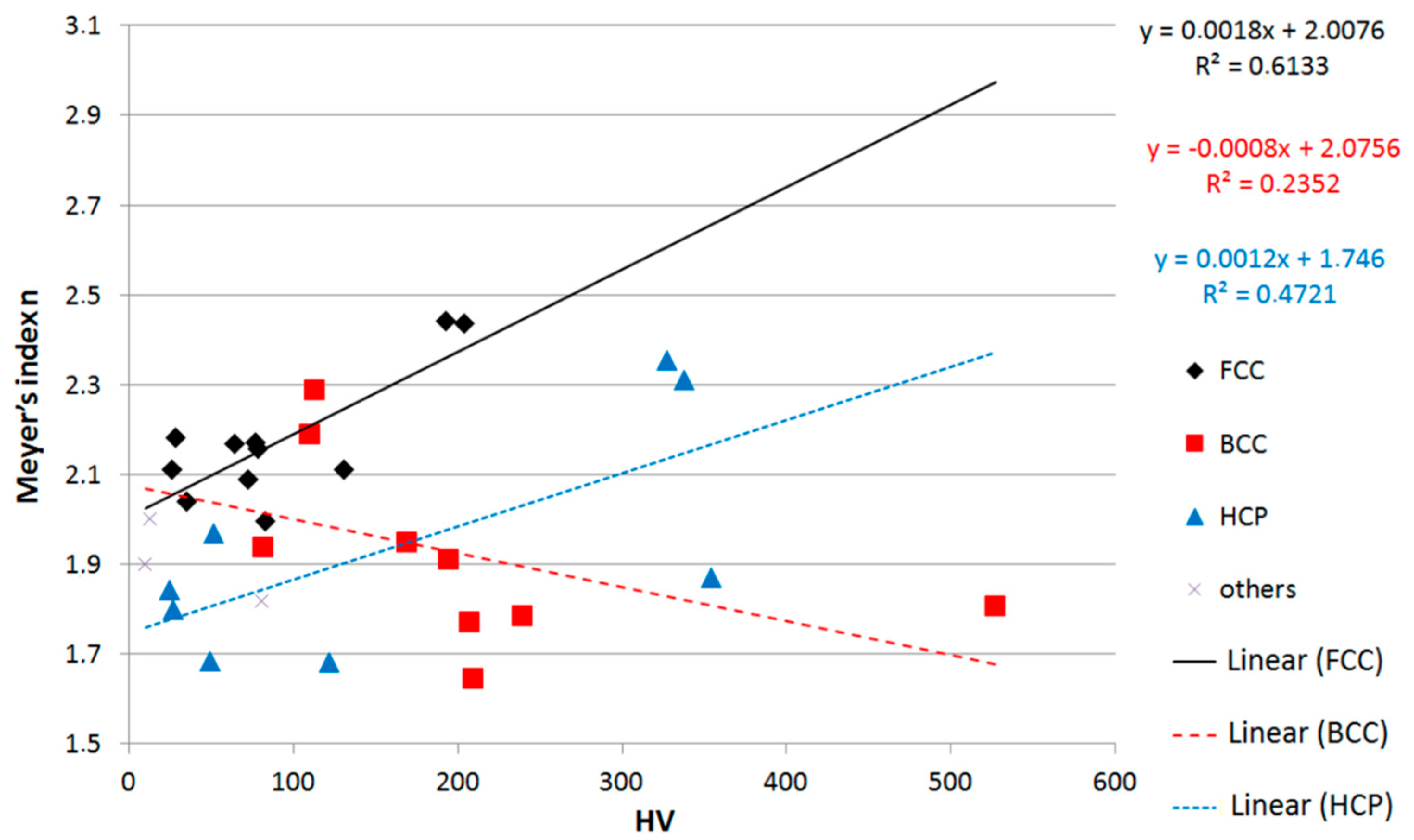
- A correlation was found between the micro-hardness and Meyer’s index (n) for metals with lattices FCC and HCP.
