
The Mechanisms of AlGaN Device Buffer Layer Growth and Crystalline Quality Improvement: Restraint of Gallium Residues, Mismatch Stress Relief, and Control of Aluminum Atom Migration Length
 , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results
4. Discussion
4.1. Restrain of Gallium Residues
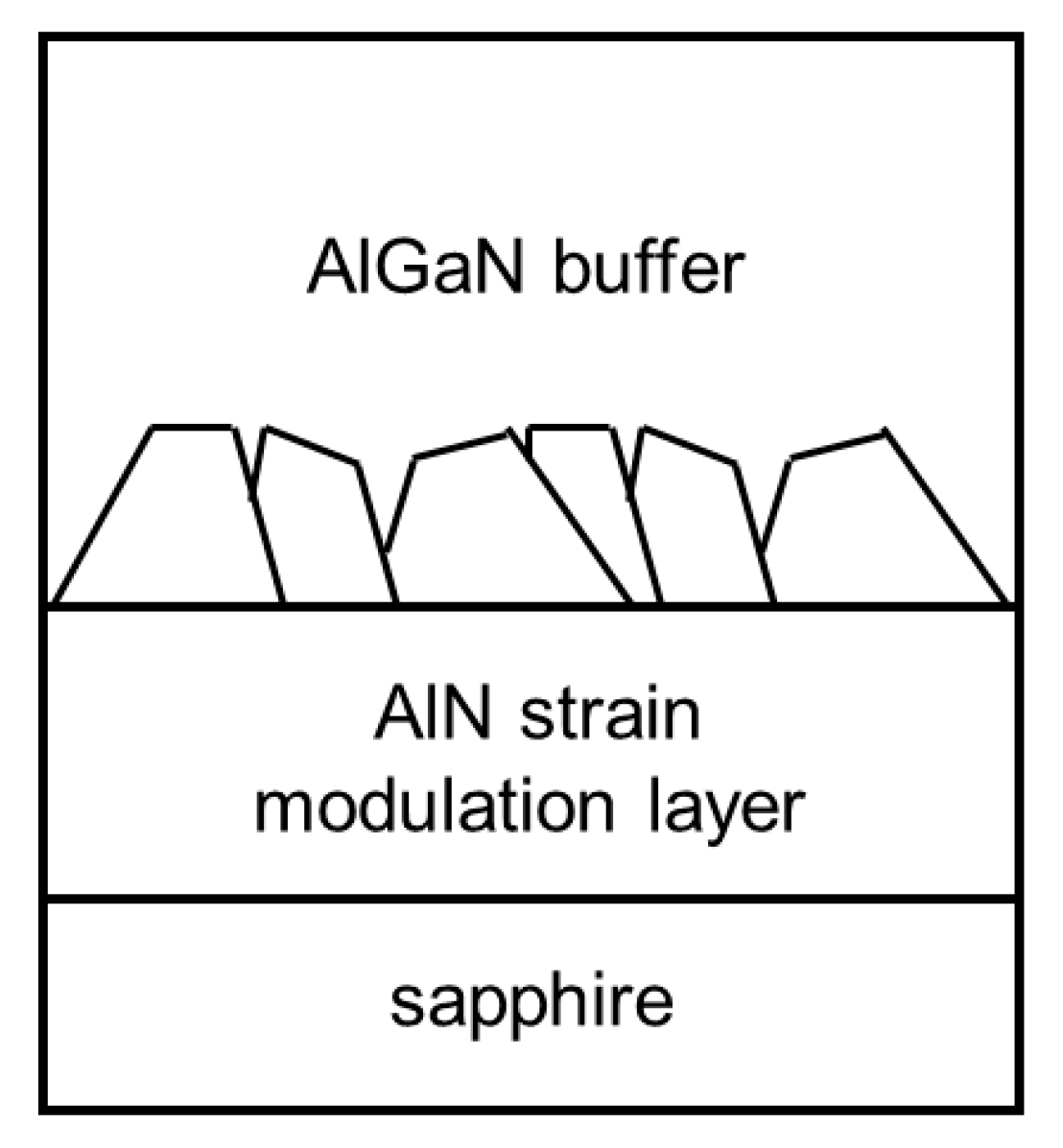
4.2. Mismatch Stress Relief
4.3. Control of Aluminum Atom Migration Length
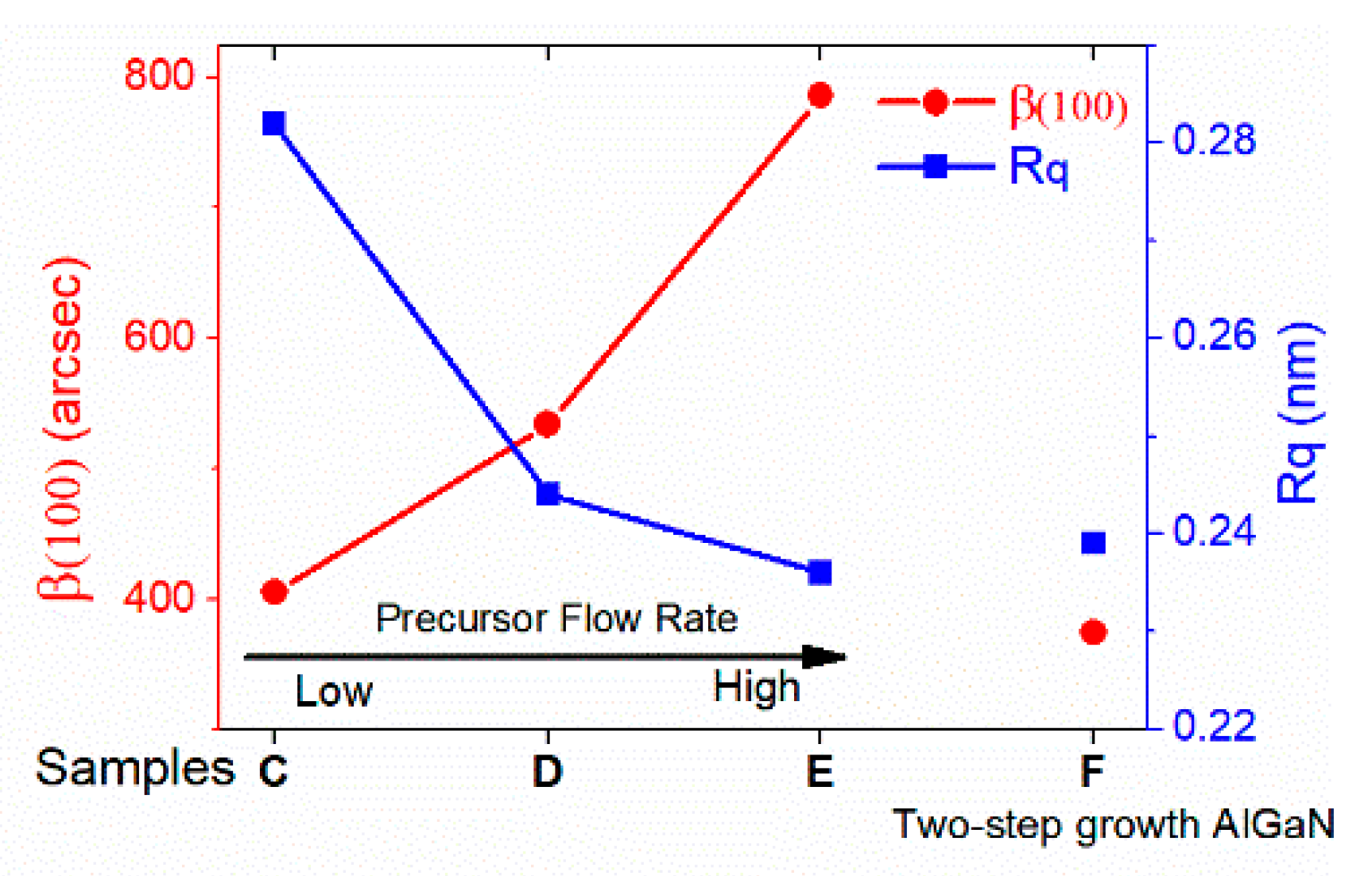
4.4. Two-Step Growth Method
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Susilo, N.; Enslin, J.; Sulmoni, L.; Guttmann, M.; Zeimer, U.; Wernicke, T.; Weyers, M.; Kneissl, M. Effect of the GaN:Mg Contact Layer on the Light-Output and Current-Voltage Characteristic of UVB LEDs. Phys. Status Solidi A 2018, 215, 1700643. [Google Scholar] [CrossRef]
- Hirayama, H.; Noguchi, N.; Fujikawa, S.; Norimatsu, J.; Kamata, N.; Takano, T.; Tsubaki, K. 222–282 nm AlGaN and InAlGaN Based Deep-UV LEDs Fabricated on High-Quality AlN Template; SPIE: Bellingham, WA, USA, 2009; Volume 7216. [Google Scholar]
- Maeda, N.; Jo, M.; Hirayama, H. Improving the Light-Extraction Efficiency of AlGaN DUV-LEDs by Using a Superlattice Hole Spreading Layer and an Al Reflector. Phys. Status Solidi A 2018, 215, 1700436. [Google Scholar] [CrossRef]
- Zetian, M.; Hieu Pham Trung, N.; Shaofei, Z.; Ashfiqua, T.C.; Md Golam, K.; Qi, W.; Ishiang, S. Phosphor-free InGaN/GaN/AlGaN core-shell dot-in-a-wire white light-emitting diodes. In Proceedings of the Light-Emitting Diodes: Materials, Devices, and Applications for Solid State Lighting XVIII, San Francisco, CA, USA, 27 February 2014. [Google Scholar]
- Guo, Y.; Yan, J.; Zhang, Y.; Wang, J.; Li, J. Enhancing the light extraction of AlGaN-based ultraviolet light-emitting diodes in the nanoscale. J. Nanophotonics 2018, 12, 043513. [Google Scholar] [CrossRef]
