
In Situ Formation of Al3Ti and Its Effects on the Microstructure, Hardness and Tribological Properties of Al Matrix Composites with Various Ti Contents
 , , ,
, , , {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Section
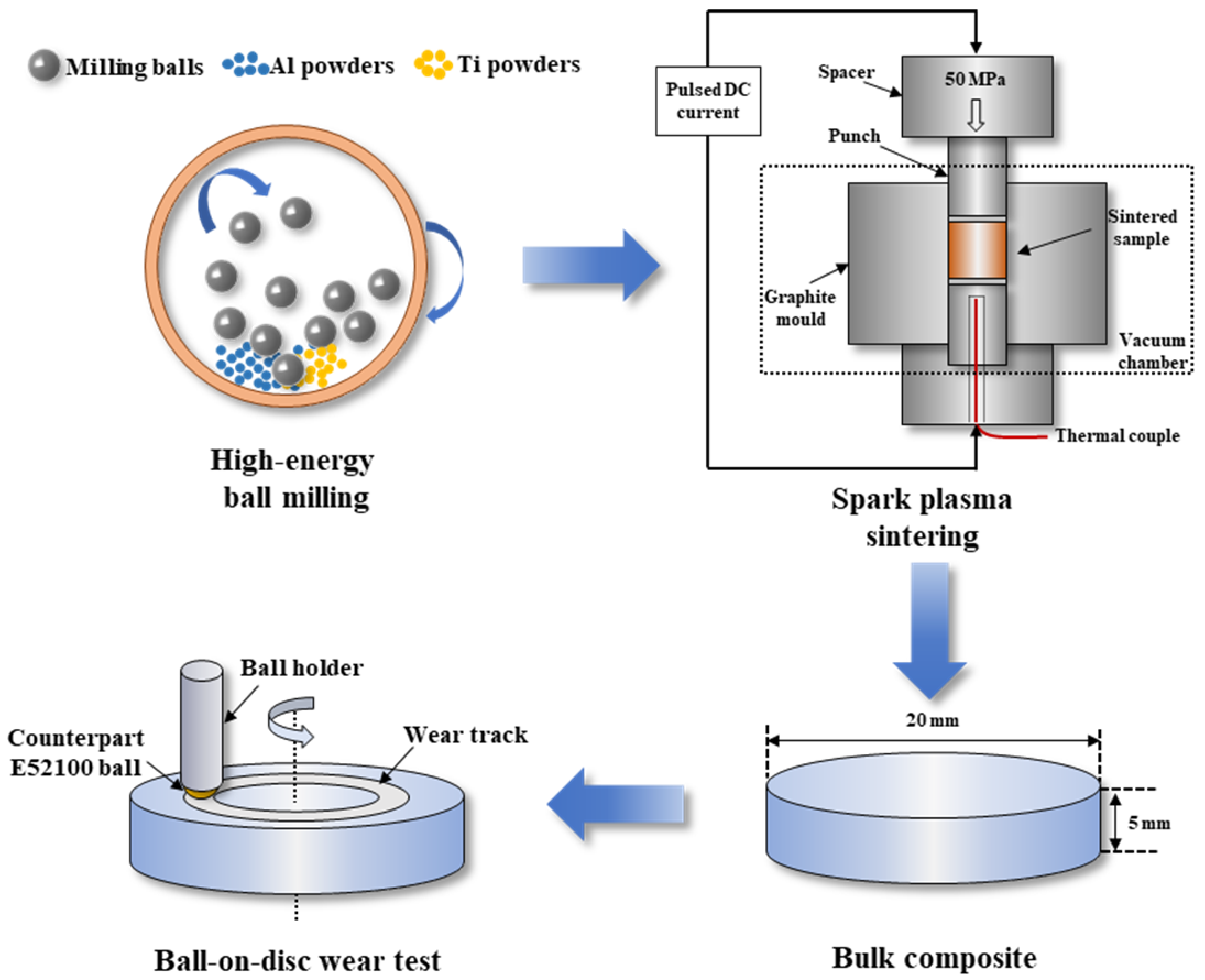
2.1. Composites Fabrication
2.2. Characterisation
3. Results and Discussion
3.1. Microstructure Characterisation
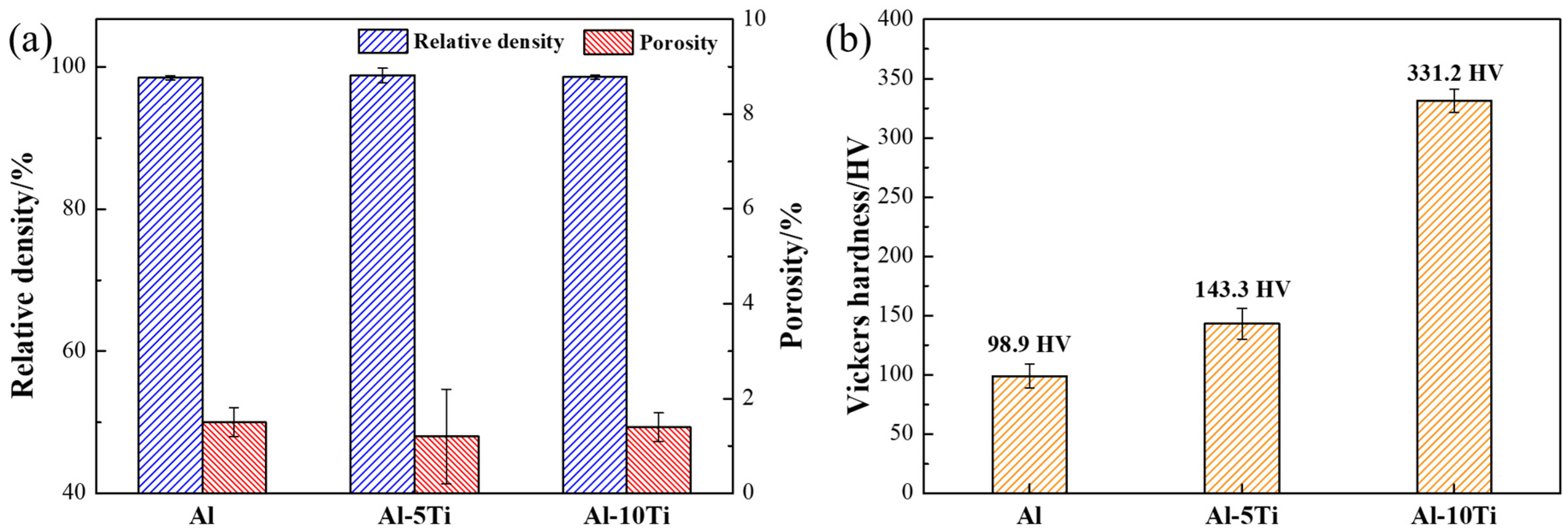
3.2. Density and Vickers Hardness
3.3. Tribological Properties
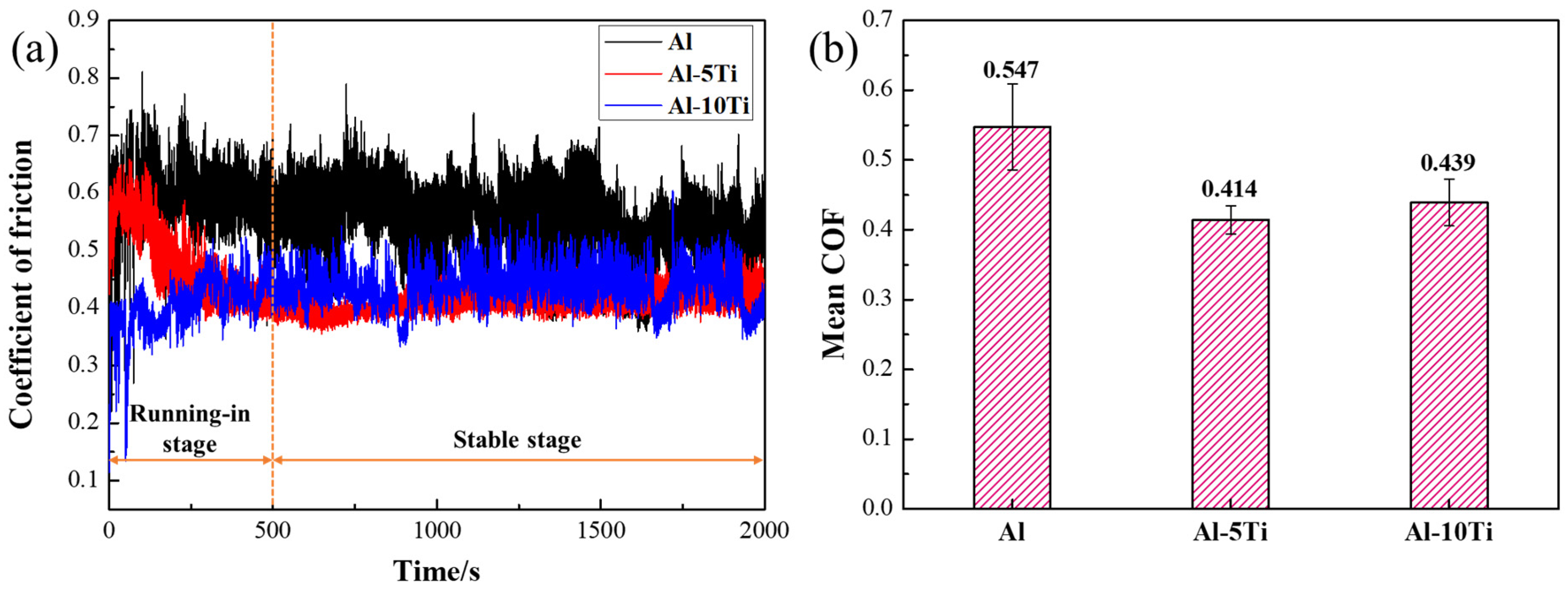
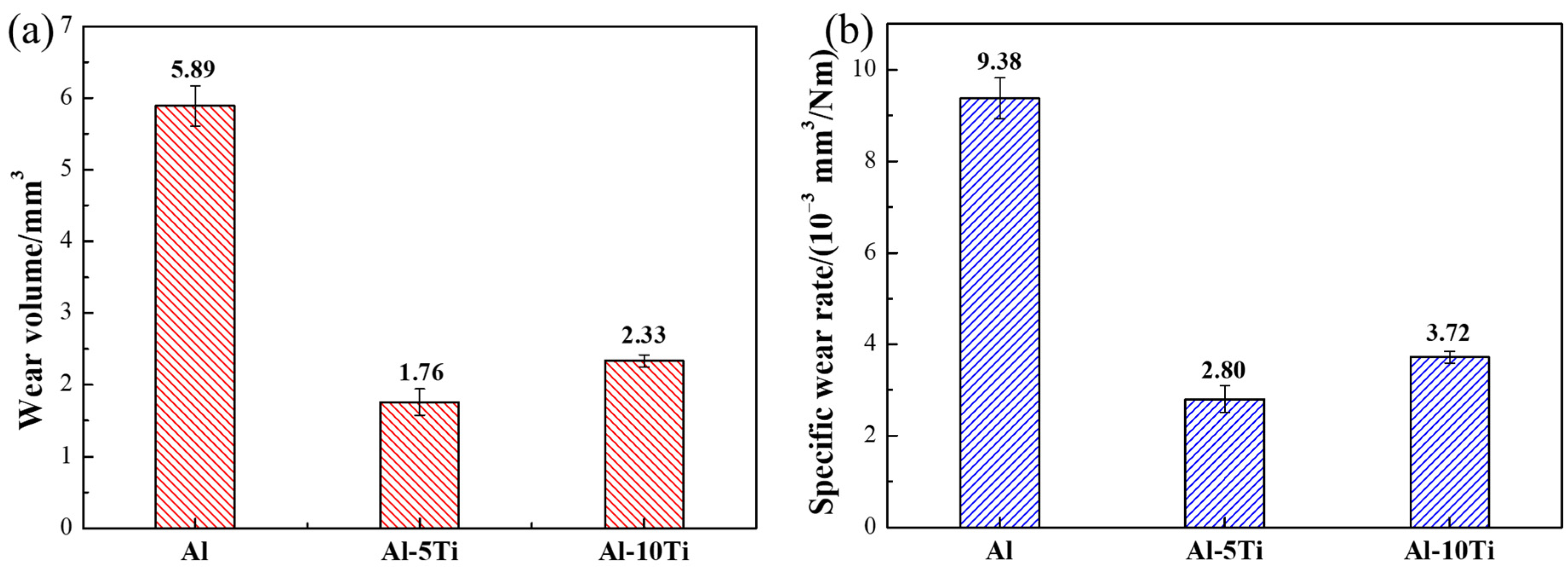
3.3.1. Coefficient of Friction (COF) and Wear Rates
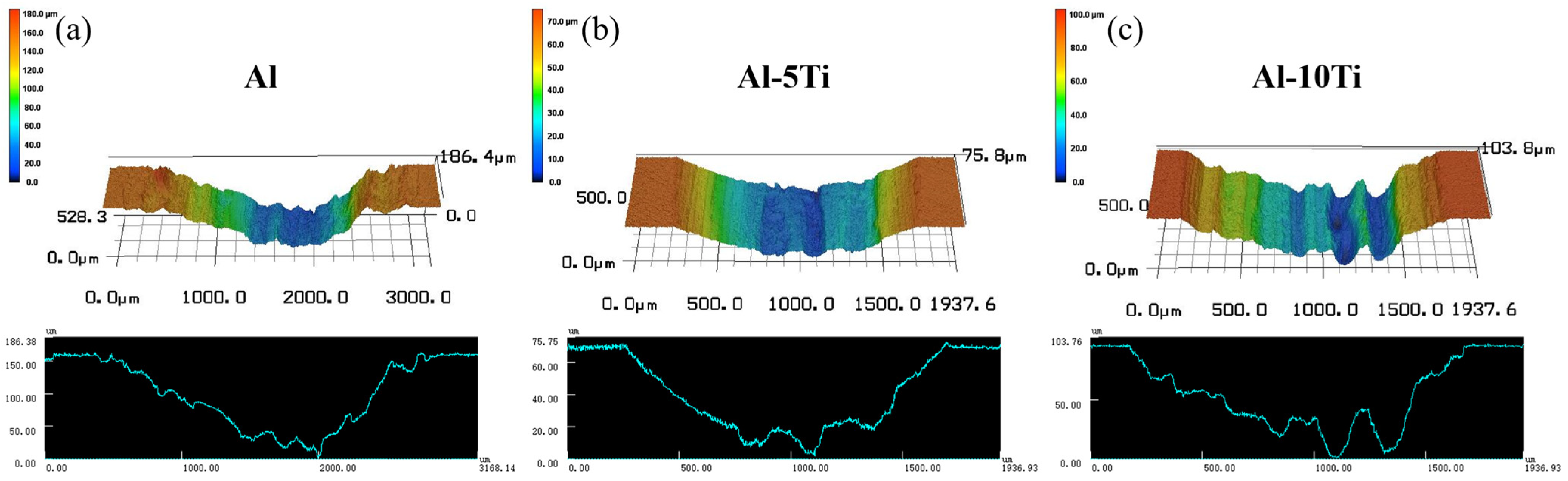
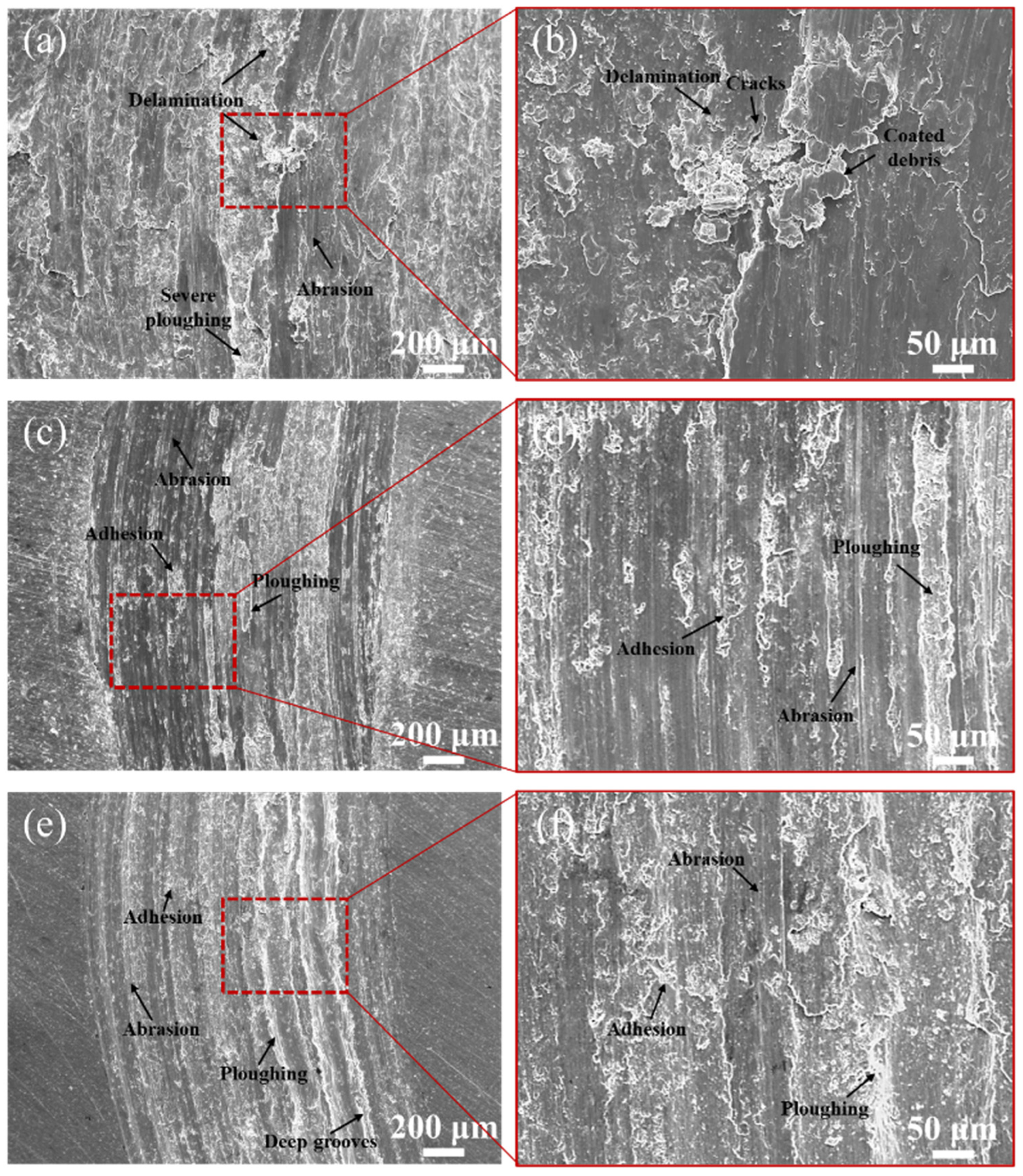
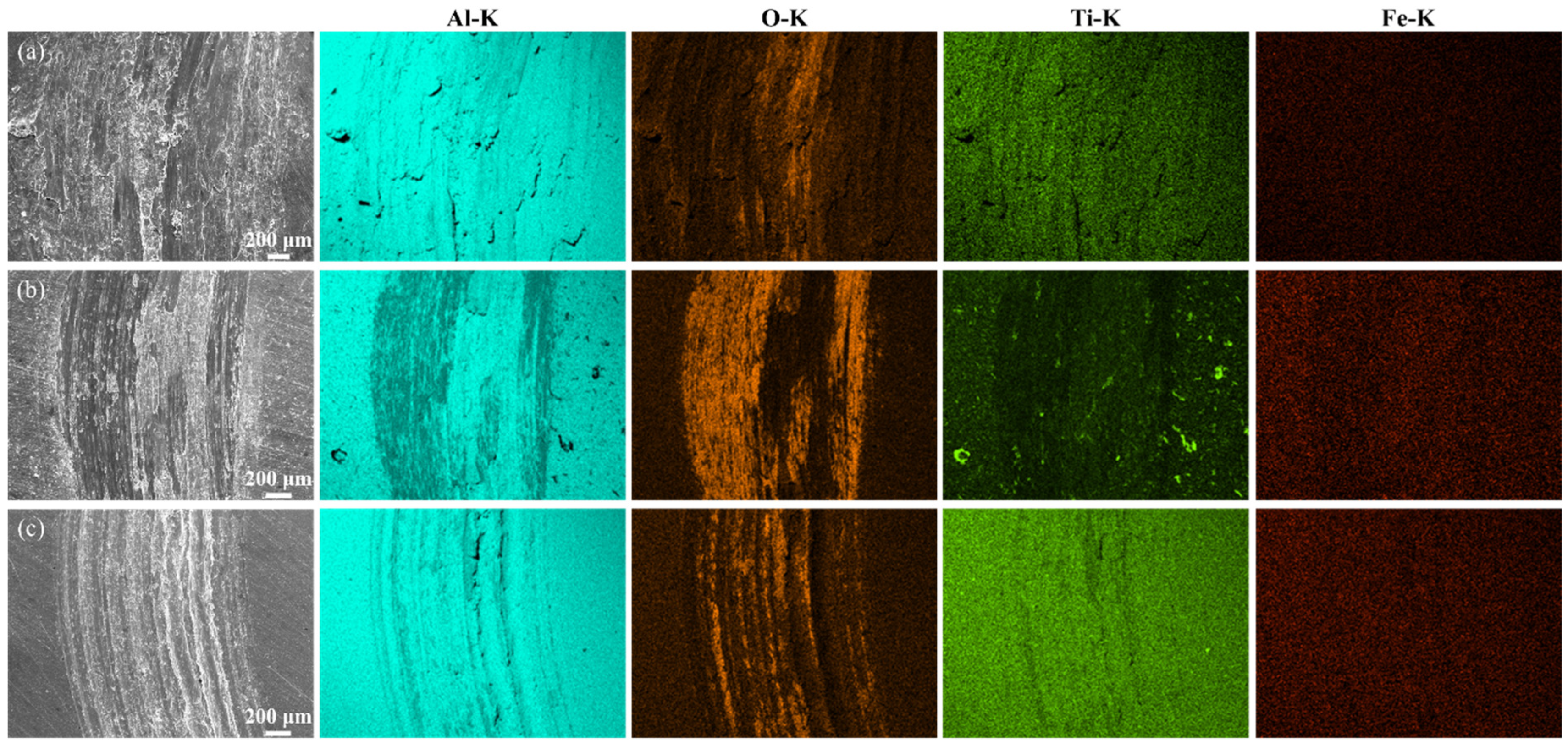
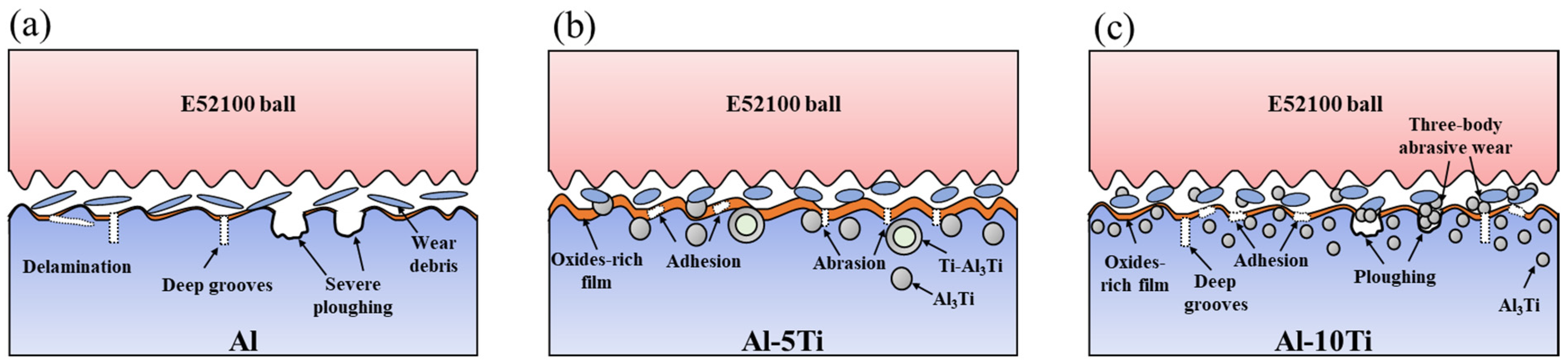
3.3.2. Worn Surfaces and Wear Mechanisms
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Jagannatham, M.; Chandran, P.; Sankaran, S.; Haridoss, P.; Nayan, N.; Bakshi, S.R. Tensile properties of carbon nanotubes reinforced aluminum matrix composites: A review. Carbon 2020, 160, 14–44. [Google Scholar] [CrossRef]
- Ren, M.; Lin, F.; Jia, F.; Xie, H.; Yang, M.; Jiang, Z. Micro rolling fabrication of copper/SS304L micro composite channels. J. Manuf. Process. 2023, 90, 1–13. [Google Scholar] [CrossRef]