- As is apparent from the above results, the micro-hardness value is influenced by the size and nature of the ISE. If this is not taken into account, the measured micro-hardness values may be misleading. For this reason, we recommend using the above methodology to calculate the “true hardness”.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Westbrook, H.; Conrad, H. The Science of Hardness Testing and its Research Application; Metals Park American Society for Metals: Materials Park, OH, USA, 1973. [Google Scholar]
- ISO 6507-1; Metallic Materials—Vickers Hardness Test Part 1—Test Method. International Organization for Standardization ISO: Geneva, Switzerland, 2018.
- ISO 14577-1; Metallic Materials—Instrumented Indentation Test for Hardness and Materials Parameters Part 1—Test Method. International Organization for Standardization ISO: Geneva, Switzerland, 2015.
- Voyiadjis, G.Z.; Peters, R. Size Effects in Nanoindentation: An Experimental and Analytical Study. Acta Mech. 2010, 211, 131–153. [Google Scholar] [CrossRef]
- Golan, G.; Rabinovich, E.; Axelevitch, A.; Seidman, A.; Croitoru, N. Thin Films Indentation Size Effect In Microhardness Measurements. J. Optoelectron. Adv. Mater. 2000, 2, 317–325. Available online: http://citeseerx.ist.psu.edu/viewdoc/download?doi=10.1.1.560.9775&rep=rep1&type=pdf (accessed on 22 September 2011).
- Rayar, S.L.; Selvarajan, P. Structural, Mechanical, FTIR, SHG And Thermal Studies Of L-HTFA Single Crystals Grown by Solution Method. Recent Res. Sci. Technol. 2010, 2, 77–81. Available online: https://www.researchgate.net/publication/310800746_structural_mechanical_ftir_shg_and_thermal_studies_of_l-_htfa_single_crystals_grown_by_solution_method (accessed on 22 September 2011).
- Ruban Kumar, A.; Kalainathan, S. Effect of Magnetic Field in the Microhardness Studies on Calcium Hydrogen Phosphate Crystals. J. Phys. Chem. Solids 2010, 71, 1411–1415. [Google Scholar] [CrossRef]
- Gong, J.; Wu, J.; Guan, Z. Examination of the Indentation Size Effect in Low-Load Vickers Hardness Testing of Ceramics. J. Eur. Ceram. Soc. 1999, 19, 2625–2631. [Google Scholar] [CrossRef]
- Sangwal, K.; Surowska, B.; Błaziak, P. Analysis of the Indentation Size Effect in the Microhardness Measurement of Some Cobalt-Based Alloys. Mater. Chem. Phys. 2003, 77, 511–520. [Google Scholar] [CrossRef]
- Ren, X.J.; Hooper, R.M.; Griffiths, C.; Henshall, J.L. Indentation Size Effect in Ceramics: Correlation with H/E. J. Mater. Sci. Lett. 2003, 22, 1105–1106. [Google Scholar] [CrossRef]
- Petrík, J.; Blaško, P.; Domovcová, L.; Sedlák, R.; Guzanová, A.; Ťavodová, M.; Pribulová, A.; Futaš, P. Influence of Testers on the ISE Effect. Mater. Test. 2022, 64, 550–562. [Google Scholar] [CrossRef]
- Sangwal, K. On the Reverse Indentation Size Effect and Microhardness Measurement of Solids. Mater. Chem. Phys. 2000, 63, 145–152. [Google Scholar] [CrossRef]
- Navrátil, V.; Novotná, J. Some problems of microhardness of metals. J. Appl. Math. 2009, 2, 241–244. [Google Scholar]
- ISO 6507-2; Metallic Materials—Vickers Hardness Test Part 2—Verification and Calibration of Testing Machines. International Organization for Standardization ISO: Geneva, Switzerland, 2005.
