
Numerical Simulation of Droplet Filling Mode on Molten Pool and Keyhole during Double-Sided Laser Beam Welding of T-Joints

 , and
, and
Abstract
:1. Introduction
2. Mathematical Modeling
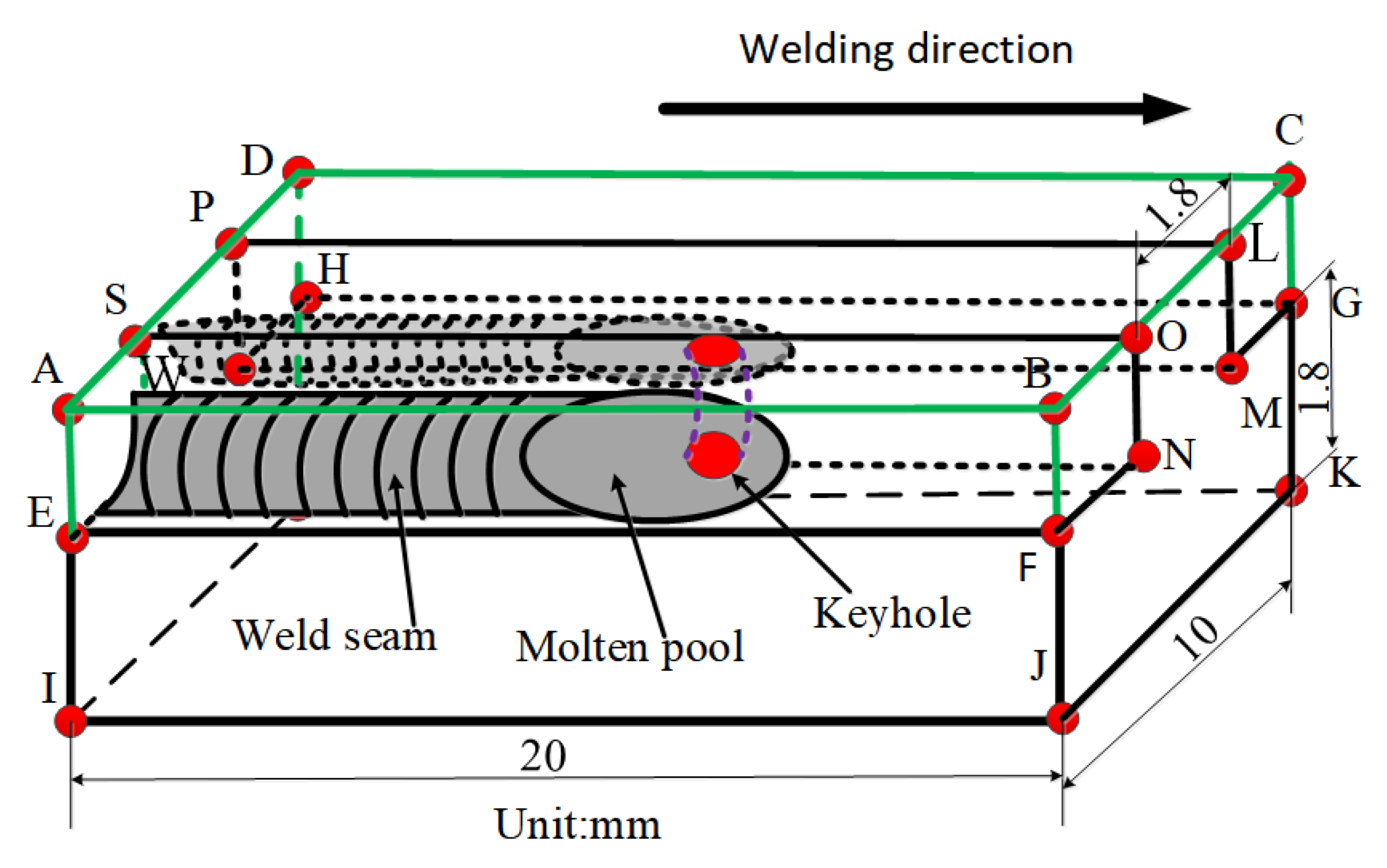
2.1. Numerical Model
2.2. Heat Source Model
2.3. Mathematical Model of Droplet Filling
3. Results and Discussion
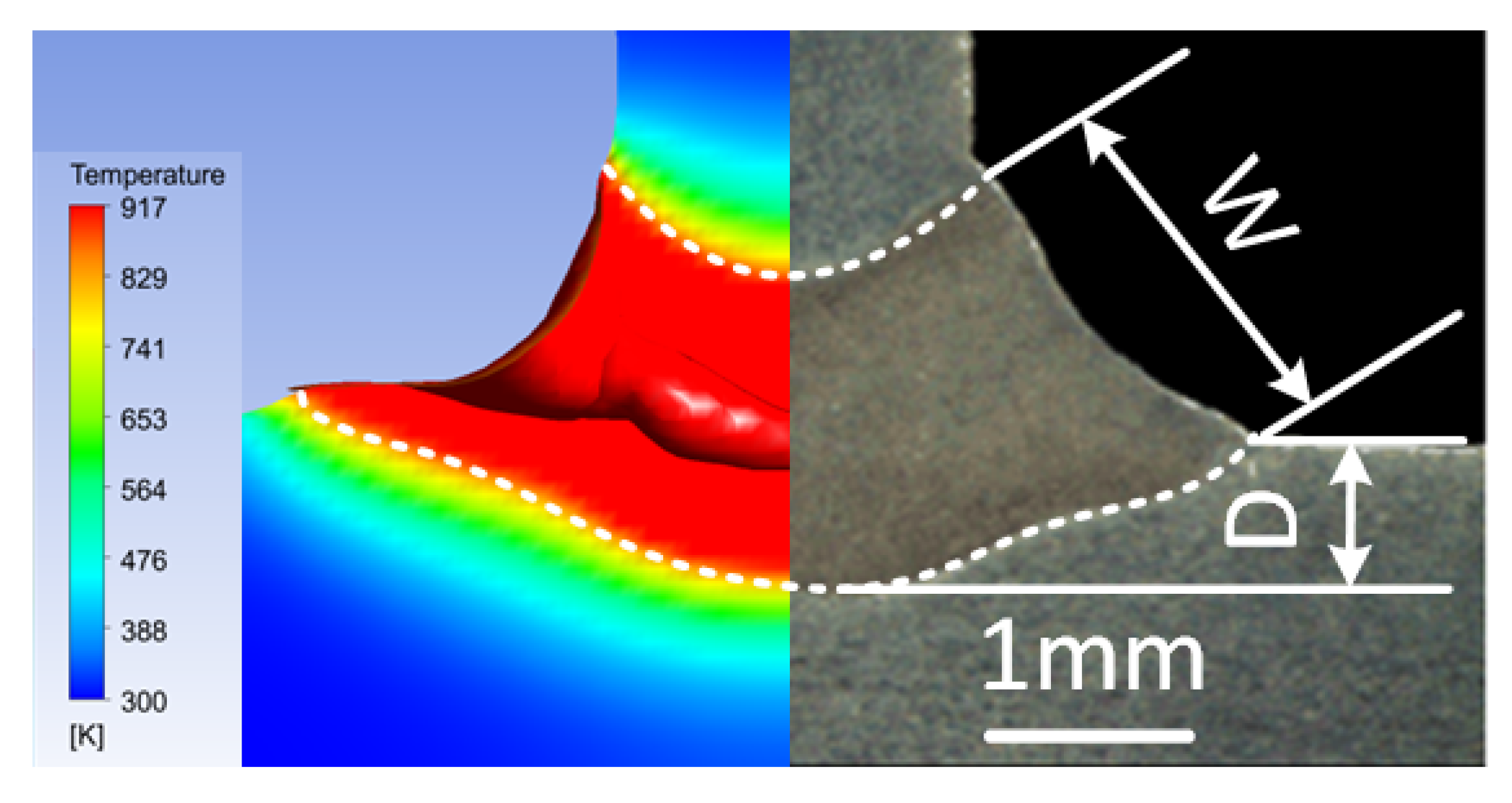
3.1. Numerical Model Validation
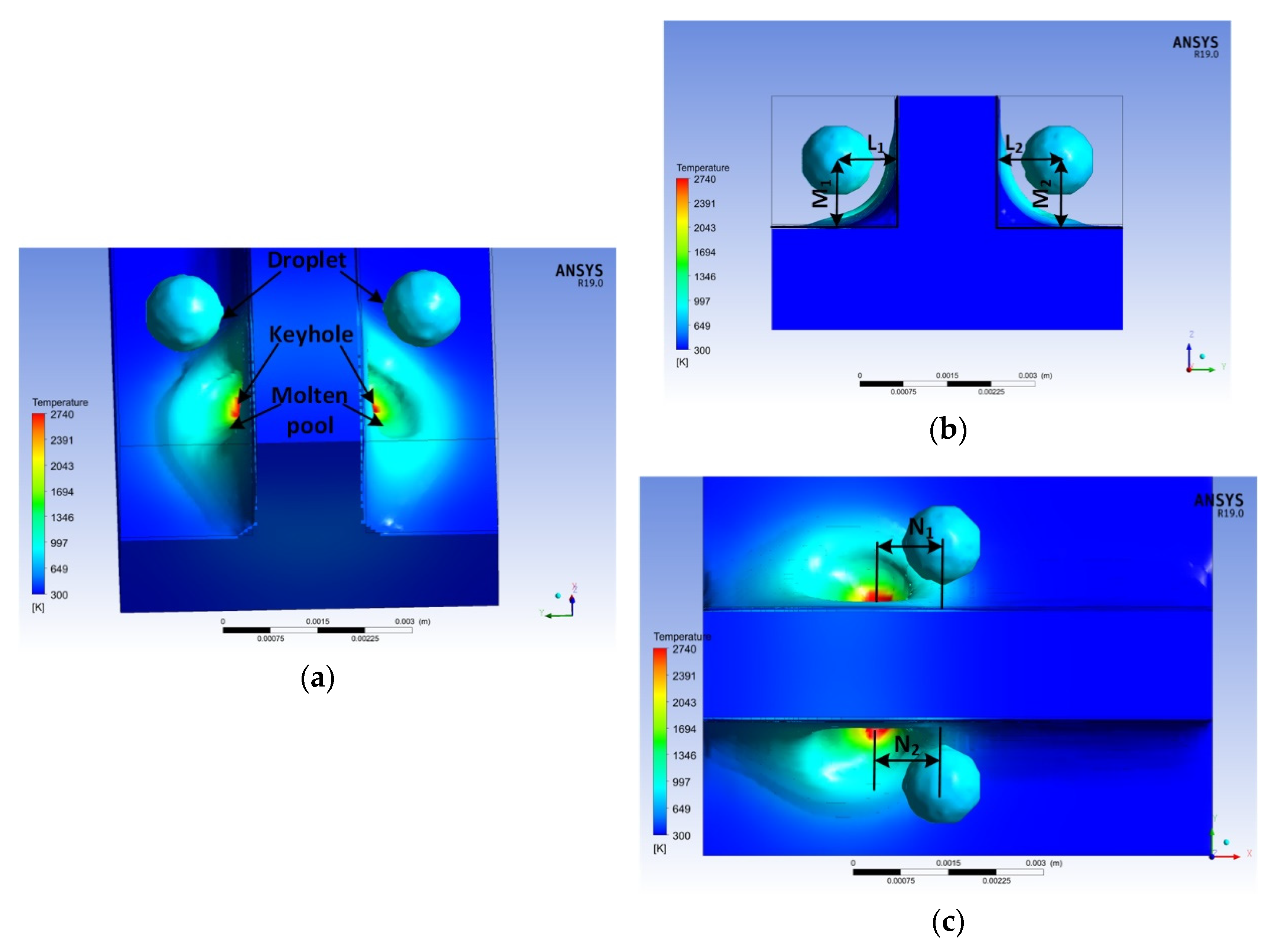
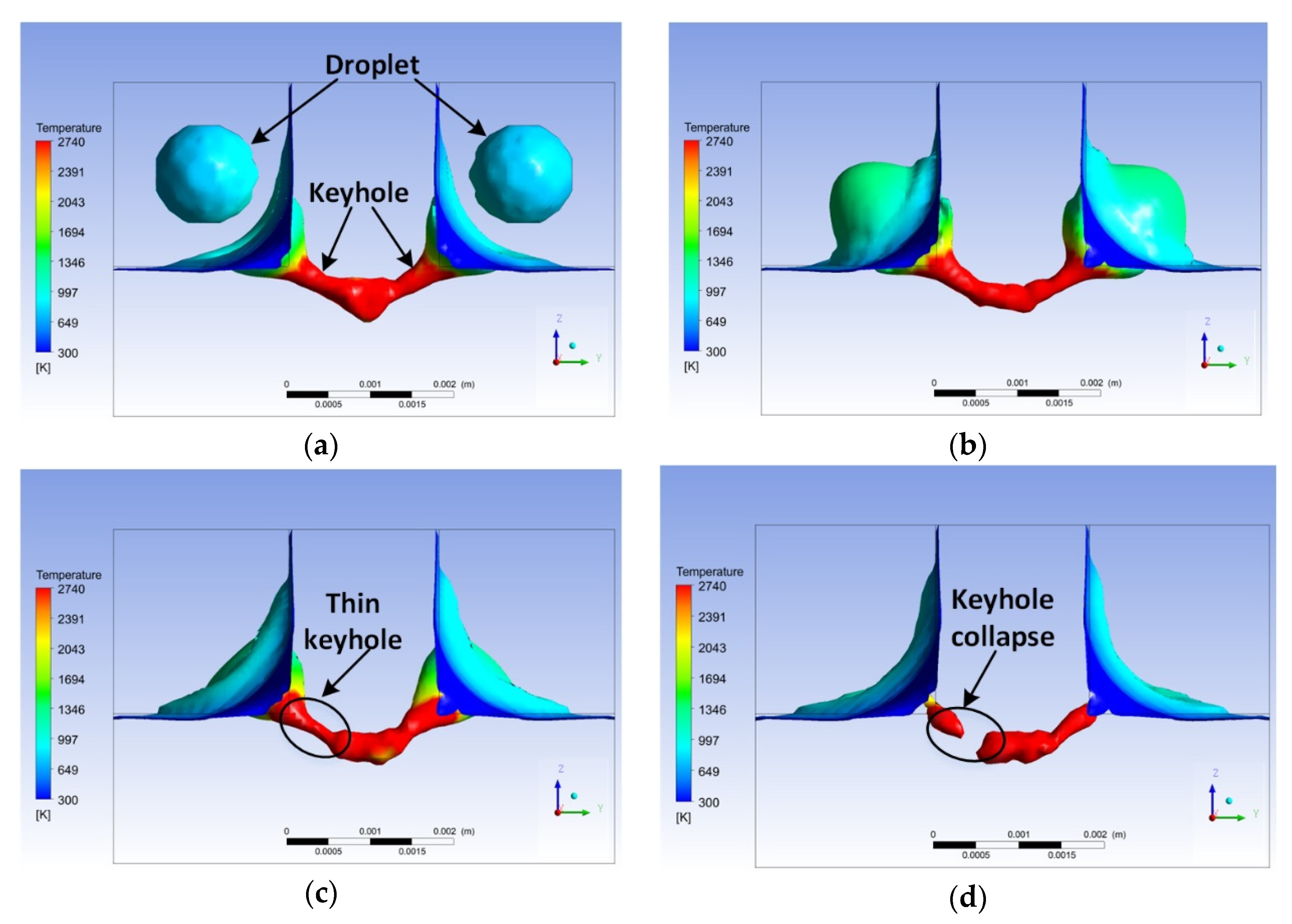
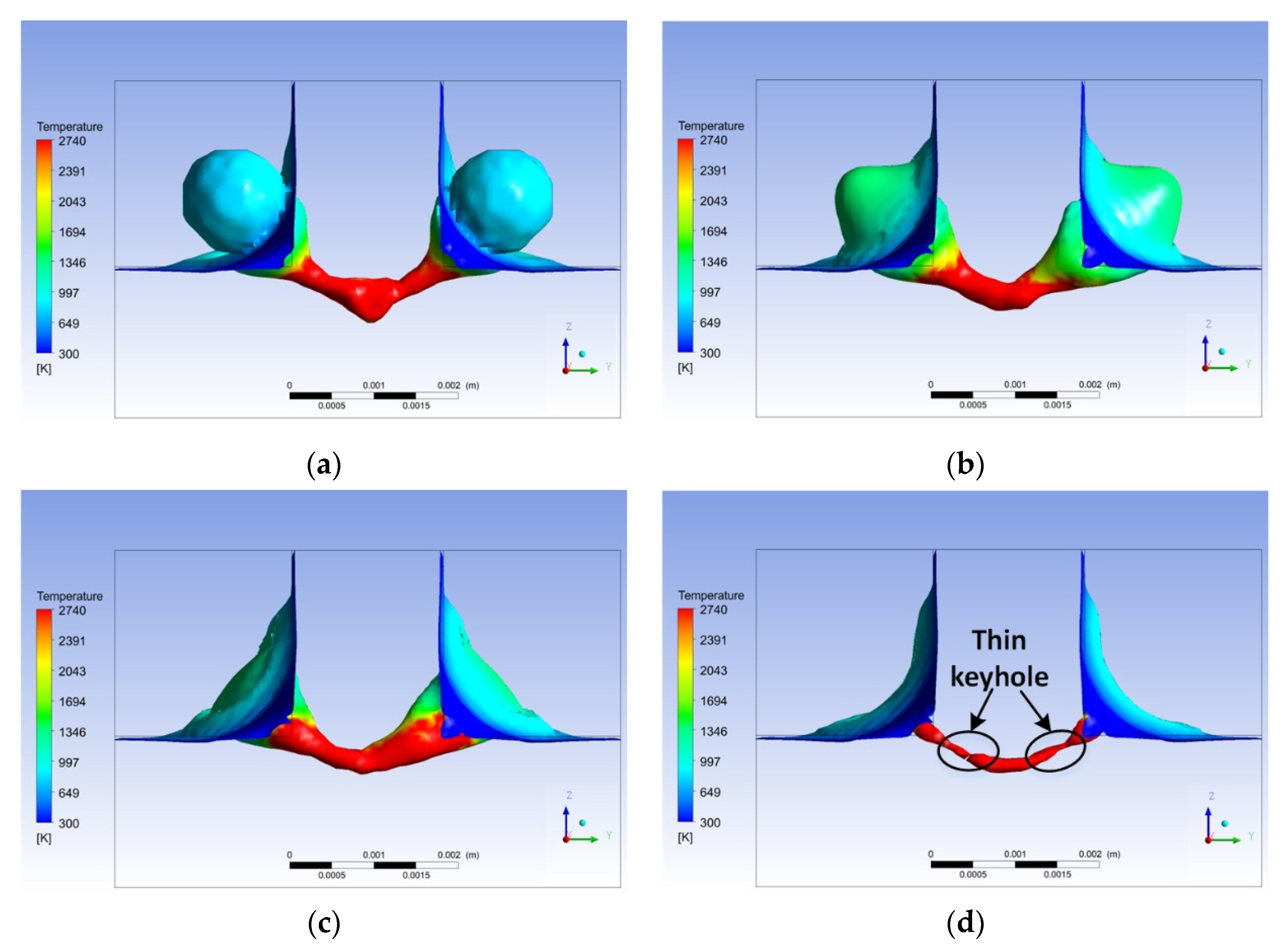
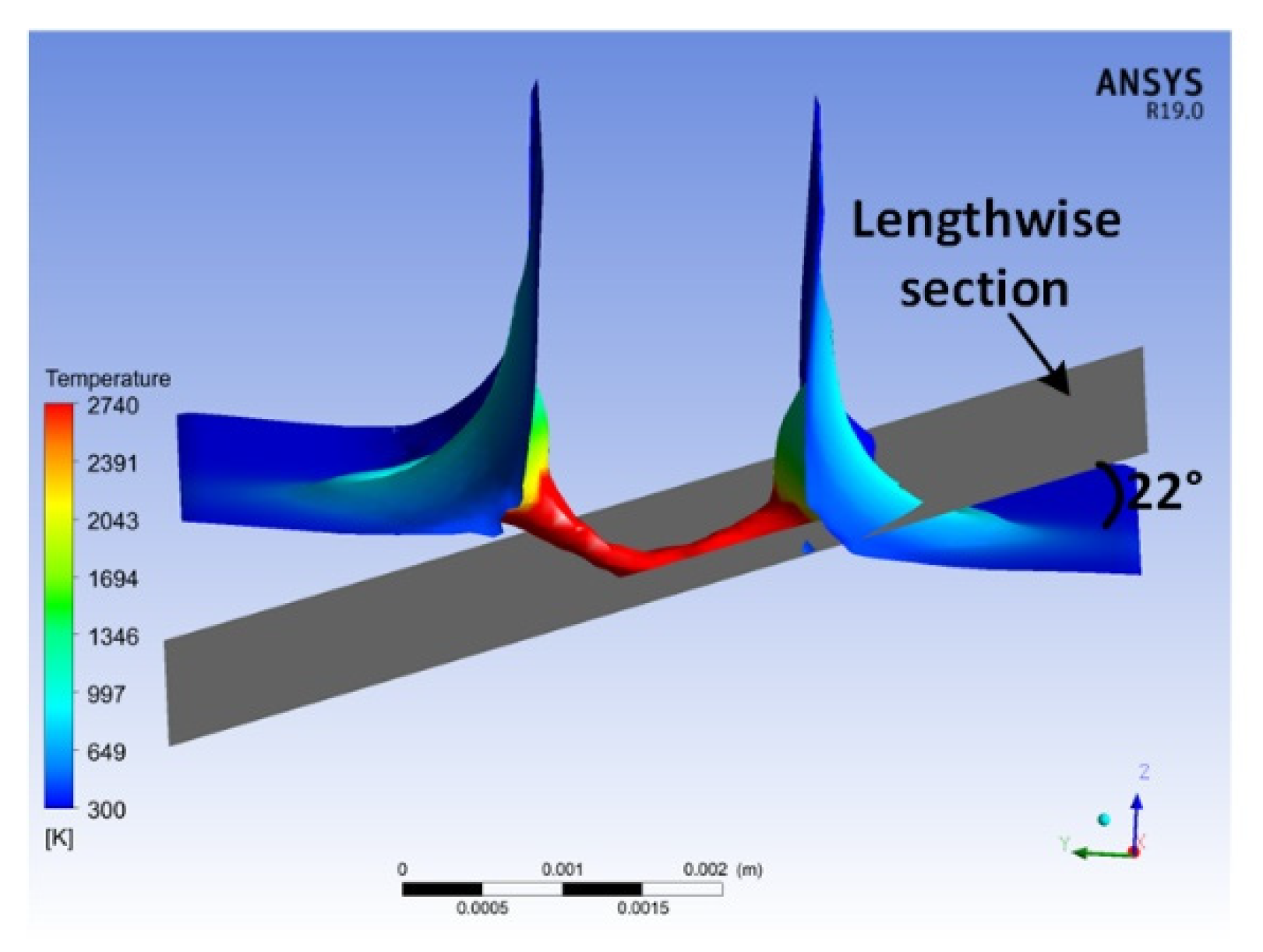
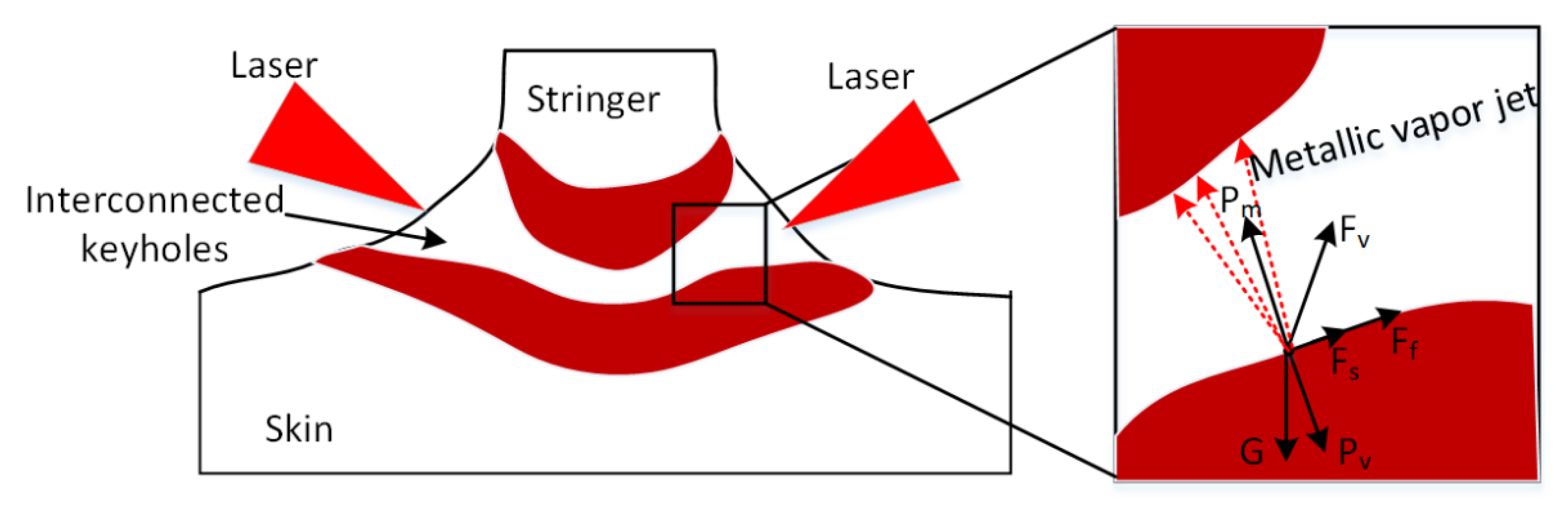
3.2. Dynamic Behavior of the Keyhole
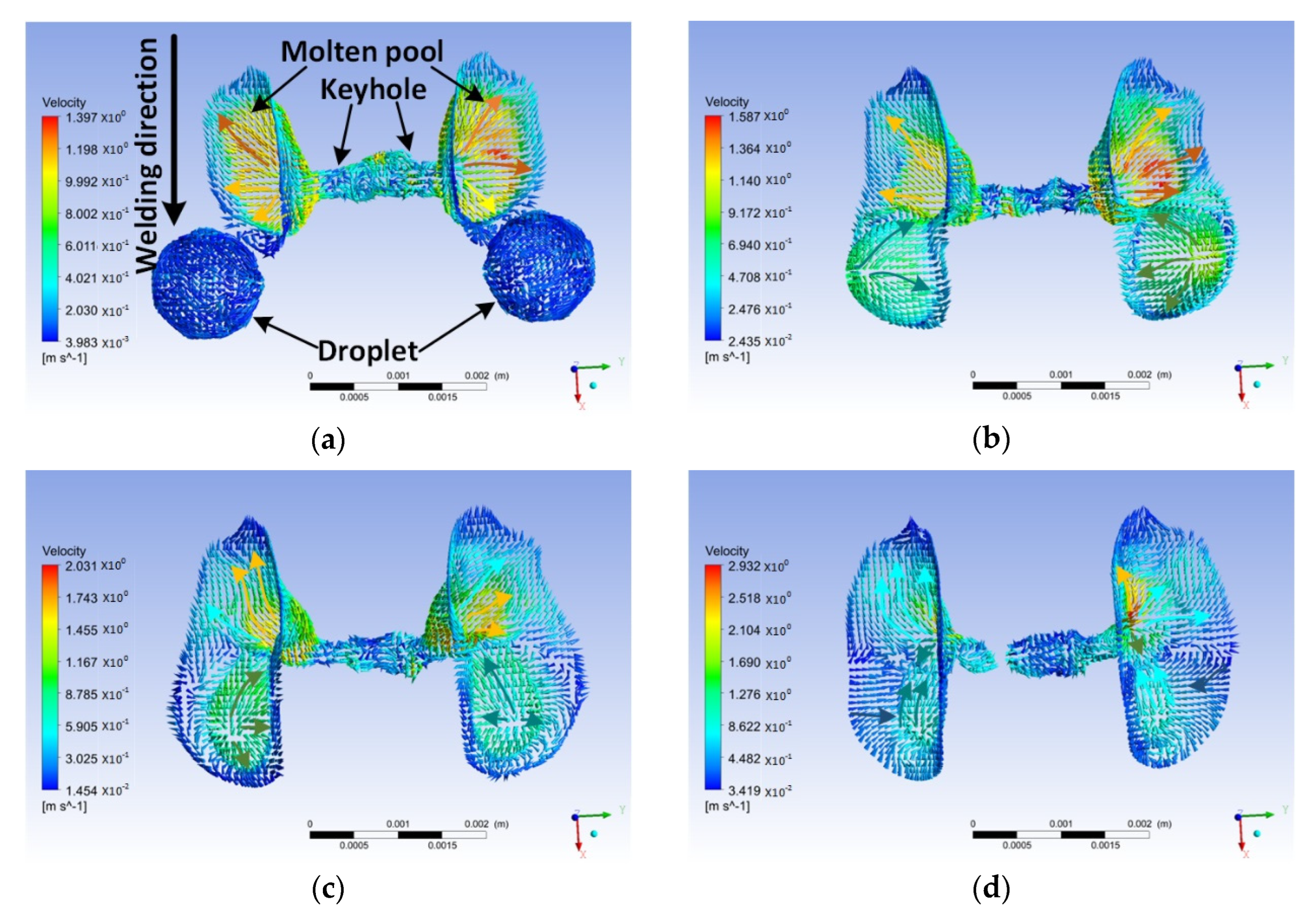
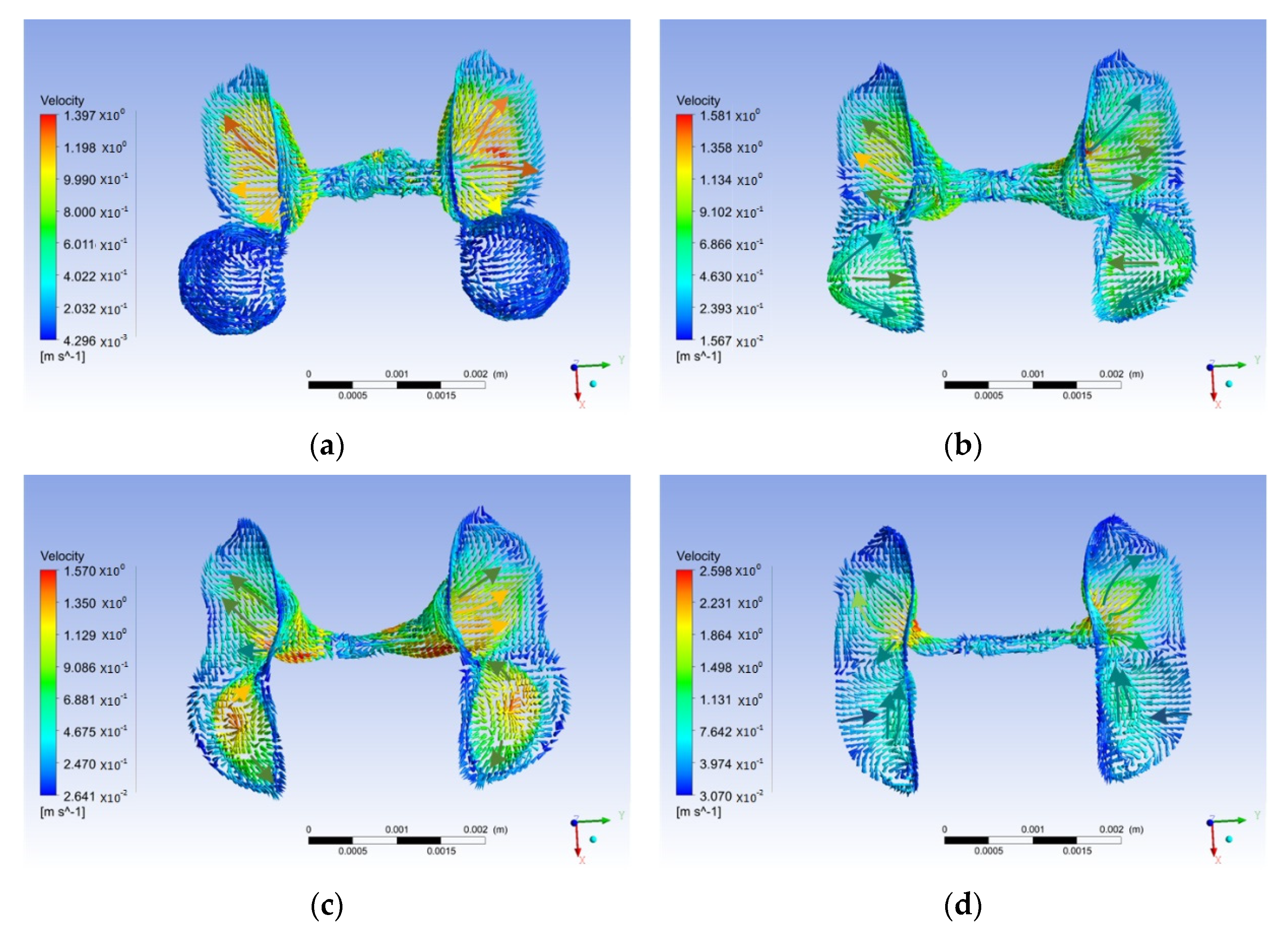
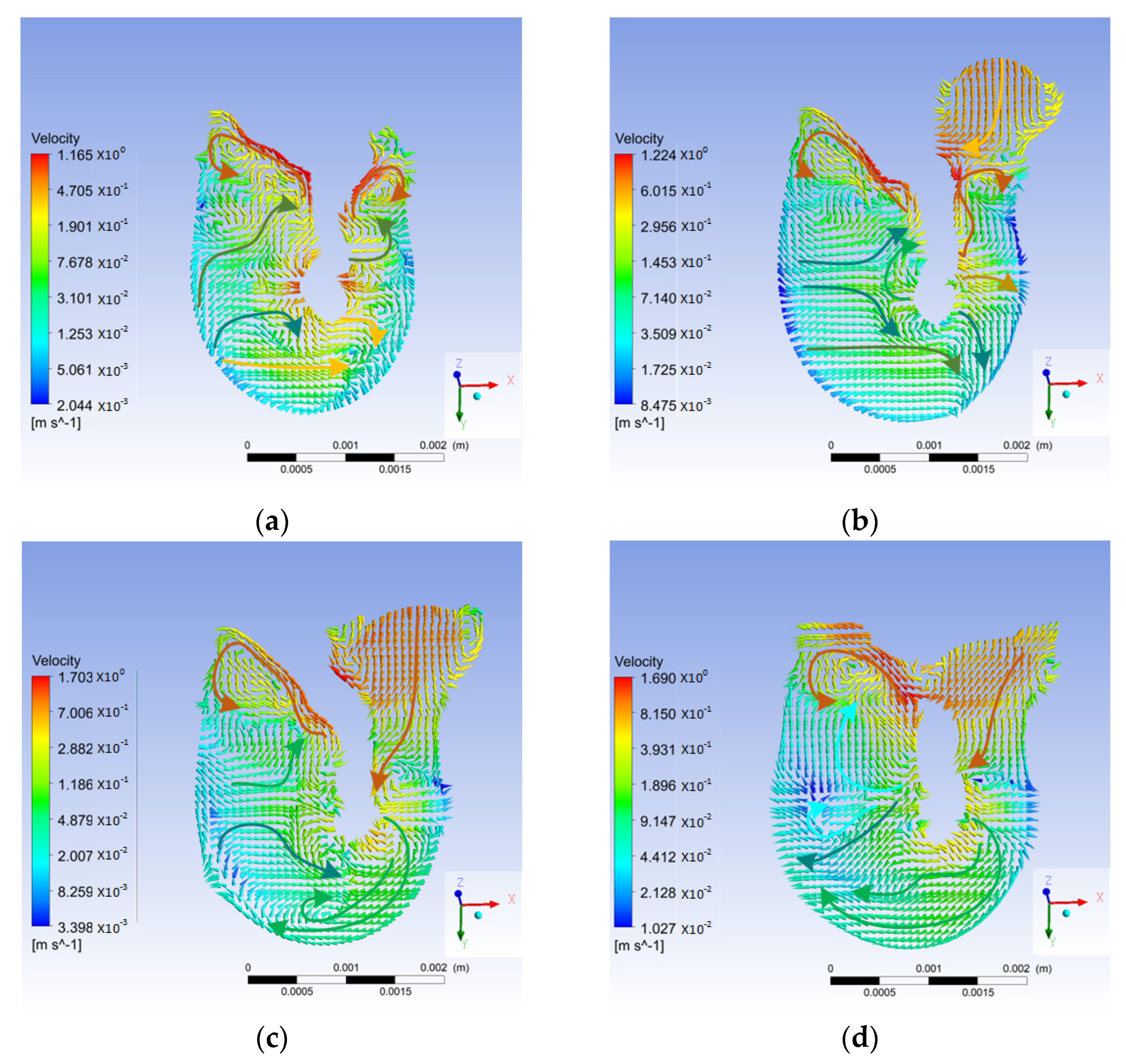
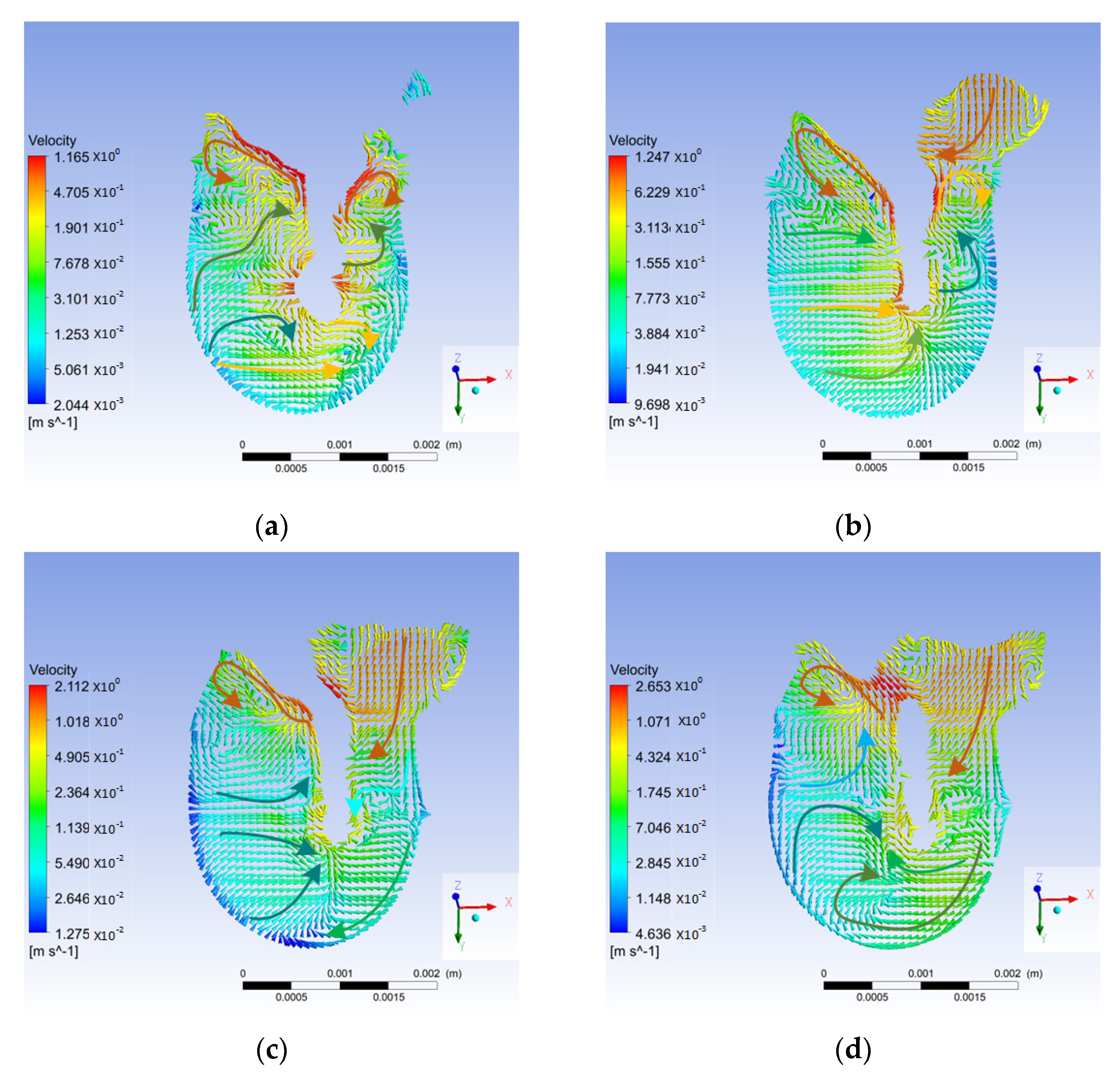
3.3. Melt Flow of the Molten Pool
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, S.; Zhan, X.; Zhao, Y.; Wu, Y.; Liu, D. Influence of laser power on grain size and tensile strength of 5a90 al–li alloy t-joint fabricated by dual laser-beam bilateral synchronous welding. Met. Mater. Int. 2019, 27, 1671–1685. [Google Scholar] [CrossRef]
- Tan, C.; Su, J.; Liu, Y.; Feng, Z.; Song, X.; Wang, X.; Chen, B.; Xia, H. Enhanced interfacial bonding strength of laser bonded titanium alloy/cfrtp joint via hydrogen bonds interaction. Compos. Part B Eng. 2022, 239, 109966. [Google Scholar] [CrossRef]
