


Effect of Aging Temperature on Precipitates Evolution and Mechanical Properties of GH4169 Superalloy

 ,
,
Abstract
:1. Introduction
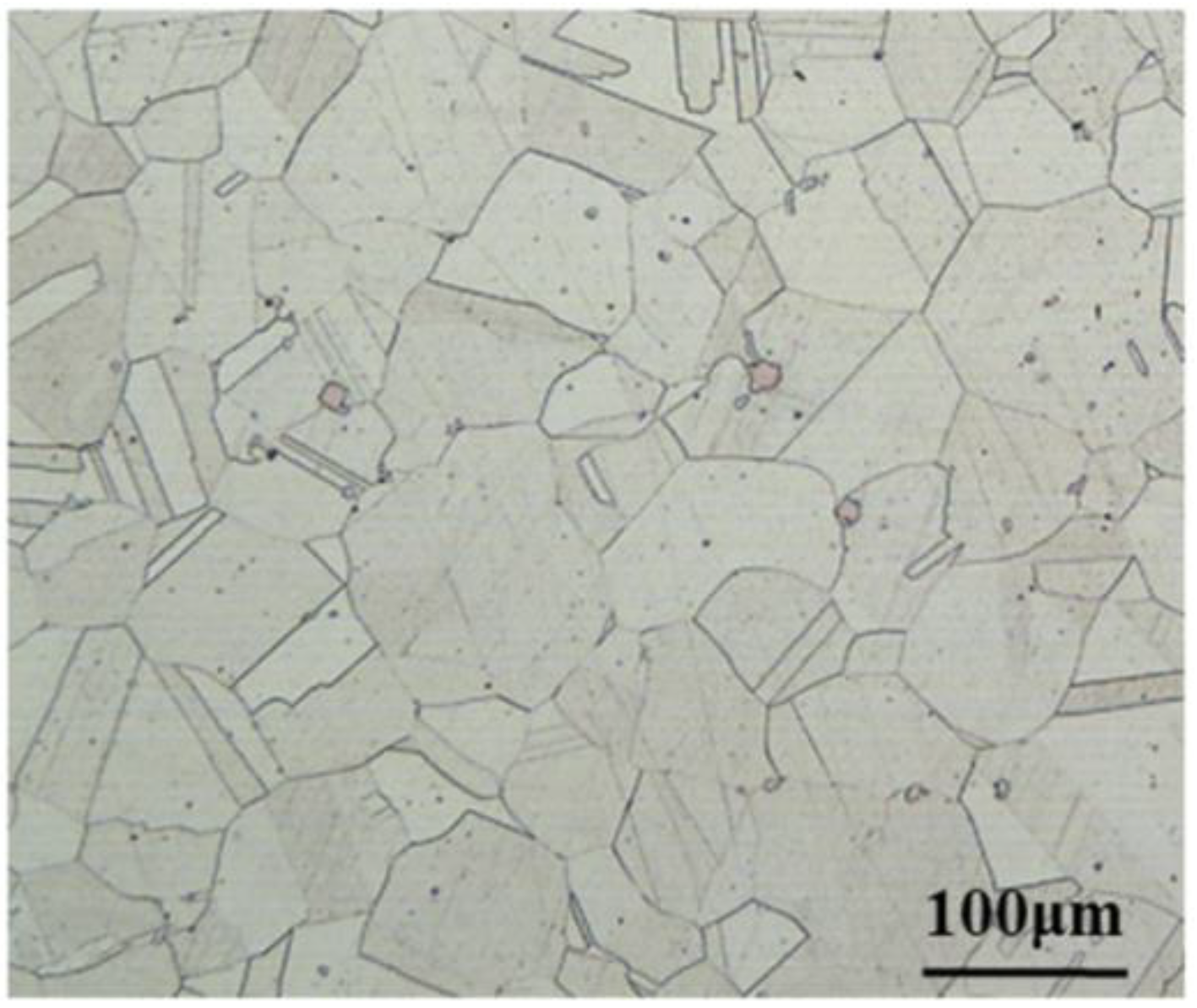
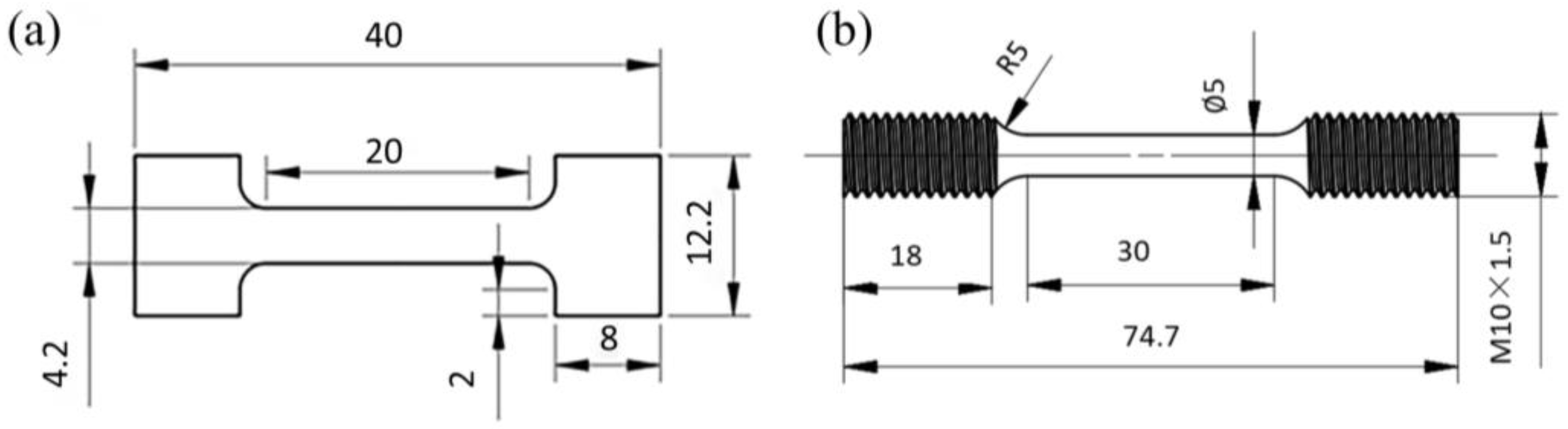
2. Materials and Methods
