
Powder Extrusion Printing and Sintering Densification Behaviors of Ultrafine 98W-1Ni-1Fe Alloy Powder


Abstract
:1. Introduction
2. Experimental Materials and Procedure
2.1. Powders
2.2. Binder Systems
2.3. Feedstock Preparation
2.4. Rheological Measurements
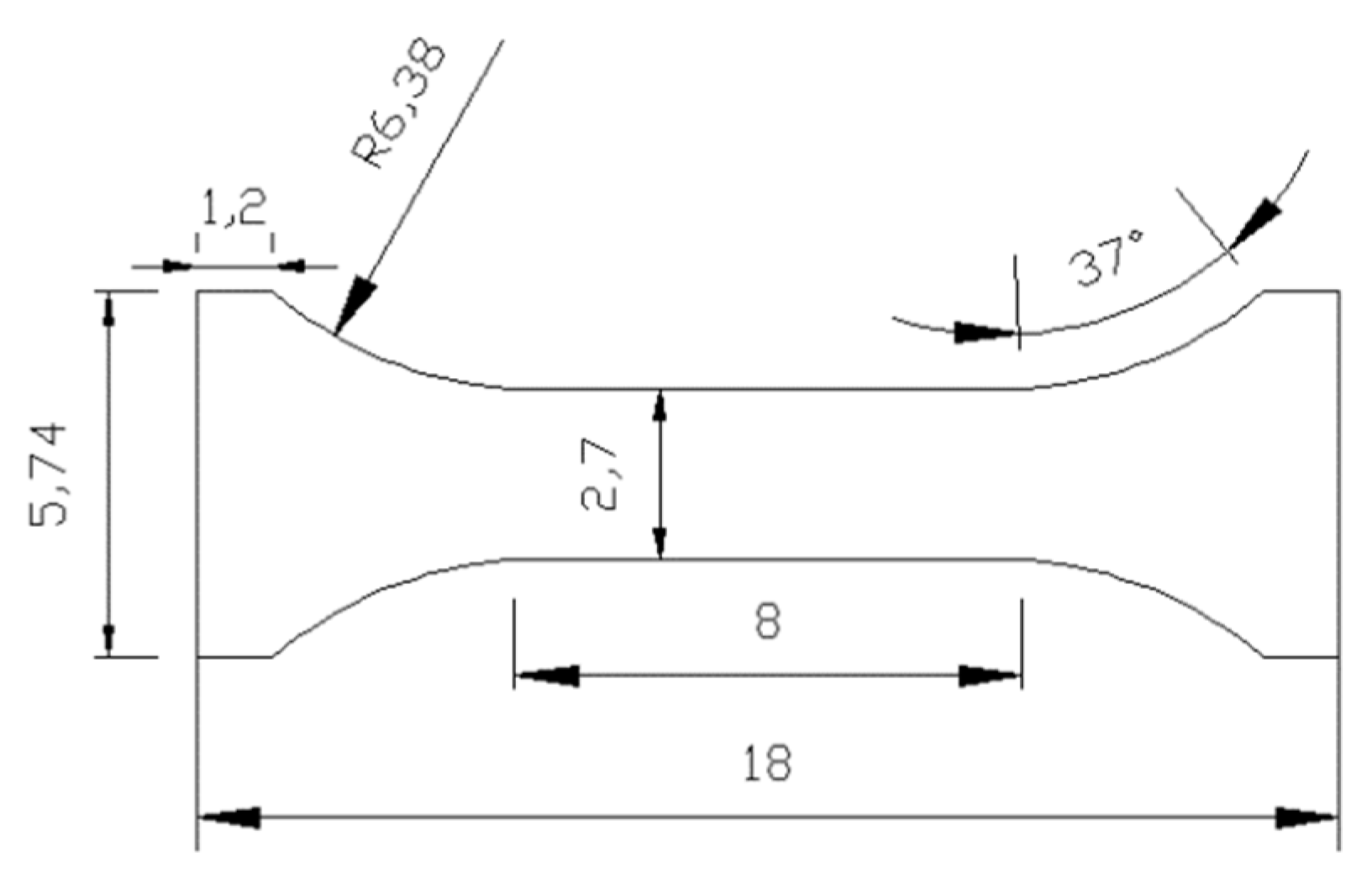
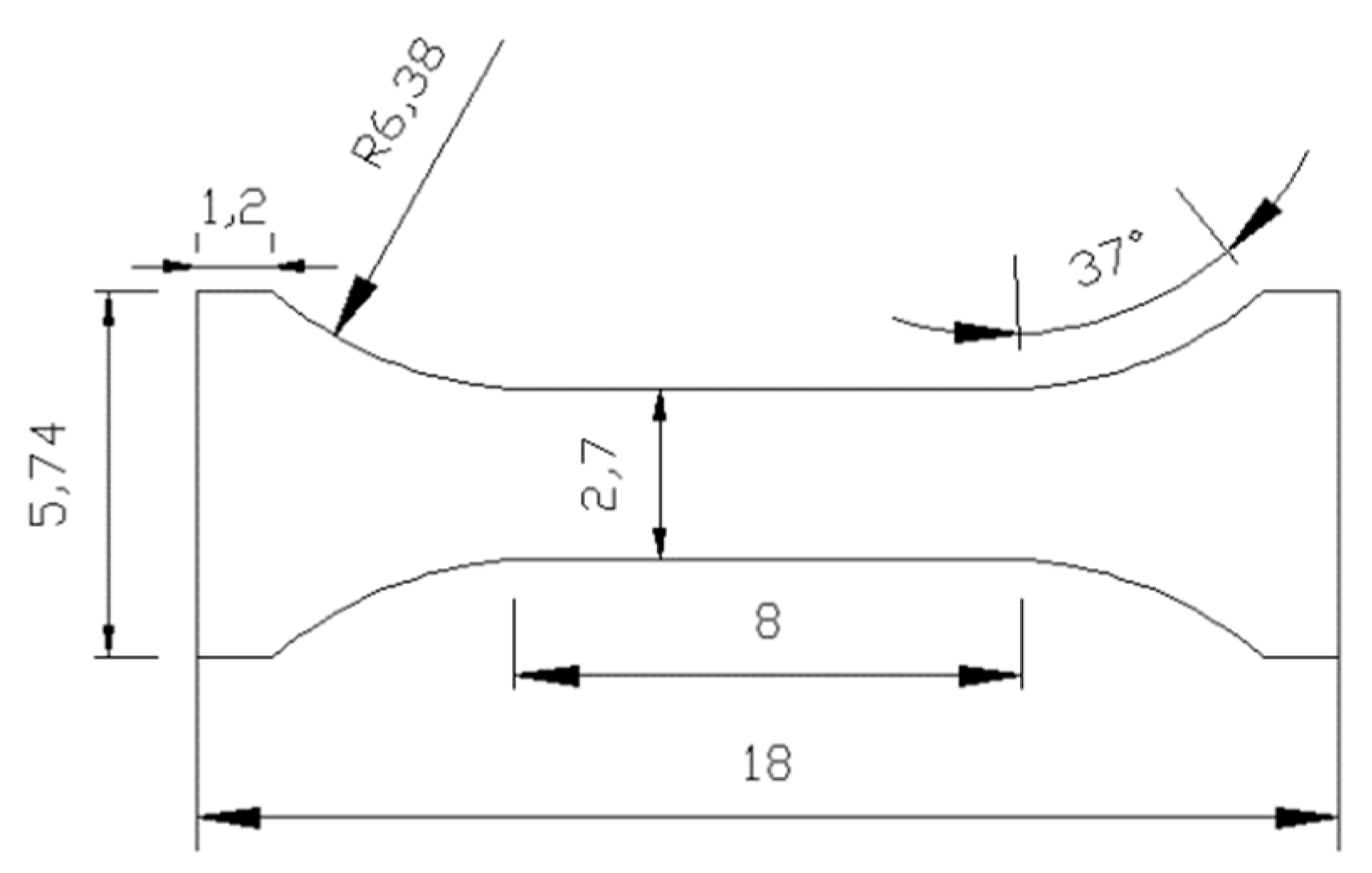
2.5. PEP, Sintering, and Performance Test for the Sintered Compacts
3. Results and Discussion
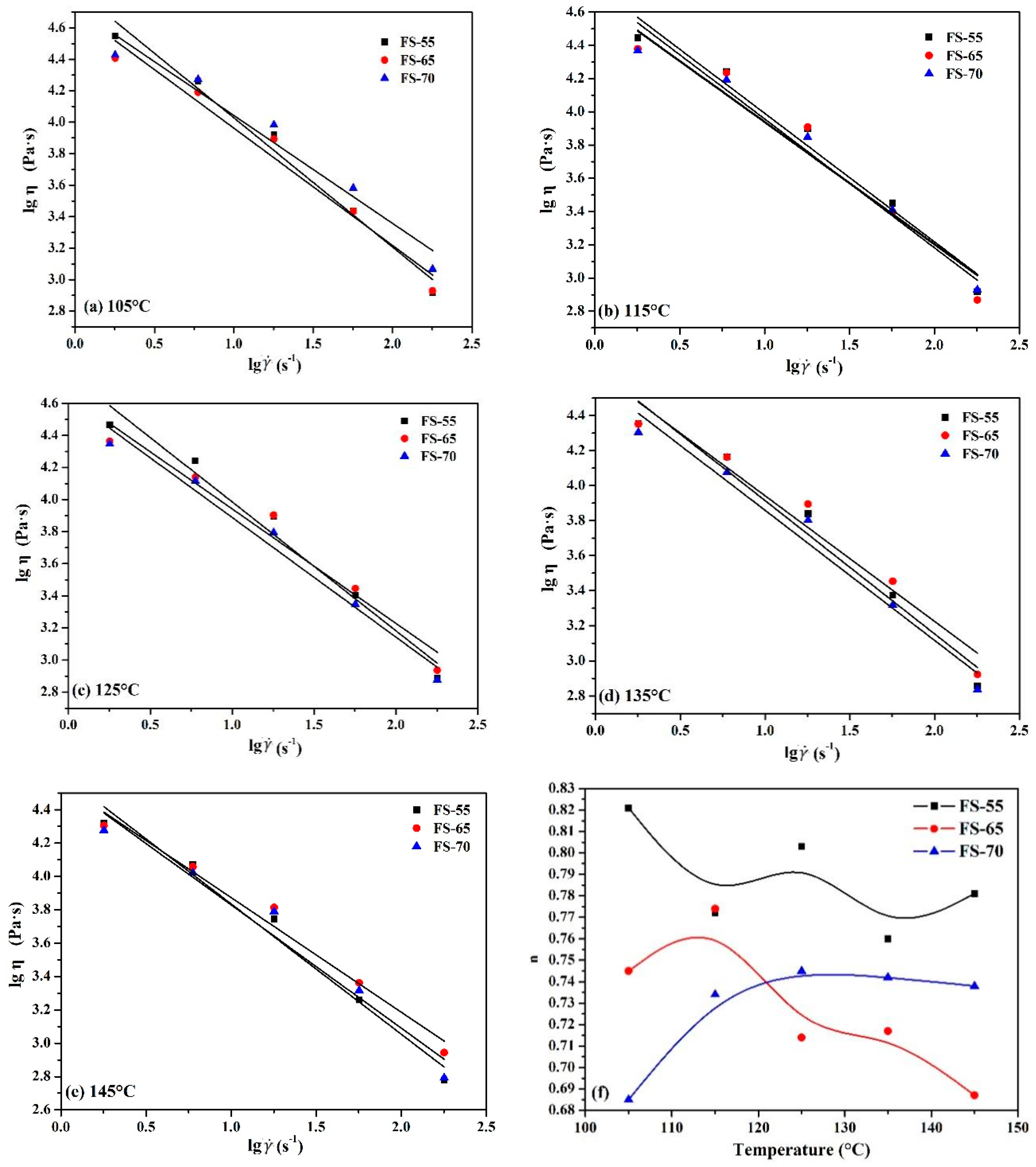
3.1. Feedstock Viscosity