- Fabík, R.; Halfarová, P.; Vykydal, D.; Lezhnev, S.; Klimeš, A. Analysis of results of testing of wire by reverse bending from the viewpoint of normality of the measured data. In Proceedings of the METAL 2014—23rd International Conference on Metallurgy and Materials, Brno, Czech Republic, 21–23 May 2014. [Google Scholar] [CrossRef]
- Sargent, P.M. Indentation Size Effect and Strain-Hardening. J. Mater. Sci. Lett. 1989, 8, 1139–1140. [Google Scholar] [CrossRef]
- Li, N.; Liu, L.; Zhang, M. The Role of Friction to the Indentation Size Effect in Amorphous and Crystallized Pd-Based Alloy. J. Mater. Sci. 2009, 44, 3072–3076. [Google Scholar] [CrossRef]
- Petrík, J.; Palfy, P. The Influence of the Load on the Hardness. Metrol. Meas. Syst. 2011, 18, 223–234. [Google Scholar] [CrossRef] [Green Version]
- Petrík, J. The Micro-Hardness of Heat Treated Carbon Steel. Mater. Sci. 2014, 20, 21–24. [Google Scholar] [CrossRef] [Green Version]
- Petrík, J.; Blaško, P.; Mihaliková, M.; Vasilňáková, A.; Mikloš, V. The Relationship between the Deformation and the Indentation Size Effect (ISE). Metall. Res. Technol. 2019, 116, 622. [Google Scholar] [CrossRef]
- Elmustafa, A.A.; Eastman, J.A.; Rittner, M.N.; Weertman, J.R.; Stone, D.S. Indentation Size Effect: Large Grained Aluminum versus Nanocrystalline Aluminum-Zirconium Alloys. Scr. Mater. 2000, 43, 951–955. [Google Scholar] [CrossRef]
- Elmustafa, A.A.; Stone, D.S. Indentation Size Effect in Polycrystalline, F.C.C. Metals. Acta Mater. 2002, 50, 3641–3650. [Google Scholar] [CrossRef]
- Atkinson, M. Calculation of Characteristic Macro-Hardness from Low-Load Indentation Tests. Mater. Sci. Eng. A 1995, 197, 165–169. [Google Scholar] [CrossRef]
- Liu, G.; Ni, S.; Song, M. Effect of Indentation Size and Grain/Sub-Grain Size on Microhardness of High Purity Tungsten. Trans. Nonferrous Met. Soc. China 2015, 25, 3240–3246. [Google Scholar] [CrossRef]
- Blaško, P.; Kupková, M.; Petrík, J.; Futaš, P.; Vasilňaková, A. The Indentation Size Effect of Sintered Fe/3.3 Wt-%Cu + C n H m Measured by Vickers Scale. Mater. Sci. Technol. 2020, 36, 403–408. [Google Scholar] [CrossRef]
- Tabor, D. The Hardness of Metals; Oxford Classic Texts in the Physical Sciences; Clarendon Press: Oxford, UK; Oxford University Press: Oxford, UK; New York, NY, USA, 2000; ISBN 978-0-19-850776-5. [Google Scholar]
- Sanosh, K.P.; Balakrishnan, A.; Francis, L.; Kim, T.N. Vickers and Knoop Micro-Hardness Behavior of Coarse-and Ultrafine-Grained Titanium. J. Mater. Sci. Technol. 2010, 26, 904–907. [Google Scholar] [CrossRef]
- Zhitaru, R.; Parshutin, V.; Paramonov, A.; Covali, A.; Agafii, V. Influence of conditions of friction indentation loading of some metals on the micro-hardness scale effect. Mold. J. Phys. Sci. 2008, 7, 438–448. [Google Scholar]
- Cai, X.; Yang, X.; Zhou, P. Dependence of Vickers Micro-Hardness on Applied Load in Indium. J. Mater. Sci. Lett. 1997, 16, 741–742. [Google Scholar] [CrossRef]
- Şahin, O.; Uzun, O.; Kölemen, U.; Uçar, N. Mechanical Characterization for β-Sn Single Crystals Using Nanoindentation Tests. Mater. Charact. 2008, 59, 427–434. [Google Scholar] [CrossRef]
- Muslić, M.; Orešković, L.; Rede, V.; Maksimović, V. Indentation Size Effect of Composite A356 + 6%FA Subjected to ECAP. Metals 2022, 12, 821. [Google Scholar] [CrossRef]
- Karaca, I.; Büyükakkas, S. Microhardness Characterization of Fe- and Co-Based Superalloys. Iran. J. Sci. Technol. Trans. Sci. 2019, 43, 1311–1319. [Google Scholar] [CrossRef]
- Tošenovský, J.; Tošenovský, F. Possibilities of Using Graphical and Numerical Tools in the Exposition of Process Capability Assessment Techniques. QIP J. 2019, 23, 13. [Google Scholar] [CrossRef]
- Klaput, P.; Vykydal, D.; Tošenovský, F.; Halfarová, P.; Plura, J. Problems of Application of Measurement System Analysis (MSA) in Metallurgical Production. Metal. Sisak Then Zagreb METABK 2016, 55, 535–537. Available online: https://www.researchgate.net/publication/298850843_Problems_of_application_of_measurement_system_analysis_MSA_in_metallurgical_production (accessed on 12 December 2017).