- Ren, M.; Xie, H.; Lin, F.; Jia, F.; Huo, M.; Wu, H.; Yang, M.; Jiang, Z. Evolutions of microstructure and mechanical properties of copper/SS304L composite micro channels during micro rolling. Mater. Sci. Eng. A 2023, 871, 144881. [Google Scholar] [CrossRef]
- Ramanathan, A.; Krishnan, P.K.; Muraliraja, R. A review on the production of metal matrix composites through stir casting—Furnace design, properties, challenges, and research opportunities. J. Manuf. Process. 2019, 42, 213–245. [Google Scholar] [CrossRef]
- Ren, M.; Xie, H.; Lin, F.; Jia, F.; Huo, M.; Wu, H.; Yang, M.; Jiang, Z. Effect of heat treatment on the microstructure and mechanical properties of copper/SS304L composite sheets. Vacuum 2022, 204, 111370. [Google Scholar] [CrossRef]
- Nie, J.; Chen, Y.; Chen, X.; Liu, X.; Liu, G.; Zhao, Y.; Zhu, Y. Stiff, strong and ductile heterostructured aluminum composites reinforced with oriented nanoplatelets. Scr. Mater. 2020, 189, 140–144. [Google Scholar] [CrossRef]
- Zhao, K.; Gao, T.; Yang, H.; Hu, K.; Liu, G.; Sun, Q.; Nie, J.; Liu, X. Enhanced grain refinement and mechanical properties of a high–strength Al–Zn–Mg–Cu–Zr alloy induced by TiC nano–particles. Mater. Sci. Eng. A 2021, 806, 140852. [Google Scholar] [CrossRef]
- Guo, B.; Du, Y.; Yan, N.; Song, M. Mechanical properties and microstructures of Al-10Mg-4.5Si matrix composites reinforced by carbon nanotubes. J. Alloys Compd. 2019, 792, 860–868. [Google Scholar] [CrossRef]