- Wang, Y.; Jiang, P.; Zhao, J.; Geng, S.; Xu, B. Effects of energy density attenuation on the stability of keyhole and molten pool during deep penetration laser welding process: A combined numerical and experimental study. Int. J. Heat Mass Transf. 2021, 176, 121410. [Google Scholar] [CrossRef]
- Ai, Y.; Jiang, P.; Wang, C.; Mi, G.; Geng, S. Experimental and numerical analysis of molten pool and keyhole profile during high-power deep-penetration laser welding. Int. J. Heat Mass Transf. 2018, 126, 779–789. [Google Scholar] [CrossRef]
- Janasekaran, S.; Jamaludin, M.F.; Muhamad, M.R.; Yusof, F.; Abdul Shukor, M.H. Autogenous double-sided t-joint welding on aluminum alloys using low power fiber laser. Int. J. Adv. Manuf. Technol. 2016, 90, 3497–3505. [Google Scholar] [CrossRef]
- Sun, X.; Shehab, E.; Mehnen, J. Knowledge modelling for laser beam welding in the aircraft industry. Int. J. Adv. Manuf. Technol. 2012, 66, 763–774. [Google Scholar] [CrossRef]
- Dittrich, D.; Standfuss, J.; Liebscher, J.; Brenner, B.; Beyer, E. Laser beam welding of hard to weld al alloys for a regional aircraft fuselage design—first results. Phys. Procedia 2011, 12, 113–122. [Google Scholar] [CrossRef]