- Petrík, J.; Palfy, P.; Blaško, P.; Girmanová, L.; Havlík, M. The Indentation Size Effect (ISE) and the Speed of the Indenter Penetration into Test Piece. Manuf. Technol. 2016, 16, 771–777. [Google Scholar] [CrossRef]
- Zahran, H.Y.; Soliman, H.N.; Abd El-Rehim, A.F.; Habashy, D.M. Modelling the Effect of Cu Content on the Microstructure and Vickers Microhardness of Sn-9Zn Binary Eutectic Alloy Using an Artificial Neural Network. Crystals 2021, 11, 481. [Google Scholar] [CrossRef]
- Petrík, J.; Blaško, P.; Ďurišin, J.; Vasilňáková, A.; Guzanová, A. The Orientation of the Grains and Indentation Size Effect. Annals of Faculty Engineering Hunedoara. Int. J. Eng. 2019, 17, 69–72. Available online: http://annals.fih.upt.ro/pdf-full/2019/ANNALS-2019-3-10.pdf (accessed on 12 December 2017).

| Sample No. | Metal | Purity (%) | Crystal System Lattice | T (°C) | RH (%) | HV | HV SD | Norm | Outliers |
|---|---|---|---|---|---|---|---|---|---|
| 1 | Cu | 99.99 | FCC | 22.9 | 43.2 | 66.3 | 5.1 | 0.0113 | 0 |
| 2 | Cu | 99.99 | FCC | 27.6 | 58.4 | 69.8 | 6.1 | 0.1244 | 0 |
| 3 | Cu | 99.99 | FCC | 18.1 | 73.1 | 78.5 | 3.3 | 0.3494 | 0 |
| 4 | Cu | 99.99 | FCC | 22.8 | 40.1 | 76.3 | 5.5 | 0.0006 | 0 |
| 5 | Cu | 99.97 | FCC | 20.3 | 53.2 | 128.6 | 7.1 | 0.0641 | 0 |
| 6 | Al | 99.999 | FCC | 21.2 | 62.3 | 34.5 | 1.8 | 0.9813 | 0 |
| 7 | Al | 99.5 | FCC | 19.9 | 65.7 | 25.5 | 2.3 | 0.0002 | 0 |
| 8 | Al | 99.5 | FCC | 23.1 | 43.1 | 24.5 | 1.5 | 0.0006 | 0 |
| 9 | Ag | 99.9 | FCC | 27.8 | 57.7 | 65.9 | 5.6 | 0.0029 | 0 |
| 10 | Ni | 99.93 | FCC | 19.4 | 66.2 | 180.9 | 26.4 | 0.0002 | 0 |
| 11 | Ni | 99.93 | FCC | 24.3 | 46.1 | 182.1 | 25.5 | 0.0001 | 0 |
| 12 | Pb | 99.995 | FCC | 19.8 | 73.3 | 12.0 | 9.8 | 0.0000 | 0 |
| 13 | Mo | 99.9 | BCC | 19.5 | 34.7 | 237.1 | 25.0 | 0.4080 | 0 |
| 14 | Mo | 99.9 | BCC | 18.0 | 34.3 | 214.6 | 36.1 | 0.0027 | 0 |
| 15 | Cr | 99.9 | BCC | 17.6 | 35.2 | 193.9 | 19.9 | 0.0830 | 0 |
| 16 | Cr | 99.9 | BCC | 18.5 | 35.0 | 173.3 | 7.0 | 0.1784 | 0 |
| 17 | Fe | 99.9 | BCC | 25.4 | 53.6 | 111.1 | 11.7 | 0.0005 | 0 |
