Abstract
Al18B4O33 whiskers were used as a reinforcer to study the effect of one-dimensional single crystal on the quality improvement of ZTA composite ceramic/Ti6Al4V alloy joints brazed by AgCu alloy. The microstructure of the joint with whisker additions was characterized in detail. The effects of brazing temperature on the microstructure and shear strength of the brazed joints were investigated. The results showed that the whiskers reacted with the liquid alloy during the brazing process and continuous (Cu,Al)3Ti3O layers were formed in contact with the residual whiskers. The addition of 2 wt.% Al18B4O33 whiskers into AgCu filler alloy can delay the growth of the (Cu,Al)3Ti3O layer on the ZTA side, and can significantly restrain the growth of the Ti-Cu compound region over a brazing temperature range of 800~875 °C. Because of the one-dimensional reinforcement, the temperature window for obtaining ZTA/Ti6Al4V joints with shear strength values higher than 50 MPa was extended, and the maximum shear strength of the joints reached 56 MPa.
1. Introduction
Zirconia-toughened alumina (ZTA) is a type of composite ceramic with outstanding toughness, excellent high-temperature strength, and good wear resistance [1,2,3]. The joining of ZTA ceramic to metals is significant for fabricating components with large sizes or complex shapes. The brazing method is commonly used to join ceramic materials because the active elements, such as Ti and Zr, in the liquid brazing filler metal can react with the ceramic substrates, and reaction layers will form on the ceramic surface to form the joint [4,5,6,7]. However, the coefficient of thermal expansion (CTE) mismatch between ceramics and metals (filler metals and metal substrates) probably results in high tensile residual stress levels in the brazing joints, and then significantly decreases the mechanical properties of the joints [8,9,10].
To overcome this problem, composite brazing fillers containing different kinds of strengthening phases were designed. Among these strengthening phases, nano-/micro-sized particles attracted considerable attention. Song et al. [11] reported the brazing of Si3N4 ceramic to TiAl alloy by AgCuTi alloy reinforced with Si3N4 nanoparticles (Si3N4p). The as-produced Ti5Si3 and TiN particles decreased the CTE mismatch of the joints, and the shear strength of the joints increased by about 50 MPa. Yang et al. [12] designed a AgCuTi + W composite filler and resulted in the joining of Al2O3 and TiAl. The authors suggested that the W particle addition did not react with other elements and was beneficial to relieving the residual stress in the Al2O3/TiAl brazing joints. Li et al. [13] fabricated SiC/Nb brazing joints using B4C reinforced AgCuTi filler metal. The results obtained by the authors indicated that the shear strength of the joints can increase to 98 MPa from 62 MPa by producing TiB whiskers and TiC particles in the brazing seam. However, a B4C content higher than 1.5 wt.% could result in the agglomeration of reaction products, and further decrease the shear strength of the joints. Besides controlling the CTE mismatch, the particle or plate additions are beneficial to improving the mechanical properties of the designed composite materials [14,15]. However, the main limit to particle reinforced composite brazing fillers is that it is difficult to avoid agglomeration of the strengthening phases, especially those with small sizes. Moreover, the particle strengthening phases are mainly used to reduce the CTE mismatch between the substrate and the filler metal, but the mechanical properties of the strengthening phases are insufficiently presented.