- Walter, J.; Cremer, T.; Miyagawa, K.; Tashiro, S. A new system for laser-UVA-microirradiation of living cells. J. Microsc. 2003, 209, 71–75. [Google Scholar] [CrossRef] [PubMed]
- Amano, H.; Collazo, R.; Santi, C.D.; Einfeldt, S.; Funato, M.; Glaab, J.; Hagedorn, S.; Hirano, A.; Hirayama, H.; Ishii, R.; et al. The 2020 UV Emitter Roadmap. J. Phys. D Appl. Phys. 2020, 53, 503001. [Google Scholar] [CrossRef]
- Li, D.B.; Jiang, K.; Sun, X.J.; Guo, C.L. AlGaN photonics: Recent advances in materials and ultraviolet devices. Adv. Opt. Photonics 2018, 10, 43–110. [Google Scholar] [CrossRef]
- Mohan, M.K.; Shim, S.K.; Lee, J.K.; Jang, N.; Lee, N.; Tawfik, W.Z. Optimized Aluminum Reflector for Enhancement of UVC Cathodoluminescence Based-AlGaN Materials with Carbon Nanotube Field Emitters. Molecules 2021, 26, 4025. [Google Scholar] [CrossRef]
- Kim, S.-B.; Bae, S.-B.; Ko, Y.-H.; Kim, D.C.; Nam, E.-S. Stimulated Emission with 349-nm Wavelength in GaN/AlGaN MQWs by Optical Pumping. Appl. Sci. Converg. Technol. 2017, 26, 79–85. [Google Scholar] [CrossRef]
- Tsuzuki, H.; Mori, F.; Takeda, K.; Ichikawa, T.; Iwaya, M.; Kamiyama, S.; Amano, H.; Akasaki, I.; Yoshida, H.; Kuwabara, M.; et al. High-performance UV emitter grown on high-crystalline-quality AlGaN underlying layer. Phys. Status Solidi A 2009, 206, 1199–1204. [Google Scholar] [CrossRef]
- Iida, K.; Kawashima, T.; Miyazaki, A.; Kasugai, H.; Mishima, S.; Honshio, A.; Miyake, Y.; Iwaya, M.; Kamiyama, S.; Amano, H.; et al. Laser diode of 350.9 nm wavelength grown on sapphire substrate by MOVPE. J. Cryst. Growth 2004, 272, 270–273. [Google Scholar] [CrossRef]
- Iida, K.; Kawashima, T.; Miyazaki, A.; Kasugai, H.; Mishima, S.; Honshio, A.; Miyake, Y.; Iwaya, M.; Kamiyama, S.; Amano, H.; et al. 350.9 nm UV Laser Diode Grown on Low-Dislocation-Density AlGaN. Jpn. J. Appl. Phys. 2004, 43, L499–L500. [Google Scholar] [CrossRef]