- Oliveira, A.C.; Siqueira, R.H.M.; Riva, R.; Lima, M.S.F. One-sided laser beam welding of autogenous t-joints for 6013-t4 aluminium alloy. Mater. Des. 2015, 65, 726–736. [Google Scholar] [CrossRef]
- Enz, J.; Khomenko, V.; Riekehr, S.; Ventzke, V.; Huber, N.; Kashaev, N. Single-sided laser beam welding of a dissimilar aa2024–aa7050 t-joint. Mater. Des. 2015, 76, 110–116. [Google Scholar] [CrossRef]
- Han, B.; Tao, W.; Chen, Y.; Li, H. Double-sided laser beam welded t-joints for aluminum-lithium alloy aircraft fuselage panels: Effects of filler elements on microstructure and mechanical properties. Opt. Laser Technol. 2017, 93, 99–108. [Google Scholar] [CrossRef]
- Zhao, Y.; Zhan, X.; Chen, S.; Bai, M.; Gong, X. Study on the shear performance and fracture mechanism of t-joints for 2219 aluminum alloy by dual laser-beam bilateral synchronous welding. J. Alloys Compd. 2020, 847, 156511. [Google Scholar] [CrossRef]
- Badini, C.; Pavese, M.; Fino, P.; Biamino, S. Laser beam welding of dissimilar aluminium alloys of 2000 and 7000 series: Effect of post-welding thermal treatments on t joint strength. Sci. Technol. Weld. Join. 2013, 14, 484–492. [Google Scholar] [CrossRef]
- Zou, J.L.; Wu, S.K.; He, Y.; Yang, W.X.; Xu, J.J.; Xiao, R.S. Distinct morphology of keyhole wall during high power fibre laser deep penetration welding. Sci. Technol. Weld. Join. 2015, 20, 655–658. [Google Scholar] [CrossRef]