One-dimensional single-crystal materials, such as aluminum borate whisker [16] and SiC nanowire/whisker [17,18], have relatively low CTE, low lateral surface energy, and very high tensile strength (along the growth direction), and have been widely used as strengthening phases to fabricate composite materials. The low lateral surface energies of one-dimensional materials are helpful to solve the agglomeration problem when fabricating composite brazing filler metals. Particularly, the one-dimensional morphologies of the single crystals are beneficial to taking full advantage of their outstanding mechanical properties. Although TiB whiskers, which are formed in situ during the brazing process, have been used to relieve the residual stress in brazed joints [13,19,20], their distribution and size highly depended on the distribution of initial particle phases and the brazing parameters. To the authors’ knowledge, there is no report on brazing ceramics to metals by whisker-reinforced filler alloys. Directly added whiskers have great potential to optimize the microstructure of joints and then improve their mechanical properties.
In this study, Al18B4O33 whisker-reinforced AgCu alloy was used to braze ZTA composite ceramic to Ti6Al4V alloy. The microstructure of the brazed joint was characterized. The effects of brazing temperature on the microstructural evolution and shear strength of the joints were investigated in detail.
2. Materials and Methods
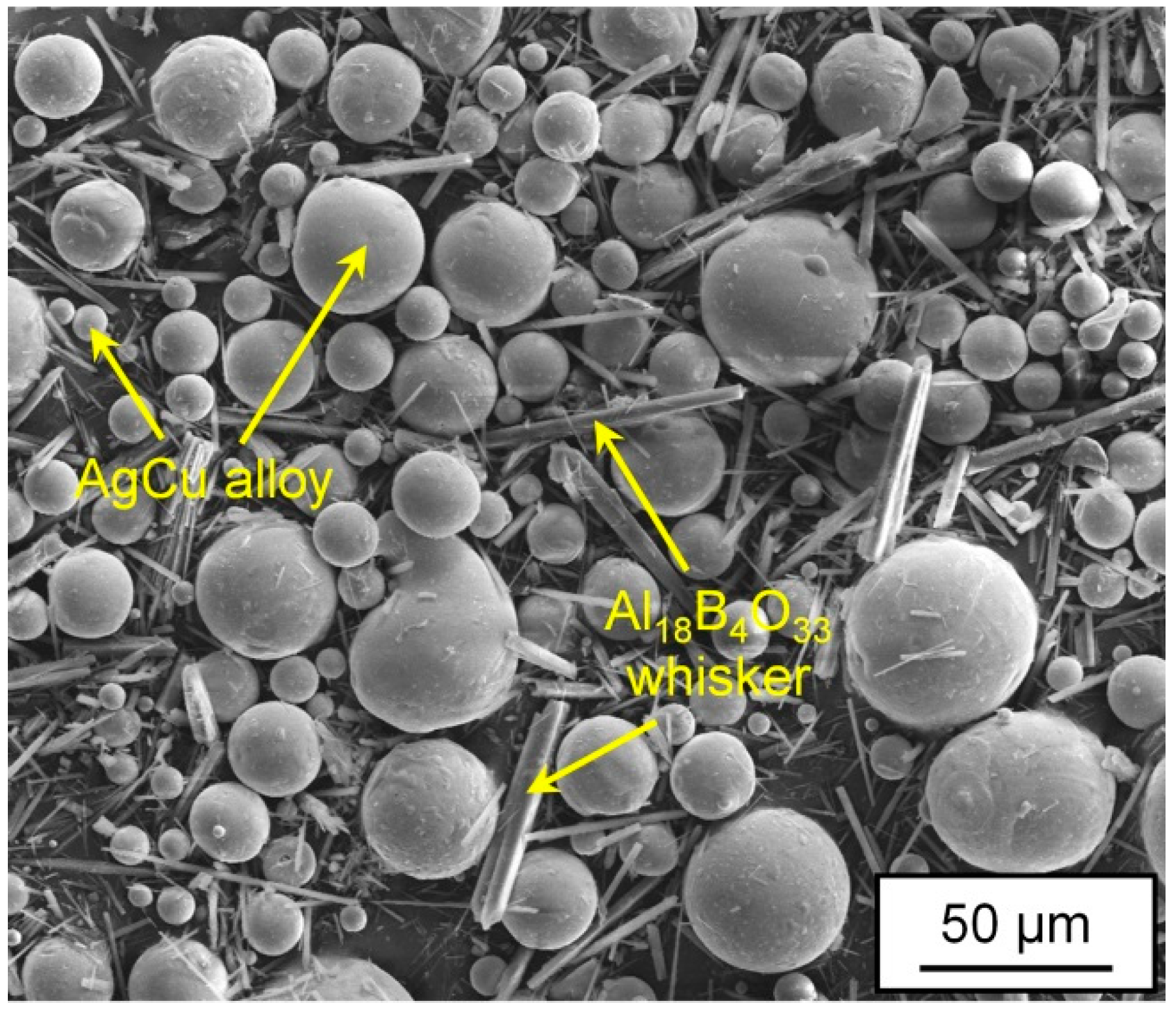
The hot-pressing sintered ZTA ceramic, containing 20 wt.% ZrO2 and 1 wt.% Y2O3, was provided by Yixing Feifan ceramics Co., Ltd., Zhejiang, China, and the Ti6Al4V alloy was provided by Xingtu special metals Co., Ltd., Guangdong, China. In the present study, ZTA was brazed to Ti6Al4V by one-dimensional Al18B4O33 (Fengzhu new materials technologies Co., Ltd., Jiangxi, China) reinforced Ag—28 wt.% Cu filler metal (Tianjiu metal materials Co., Ltd., Changsha, China). The original AgCu powder and Al18B4O33 whiskers (ABOw) were mixed in a planetary ball mill at a speed of 70 r min−1 for 30 min. The morphology of the as-produced composite filler alloy is shown in Figure 1. The ZTA ceramic was cut using a diamond cutting machine into small bulks, and the Ti6Al4V plate was cut using a wire electric discharge machine. Before brazing, the ZTA ceramic and the Ti6Al4V alloy were ground using diamond grinding paper of 1000 # and SiC paper of 1200 #, respectively. The ground substrate bulks were first polished with 1 μm diamond paste, and then ultrasonically cleaned in an acetone bath. The assemblies for microstructural observation and shear strength test are illustrated in Figure 2a,b, respectively. The brazing process was conducted in a vacuum furnace at different temperatures (800 °C, 825 °C, 850 °C, 875 °C, and 900 °C) for 10 min. The heating and cooling rate were both 5 °C min−1.
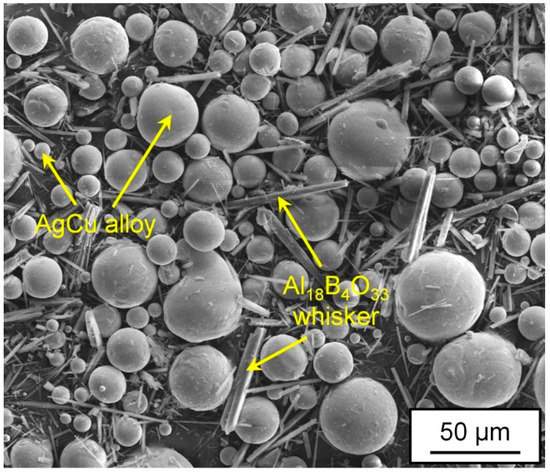
Figure 1.
SE SEM image of ABOw-reinforced AgCu composite alloy.
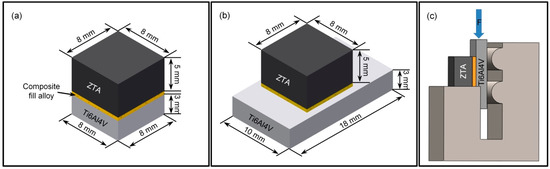
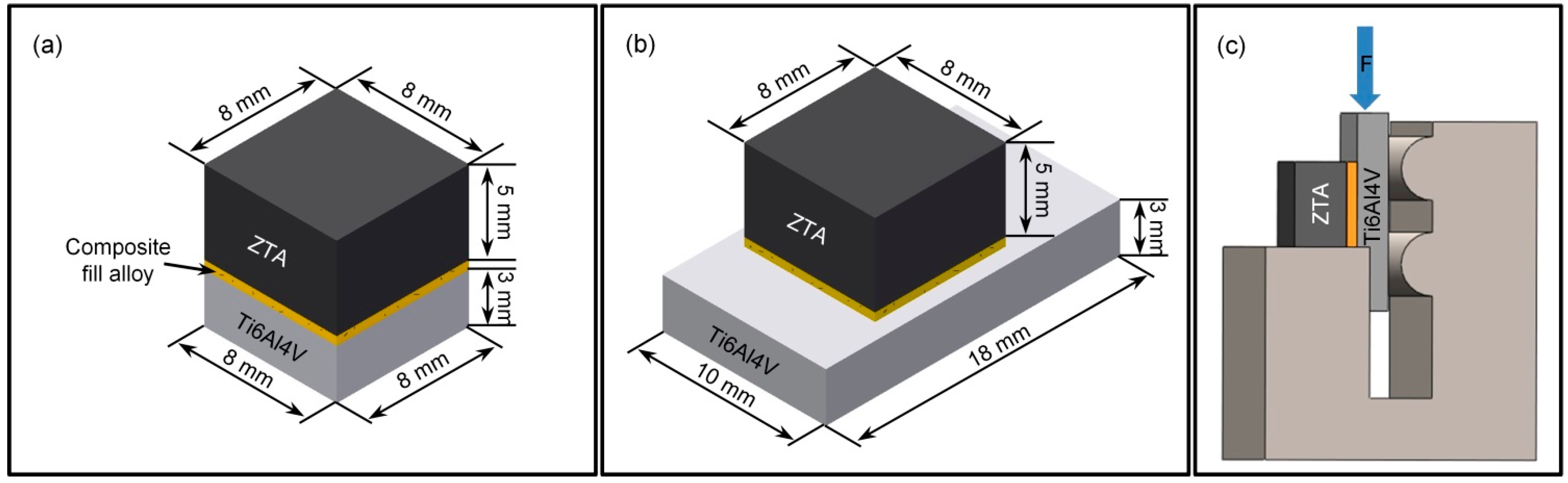
Figure 2.
Diagrammatic sketches of (a) the joining assembly for microstructural investigation, (b) the joining assembly for shear strength test, and (c) the shear strength test process.