3. Results and Discussions
3.1. Effect of Aging Temperature on Mechanical Properties
3.1.1. Microhardness
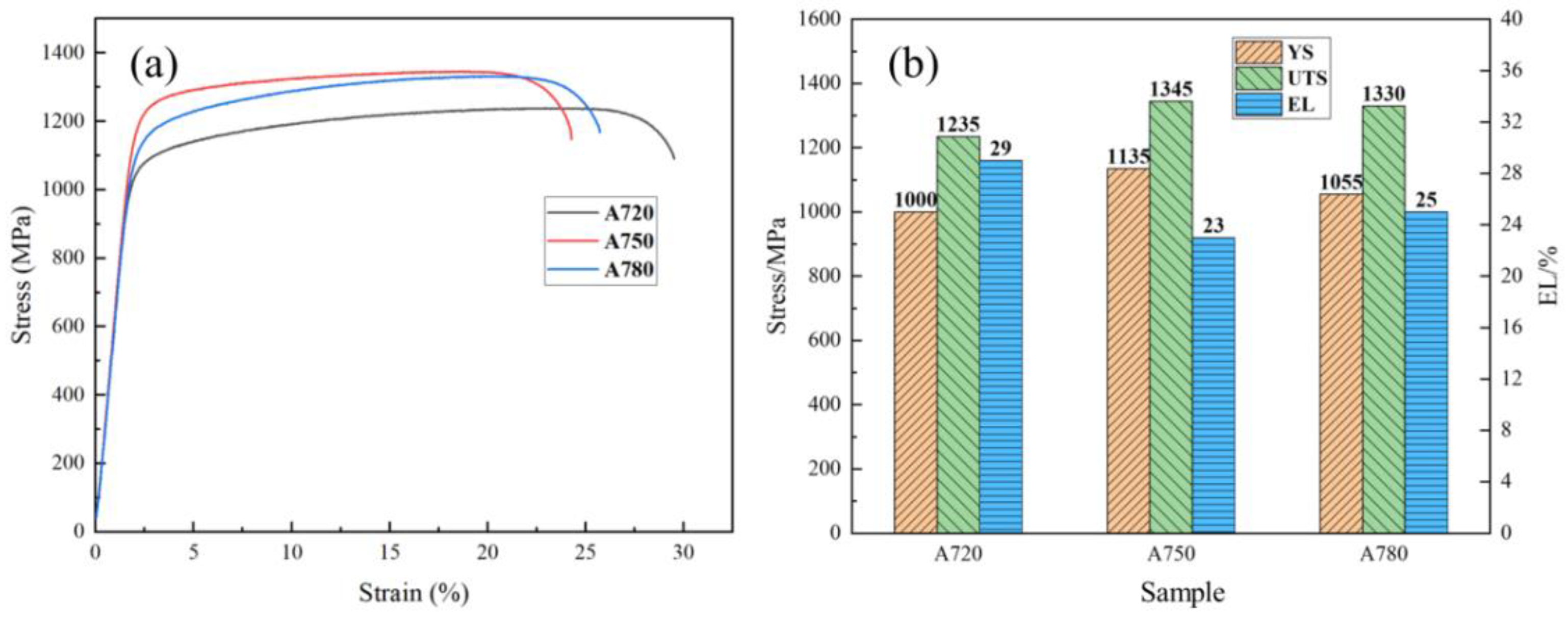
3.1.2. Tensile Properties at Room Temperature
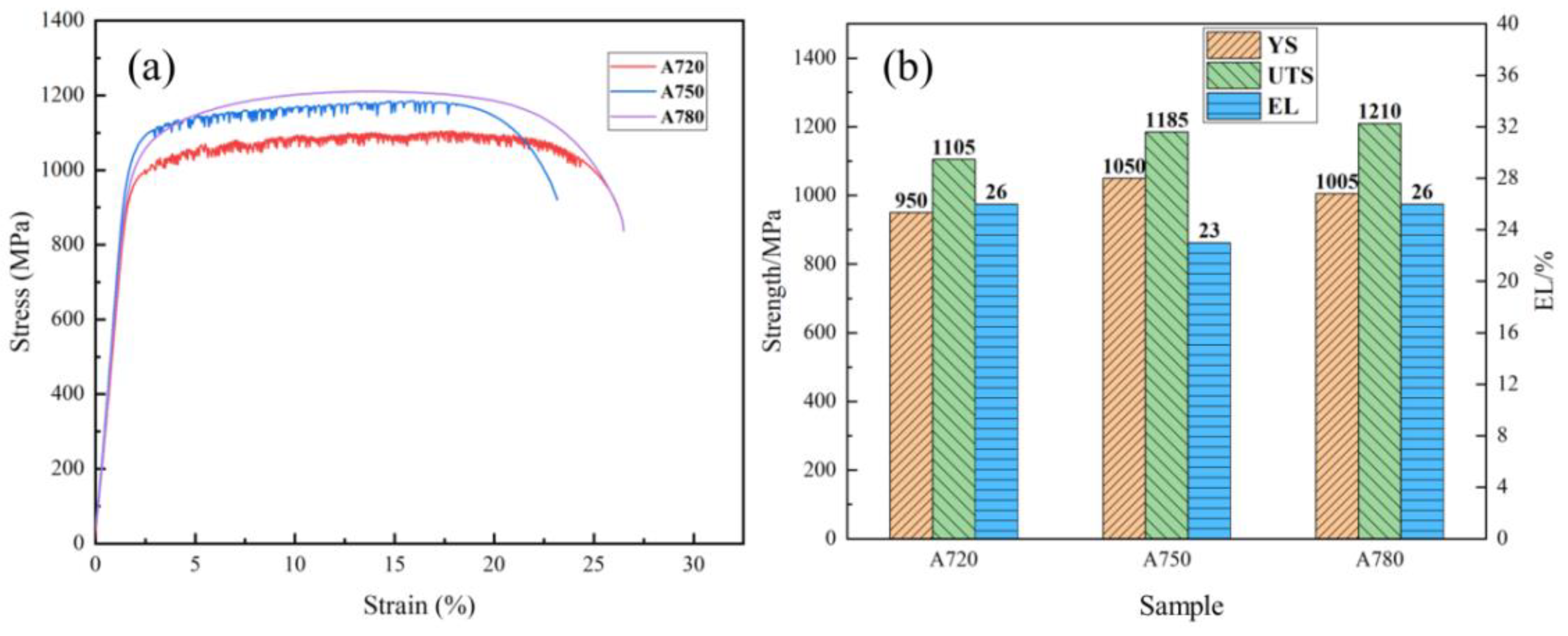
3.1.3. Tensile Properties at Elevated Temperature