- Kawahito, Y.; Mizutani, M.; Katayama, S. High quality welding of stainless steel with 10 kw high power fibre laser. Sci. Technol. Weld. Join. 2009, 14, 288–294. [Google Scholar] [CrossRef]
- Yang, Z.; Zhao, X.; Tao, W.; Jin, C. Effects of keyhole status on melt flow and flow-induced porosity formation during double-sided laser welding of aa6056/aa6156 aluminium alloy t-joint. Opt. Laser Technol. 2019, 109, 39–48. [Google Scholar] [CrossRef]
- Yang, Z.; Tao, W.; Li, L.; Chen, Y.; Shi, C. Numerical simulation of heat transfer and fluid flow during double-sided laser beam welding of t-joints for aluminum aircraft fuselage panels. Opt. Laser Technol. 2017, 91, 120–129. [Google Scholar] [CrossRef]
- Yang, Z.; Tao, W.; Zhao, X.; Chen, Y.; Shi, C. Numerical modelling and experimental verification of thermal characteristics and their correlations with mechanical properties of double-sided laser welded t-joint. Int. J. Adv. Manuf. Technol. 2017, 92, 1609–1618. [Google Scholar] [CrossRef]
- Chen, S.; Zhao, Y.; Tian, S.; Gu, Y.; Zhan, X. Study on keyhole coupling and melt flow dynamic behaviors simulation of 2219 aluminum alloy t-joint during the dual laser beam bilateral synchronous welding. J. Manuf. Processes 2020, 60, 200–212. [Google Scholar] [CrossRef]
- Yu, Y.; Wang, C.; Hu, X.; Wang, J.; Yu, S. Porosity in fiber laser formation of 5a06 aluminum alloy. J. Mech. Sci. Technol. 2010, 24, 1077–1082. [Google Scholar] [CrossRef]