Scanning electron microscopy (SEM, FEI, Hillsboro, USA, NOVA 400) and transmission electron microscopy (TEM, FEI, Hillsboro, OR, USA, Tecnai F20) were used to investigate the microstructure of the joints. The secondary electron (SE) model of SEM was used for surface topographical investigation, and the backscattered electron (BSE) model of SEM was used for microstructural investigation. Focused ion beam (FIB, FEI, Hillsboro, OR, USA, Helios 600i) was applied to prepare the TEM sample. The joint samples, which were sectioned perpendicular to the brazing seam, were polished with 1 μm diamond paste, and then were subjected to SEM for microstructural observation under a vacuum of 3 × 10−3 Pa. The chemical element distribution of the joints was analyzed using energy-dispersive spectroscopy (EDS), and the phase composition was confirmed using selected-area electron diffraction (SAED). Five samples were examined using an Instron 1186 electron universal test machine to obtain the average shear strength of the joints. The shear strength configuration test scheme is shown in Figure 2c. The fracture morphologies were investigated using SEM.
3. Results and Discussion
3.1. Characterization of the ZTA/AgCu + ABOw/Ti6Al4V Brazing Joint
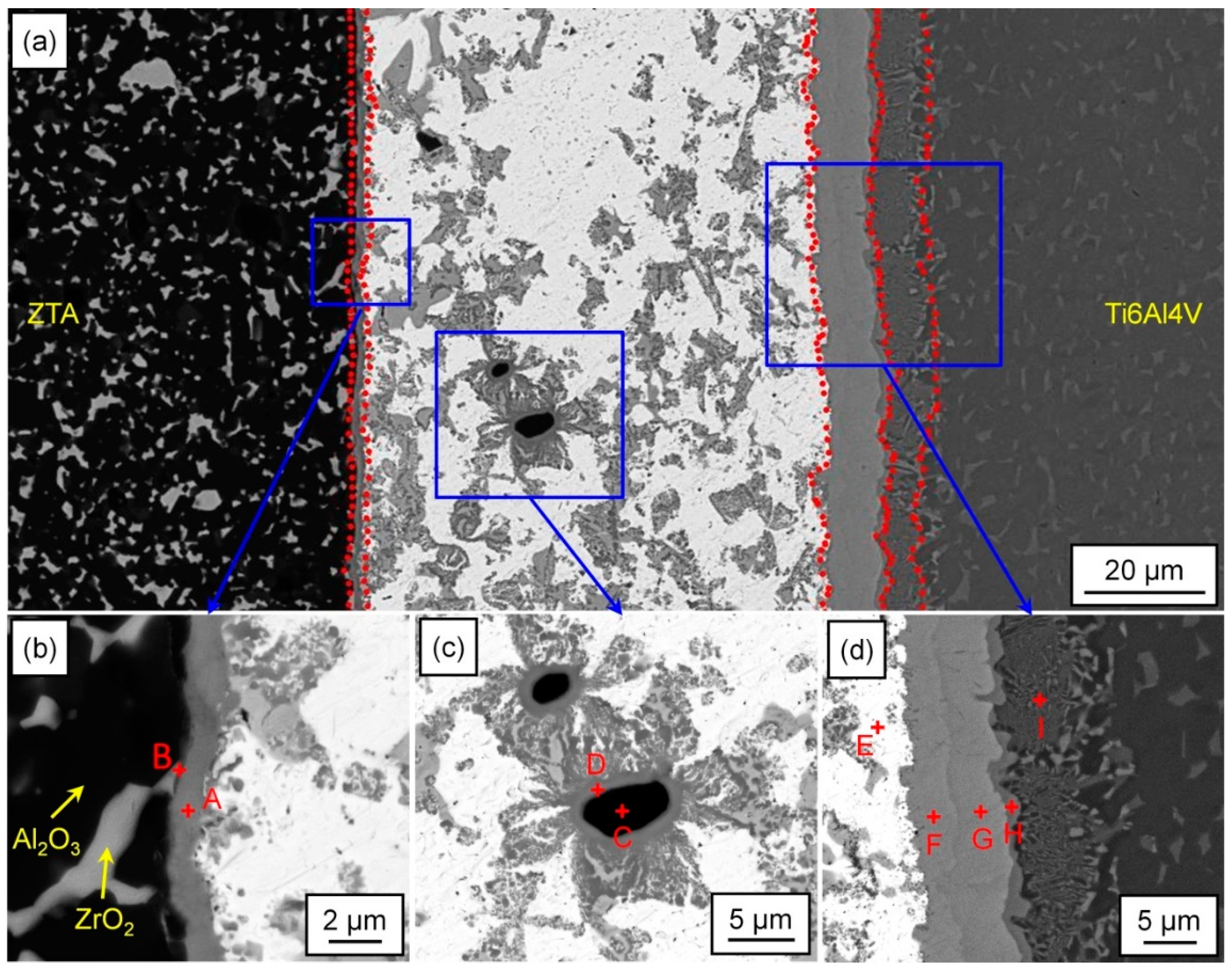
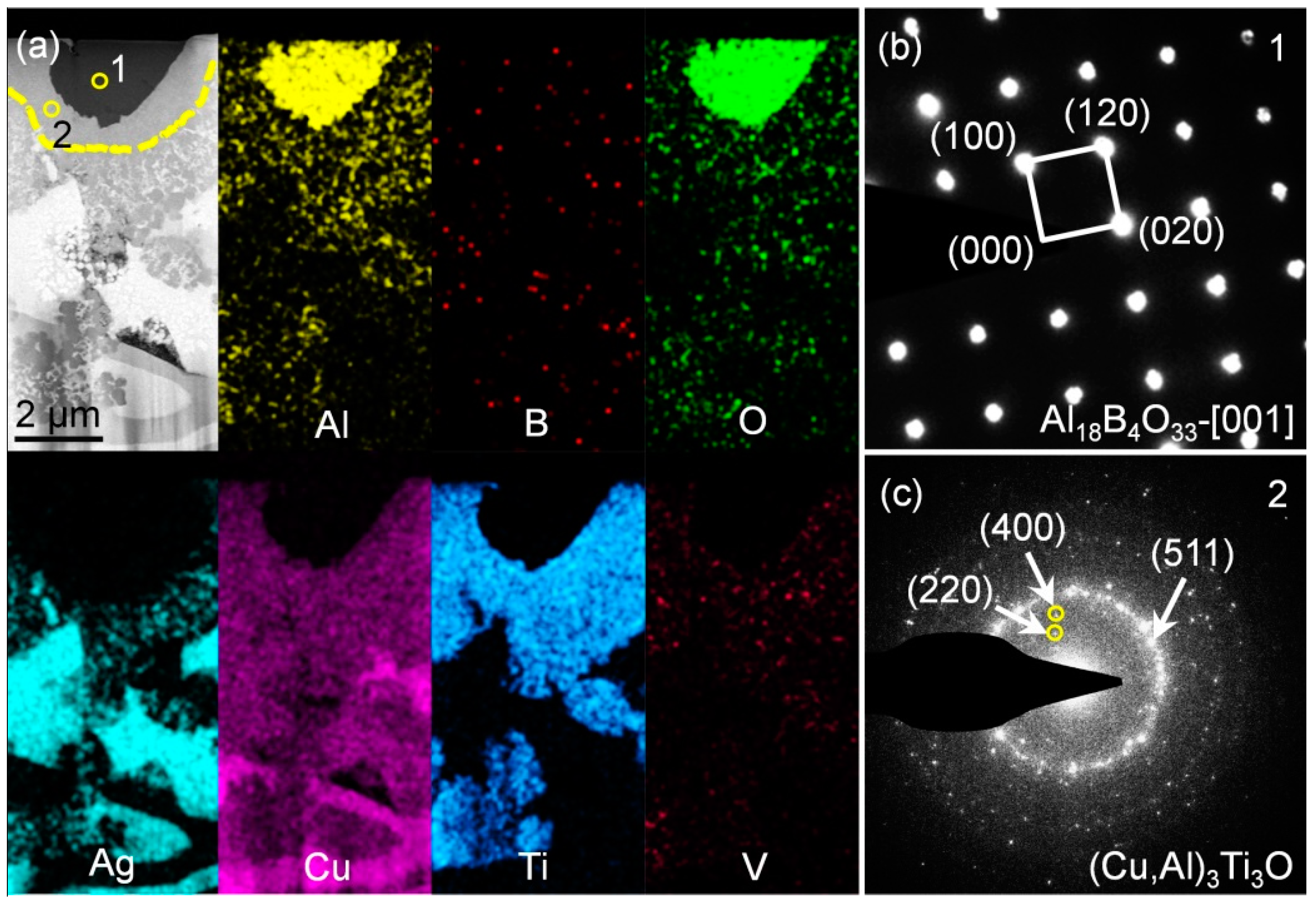
Figure 3 shows the SEM images of the ZTA/Ti6Al4V joint brazed by ABOw-reinforced AgCu alloy at 825 °C for 10 min. It can be seen from Figure 3a that the joint consisted of a thin reaction layer on the ZTA side (average thickness of 1.2 μm), a composite region, a multi reaction layer region (average total thickness of 9.3 μm), and a diffusion zone on the Ti6Al4V side. The EDS results corresponding to the phases marked in Figure 3b,c and d are shown in Table 1. In agreement with the microstructure of the ZTA/Ti6Al4V joint brazed by commercial AgCu alloy in our previous research [10], the continuous layer on the ZTA side and the multi reaction layer on the Ti6Al4V side were determined to be (Cu,Al)3Ti3O and Ti-Cu compounds, respectively. Between the ZrO2 phase in the ZTA substrate and the (Cu,Al)3Ti3O phase, the thin layer with a thickness less than 150 nm mainly consisted of Ti and O, and was inferred to be TiO. Compared with the sizes of the