- Sato, K.; Yasue, S.; Ogino, Y.; Iwaya, M.; Takeuchi, T.; Kamiyama, S.; Akasaki, I. Electrical properties of relaxed p-GaN/p-AlGaN superlattices and their application in ultraviolet-B light-emitting devices. Jpn. J. Appl. Phys. 2019, 58, SC1016. [Google Scholar] [CrossRef]
- Iwaya, M.; Terao, S.; Hayashi, N.; Kashima, T.; Amano, H.; Akasaki, I. Realization of crack-free and high-quality thick AlxGa1−xN for UV optoelectronics using low-temperature interlayer. Appl. Surf. Sci. 2000, 159, 405–413. [Google Scholar] [CrossRef]
- Omori, T.; Ishizuka, S.; Tanaka, S.; Yasue, S.; Sato, K.; Ogino, Y.; Teramura, S.; Yamada, K.; Iwayama, S.; Miyake, H.; et al. Internal loss of AlGaN-based ultraviolet-B band laser diodes with p-type AlGaN cladding layer using polarization doping. Appl. Phys. Express 2020, 13, 071008. [Google Scholar] [CrossRef]
- Sato, K.; Yasue, S.; Yamada, K.; Tanaka, S.; Omori, T.; Ishizuka, S.; Teramura, S.; Ogino, Y.; Iwayama, S.; Miyake, H.; et al. Room-temperature operation of AlGaN ultraviolet-B laser diode at 298 nm on lattice-relaxed Al0.6Ga0.4N/AlN/sapphire. Appl. Phys. Express 2020, 13, 5. [Google Scholar] [CrossRef]
- Tanaka, S.; Ogino, Y.; Yamada, K.; Omori, T.; Ogura, R.; Teramura, S.; Shimokawa, M.; Ishizuka, S.; Yabutani, A.; Iwayama, S.; et al. AlGaN-based UV-B laser diode with a high optical confinement factor. Appl. Phys. Lett. 2021, 118, 163504. [Google Scholar] [CrossRef]
- Pereira, S.; Correia, M.R.; Pereira, E.; O’Donnell, K.P.; Alves, E.; Sequeira, A.D.; Franco, N.; Watson, I.M.; Deatcher, C.J. Strain and composition distributions in wurtzite InGaN/GaN layers extracted from x-ray reciprocal space mapping. Appl. Phys. Lett. 2002, 80, 3913–3915. [Google Scholar] [CrossRef]