3.2. Relationship between Microstructure Evolution and Mechanical Properties
4. Conclusions
- (1)
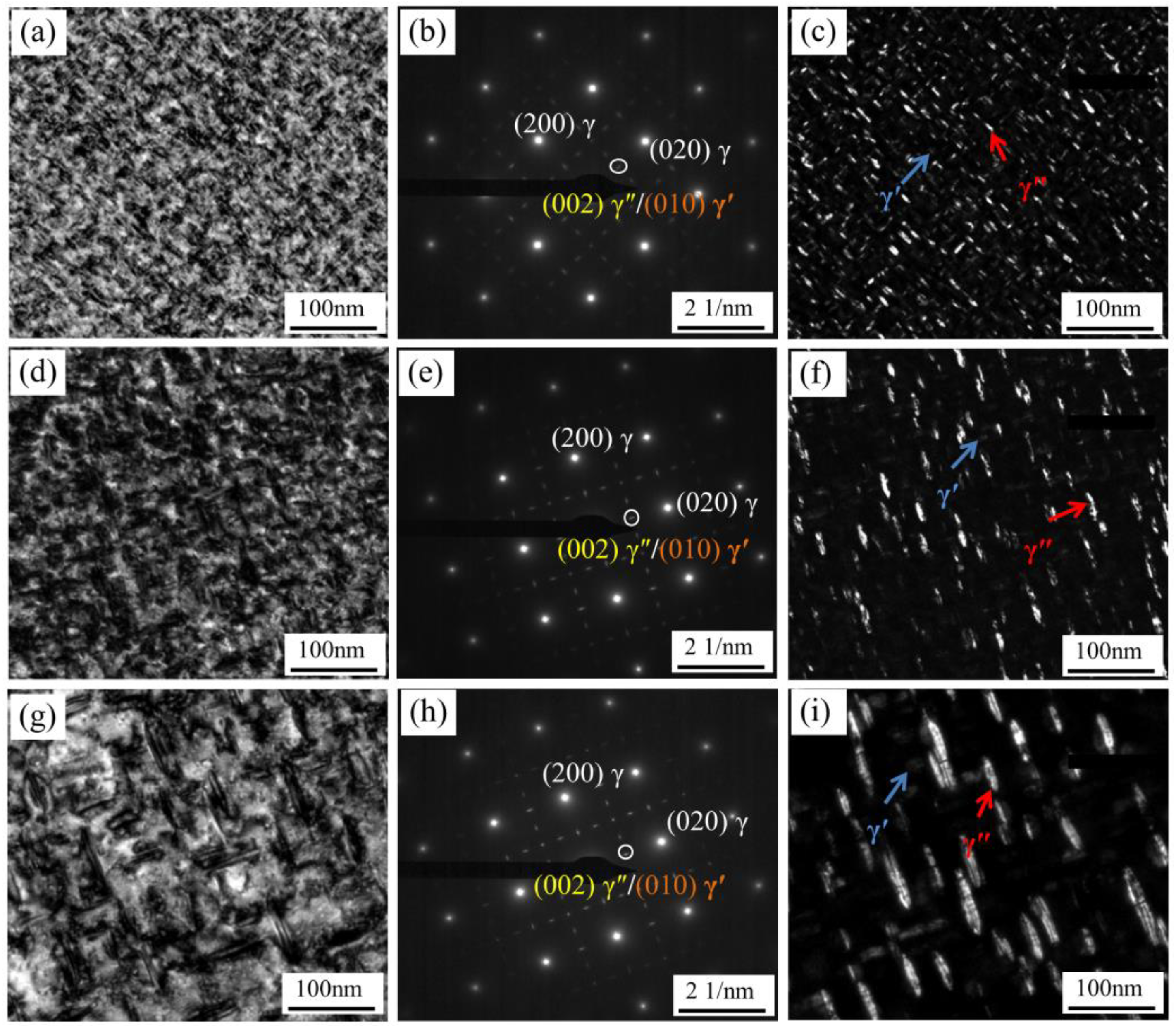
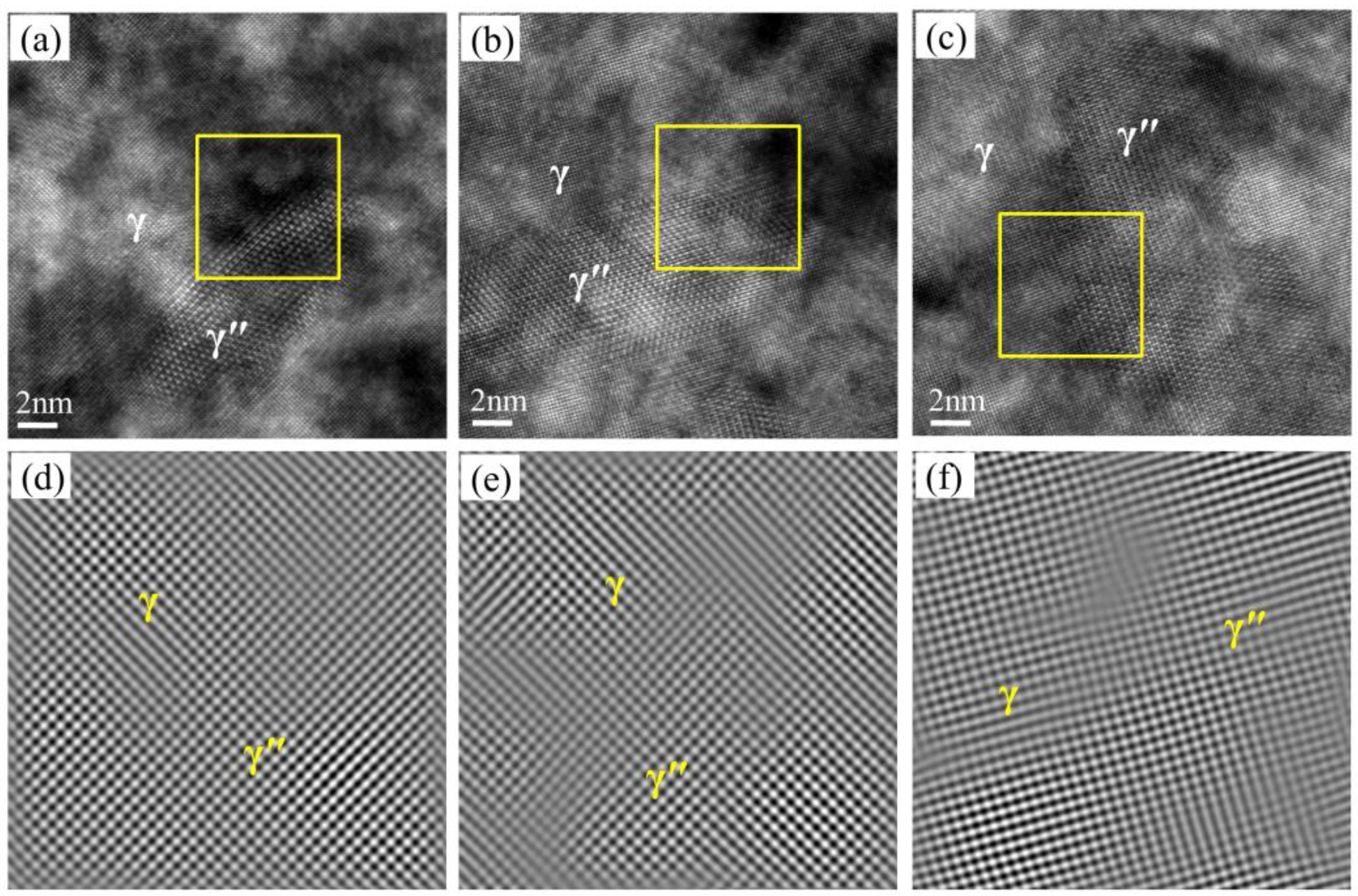
- The size of the γ″ and γ′ phases is significantly affected by the aging temperature, while the volume fraction remains relatively unchanged. As the aging temperature increases, the size of the γ″ and γ′ phases increases greatly. Specifically, the size of the γ″ phase in the long axis direction increases from 13.6 nm in the A720 alloy to 47 nm in the A780 alloy. It is worth noting that the γ″ phase maintains a good coherent relationship with the matrix. Additionally, the diameter of the γ′ phase increases from 7.1 nm in the A720 alloy to 17.5 nm in the A780 alloy.