typical regions in the ZTA/AgCu/Ti6Al4V joint [10], the thicknesses of the (Cu,Al)3Ti3O + TiO layer, the Ti-Cu compounds region, and the diffusion region in the ZTA/AgCu + ABOw/Ti6Al4V joint were all reduced. In the Ag-based composite region as shown in Figure 3c, residual whiskers surrounded by a continuous reaction layer and many small-sized particles were observed. The EDS mapping results in Figure 4a and the SAED patterns in Figure 4b,c indicated that the reaction layer in contact with ABOw and those dispersedly distributed nano-sized particles around the whisker were (Cu,Al)3Ti3O. It also revealed that the inner region of the relatively continuous reaction layer that was in contact with the whisker as marked in Figure 4a consisted of very fine (Cu,Al)3Ti3O crystals. It can be inferred that ABOw reacted with the Ti and Cu elements in the liquid alloy at high temperatures, and fine (Cu,Al)3Ti3O crystals were generated in the region in contact with ABOw. As the as-produced thin layer became thicker, the nano-sized (Cu,Al)3Ti3O particles in the outer region moved into the adjacent liquid, resulting in the nano-particle-reinforced regions during the cooling process. Moreover, blocky Cu-based solid solution can be observed in the regions where the nano-sized (Cu,Al)3Ti3O particles existed. This phenomenon was probably induced by the migration of the Cu element to the ABOw surfaces which were adsorbed by the dissolved Ti element. It should be mentioned that it was the consumption and fetter of Ti and Cu by ABOw that resulted in the reduction in the thickness of the reaction layers on both the substrate sides.
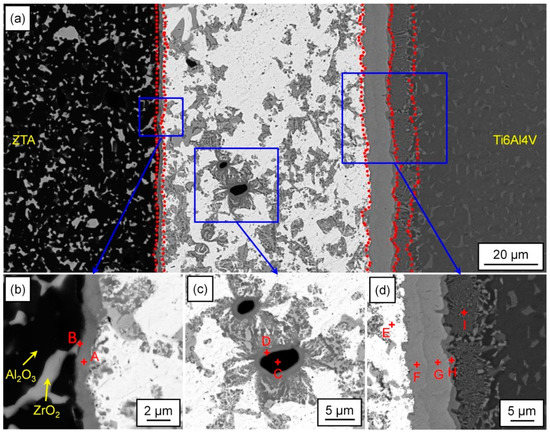
Figure 3.
BSE SEM images of the whisker-strengthened ZTA/Ti6Al4V joint brazed at 825 °C for 10 min. (a) Low-magnification SEM image. (b–d) High-magnification SEM images corresponding to the regions marked in (a).

Table 1.
EDS analysis results of the positions marked in Figure 3 (at.%).
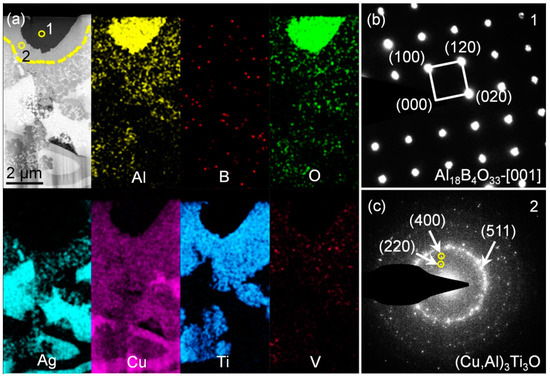
Figure 4.
TEM characterization of the whisker-reinforced brazing seam obtained at 825 °C for 10 min. (a) STEM image and the EDS mapping results of the whisker/Ag-based alloy interface. (b,c) SAED patterns of the Al18B4O33 whisker and the (Cu,Al)3Ti3O reaction layer, respectively.