- Salminen, A.; Kujanpaa, V. Effect of wire feed position on laser welding with filler wire. J. Laser Appl. 2003, 15, 2–10. [Google Scholar] [CrossRef]
- Ohnishi, T.; Kawahito, Y.; Mizutani, M.; Katayama, S. Butt welding of thick, high strength steel plate with a high power laser and hot wire to improve tolerance to gap variance and control weld metal oxygen content. Sci. Technol. Weld. Join. 2013, 18, 314–322. [Google Scholar] [CrossRef]
- Salminen, A.; Kujanpaa, V.; Moisio, T. Interactions between laser beam and filler metal. Weld. J. 1996, 75, 9s–13s. [Google Scholar]
- Peng, J.; Li, L.; Lin, S.; Zhang, F.; Pan, Q.; Katayama, S. High-speed x-ray transmission and numerical study of melt flows inside the molten pool during laser welding of aluminum alloy. Math. Probl. Eng. 2016, 2016, 1409872. [Google Scholar] [CrossRef]
- Hirt, C.; Nichols, B. Volume of fluid (VOF) method for the dynamics of free boundaries. J. Comput. Phys. 1981, 39, 201–225. [Google Scholar] [CrossRef]
- Li, X.; Lu, F.; Cui, H.; Tang, X.; Wu, Y. Numerical modeling on the formation process of keyhole-induced porosity for laser welding steel with t-joint. Int. J. Adv. Manuf. Technol. 2014, 72, 241–254. [Google Scholar] [CrossRef]
