2.1. Raw Materials
The raw materials used in this experiment were as follows: kaolin (M) (China Kaolin Co., Ltd., Suzhou, China), dry base 84.81 wt.%; halloysite (Suzhou, H), dry base 64.21 wt.%; kaolin (Suzhou, S), dry base 83.17 wt.%; aluminum sol (Sinopec Catalyst Changling Branch, Yueyang, China), alumina content of 20.68 wt.%; Y molecular sieve HRY-1 (Sinopec Catalyst Changling Branch), dry group 35.12 wt.%; Y molecular sieve PSRY (Sinopec Catalyst Changling Branch), dry group 36.71 wt.%; pseudoboehmite (Aluminum Corporation of China, Beijing, China), dry base 60.94 wt.%; hydrochloric acid (Sinopec Catalyst Changling Branch), Concentration 20 wt.%.
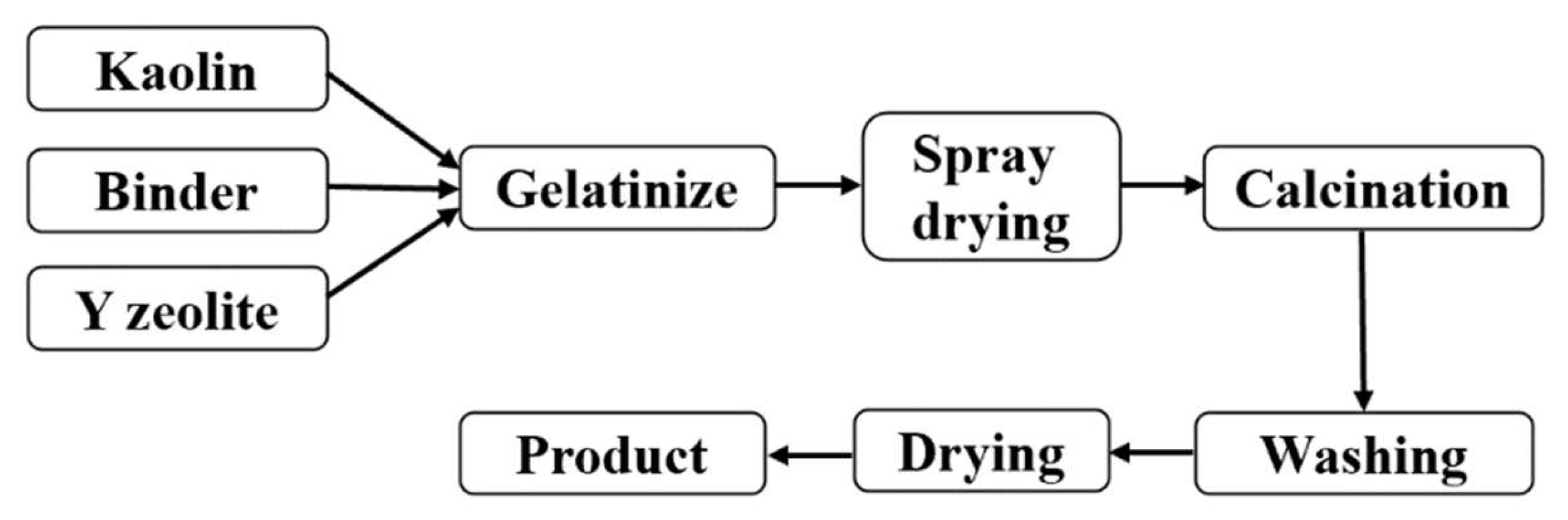
2.3. Catalyst Preparation Process
The semisynthetic FCC catalyst preparation process was adopted (
Figure 1). The specific steps are as follows: ① At room temperature, add the measured molecular sieve into the water, stir for 10 min, and disperse evenly. ② Add pseudo-boehmite to ① and continue to stir for 20 min. ③ Add aluminum sol to ② and continue stirring for 20 min. ④ add kaolin to ③ and stir for 50 min. ⑤ Add 20% hydrochloric acid, stir for 30 min, adjust pH value to 3.0, and obtain the FCC catalyst colloidal samples. ⑥ The gel was spray-dried at the tail gas temperature of 220~250 °C to obtain the FCC catalyst particle samples. ⑦ Then, the catalyst samples were roasted for 2 h at 550 °C to obtain the FCC catalyst products. The cracking catalyst samples, CAT-M, CAT-H, CAT-S, and CAT-MH, were prepared in the medium catalytic cracking laboratory with M soil, H soil, S soil, and MH soils, respectively. The FCC catalyst formula is as follows.