- (2)
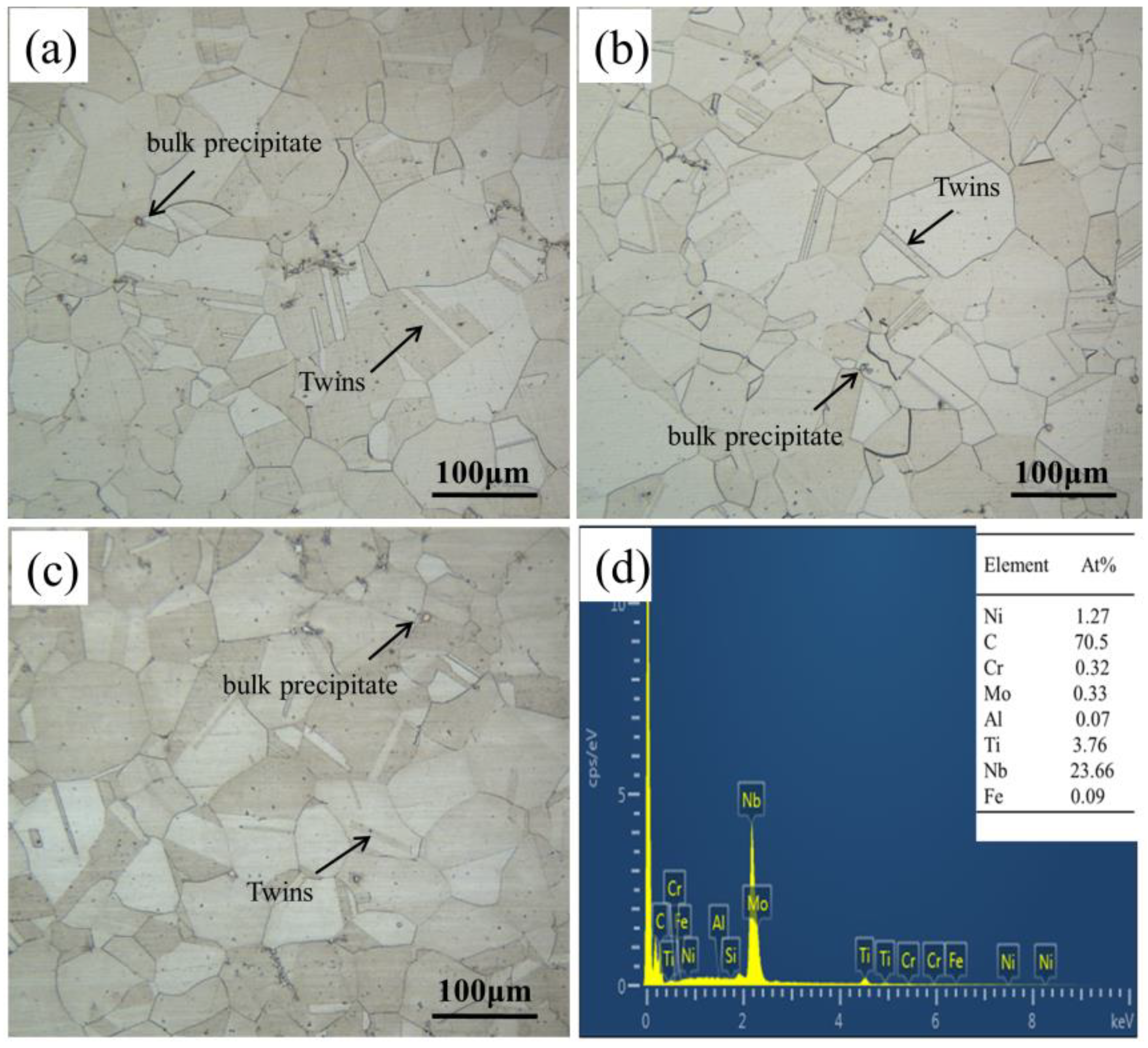
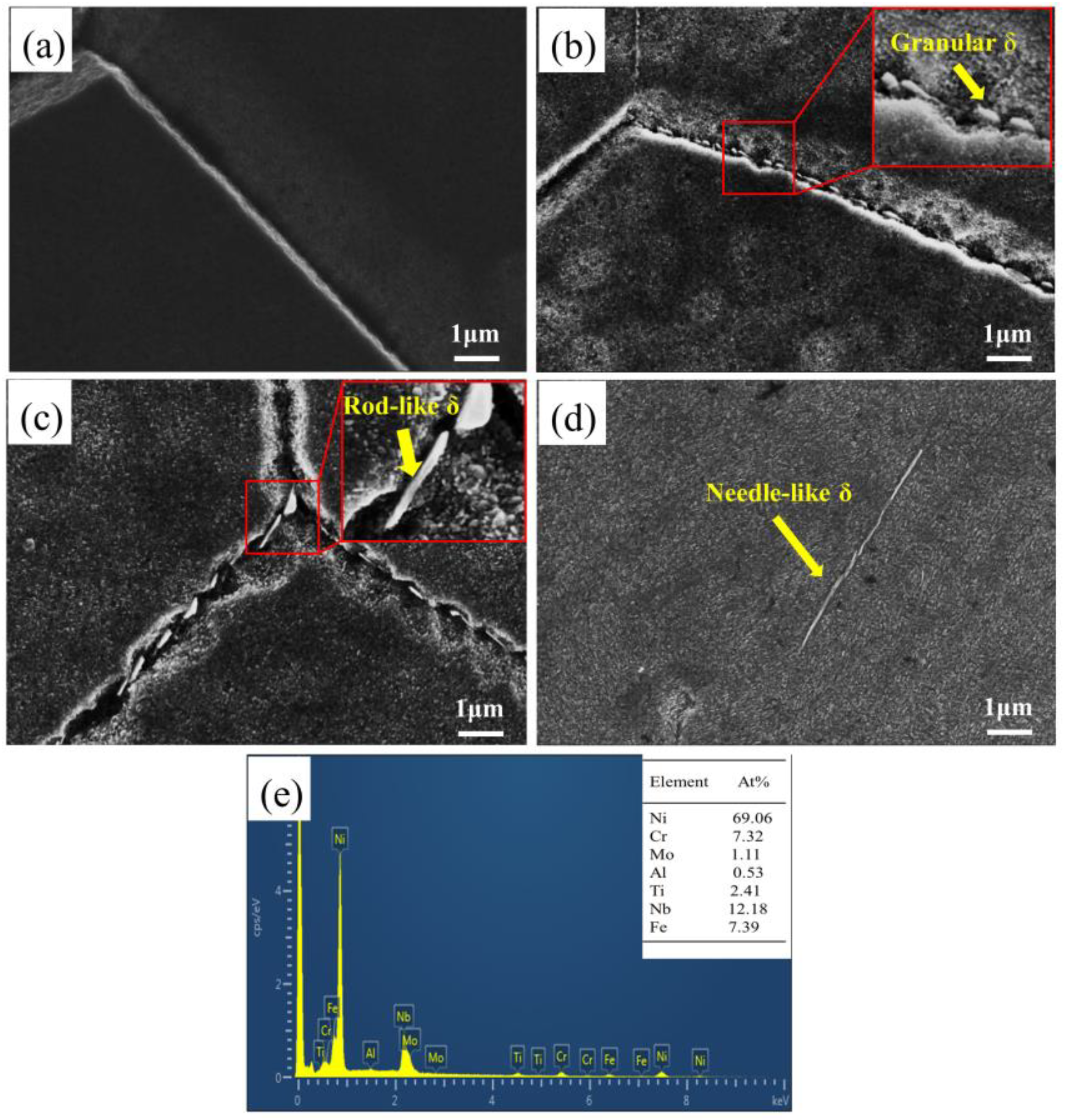
- The precipitation of the δ phase is promoted with an increase in aging temperature. When aged at 750 °C, granular δ phase precipitates at the grain boundary of the alloy. However, when aged at 780 °C, not only does granular δ phase form at the grain boundary, but needle-like δ phase is also formed within the grains. The size of δ phase formed at 780 °C is larger than that of the alloy aged at 750 °C.
- (3)
- The yield strength and ultimate tensile strength of alloys at room and elevated temperatures are increased due to the larger sizes of the γ″ phases, which create a greater coherent strain and strengthen the hindrance to dislocations. The alloy aged at 750 °C has the highest yield strength, measuring 1135 MPa at room temperature and 1050 MPa at elevated temperature. Compared to the alloy aged at 720 °C, the yield strength of the alloy increased by 13.5% and 10.5%, respectively. The δ phase is detrimental to the strength of the alloy, but it significantly increases the elongation of the alloy. When the aging temperature is 780 °C, the increase in the size of the γ″ phases enhances the hindrance of dislocations, and the precipitation of the γ″ and δ phases reduces the solute atoms in the matrix, both of which inhibit the PLC effect.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Tian, S.G.; Li, Z.R.; Zhao, Z.G.; Chen, L.Q.; Sun, W.R.; Liu, X.H. Influence of deformation level on microstructure and creep behavior of GH4169 alloy. Mater. Sci. Eng. A 2012, 550, 235–242. [Google Scholar]
- Ran, R.; Wang, Y.; Zhang, Y.X.; Fang, F.; Wang, G.D. Microstructure, precipitates and mechanical properties of Inconel 718 alloy produced by two-stage cold rolling method. Mater. Sci. Eng. A 2020, 793, 139860. [Google Scholar] [CrossRef]