3.2. Effect of Brazing Temperature on the Microstructure of the ZTA/AgCu + ABOw/Ti6Al4V Joints
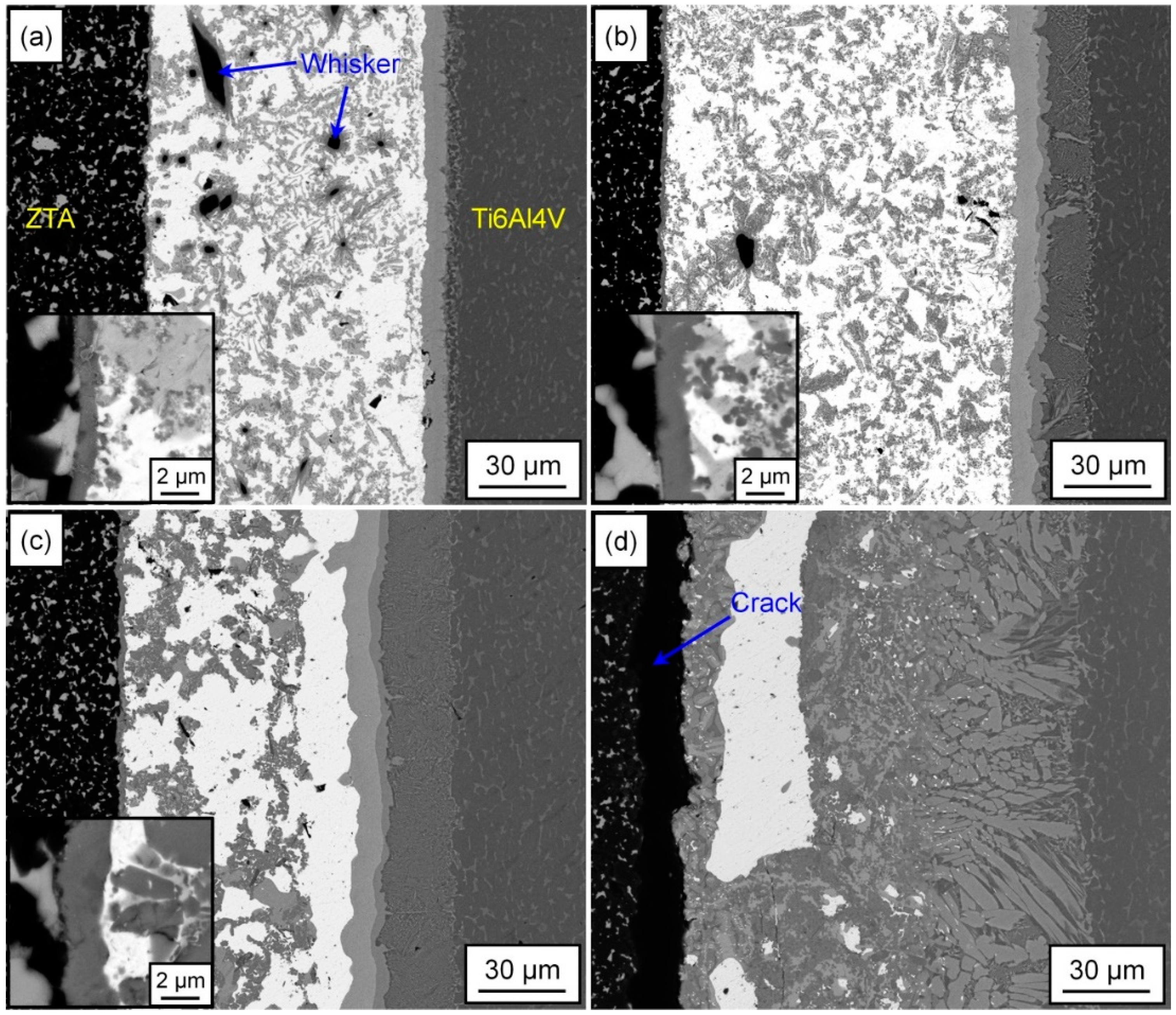
Figure 5 shows the microstructural evolution of the ZTA/AgCu + ABOw/Ti6Al4V joints fabricated at different temperatures for 10 min. When the brazing process was conducted at 800 °C, a large number of whiskers could be retained in the as-produced joint (Figure 5a). Because the concentration of resolved Ti element in the liquid region near the Ti6Al4V substrate was higher than that in the region near the ZTA ceramic, the reaction between the whiskers and the liquid alloy was more prominent on the Ti6Al4V side. Therefore, more nano-sized (Cu,Al)3Ti3O particles were observed in the brazing seam on the Ti6Al4V side, while thin reaction layers mainly formed on the surfaces of the whiskers which were on the ZTA side. In addition, the thickness of the (Cu,Al)3Ti3O layer on ZTA and the Ti-Cu compounds region on the Ti6Al4V side were only 1.0 μm and 7.6 μm, respectively. With the increase in brazing temperature, the whiskers, particularly those with small diameters, gradually transformed into nano-sized (Cu,Al)3Ti3O particles. The brazing seam that was mainly reinforced by dispersive nano-sized particles could be achieved after brazing at 850 °C (Figure 5b). Figure 5c shows that the produced nano-sized (Cu,Al)3Ti3O particles tended to agglomerate to form micro-sized particles. Over the brazing temperature range of 800~875 °C, the increase in the thickness of the (Cu,Al)3Ti3O layer on ZTA and that of the Ti-Cu compounds region was relatively moderate, while the thickness of the diffusion region on the Ti6Al4V side prominently increased. However, when the brazing temperature rose to 900 °C, the composite region consisting of grown (Cu,Al)3Ti3O particles, Ti-Cu compounds, and very fine Ag-based alloy could be observed on both the ZTA side and the Ti6Al4V side (Figure 5d). Although obvious Ag-based alloy was retained in the brazing seam, severe cracks were generated between the ZTA substrate and the brittle compounds region.
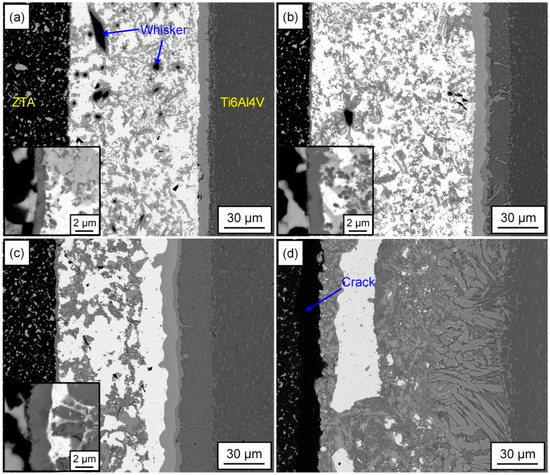
Figure 5.
BSE SEM images of the ZTA/AgCu + ABOw/Ti6Al4V joints brazed at (a) 800 °C, (b) 850 °C, (c) 875 °C, and (d) 900 °C.
Comparing the microstructural morphologies in the current study (Figure 3 and Figure 5) with that reported in our previous research [10] revealed that the addition of 2 wt.% ABOw into the AgCu filler alloy can moderately delay the growth of the (Cu,Al)3Ti3O layer on the ZTA side, and can significantly restrain the growth of the Ti-Cu compounds region at different brazing temperatures. However, except when brazed at 800 °C, the effect of the ABOw addition on the diffusion of Cu into the Ti6Al4V substrate was relatively small.