- Schuster, M.; Gervais, P.O.; Jobst, B.; Hösler, W.; Averbeck, R.; Riechert, H.; Iberl, A.; Stömmer, R. Determination of the chemical composition of distorted InGaN/GaN heterostructures from x-ray diffraction data. J. Phys. D Appl. Phys. 1999, 32, A56–A60. [Google Scholar] [CrossRef]
- Zhang, J.C.; Zhao, D.G.; Wang, J.F.; Wang, Y.T.; Chen, J.; Liu, J.P.; Yang, H. The influence of AlN buffer layer thickness on the properties of GaN epilayer. J. Cryst. Growth 2004, 268, 24–29. [Google Scholar] [CrossRef]
- Ran, J.; Wang, X.; Hu, G.; Wang, J.; Li, J.; Wang, C.; Zeng, Y.; Li, J. Study on Mg memory effect in npn type AlGaN/GaN HBT structures grown by MOCVD. Microelectron. J. 2006, 37, 583–585. [Google Scholar] [CrossRef]
- Zhang, Y.; Yang, J.; Zhao, D.; Liang, F.; Chen, P.; Liu, Z. The deterioration of AlN quality caused by residual gallium in the MOCVD reaction chamber. Jpn. J. Appl. Phys. 2022, 61, 070905. [Google Scholar] [CrossRef]
- Teramura, S.; Kawase, Y.; Sakuragi, Y.; Iwayama, S.; Iwaya, M.; Takeuchi, T.; Kamiyama, S.; Akasaki, I.; Miyake, H. High Crystallinity and Highly Relaxed Al0.60Ga0.40N Films Using Growth Mode Control Fabricated on a Sputtered AlN Template with High-Temperature Annealing. Phys. Status Solidi A 2020, 217, 1900868. [Google Scholar] [CrossRef]
- Kawase, Y.; Ikeda, S.; Sakuragi, Y.; Yasue, S.; Iwayama, S.; Iwaya, M.; Takeuchi, T.; Kamiyama, S.; Akasaki, I.; Miyake, H. Ultraviolet-B band lasers fabricated on highly relaxed thick Al0.55Ga0.45N films grown on various types of AlN wafers. Jpn. J. Appl. Phys. 2019, 58, SC1052. [Google Scholar] [CrossRef]
- Ji, Q.; Li, L.; Zhang, W.; Wang, J.; Liu, P.; Xie, Y.; Yan, T.; Yang, W.; Chen, W.; Hu, X. Dislocation Reduction and Stress Relaxation of GaN and InGaN Multiple Quantum Wells with Improved Performance via Serpentine Channel Patterned Mask. ACS Appl. Mater. Interfaces 2016, 8, 21480–21489. [Google Scholar] [CrossRef]