| 18 | Fe | 99.9 | BCC | 27.8 | 59.9 | 104.0 | 10.5 | 0.0245 | 0 |
| 19 | Mn | 99.9 | BCC | 19.3 | 32.9 | 83.0 | 4.3 | 0.3060 | 1 |
| 20 | Ta | 99.9 | BCC | 20.8 | 63.6 | 202.3 | 15.8 | 0.0440 | 1 |
| 21 | W | 99.95 | BCC | 18.1 | 34.7 | 582.4 | 68.4 | 0.0507 | 1 |
| 22 | Zn | 99.95 | HCP | 19.8 | 65.8 | 44.7 | 7.0 | 0.2045 | 0 |
| 23 | Ti | 99.5 | HCP | 20.9 | 62.9 | 125.5 | 20.8 | 0.0014 | 0 |
| 24 | Co | 99.6 | HCP | 25.7 | 55.5 | 316.9 | 42.6 | 0.0000 | 0 |
| 25 | Co | 99.6 | HCP | 25.0 | 51.0 | 309.7 | 35.8 | 0.0000 | 0 |
| 26 | Co | 99.6 | HCP | 14.4 | 36.1 | 354.6 | 28.8 | 0.3508 | 0 |
| 27 | Mg | 99.5 | HCP | 18.0 | 38.1 | 47.6 | 3.7 | 0.7152 | 0 |
| 28 | Cd | 99.96 | HCP | 19.0 | 35.0 | 26.8 | 2.2 | 0.0102 | 0 |
| 29 | Cd | 99.96 | HCP | 18.4 | 37.1 | 26.0 | 3.7 | 0.0003 | 2 |
| 30 | Sb | 99.8 | RH | 19.4 | 32.9 | 80.2 | 6.6 | 0.0055 | 0 |
| 31 | Bi | 99.5 | RH | 18.3 | 37.7 | 10.4 | 0.9 | 0.1491 | 0 |
| 32 | Sn | 99.5 | TBC | 14.4 | 36.1 | 12.5 | 0.7 | 0.1484 | 0 |
| Calibration No. | Hc (HV0.05) | Measured | Sample No. | MPV | ||||
|---|---|---|---|---|---|---|---|---|
| rrel | Erel | Urel | rrel | Erel | Urel | |||
| 1 | 195 | 2.88 | 0.82 | 6.01 | 1, 2, 7, 8, | 9 | 10 | 10 |
| 2 | 195 | 7.00 | −4.60 | 11.78 | 3 | 9 | 10 | 10 |
| 3 | 195 | 3.70 | 6.59 | 12.12 | 4 | 9 | 10 | 10 |
| 4 | 195 | 8.67 | 1.65 | 10.16 | 5 | 9 | 10 | 10 |
| 5 | 195 | 2.15 | −0.64 | 5.45 | 6, 9, 12, 22, | 9 | 10 | 10 |
| 6 | 195 | 7.31 | 8.96 | 16.99 | 10, 11, 17, 18 | 9 | 10 | 10 |
| 7 | 195 | 3.58 | −0.60 | 6.14 | 27, 31, 32 | 9 | 10 | 10 |
| 8 | 195 | 3.67 | 4.44 | 10.37 | 28, 30, 31 | 9 | 10 | 10 |
| 9 | 195 | 1.44 | 0.21 | 4.93 | 20, 23 | 9 | 10 | 10 |
| 10 | 195 | 3.67 | 4.44 | 10.37 | 19 | 9 | 10 | 10 |
| 11 | 242 | 4.10 | 5.18 | 11.21 | 13, 14, 15, 16 | 5 | 8 | 8 |
| 12 | 327 | 3.71 | −0.31 | 4.90 | 24, 25 | 5 | 9 | 9 |
| 13 | 327 | 3.71 | −0.31 | 4.90 | 26 | 5 | 9 | 9 |
| 14 | 392 | 4.49 | 8.27 | 19.91 | 21 | 5 | 10 | 10 |
| 15 | 519 | 2.82 | 0.44 | 5.06 | 21 | 5 | 10 | 10 |
| Sample No. | Metal | Load (N) | Urel0.05 (%) | Influence of Load—p Value | α% | |||
|---|---|---|---|---|---|---|---|---|