- Lin, F.; Jia, F.; Ren, M.; Wang, J.; Yang, M.; Chen, Z.; Jiang, Z. Microstructure, mechanical and thermal properties of ultrafine-grained Al2024–TiC-GNPs nanocomposite. Mater. Sci. Eng. A 2022, 841, 142855. [Google Scholar] [CrossRef]
- Lin, F.; Ren, M.; Jia, F.; Huo, M.; Yang, M.; Chen, Z.; Jiang, Z. Achieving balanced strength-ductility of heterostructured TiC/graphene nanoplatelets (GNPs) reinforced Al matrix composites by tuning TiC-to-GNPs ratio. Compos. Commun. 2023, 38, 101529. [Google Scholar] [CrossRef]
- Lin, Z.; Su, Y.; Qiu, C.; Yang, J.; Chai, X.; Liu, X.; Ouyang, Q.; Zhang, D. Configuration effect and mechanical behavior of particle reinforced aluminum matrix composites. Scr. Mater. 2023, 224, 115135. [Google Scholar] [CrossRef]
- Shen, Z.; Li, N.; Wang, T.; Wu, Z. Effects of SiC content on wear resistance of Al-Zn-Mg-Cu matrix composites fabricated via laser powder bed fusion. Crystals 2022, 12, 1801. [Google Scholar] [CrossRef]
- Gao, T.; Li, C.; Li, M.; Zhao, K.; Wu, Y.; Liu, X. Influence of heterogeneous microstructure on the tensile properties of (Al2O3+AlB2)/Al composites. Compos. Commun. 2022, 36, 101401. [Google Scholar] [CrossRef]