- Mishra, S.; Chakraborty, S.; DebRoy, T. Probing liquation cracking and solidification through modeling of momentum, heat, and solute transport during welding of aluminum alloys. J. Appl. Phys. 2005, 97, 094912. [Google Scholar] [CrossRef]
- Voller, V.; Swaminathan, C. General source-based method for solidification phase change. Numer. Heat Transf. Part B Fundam. 1991, 19, 175–189. [Google Scholar] [CrossRef]
- Zhao, H.; Niu, W.; Zhang, B.; Lei, Y.; Kodama, M.; Ishide, T. Modelling of keyhole dynamics and porosity formation considering the adaptive keyhole shape and three-phase coupling during deep-penetration laser welding. J. Phys. D Appl. Phys. 2011, 44, 485302. [Google Scholar] [CrossRef]
- Peng, J.; Xu, H.; Yang, X.; Wang, X.; Li, S.; Long, W.; Zhang, J. Numerical simulation of molten pool dynamics in laser deep penetration welding of aluminum alloys. Crystals 2022, 12, 873. [Google Scholar] [CrossRef]
- Tao, W.; Yang, Z.; Shi, C.; Dong, D. Simulating effects of welding speed on melt flow and porosity formation during double-sided laser beam welding of aa6056-t4/aa6156-t6 aluminum alloy t-joint. J. Alloys Compd. 2017, 699, 638–647. [Google Scholar] [CrossRef]
- Ribic, B.; Tsukamoto, S.; Rai, R.; DebRoy, T. Role of surface-active elements during keyhole-mode laser welding. J. Phys. D Appl. Phys. 2011, 44, 485203. [Google Scholar] [CrossRef]