| 0.09807 | 0.19614 | 0.49035 | 0.9807 | |||||
| 1 | Cu | 55.0 | 65.0 | 72.0 | 63.0 | 24.0 | 1.91 × 10−15 | 88.0 |
| 2 | Cu | 58.0 | 62.0 | 77.0 | 67.0 | 31.8 | 2.91 × 10−14 | 84.8 |
| 3 | Cu | 79.0 | 76.0 | 83.0 | 77.0 | 23.8 | 0.001718 | 45.8 |
| 4 | Cu | 68.0 | 70.0 | 78.0 | 77.0 | 22.9 | 3.47 × 10−12 | 81.8 |
| 5 | Cu | 113.9 | 125.7 | 130.3 | 125.9 | 22.7 | 1.75 × 10−07 | 67.8 |
| 6 | Al | 33.0 | 35.0 | 35.0 | 36.0 | 47.4 | 0.000644 | 58.3 |
| 7 | Al | 21.0 | 23.0 | 28.0 | 25.0 | 59.5 | 9.78 × 10−16 | 88.1 |
| 8 | Al | 22.0 | 23.0 | 26.0 | 24.0 | 65.0 | 8.22 × 10−09 | 72.7 |
| 9 | Ag | 62.0 | 60.0 | 64.0 | 77.0 | 25.9 | 2.17 × 10−08 | 71.2 |
| 10 | Ni | 132.0 | 147.0 | 193.0 | 182.0 | 10.0 | 4.09 × 10−21 | 93.6 |
| 11 | Ni | 135.0 | 147.0 | 204.0 | 194.0 | 10.1 | 1.35 × 10−16 | 89.2 |
| 12 | Pb | 31.0 | 17.4 | 6.2 | - | 263.4 | 7.35 × 10−25 | 99.3 |
| 13 | Mo | 276.8 | 256.6 | 238.7 | 214.3 | 13.9 | 2.17 × 10−09 | 74.6 |
| 14 | Mo | 281.0 | 265.9 | 209.2 | 169.6 | 11.5 | 2.91 × 10−17 | 90.0 |
| 15 | Cr | 230.2 | 217.8 | 207.2 | 165.7 | 11.3 | 2.13 × 10−19 | 92.2 |
| 16 | Cr | 172.9 | 185.3 | 168.9 | 160.6 | 13.9 | 6.57 × 10−09 | 73.0 |
| 17 | Fe | 85.0 | 100.0 | 113.0 | 115.0 | 17.0 | 5.95 × 10−13 | 83.4 |
| 18 | Fe | 81.0 | 95.0 | 110.0 | 102.0 | 16.4 | 1.86 × 10−18 | 91.3 |
| 19 | Mn | 88.3 | 82.7 | 81.5 | 81.9 | 22.1 | 0.027206 | 35.2 |
| 20 | Ta | 219.0 | 210.0 | 194.0 | 190.0 | 10.8 | 0.091818 | 29.2 |
| 21 | W | 692.9 | 681.0 | 527.1 | 564.8 | 8.9 | 9.48 × 10−10 | 75.7 |
| 22 | Zn | 55.0 | 50.0 | 49.0 | 34.0 | 33.4 | 9.99 × 10−13 | 83.0 |
| 23 | Ti | 164.0 | 139.0 | 122.0 | 105.0 | 15.0 | 9.85 × 10−10 | 75.6 |
| 24 | Co | 424.0 | 261.0 | 338.0 | 307.0 | 8.9 | 6.1 × 10−18 | 90.8 |
| 25 | Co | 227.0 | 265.0 | 327.0 | 316.0 | 8.9 | 3.3 × 10−25 | 93.7 |
| 26 | Co | 400.0 | 368.6 | 354.1 | 323.8 | 11.2 | 1.08 × 10−05 | 59.6 |
| 27 | Mg | 46.7 | 45.3 | 51.7 | 44.8 | 34.7 | 3.48 × 10−06 | 62.1 |
| 28 | Cd | 29.7 | 30.9 | 24.6 | 24.6 | 36.1 | 6.46 × 10−12 | 81.2 |
| 29 | Cd | 29.7 | 32.1 | 27.0 | 23.6 | 66.3 | 6.46 × 10−12 | 81.2 |