- Salur, E.; Aslan, A.; Kuntoğlu, M.; Acarer, M. Effect of ball milling time on the structural characteristics and mechanical properties of nano-sized Y2O3 particle reinforced aluminum matrix composites produced by powder metallurgy route. Adv. Powder Technol. 2021, 32, 3826–3844. [Google Scholar] [CrossRef]
- Aydin, F. The investigation of the effect of particle size on wear performance of AA7075/Al2O3 composites using statistical analysis and different machine learning methods. Adv. Powder Technol. 2021, 32, 445–463. [Google Scholar] [CrossRef]
- Zeng, Y.; Himmler, D.; Randelzhofer, P.; Körner, C. Processing of in situ Al3Ti/Al composites by advanced high shear technology: Influence of mixing speed. Int. J. Adv. Manuf. Technol. 2020, 110, 1589–1599. [Google Scholar] [CrossRef]
- Tamizi Junqani, M.; Madaah Hosseini, H.R.; Azarniya, A. Comprehensive structural and mechanical characterization of in-situ Al–Al3Ti nanocomposite modified by heat treatment. Mater. Sci. Eng. A 2020, 785, 139351. [Google Scholar] [CrossRef]
- Yang, R.; Zhao, F.; Wang, L.; Zhang, Z.; Zhang, B. Fast fabrication of Al3Ti/Al composites using combustion synthesis and melt dilution. Mater. Lett. 2021, 298, 130036. [Google Scholar] [CrossRef]
- Zeng, Y.; Himmler, D.; Randelzhofer, P.; Körner, C. In situ Al3Ti/Al composites fabricated by high shear technology: Microstructure and mechanical properties. Mater. Sci. Technol. 2019, 35, 2294–2303. [Google Scholar] [CrossRef]