- Wu, C.S.; Zhang, T.; Feng, Y.H. Numerical analysis of the heat and fluid flow in a weld pool with a dynamic keyhole. Int. J. Heat Fluid Flow 2013, 40, 186–197. [Google Scholar] [CrossRef]
- Zhang, D.; Wang, M.; Shu, C.; Zhang, Y.; Wu, D.; Ye, Y. Dynamic keyhole behavior and keyhole instability in high power fiber laser welding of stainless steel. Opt. Laser Technol. 2019, 114, 1–9. [Google Scholar] [CrossRef]
- Tao, W.; Yang, Z.; Chen, Y.; Li, L.; Jiang, Z.; Zhang, Y. Double-sided fiber laser beam welding process of t-joints for aluminum aircraft fuselage panels: Filler wire melting behavior, process stability, and their effects on porosity defects. Opt. Laser Technol. 2013, 52, 1–9. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Symbol | Unit | Value |
|---|---|---|---|
| Solid density | ρs | kg/m−3 | 2720 |
| Liquid density | ρl | kg/m−3 | 2590 |
| Solidus temperature | Ts | K | 860 |
| Liquidus temperature | TL | K | 917 |
| Boiling temperature | Tg | K | 2740 |
| Thermal expansion coefficient | βk | K−1 | 1.92 × 10−5 |
| Convective heat transfer coefficient | h0 | W/K−1m−2 | 15 |
| Surface tension | δ0 | N/m−1 | 0.914 |
| Surface tension gradient | Aδ | N/m−1K−1 | −3.5 × 10−4 |
| Radiation emissivity | ε | --- | 0.08 |
| Ambient temperature | Tref | K | 300 |
| Filling Mode | Early Stage of Droplet Entering the Molten Pool | Later Stage of Droplet Entering Molten Pool |