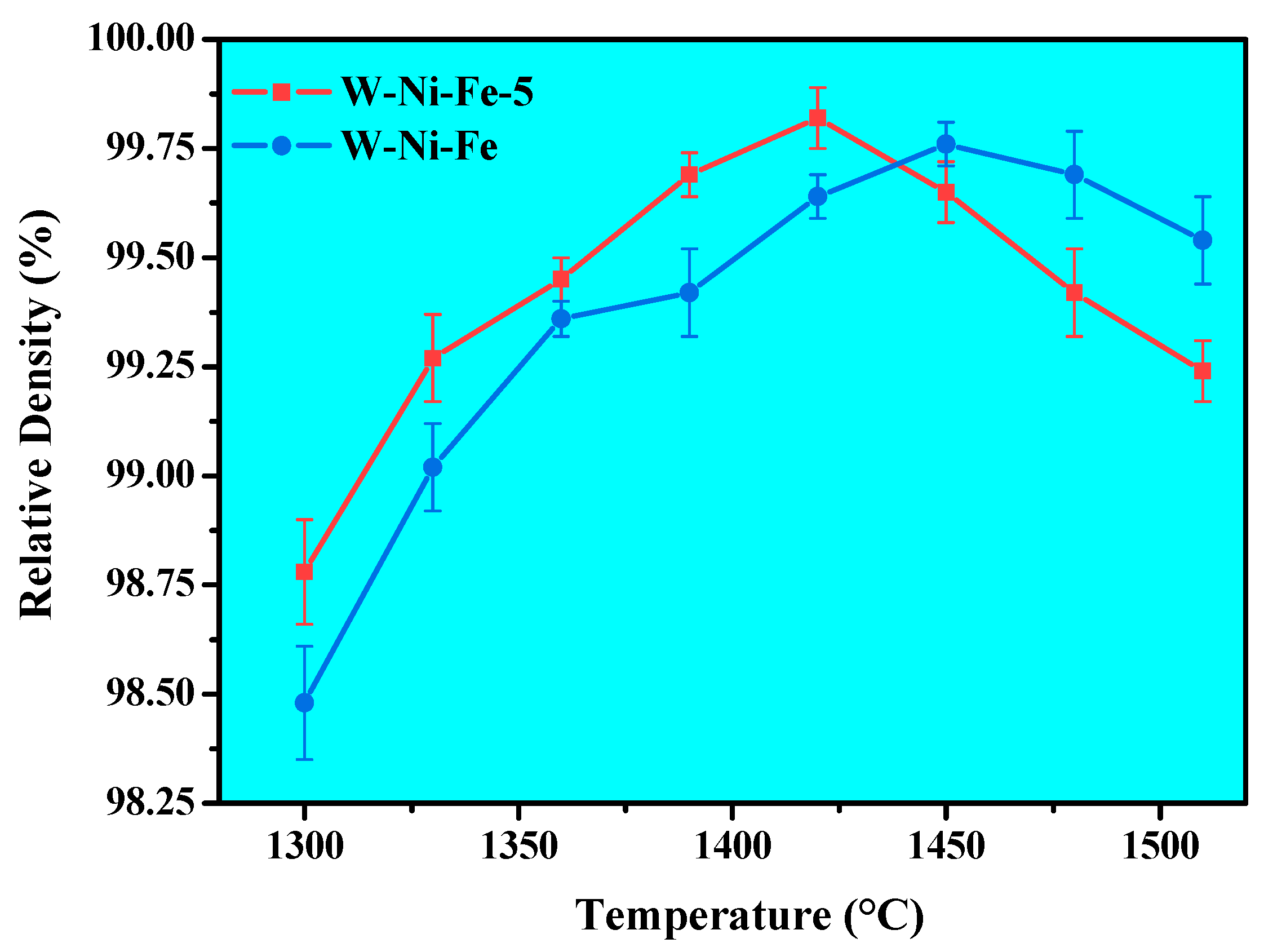
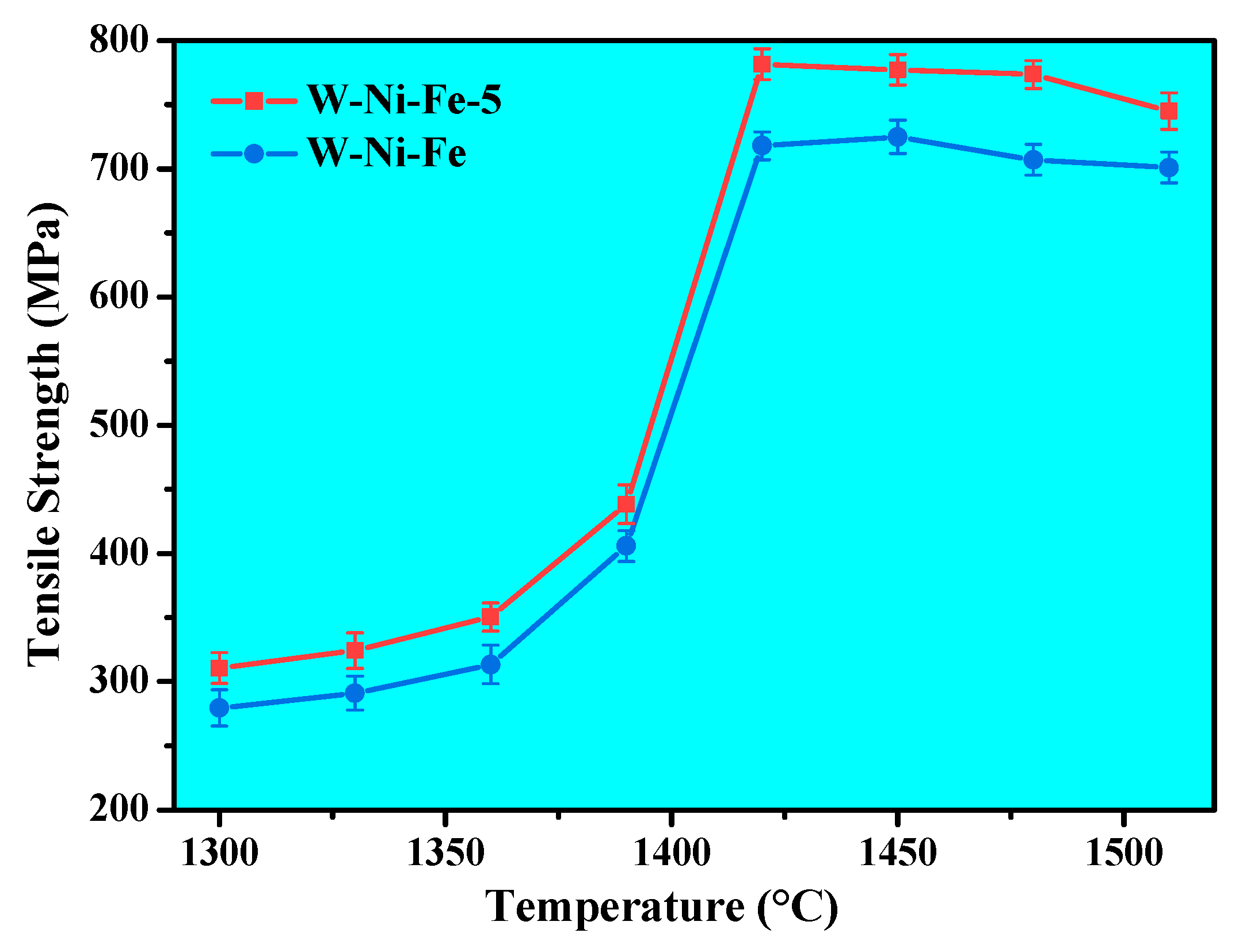
3.2. Sintering Densification and Mechanical Properties
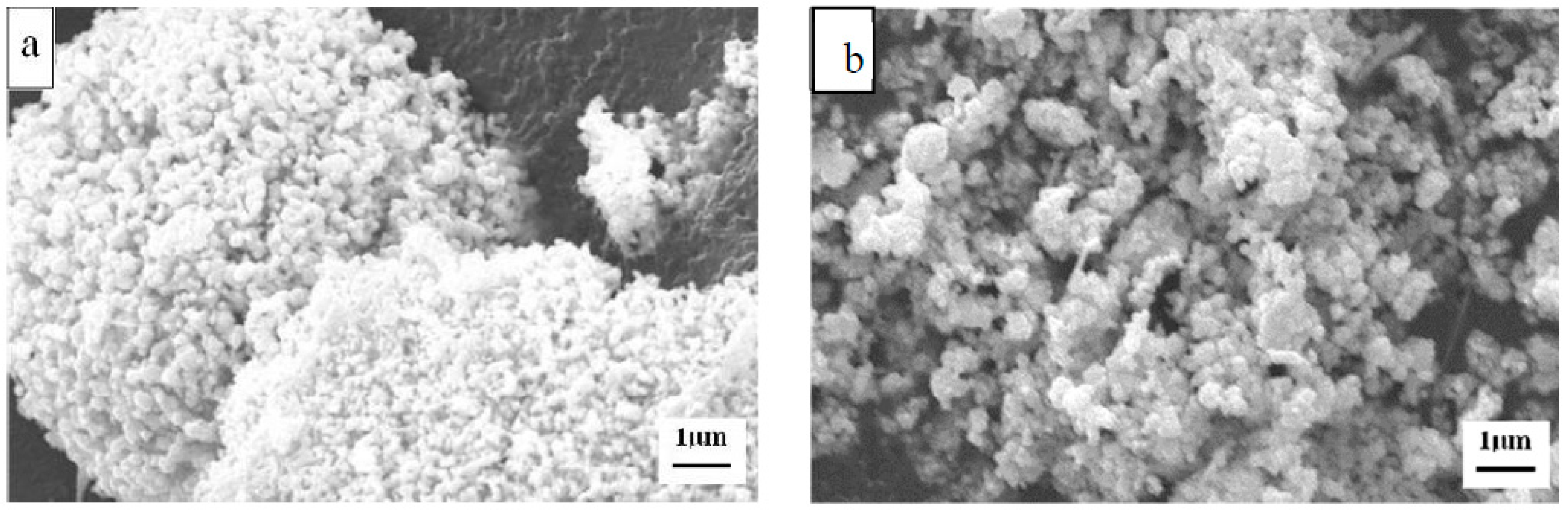
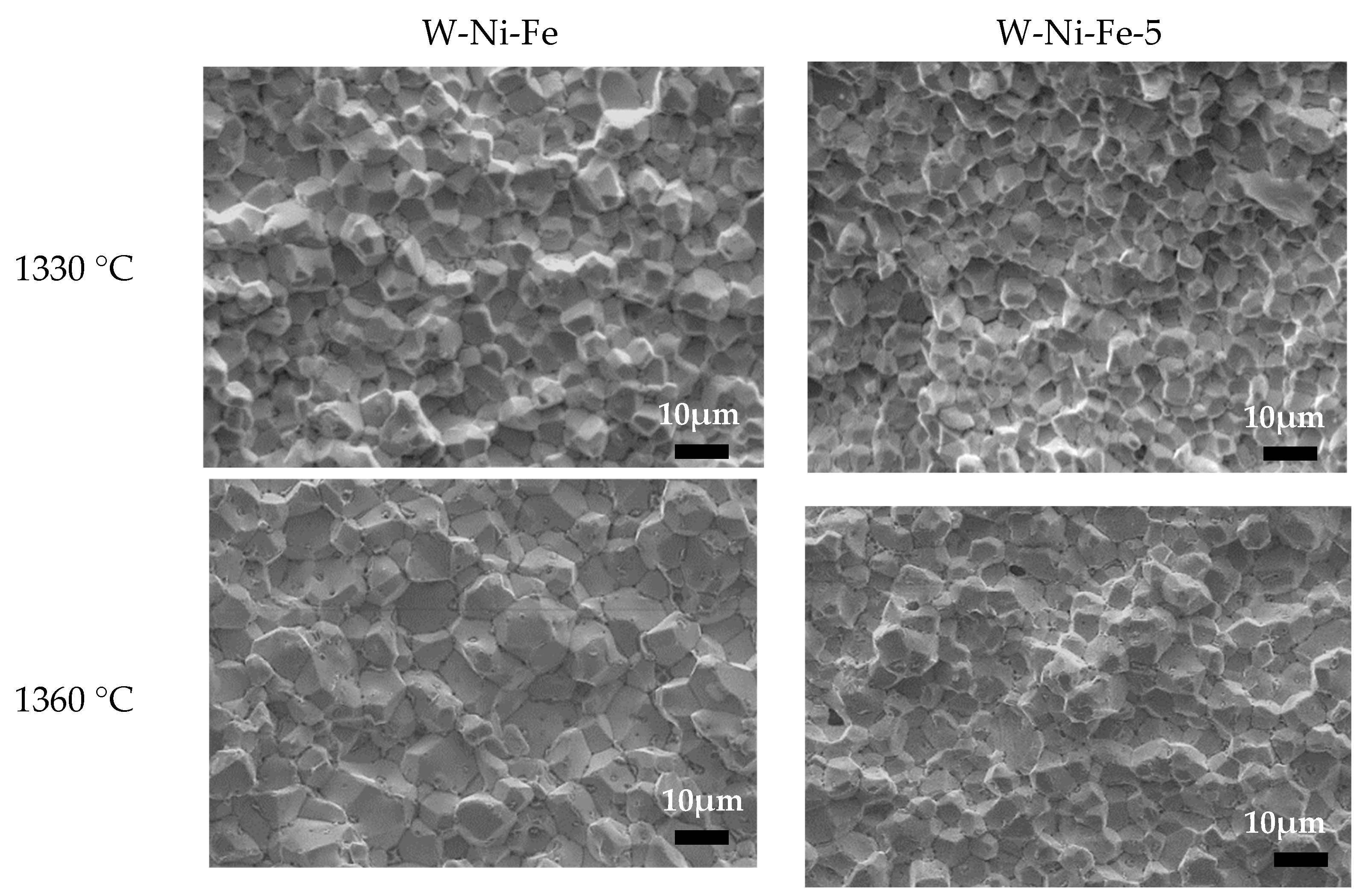