- Chen, G.; Jin, Y.; Zhang, H.; Han, F.; Chen, Q.; Xu, J.; Zhao, Z. Microstructures and mechanical properties of in-situ Al3Ti/2024Al composites after solution and subsequent aging treatment. Mater. Sci. Eng. A 2018, 724, 181–188. [Google Scholar] [CrossRef]
- Gupta, R.; Chaudhari, G.P.; Daniel, B.S.S. Strengthening mechanisms in ultrasonically processed aluminium matrix composite with in-situ Al3Ti by salt addition. Compos. Eng. 2018, 140, 27–34. [Google Scholar] [CrossRef]
- Ma, S.; Wang, Y.; Wang, X. The in-situ formation of Al3Ti reinforcing particulates in an Al-7wt%Si alloy and their effects on mechanical properties. J. Alloys Compd. 2019, 792, 365–374. [Google Scholar] [CrossRef]
- Gong, Y.P.; Ma, S.M.; Hei, H.J.; Ma, Y.; Zhou, B.; Wang, Y.S.; Yu, S.W.; Wang, X.; Wu, Y.C. Tailoring microstructure and its effect on wear behavior of an Al–7Si alloy reinforced with in situ formed Al3Ti particulates. J. Mater. Res. Technol. 2020, 9, 7136–7148. [Google Scholar] [CrossRef]
- Ma, J.; Niu, L.; Wu, H.; Gao, C.; An, Y. Formation and wear behaviors of in-situ Al3Ti/Al composites using aluminum and titanium fibers under electromagnetic induction heating. J. Cent. South Univ. 2020, 27, 3594–3602. [Google Scholar] [CrossRef]