|---|---|---|
| Free transition |  |  |
| Slight contact transition |  | 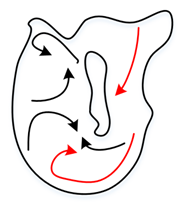 |
| Contact transition |  | 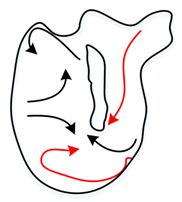 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Peng, J.; Liu, J.; Yang, X.; Ge, J.; Han, P.; Wang, X.; Li, S.; Yang, Z. Numerical Simulation of Droplet Filling Mode on Molten Pool and Keyhole during Double-Sided Laser Beam Welding of T-Joints. Crystals 2022, 12, 1268. https://doi.org/10.3390/cryst12091268
Peng J, Liu J, Yang X, Ge J, Han P, Wang X, Li S, Yang Z. Numerical Simulation of Droplet Filling Mode on Molten Pool and Keyhole during Double-Sided Laser Beam Welding of T-Joints. Crystals. 2022; 12(9):1268. https://doi.org/10.3390/cryst12091268
Chicago/Turabian StylePeng, Jin, Jigao Liu, Xiaohong Yang, Jianya Ge, Peng Han, Xingxing Wang, Shuai Li, and Zhibin Yang. 2022. "Numerical Simulation of Droplet Filling Mode on Molten Pool and Keyhole during Double-Sided Laser Beam Welding of T-Joints" Crystals 12, no. 9: 1268. https://doi.org/10.3390/cryst12091268
APA StylePeng, J., Liu, J., Yang, X., Ge, J., Han, P., Wang, X., Li, S., & Yang, Z. (2022). Numerical Simulation of Droplet Filling Mode on Molten Pool and Keyhole during Double-Sided Laser Beam Welding of T-Joints. Crystals, 12(9), 1268. https://doi.org/10.3390/cryst12091268