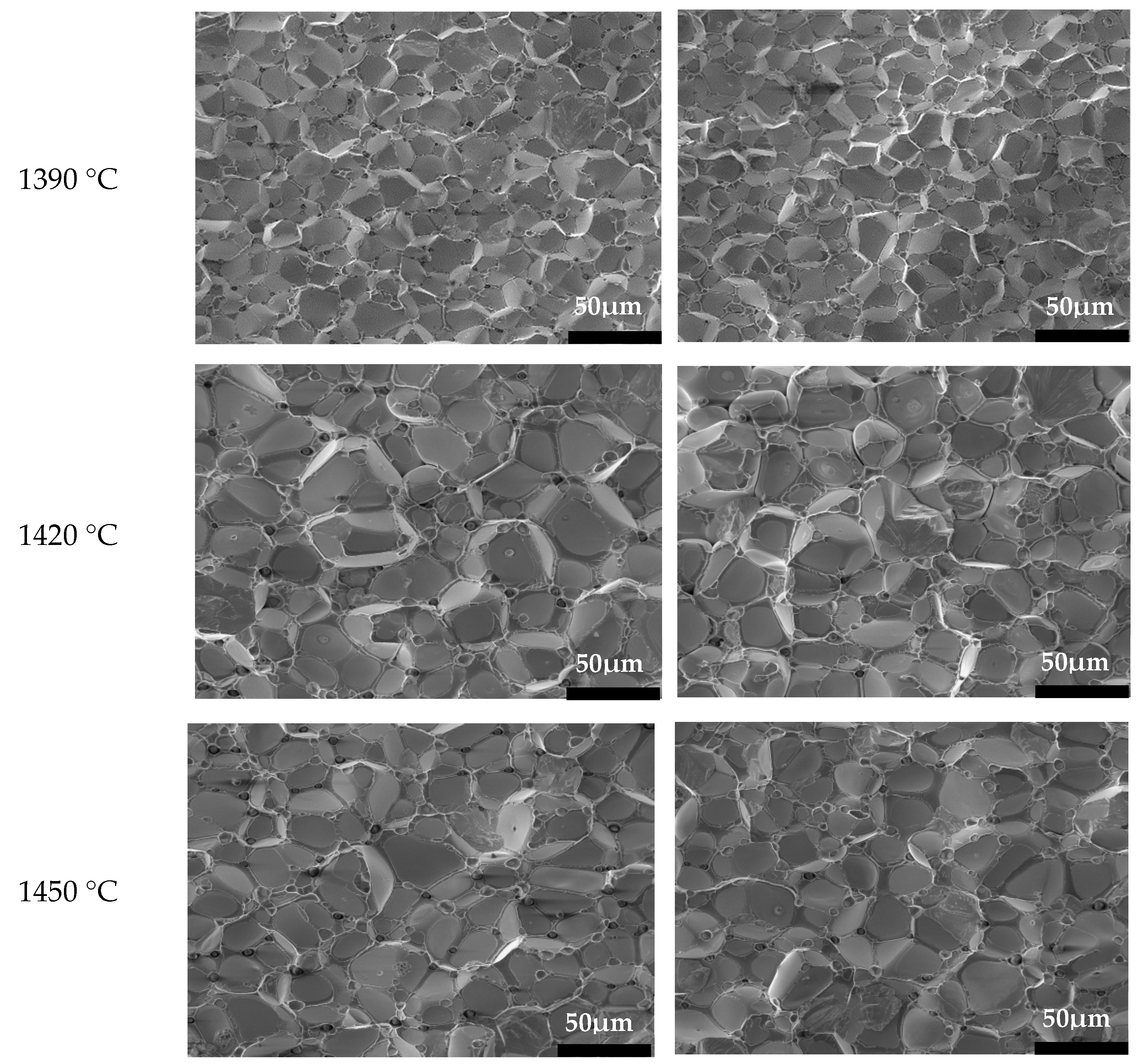
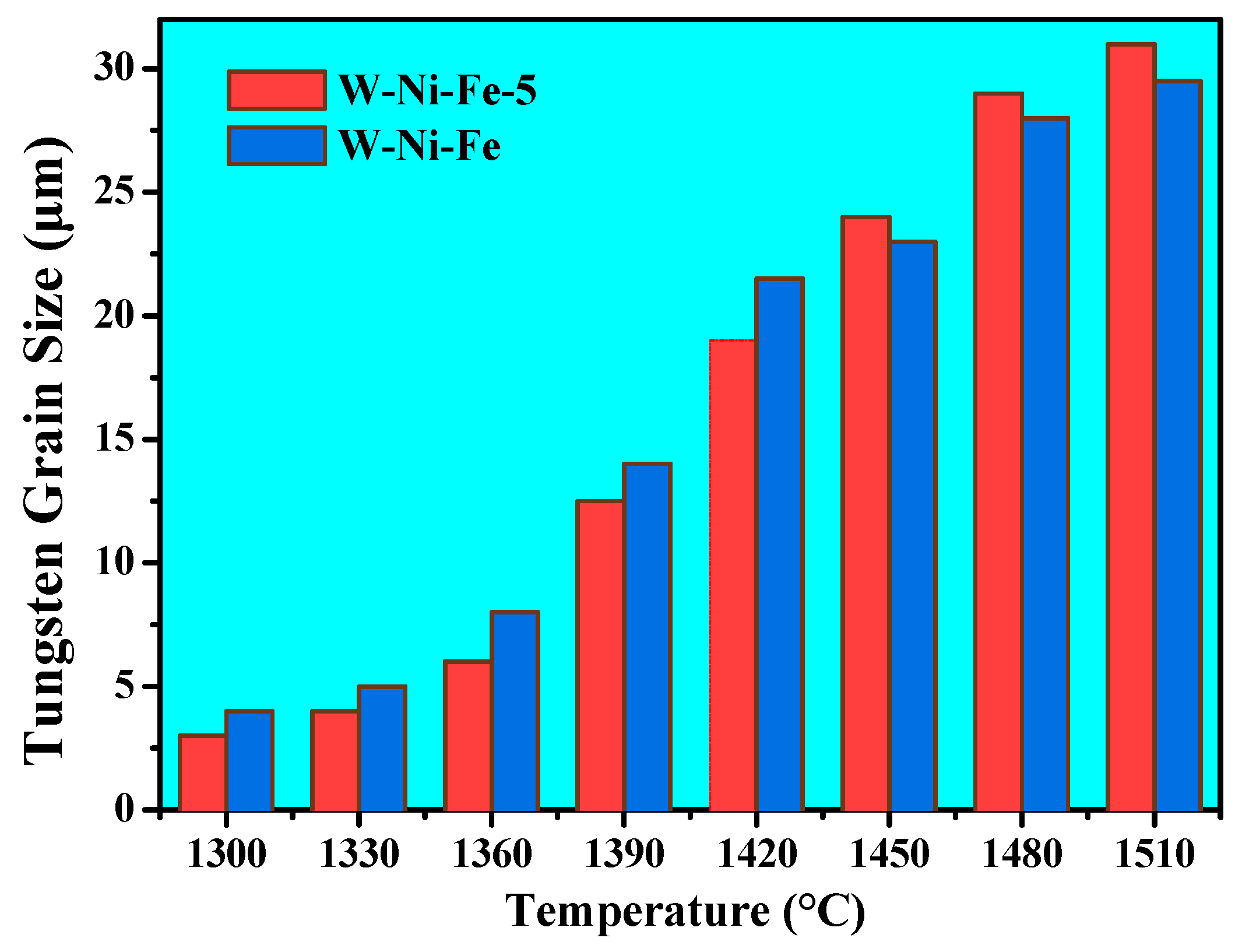
3.3. Microstructures
4. Conclusions
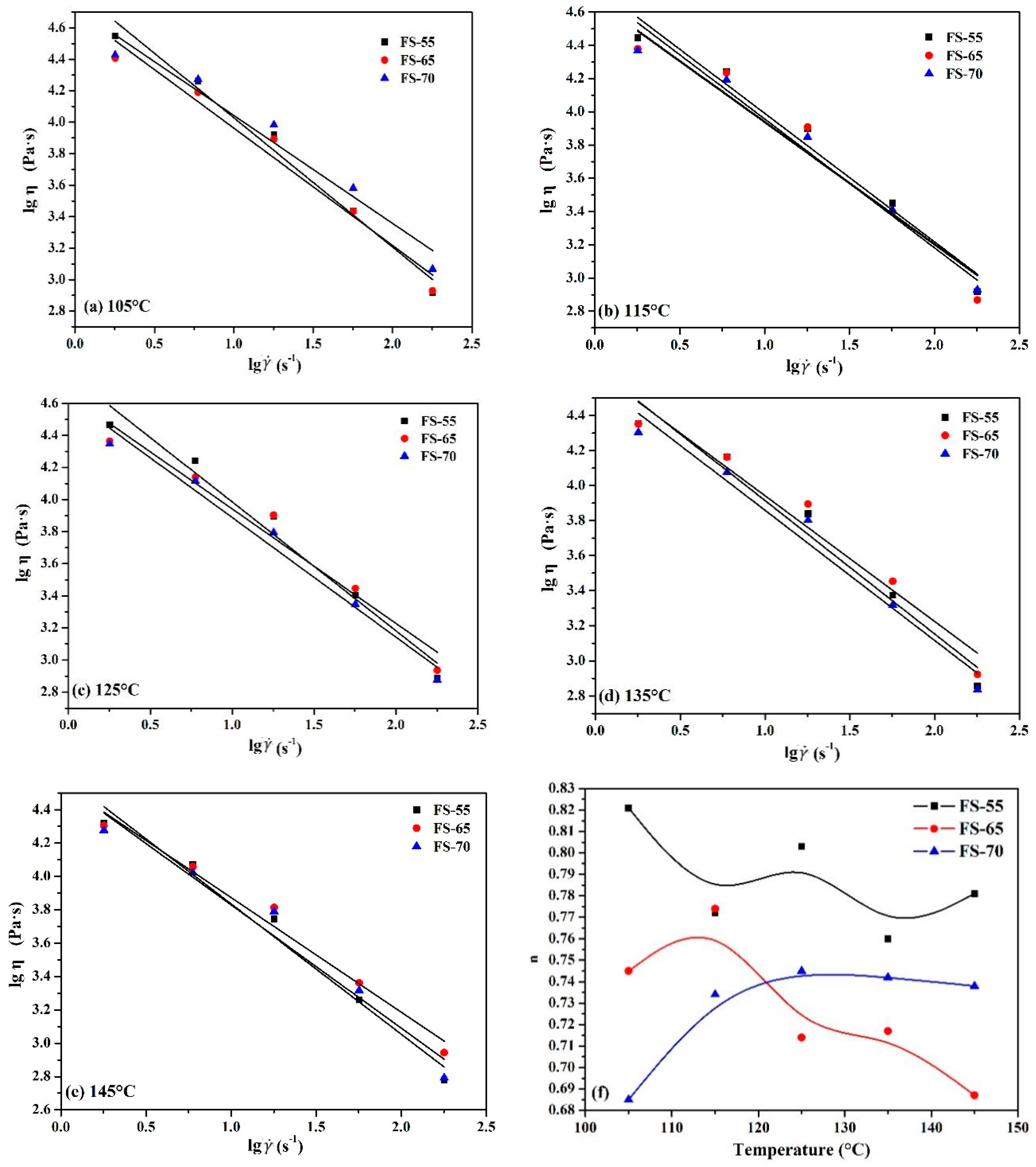
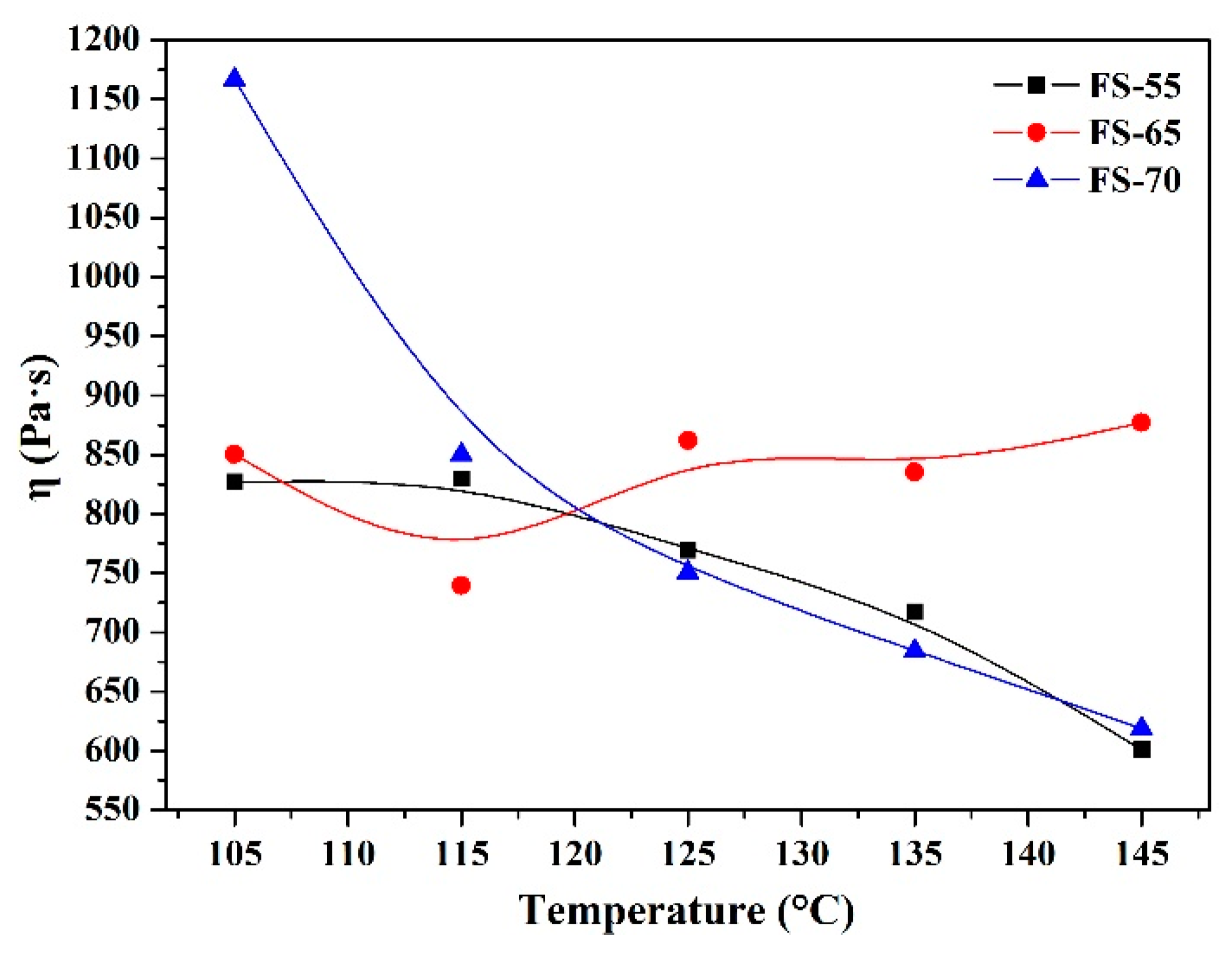
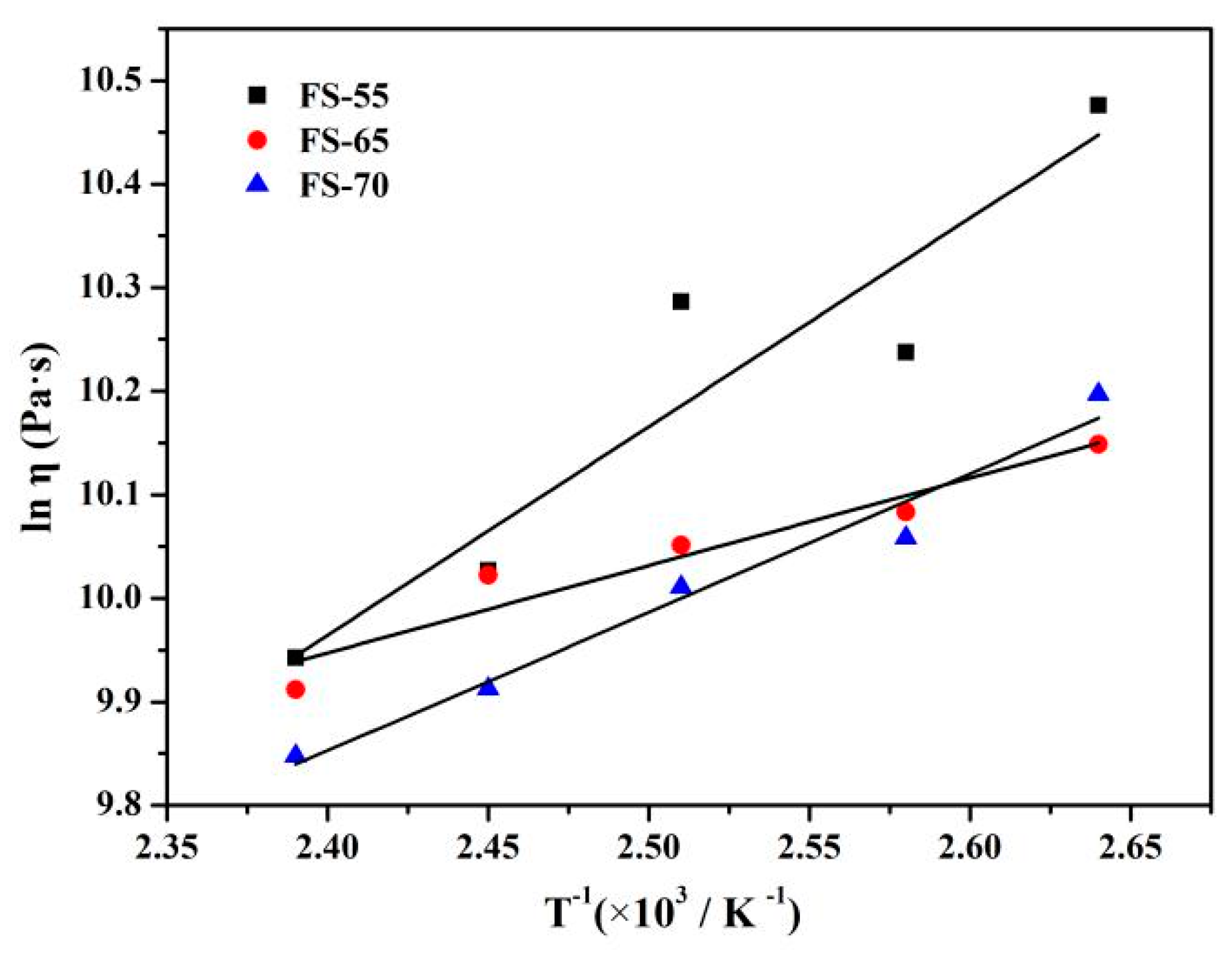