3.3. Effect of Brazing Temperature on the Microstructure of the ZTA/AgCu + ABOw/Ti6Al4V Joints
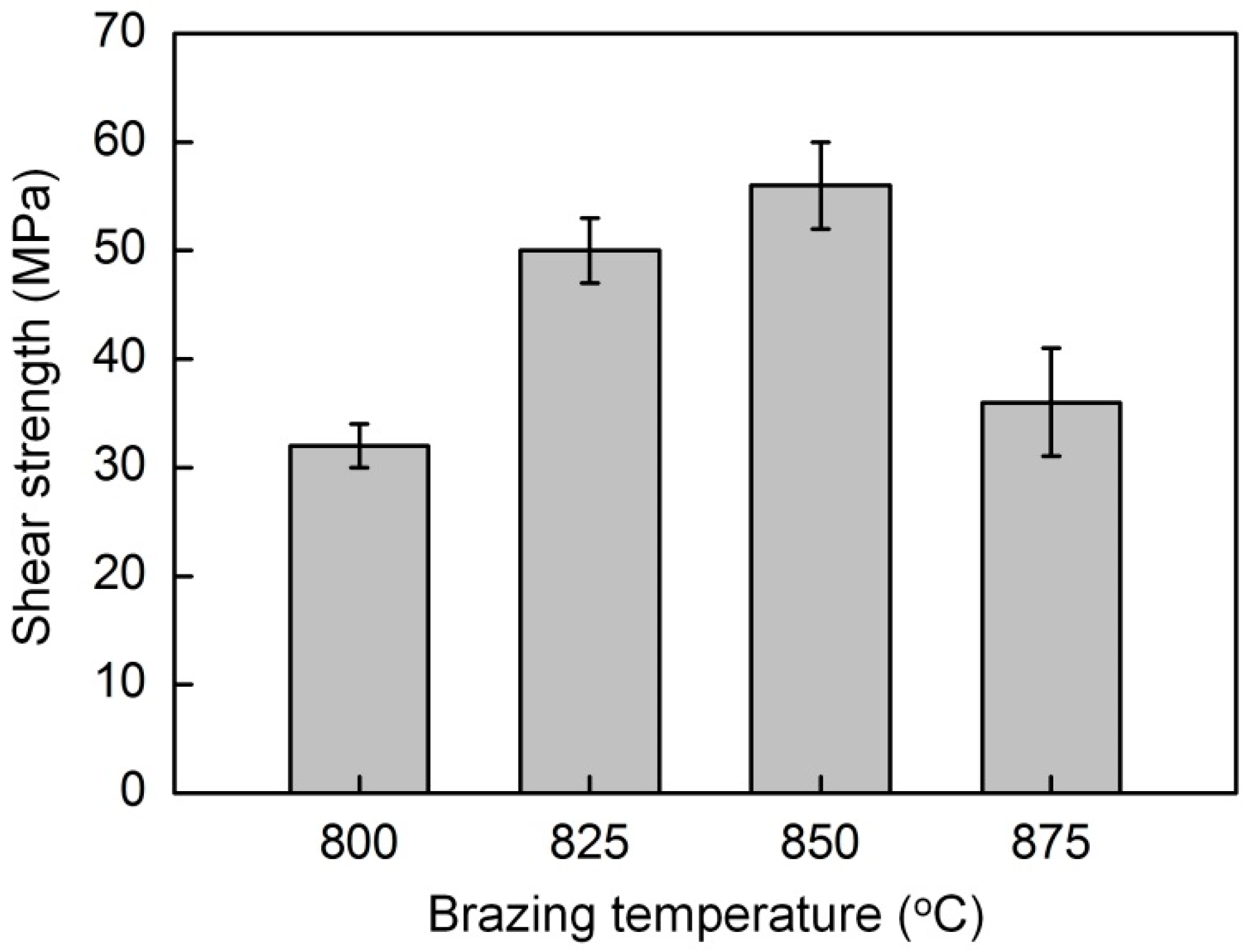
Figure 6 presents the shear strength of the ZTA/AgCu + ABOw/Ti6Al4V joints brazed at different temperatures for 10 min. It can be seen that the average shear strength of the joint fabricated at 800 °C was 32 MPa, which was 7 MPa lower than that of the joint brazed by AgCu alloy at the same temperature [10]. This was mainly because the weaker bonding of the ZTA/(Cu,Al)3Ti3O interface resulted from the consumption of Ti and Cu by ABOw at the relatively low brazing temperature. As the brazing temperature was increased, the joint strength rose to more than 50 MPa, and reached the maximum value of 56 MPa when the joining process was conducted at 850 °C. Although the maximum shear strength of the joints brazed by ABOw-reinforced AgCu alloy was only a little higher than that of the joints brazed by AgCu alloy, the range of brazing temperature that obtained a shear strength value higher than 50 MPa was extended. This extension was beneficial to the fabrication of ZTA/Ti6Al4V joints with relatively large sizes or complex shapes.
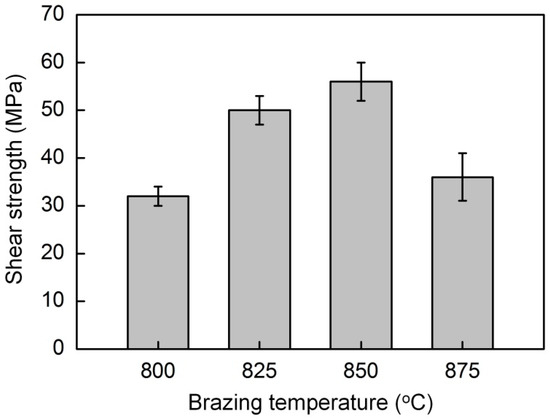
Figure 6.
Shear strength of the ZTA/AgCu + ABOw/Ti6Al4V joints brazed at different temperatures.