Kaolin (dry base, wt.%): Pseudo-boehmite (dry base, wt.%): Aluminum Sol (Al2O3 content, wt.%): Y molecular sieve (dry group, wt.%) = 32:20:10:38.
2.4. Analysis Method
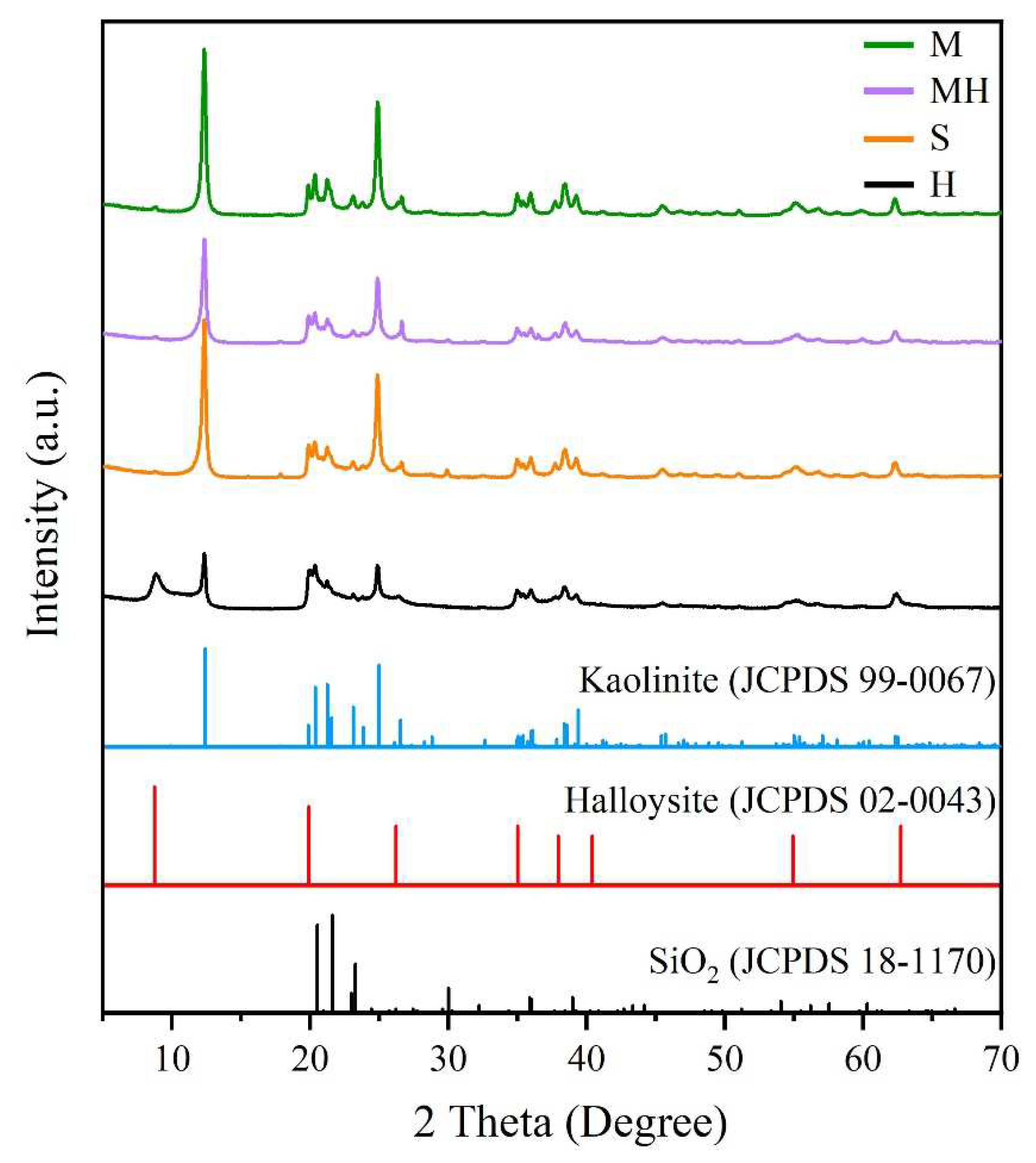
X-ray diffraction (XRD; UltimaIV-185 type, Rigaku, Japan) was performed for the sample phase analysis, with a tube voltage of 40 kV, a tube current of 40 mA, a 2θ scanning range of 5°–70°, a scanning rate of 0.02°/s, and Cu target rays.