| 30 | Sb | 91.5 | 89.4 | 80.5 | 75.4 | 22.7 | 8.1 × 10−13 | 83.2 |
| 31 | Bi | 11.9 | 11.0 | 9.7 | 10.9 | 178.0 | 1.12 × 10−06 | 64.4 |
| 32 | Sn | 12.2 | 12.4 | 12.3 | 11.7 | 141.0 | 1.08 × 10−05 | 59.6 |
| Sample No. | Metal | HPSRa2 | HPSRc2 | HPSRA1 |
|---|---|---|---|---|
| 1 | Cu | 65.8 | 29.3 | 64.0 |
| 2 | Cu | 74.9 | 28.1 | 70.0 |
| 3 | Cu | 76.6 | 60.2 | 76.5 |
| 4 | Cu | 83.1 | 57.5 | 78.6 |
| 5 | Cu | 137.8 | 108.1 | 132.0 |
| 6 | Al | 36.4 | 46.2 | 36.0 |
| 7 | Al | 27.9 | 13.9 | 26.1 |
| 8 | Al | 26.1 | 19.1 | 25.0 |
| 9 | Ag | 78.7 | 106.4 | 73.9 |
| 10 | Ni | 236.3 | 86.3 | 203.1 |
| 11 | Ni | 242.8 | 159.5 | 210.4 |
| 12 | Pb | −0.3 | 8.5 | 4.9 |
| 13 | Mo | 180.8 | 129.7 | 201.7 |
| 14 | Mo | 134.8 | 82.1 | 164.4 |
| 15 | Cr | 146.1 | 95.9 | 163.4 |
| 16 | Cr | 160.8 | 124.6 | 164.3 |
| 17 | Fe | 133.3 | 94.5 | 120.9 |
| 18 | Fe | 111.1 | 32.2 | 103.7 |
| 19 | Mn | 78.5 | 78.1 | 80.5 |
| 20 | Ta | 182.7 | 152.7 | 189.4 |
| 21 | W | 499.6 | 726.6 | 550.5 |
| 22 | Zn | 27.4 | 3.6 | 32.6 |
| 23 | Ti | 83.9 | 75.5 | 100.1 |
| 24 | Co | 350.0 | 182.9 | 317.0 |
| 25 | Co | 383.1 | 194.9 | 340.1 |
| 26 | Co | 309.2 | 258.6 | 326.2 |
| 27 | Mg | 42.8 | 18.5 | 43.4 |
| 28 | Cd | 22.8 | 22.2 | 24.6 |
| 29 | Cd | 20.7 | 17.2 | 22.8 |
| 30 | Sb | 66.0 | 63.4 | 72.1 |
| 31 | Bi | 10.1 | 15.8 | 10.5 |
| 32 | Sn | 12.1 | 8.6 | 12.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Petrík, J.; Blaško, P.; Markulík, Š.; Šolc, M.; Palfy, P. The Indentation Size Effect (ISE) of Metals. Crystals 2022, 12, 795. https://doi.org/10.3390/cryst12060795
Petrík J, Blaško P, Markulík Š, Šolc M, Palfy P. The Indentation Size Effect (ISE) of Metals. Crystals. 2022; 12(6):795. https://doi.org/10.3390/cryst12060795
Chicago/Turabian StylePetrík, Jozef, Peter Blaško, Štefan Markulík, Marek Šolc, and Pavol Palfy. 2022. "The Indentation Size Effect (ISE) of Metals" Crystals 12, no. 6: 795. https://doi.org/10.3390/cryst12060795
APA StylePetrík, J., Blaško, P., Markulík, Š., Šolc, M., & Palfy, P. (2022). The Indentation Size Effect (ISE) of Metals. Crystals, 12(6), 795. https://doi.org/10.3390/cryst12060795