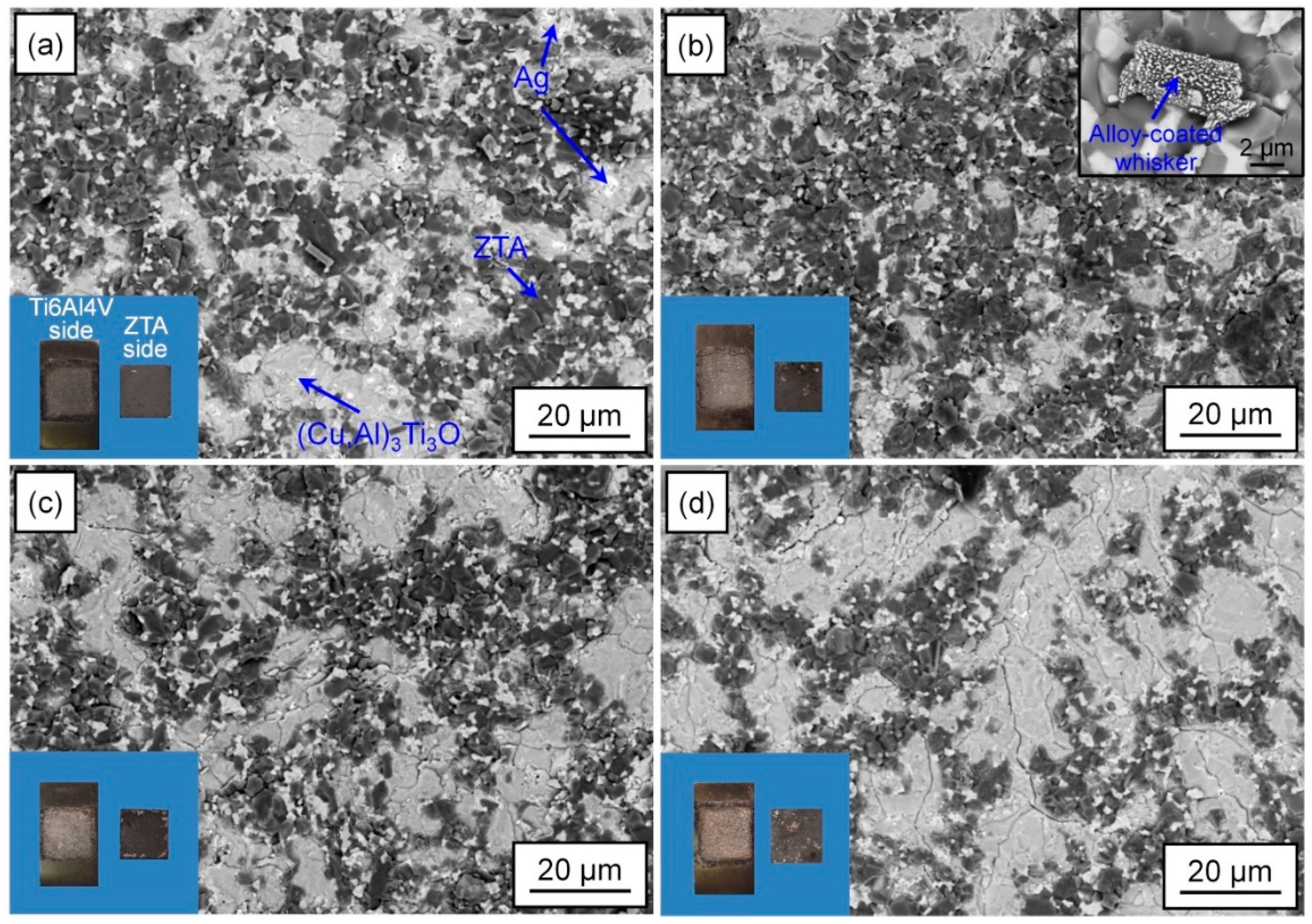
The fracture morphologies of the joints obtained at different temperatures are shown in Figure 7. The results indicated that the joints obtained in the temperature range of 800~875 °C mainly fractured at and near the ZTA/(Cu,Al)3Ti3O interface. Furthermore, when the brazing temperatures were less than 825 °C, some fractured whiskers coated with very fine Ag-based alloy and reaction products can be observed on the fracture surfaces. It revealed that ABOw played a sufficient role in strengthening the brazed joints, namely relieving the residual stress of the joints and absorbing extra energy by the fracture of the whiskers themselves and by pulling out the whiskers from the brazing seam.
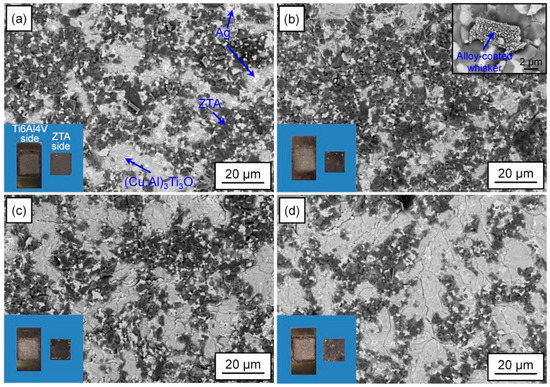
Figure 7.
SE SEM and digital images of the fracture morphologies of the ZTA/AgCu + ABOw/Ti6Al4V joints brazed at (a) 800 °C, (b) 825 °C, (c) 850 °C, and (d) 875 °C.
Based on the above results, it can be seen that there was a contradiction between the retention of the whiskers and the interconnection of the ceramic/reaction layer interface. Therefore, methods should be developed to protect the whiskers during the brazing process and to promote the interconnection between the ceramic substrate and the brazing alloy, simultaneously. Such a study is in progress by the authors.
4. Conclusions
ZTA composite ceramic was brazed to Ti6Al4V alloy by Al18B4O33 whisker-reinforced AgCu brazing filler. The microstructure and shear strength of the joints were investigated. The conclusions are as follows:
- (1)
- The added Al18B4O33 whiskers reacted with the liquid alloy during the brazing process, and continuous (Cu,Al)3Ti3O layers in contact with the residual whiskers and nano-sized (Cu,Al)3Ti3O particles around the whiskers formed in the brazing seam. Compared with the microstructure of the ZTA/AgCu/Ti6Al4V joint obtained at the same temperature, the thickness of the reaction layers in the ZTA/AgCu + ABOw/Ti6Al4V joint was reduced, which was probably because of the consumption and fetter of the Cu and Ti elements by the whiskers.
- (2)
- With the increase in the brazing temperature, the whiskers gradually transformed into nano-sized (Cu,Al)3Ti3O particles. Over the brazing temperature range of 800~875 °C, the increase in the thickness of the (Cu,Al)3Ti3O layer on ZTA and that of the Ti-Cu compound region were relatively moderate, while the thickness of the diffusion region on the Ti6Al4V side prominently increased.
- (3)
- The consumption of Ti and Cu by the whiskers at relatively low brazing temperatures could induce weak interconnection between the ceramic substrate and the brazing seam. The strength of the ZTA/AgCu + ABOw/Ti6Al4V joints reached the maximum value of 56 MPa when the joint was fabricated at 850 °C. The addition of whiskers in the brazing alloy can help to extend the temperature window for obtaining ZTA/Ti6Al4V joints with shear strength values higher than 50 MPa.