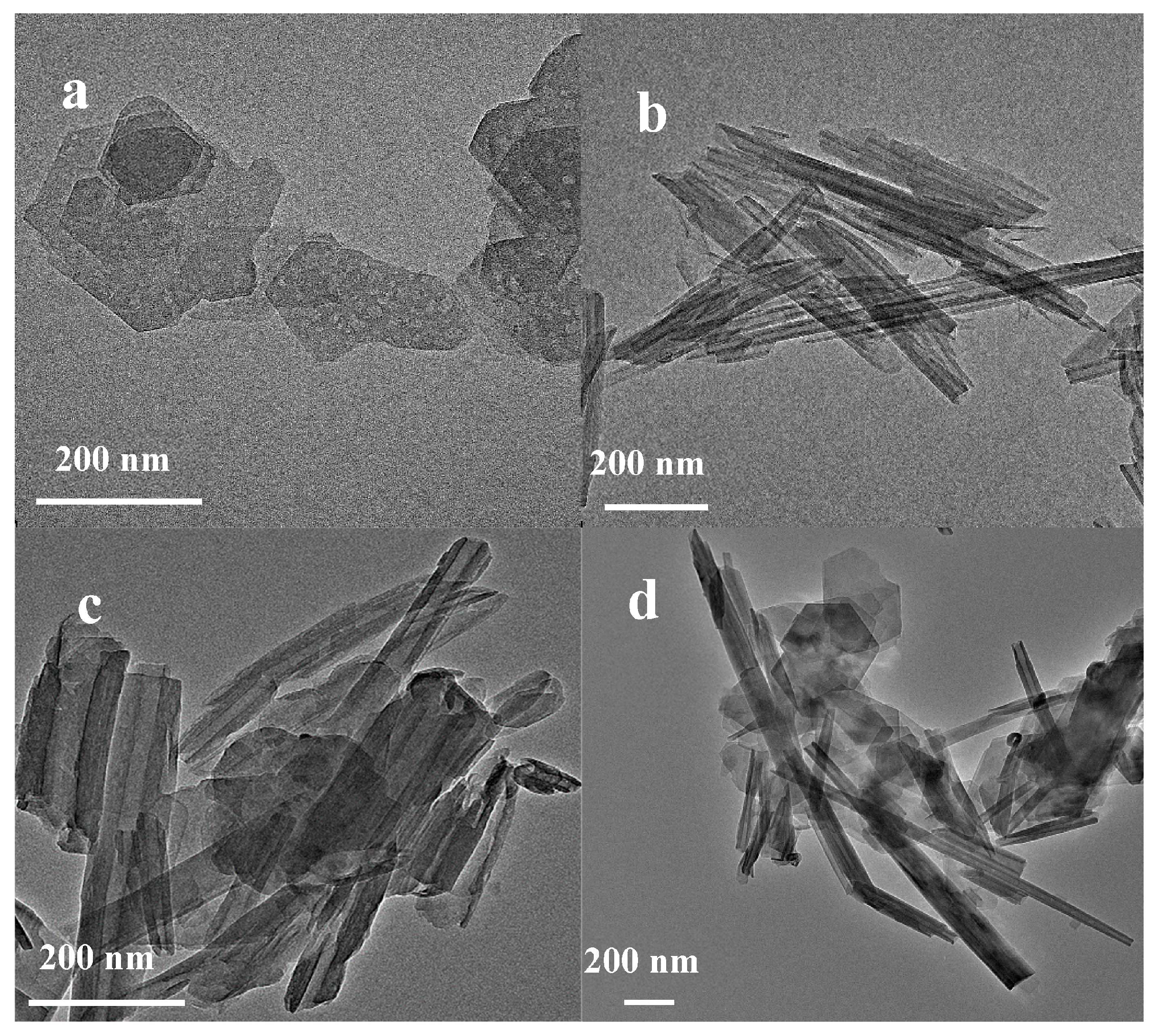
The morphologies of the samples were analyzed by field-emission scanning electron microscopy (Zeiss Sigma 300, Zeiss, Jena, Germany). The microstructure of the samples was analyzed by transmission electron microscopy (TEM; JEM-2100Plus, JEOL, Tokyo, Japan).
The chemical composition of the samples was measured by X-ray fluorescence spectroscopy (XRF; Axios mAX, PANalytical B.V., Almelo, Netherlands). The powder samples were pressed, the intensity of the characteristic spectral lines of each element was measured by XRF, and the elemental content was calculated using the external standard method.
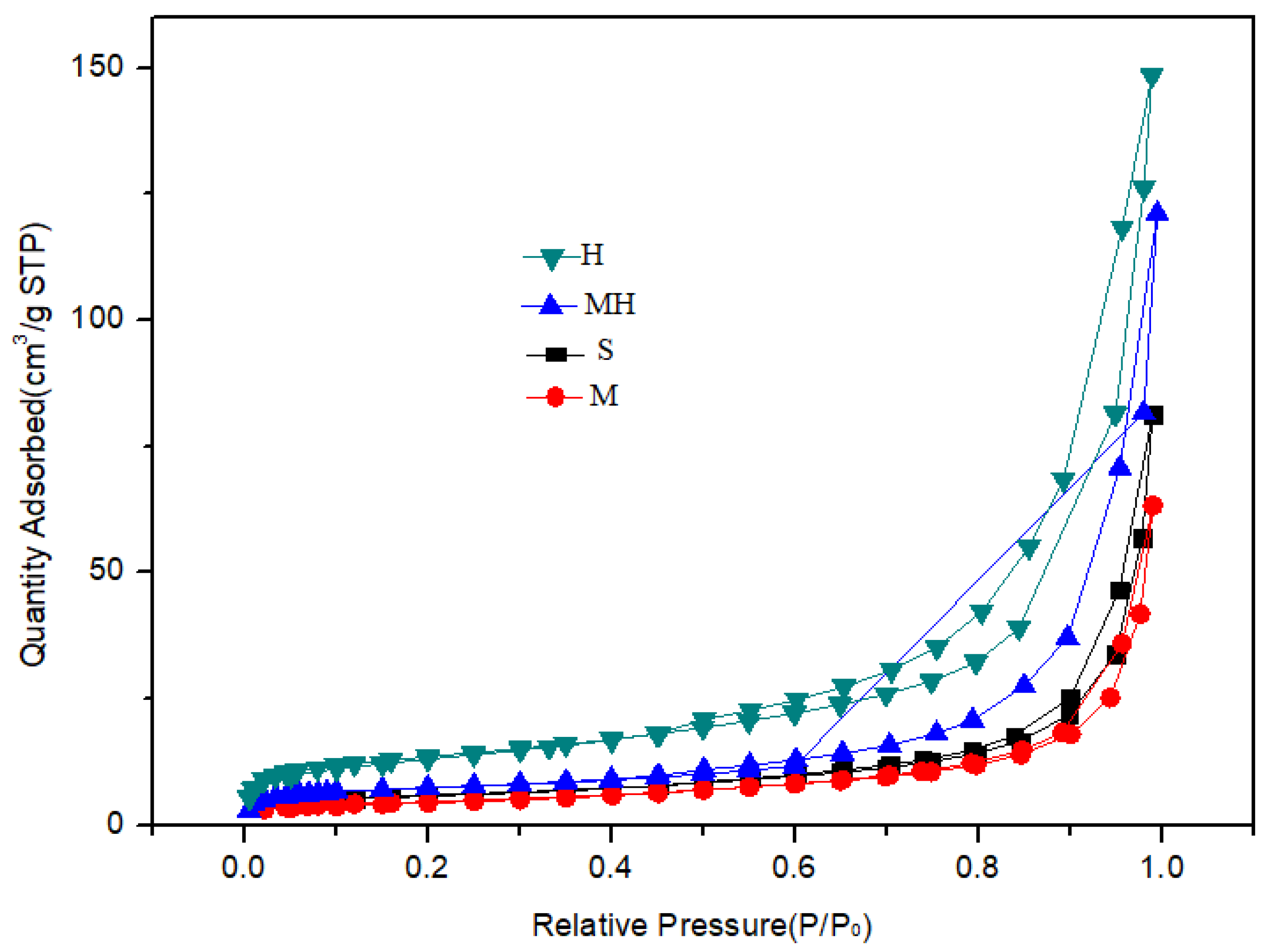
The ASAP 2460 Autosorb Multistation automatic surface area and porosity analyzer was used to test the specific surface area of the samples. Prior to the test, the samples were calcined at 550 °C for 3 h and pressed. The specific surface area of the samples was calculated using the Brunauer–Emmett–Teller (BET) method, and the pore volume and pore-size distribution were calculated using the Barrett–Joyner–Halenda (BJH) method.