- Zhu, J.; Yuan, W. Effect of pretreatment process on microstructure and mechanical properties in Inconel 718 alloy. J. Alloys Compd. 2023, 939, 168707. [Google Scholar] [CrossRef]
- Deschamps, A.; Hutchinson, C.R. Precipitation kinetics in metallic alloys: Experiments and modeling. Acta Mater. 2021, 220, 117338. [Google Scholar] [CrossRef]
- Franco-Correa, J.C.; Martínez-Franco, E.; Alvarado-Orozco, J.M.; Cáceres-Díaz, L.A.; Espinosa-Arbelaez, D.G.; Villada, J.A. Effect of Conventional Heat Treatments on the Microstructure and Microhardness of IN718 Obtained by Wrought and Additive Manufacturing. J. Mater. Eng. Perform. 2021, 30, 7035. [Google Scholar] [CrossRef]
- Chamanfar, A.; Sarrat, L.; Jahazi, M.; Asadi, M.; Weck, A.; Koul, A.K. Microstructural characteristics of forged and heat treated Inconel-718 disks. Mater. Design 2013, 52, 791–800. [Google Scholar] [CrossRef]
- He, D.; Lin, Y.C.; Tang, Y.; Li, L.; Chen, J.; Chen, M.; Chen, X. Influences of solution cooling on microstructures, mechanical properties and hot corrosion resistance of a nickel-based superalloy. Mater. Sci. Eng. A 2019, 746, 372–383. [Google Scholar] [CrossRef]
- Firoz, R.; Basantia, S.K.; Khutia, N.; Bar, H.N.; Sivaprasad, S.; Murthy, G.V.S. Effect of microstructural constituents on mechanical properties and fracture toughness of Inconel 718 with anomalous deformation behavior at 650 °C. J. Alloys Compd. 2020, 845, 156276. [Google Scholar] [CrossRef]
- Chen, Y.; Yeh, A.; Li, M.; Kuo, S. Effects of processing routes on room temperature tensile strength and elongation for Inconel 718. Mater. Design 2017, 119, 235–243. [Google Scholar] [CrossRef]
- Rafiei, M.; Mirzadeh, H.; Malekan, M. Precipitation kinetics of γ″ phase and its mechanism in a Nb-bearing nickel-based superalloy during aging. Vacuum 2020, 178, 109456. [Google Scholar] [CrossRef]