Author Contributions
Conceptualization, Y.W. and J.C.; investigation, Z.J. and H.Z.; data curation, Z.J. and H.Z.; writing—original draft preparation, G.F. and Y.W.; writing—review and editing, Y.W., J.C. and D.D.; project administration, G.F. and Y.W.; funding acquisition, Y.W., G.F. and J.C. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the National Natural Science Foundation of China, grant numbers 51705046 and 51905055. The research is also supported by The State Key Laboratory of Mechanical Transmissions, Chongqing University, grant number SKLMT-ZDKFKT-202101. This work was also funded by the Natural Science Foundation of Chongqing, grant number cstc2020jcyj-msxmX0115, by the Fundamental Research Funds for the Central Universities Project, grant number 2020CDJLHZZ-086 and 2022CDJXY-010, and by the State Key Laboratory of Advanced Welding & Joining, grant number AWJ-21M08.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data and methods used in the research are presented in sufficientdetail in the document for other researchers to replicate the work.
Acknowledgments
The authors gratefully acknowledge the financial support from Shandong Provincial Key Lab of Special Welding Technology, Harbin Institute of Technology at Weihai [grant number 2017Z002].
Conflicts of Interest
The authors declare no conflict of interest.
References
- Zadorozhnaya, O.Y.; Khabas, T.A.; Tiunova, O.V.; Malykhin, S.E. Effect of grain size and amount of zirconia on the physical and mechanical properties and the wear resistance of zirconia-toughened alumina. Ceram. Int. 2020, 46, 9263–9270. [Google Scholar] [CrossRef]
- Naga, S.M.; Awaad, M.; Bondioli, F.; Fino, P.; Hassan, A.M. Thermal diffusivity of ZTA composites with different YSZ quantity. J. Alloys Compd. 2017, 695, 1859–1862. [Google Scholar] [CrossRef]
- Lopes, A.C.O.; Coelho, P.G.; Witek, L.; Benalcázar Jalkh, E.B.; Gênova, L.A.; Monteiro, K.N.; Cesar, P.F.; Lisboa-Filho, P.N.; Bergamo, E.T.P.; Ramalho, I.S. Microstructural, mechanical, and optical characterization of an experimental aging-resistant zirconia-toughened alumina (ZTA) composite. Dent. Mater. 2020, 36, e365–e374. [Google Scholar] [CrossRef] [PubMed]
- Ali, M.; Knowles, K.M.; Mallinson, P.M.; Fernie, J.A. Microstructural evolution and characterisation of interfacial phases in Al2O3/Ag-Cu-Ti/Al2O3 braze joints. Acta Mater. 2015, 96, 143–158. [Google Scholar] [CrossRef]
- Ali, M.; Knowles, K.M.; Mallinson, P.M.; Fernie, J.A. Interfacial reactions between sapphire and Ag-Cu-Ti-based active braze alloys. Acta Mater. 2016, 103, 859–869. [Google Scholar] [CrossRef] [Green Version]
- Zhang, J.; Liu, J.Y.; Wang, T.P. Microstructure and brazing mechanism of porous Si3N4/Invar joint brazed with Ag-Cu-Ti/Cu/Ag-Cu multi-layered filler. J. Mater. Sci. Technol. 2018, 34, 713–719. [Google Scholar] [CrossRef]
- Jasim, K.M.; Hashim, F.A.; Yousif, R.H.; Rawlings, R.D.; Boccaccini, A.R. Actively brazed alumina to alumina joints using CuTi, CuZr and eutectic AgCuTi filler alloys. Ceram. Int. 2010, 36, 2287–2295. [Google Scholar] [CrossRef]
- Wang, X.; Li, C.; Si, X.; Qi, J.; Feng, J.; Cao, J. Brazing ZTA ceramic to TC4 alloy using the Cu foam as interlayer. Vacuum 2018, 155, 7–15. [Google Scholar] [CrossRef]
- Shi, J.M.; Ma, N.; Zhang, L.X.; Feng, J.C. Residual stress and fracture strength of brazed joint of ceramic and titanium alloy with the aid of laser deposited functionally graded material layers. J. Manuf. Process. 2018, 34, 495–502. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, M.; Zhang, H.; Wen, Z.; Chang, M.; Feng, G.; Deng, D. Fabrication of reliable ZTA composite/Ti6Al4V alloy joints via vacuum brazing method: Microstructural evolution, mechanical properties and residual stress prediction. J. Eur. Ceram. Soc. 2021, 41, 4273–4283. [Google Scholar] [CrossRef]
- Song, X.G.; Cao, J.; Wang, Y.F.; Feng, J.C. Effect of Si3N4-particles addition in Ag-Cu-Ti filler alloy on Si3N4/TiAl brazed joint. Mater. Sci. Eng. A 2011, 528, 5135–5140. [Google Scholar] [CrossRef]
- Yang, Z.; Lin, J.; Wang, Y.; Wang, D. Characterization of microstructure and mechanical properties of Al2O3/TiAl joints vacuum-brazed with Ag-Cu-Ti + W composite filler. Vacuum 2017, 143, 294–302. [Google Scholar] [CrossRef]
- Li, C.; Huang, C.; Chen, L.; Si, X.; Chen, Z.; Qi, J.; Huang, Y.; Feng, J.; Cao, J. Microstructure and mechanical properties of the SiC/Nb joint brazed using AgCuTi + B4C composite filler metal. Int. J. Refract. Met. Hard Mater. 2019, 85, 105049. [Google Scholar] [CrossRef]
- Tebeta1, R.T.; Fattahi1, A.M.; Ahmed, N.A. Experimental and numerical study on HDPE/SWCNT nanocomposite elastic properties considering the processing techniques effect. Microsyst. Technol. 2020, 26, 2423–2441. [Google Scholar] [CrossRef]
- Fattahi1, A.M.; Mondali, M. Theoretical study of stress transfer in platelet reinforced composites. J. Theor. Appl. Mech. 2014, 52, 3–14. [Google Scholar]
- Tao, X.; Wang, X.; Li, X. Nanomechanical Characterization of One-Step Combustion-Synthesized Al4B2O9 and Al18B4O33 Nanowires. Nano Lett. 2007, 7, 3172–3176. [Google Scholar] [CrossRef] [PubMed]
- Duan, W.; Yin, X.; Li, Q.; Liu, X.; Cheng, L.; Zhang, L. Synthesis and microwave absorption properties of SiC nanowires reinforced SiOC ceramic. J. Eur. Ceram. Soc. 2014, 34, 257–266. [Google Scholar] [CrossRef]
- Lin, J.; Huang, Y.; Zhang, H. Crack healing and strengthening of SiC whisker and ZrO2 fiber reinforced ZrB2 ceramics. Ceram. Int. 2014, 40, 16811–16815. [Google Scholar] [CrossRef]
- He, P.; Yang, M.; Lin, T.; Jiao, Z. Improving the strength of brazed joints with in situ synthesized TiB whiskers. J. Alloys Compd. 2011, 509, L289–L292. [Google Scholar] [CrossRef]
- Ba, J.; Li, H.; Ren, B.; Qi, B.; Zheng, X.; Ning, R.; Qi, J.; Cao, J.; Cai, W.; Feng, J. In situ formation of TiB whiskers to reinforce SiO2-BN/Ti6Al4V brazed joints. Ceram. Int. 2019, 45, 8054–8057. [Google Scholar] [CrossRef]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).