The attrition of the catalyst samples was measured using the attrition tester produced by the Research Institute of Petroleum and Chemical Engineering of China Petroleum and Chemical Industry. The measurement method was Q/SH 3360 208, which put a certain amount of samples into the attrition measuring device, blowing and grinding at a constant gas speed for five hours. The samples blown in the first hour are discarded, and the samples blown four hours after the collection are calculated to use the hourly average wear mass fraction as the attrition of the samples. The attrition is calculated as follows:
In formula:
AI—the value of the mass fraction of the attrition, expressed as %/h−1;
m—the mass of a measuring bottle, expressed in grams (g);
m1—the mass of the filter paper cartridge after humidification, expressed in grams (g);
m3—total weight of filter paper cartridge after blowing and grinding for 4 h, expressed in grams (g);
m4—the mass of the bottle after collecting the catalyst powder, expressed in grams (g);
4—four hours.
The activity stability of the catalyst samples was determined using the microreactivity automatic tester produced by the Research Institute of Petrochemical and Petrochemical Science of China. The determination method was Q/SH 3360 211. Fresh catalyst samples were aged at 800 °C under 100% water vapor for 17 h. The steam aging treatment conditions were: (1) Aging treatment temperature: 800 ± 1 °C. (2) Aging treatment time: 17 h. (3) Pressure: normal pressure, 100% water steam. (4) Water inlet speed: 60 ± 3 mL/h. The operating conditions for the activity determination were: (1) Catalyst: 5.000 ± 0.002 g. (2) Oil intake: 1.56 ± 0.02 g. (3) Reaction time: 70 s. (4) Reaction temperature: 46 ± 1 °C. (5) Agent-to-oil ratio: 3.2. (6) Nitrogen or air purging time after reaction: 10~20 min. (7) Purge gas flow rate: 40~60 mL/min. (8) Length of isothermal zone: not less than 7 cm.
The cracking performance of the catalyst samples was evaluated using a small fixed-fluidized bed unit.
Dry base test was to measure the percentage of sample left after the sample was burned at 800 ± 20 °C for 1 h.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}