- Wu, Y.; Luo, S.; Wu, J.; Guo, B.; Wu, Z.; Chen, B.; Yu, Z.; Zhang, Z.; Li, W. Development and characterization of CrCoNi medium entropy alloy particles reinforced aluminum matrix composite. Crystals 2022, 12, 1452. [Google Scholar] [CrossRef]
- Lin, F.; Wang, J.; Wu, H.; Jia, F.; Lu, Y.; Ren, M.; Yang, M.; Chen, Z.; Jiang, Z. Synergistic effects of TiC and graphene on the microstructure and tribological properties of Al2024 matrix composites. Adv. Powder Technol. 2021, 32, 3635–3649. [Google Scholar] [CrossRef]
- Suryanarayana, C.; Al-Aqeeli, N. Mechanically alloyed nanocomposites. Prog. Mater. Sci. 2013, 58, 383–502. [Google Scholar] [CrossRef]
- Lin, F.; Ren, M.; Wu, H.; Jia, F.; Lu, Y.; Huo, M.; Yang, M.; Chen, Z.; Jiang, Z. Investigation of microstructure and tribological performances of high-fraction TiC/graphene reinforced self-lubricating Al matrix composites. Tribol. Int. 2023, 177, 108018. [Google Scholar] [CrossRef]
- Wang, W.; Heydari Vini, M.; Daneshmand, S. Mechanical and wear properties of Al/TiC composites fabricated via combined compo-casting and APB process. Crystals 2022, 12, 1440. [Google Scholar] [CrossRef]
- Feijoo, I.; Cabeza, M.; Merino, P.; Pena, G.; Pérez, M.C.; Cruz, S.; Rey, P. Estimation of crystallite size and lattice strain in nano-sized TiC particle-reinforced 6005A aluminium alloy from X-ray diffraction line broadening. Powder Technol. 2019, 343, 19–28. [Google Scholar] [CrossRef]