- Over the temperature range of 105–145 °C, all of the three kinds of feedstocks exhibit pseudoplastic behavior. Within this temperature range, the three kinds of feedstocks reach their different maximum n values at different temperatures. In general, the order of n values from various feedstocks is nFS-70 < nFS-65 < nFS-55, so the FS-55 has the lowest shear sensitive. The order of the E values from various feedstocks is EFS-65 < EFS-70 < EFS-55, so the FS-65 has the lowest temperature sensitive.
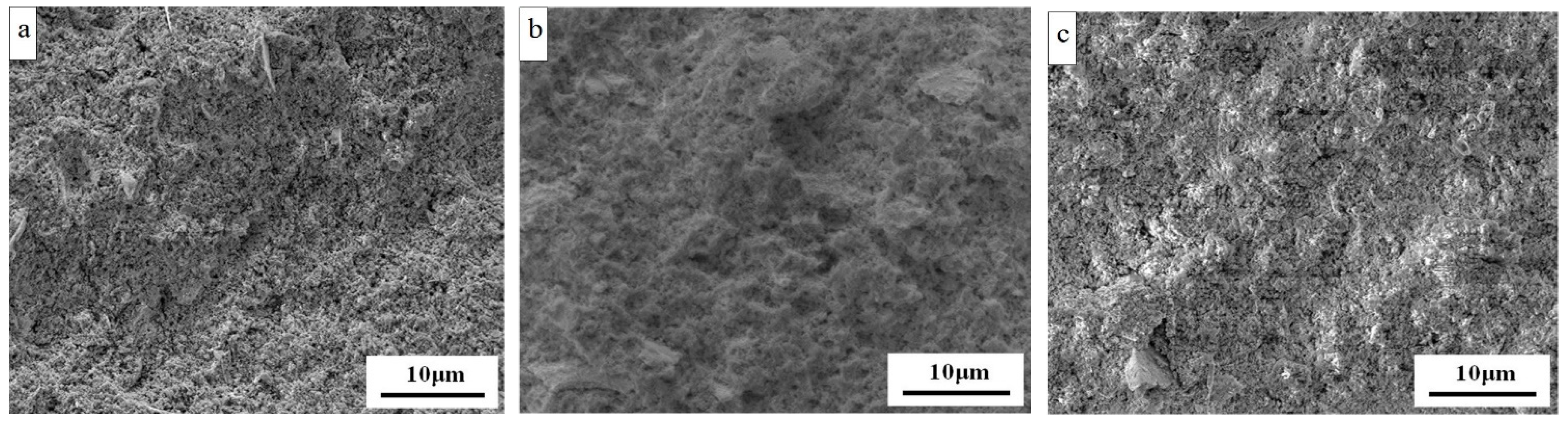
- Compared with the FS-55 and FS-70 binder system, the FS-65 binder system is more appropriate for the PEP of ultrafine 98W-1Ni-1Fe powder due to its better composite rheology and more homogeneous microstructure.