- Grundmann, M. Defects. In The Physics of Semiconductors: An Introduction Including Nanophysics and Applications; Springer: Berlin/Heidelberg, Germany, 2010; pp. 73–102. [Google Scholar]
- Ahaitouf, A.; Ougazzaden, A.; Troadec, D.; Orsal, G.; Patriarche, G.; Salvestrini, J.P.; Pantzas, K.; Gautier, S.; Moudakir, T.; Gmili, Y.E. Characteristics of the surface microstructures in thick InGaN layers on GaN. Opt. Mater. Express 2013, 3, 1111–1118. [Google Scholar]
- Svensk, O.; Suihkonen, S.; Sintonen, S.; Kopylov, O.; Shirazi, R.; Lipsanen, H.; Sopanen, M.; Kardynal, B.E. MOCVD growth and characterization of near-surface InGaN/GaN single quantum wells for non-radiative coupling of optical excitations. Phys. Status Solidi C 2012, 9, 1667–1669. [Google Scholar] [CrossRef]
- Zhang, Y.H.; Yang, J.; Zhao, D.G.; Liang, F.; Chen, P.; Liu, Z.S. Adjustment of Al atom migration ability and its effect on the surface morphology of AlN grown on sapphire by metal-organic chemical vapor deposition. Semicond. Sci. Technol. 2021, 36, 105010. [Google Scholar] [CrossRef]
- Banal, R.G.; Funato, M.; Kawakami, Y. Initial nucleation of AlN grown directly on sapphire substrates by metal-organic vapor phase epitaxy. Appl. Phys. Lett. 2008, 92, 241905. [Google Scholar] [CrossRef]
- Zhang, L.; Yan, J.; Wu, Q.; Guo, Y.; Yang, C.; Wei, T.; Liu, Z.; Yuan, G.; Wei, X.; Zhao, L.; et al. Improved crystalline quality of Al-rich n-AlGaN by regrowth on nanoporous template fabricated by electrochemical etching. J. Nanophotonics 2018, 12, 043509. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Pre-TMAl (sccm) | TMAl (sccm) | TMGa (sccm) | NH3 (sccm) | An Additional AlGaN Growth | Aluminum Composition |
|---|---|---|---|---|---|---|
| A | 1 | 27.5 | 34.7 | 3000 | No | 18.2% |
| B | 5 | 27.5 | 34.7 | 3000 | No | 19.0% |
| C | 0 | 27.5 | 34.7 | 3000 | Yes | 17.6% |