- Lin, F.; Ren, M.; Wu, H.; Lu, Y.; Huo, M.; Yang, M.; Chen, Z.; Jiang, Z. Fabrication of TiC-graphene dual-reinforced self-lubricating Al matrix hybrid nanocomposites with superior mechanical and tribological properties. Tribol. Int. 2022, 171, 107535. [Google Scholar] [CrossRef]
- Lin, F.; Ren, M.; Wu, H.; Lu, Y.; Yang, M.; Chen, Z.; Jiang, Z. Characterisation of microstructure, microhardness and tribological properties of Al matrix hybrid nanocomposites reinforced with B4C and in-situ GNSs. Wear 2023, 522, 204691. [Google Scholar] [CrossRef]
- Sharma, V.K.; Kumar, V.; Joshi, R.S. Effect of RE addition on wear behavior of an Al-6061 based hybrid composite. Wear 2019, 426–427, 961–974. [Google Scholar] [CrossRef]
- Wu, L.; Zhao, Z.; Bai, P.; Zhao, W.; Li, Y.; Liang, M.; Liao, H.; Huo, P.; Li, J. Wear resistance of graphene nano-platelets (GNPs) reinforced AlSi10Mg matrix composite prepared by SLM. Appl. Surf. Sci. 2020, 503, 144156. [Google Scholar] [CrossRef]
- Pardo, A.; Merino, M.C.; López, M.D.; Escalera, M.D.; Viejo, F. Influence of reinforcement content and matrix composition on the oxidation resistance of aluminum-matrix composites (A3xx.x/SiCp). Oxid. Met. 2003, 59, 1–21. [Google Scholar] [CrossRef]