- The PEPed ultrafine 98W-1Ni-1Fe can be sintered to near-full densification at 1420 °C, which is much lower than traditional micro-scaled powder. The sintered 98W-1Ni-1Fe shows a good mechanical performance due to its fine and uniform microstructure, its tensile strength can reach ~800 MPa, and its grain size is about 15 μm.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Yu, Y.; Ren, C.Y.; Zhang, W.C. Compressive behavior of liquid phase sintered 90W-7Ni-3Fe heavy alloy at high temperature and low strain rate condition. Int. J. Refract. Met. Hard Mater. 2018, 76, 149–157. [Google Scholar] [CrossRef]
- Zh, A.; Ye, L.; Zhu, Q.B.; Yz, A.; Ji, D.C.; Zy, A.; Zw, A.; Zm, A. The preparation of high-performance 96W-2.7Ni-1.3Fe alloy parts by powder extrusion 3D printing. Mater. Sci. Eng. A 2021, 817, 1–8. [Google Scholar]
- Fan, J.L. Tungsten Alloys and The New Technologies for Their Preparation; Metallurgical Industry Press: Beijing, China, 2006. [Google Scholar]
- Lin, T.; Zhao, F.; Zhang, L.Y.; Wu, C.Y.; Guo, Z.M. Fine grain tungsten produced with nanoscale powder. J. Univ. Sci. Technol. Beijing 2005, 12, 277–280. [Google Scholar]
- Zhou, Z.J.; Ma, Y.; Du, J.; Linke, J. Fabrication and characterization of ultra-fine grained tungsten by resistance sintering under ultra-high pressure. Mater. Sci. Eng. A 2009, 27, 701–704. [Google Scholar] [CrossRef]
- Fang, Z.Z.; Wang, H. Densification and grain growth during sintering of nanosized particles. Int. Mater. Rev. 2008, 53, 326–352. [Google Scholar] [CrossRef]
- Jiang, Q. Size-dependent initial sintering temperature of ultrafine particles. J. Mater. Sci. Technol. 1998, 14, 171–172. [Google Scholar]
- Han, Y.; Fan, J.L.; Liu, T.; Cheng, H.C.; Tian, J.M. The effects of ball-milling treatment on the densification behavior of ultra-fine tungsten powder. Int. J. Refract. Met. Hard Mater. 2011, 29, 743–750. [Google Scholar] [CrossRef]
- Supriadi, S.; Baek, E.R.; Choi, C.J.; Lee, B.T. Binder system for STS 316 nanopowder feedstocks in micro-metal injection molding. J. Mater. Processing Technol. 2007, 187–188, 270–273. [Google Scholar] [CrossRef]
- Li, Y.M.; Liu, X.Q.; Luo, F.H.; Yue, J.L. Effects of surfactant on properties of PIM feedstock. Trans. Nonferrous Met. Soc. China 2007, 17, 1–8. [Google Scholar] [CrossRef]
- Ren, S.B.; He, X.B.; Qu, X.H.; Humail, I.S.; Li, Y. Effects of binder compositions on characteristics of feedstocks of microsized SiC ceramic injection molding. Powder Metall. 2007, 50, 255–259. [Google Scholar] [CrossRef]
- Ren, S.B.; He, X.B.; Qu, X.H.; Humail, I.S.; Wei, Y.P. Influence of binder composition on rheological behavior of injection-molded microsized SiC suspensions. J. Univ. Sci. Technol. Beijing Miner. Metall. Mater. 2008, 15, 297–301. [Google Scholar] [CrossRef]
- Huang, B.Y.; Liang, S.Q.; Qu, X.H. The rheology of metal injection molding. J. Mater. Processing Technol. 2003, 137, 132–137. [Google Scholar] [CrossRef]
- Li, Y.M.; Qu, X.H.; Huang, B.Y. Evaluation of rheological properties of metal injection molding feedstocks. J. Mater. Eng. 1999, 7, 32–35. [Google Scholar]
- Majumdar, S.; Kishor, J.; Paul, B.; Kain, V. Densification behaviour, microstructural characteristics and mechanical properties of liquid phase sintered W-2Ni-1Fe alloy. J. Alloys Compd. 2020, 818, 152897. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Chemical Structure | ρ, g·cm−3 | Tm (Melting Point), °C |
|---|---|---|---|
| PW | CnH2n+2 | 0.90 | 58 |
| HDPE | (CH2-CH2)n | 0.96 | 139 |
| EVA | (C2H4)x(C4H6O2)y | 0.96 | 80 |
| DOP | C24H38O4 | 0.98 | −55 |
| SA | CH3(CH2)16COOH | 0.96 | 66 |
| oil | - | 0.90 | 12 |
| Binder (Feedstock) System Number | PW (wt.%) | HDPE (wt.%) | EVA (wt.%) | DOP (wt.%) | SA (wt.%) | Oil (wt.%) |
|---|---|---|---|---|---|---|
| B-55 (FS-55) | 55 | 10 | 15 | 4 | 1 | 15 |
| B-65 (FS-65) | 65 | 10 | 5 | 4 | 1 | 15 |
| B-70 (FS-70) | 70 | 7 | 10 | 2 | 1 | 10 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Han, Y.; Wu, X.; Jiang, X.; Yang, Y. Powder Extrusion Printing and Sintering Densification Behaviors of Ultrafine 98W-1Ni-1Fe Alloy Powder. Crystals 2022, 12, 875. https://doi.org/10.3390/cryst12060875
Han Y, Wu X, Jiang X, Yang Y. Powder Extrusion Printing and Sintering Densification Behaviors of Ultrafine 98W-1Ni-1Fe Alloy Powder. Crystals. 2022; 12(6):875. https://doi.org/10.3390/cryst12060875
Chicago/Turabian StyleHan, Yong, Xiao Wu, Xue Jiang, and Yihan Yang. 2022. "Powder Extrusion Printing and Sintering Densification Behaviors of Ultrafine 98W-1Ni-1Fe Alloy Powder" Crystals 12, no. 6: 875. https://doi.org/10.3390/cryst12060875
APA StyleHan, Y., Wu, X., Jiang, X., & Yang, Y. (2022). Powder Extrusion Printing and Sintering Densification Behaviors of Ultrafine 98W-1Ni-1Fe Alloy Powder. Crystals, 12(6), 875. https://doi.org/10.3390/cryst12060875