| D | 0 | 41.0 | 52.0 | 4500 | Yes | 16.5% |
| E | 0 | 55.0 | 69.4 | 6000 | Yes | 16.1% |
| Growth Stage | Flow Rate (sccm) | ||||
|---|---|---|---|---|---|
| TMAl | TMGa | NH3 | |||
| Nucleation | 27.5 | 34.7 | 3000 | ||
| Coalescence | 27.5 | 34.7 | 3000 | ||
| 2D Growth | 41.0 | 52.0 | 4500 | ||
| Pre-TMAl (sccm) | 0 | An Additional AlGaN Growth | Yes | Aluminum Composition | 16.8% |
| Sample | AFM Roughness (nm) | AlGaN XRD FWHM (arcsec) | |||
|---|---|---|---|---|---|
| Rq | Ra | (002) | (102) | (100) | |
| A | 0.622 | 0.478 | 148 | 945 | 1373 |
| B | 0.414 | 0.317 | 152 | 594 | 854 |
| C | 0.282 | 0.216 | 206 | 315 | 405 |
| D | 0.244 | 0.194 | 149 | 381 | 534 |
| E | 0.236 | 0.188 | 153 | 549 | 786 |
| F | 0.239 | 0.188 | 207 | 297 | 374 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, B.; Yang, J.; Zhao, D.; Zhang, Y.; Zhang, Z.; Liang, F.; Chen, P.; Liu, Z. The Mechanisms of AlGaN Device Buffer Layer Growth and Crystalline Quality Improvement: Restraint of Gallium Residues, Mismatch Stress Relief, and Control of Aluminum Atom Migration Length. Crystals 2022, 12, 1131. https://doi.org/10.3390/cryst12081131
Wang B, Yang J, Zhao D, Zhang Y, Zhang Z, Liang F, Chen P, Liu Z. The Mechanisms of AlGaN Device Buffer Layer Growth and Crystalline Quality Improvement: Restraint of Gallium Residues, Mismatch Stress Relief, and Control of Aluminum Atom Migration Length. Crystals. 2022; 12(8):1131. https://doi.org/10.3390/cryst12081131
Chicago/Turabian StyleWang, Baibin, Jing Yang, Degang Zhao, Yuheng Zhang, Zhenzhuo Zhang, Feng Liang, Ping Chen, and Zongshun Liu. 2022. "The Mechanisms of AlGaN Device Buffer Layer Growth and Crystalline Quality Improvement: Restraint of Gallium Residues, Mismatch Stress Relief, and Control of Aluminum Atom Migration Length" Crystals 12, no. 8: 1131. https://doi.org/10.3390/cryst12081131