- Umeda, J.; Nishimura, N.; Fujii, H.; Jia, L.; Kondoh, K. In-situ formed Al3Zr compounds reinforced Al composites and tribological application. Crystals 2021, 11, 227. [Google Scholar] [CrossRef]
- Gao, Y.-Y.; Qiu, F.; Zou, Q.; Chu, J.-G.; Dong, B.-X.; Han, X.; Yang, H.-Y.; Jiang, B.; Jiang, Q.-C. Controlling the sizes of in-situ TiC nanoparticles for high-performance TiC/Al–Cu nanocomposites. Ceram. Int. 2021, 47, 28584–28595. [Google Scholar] [CrossRef]


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lin, F.; Ren, M.; Wu, H.; Jia, F.; Yang, M.; Chen, Z.; Jiang, Z. In Situ Formation of Al3Ti and Its Effects on the Microstructure, Hardness and Tribological Properties of Al Matrix Composites with Various Ti Contents. Crystals 2023, 13, 805. https://doi.org/10.3390/cryst13050805
Lin F, Ren M, Wu H, Jia F, Yang M, Chen Z, Jiang Z. In Situ Formation of Al3Ti and Its Effects on the Microstructure, Hardness and Tribological Properties of Al Matrix Composites with Various Ti Contents. Crystals. 2023; 13(5):805. https://doi.org/10.3390/cryst13050805
Chicago/Turabian StyleLin, Fei, Mengyuan Ren, Hui Wu, Fanghui Jia, Ming Yang, Zhixin Chen, and Zhengyi Jiang. 2023. "In Situ Formation of Al3Ti and Its Effects on the Microstructure, Hardness and Tribological Properties of Al Matrix Composites with Various Ti Contents" Crystals 13, no. 5: 805. https://doi.org/10.3390/cryst13050805