- Drexler, A.; Oberwinkler, B.; Primig, S.; Turk, C.; Povoden-Karadeniz, E.; Heinemann, A.; Ecker, W.; Stockinger, M. Experimental and numerical investigations of the γ″ and γ′ precipitation kinetics in Alloy 718. Mater. Sci. Eng. A 2018, 723, 314–323. [Google Scholar] [CrossRef]
- Fisk, M.; Andersson, J.; du Rietz, R.; Haas, S.; Hall, S. Precipitate evolution in the early stages of ageing in Inconel 718 investigated using small-angle x-ray scattering. Mater. Sci. Eng. A 2014, 612, 202–207. [Google Scholar] [CrossRef]
- Qin, H.; Bi, Z.; Yu, H.; Feng, G.; Zhang, R.; Guo, X.; Chi, H.; Du, J.; Zhang, J. Assessment of the stress-oriented precipitation hardening designed by interior residual stress during ageing in IN718 superalloy. Mater. Sci. Eng. A 2018, 728, 183–195. [Google Scholar] [CrossRef]
- Ran, Q.; Xiang, S.; Tan, Y. Improving Mechanical Properties of GH4169 Alloys by Reversing the Deformation and Aging Sequence. Adv. Eng. Mater. 2021, 23, 2100386. [Google Scholar] [CrossRef]
- Ye, N.; Cheng, M.; Zhang, S.; Song, H.; Zhou, H.; Wang, P. Effect of δ Phase on Mechanical Properties of GH4169 Alloy at Room Temperature. J. Iron Steel Res. Int. 2015, 22, 752–756. [Google Scholar] [CrossRef]
- Deng, H.; Wang, L.; Liu, Y.; Song, X.; Meng, F.; Yu, T. Microstructure and tensile properties of IN718 superalloy aged with temperature/stress coupled field. J. Mater. Res. Technol. 2023, 23, 4747–4756. [Google Scholar] [CrossRef]
- Ramalho Medeiros, M.A.; de Melo, C.H.; Pinto, A.L.; de Almeida, L.H.; Araújo, L.S. The δ phase precipitation during processing and the influence on grain boundary character distribution and mechanical properties of superalloy 718. Mater. Sci. Eng. A 2018, 726, 187–193. [Google Scholar] [CrossRef]
- Roth, H.A.; Davis, C.L.; Thomson, R.C. Modeling solid solution strengthening in nickel alloys. Metall. Mater. Trans. A 1997, 28, 1329. [Google Scholar] [CrossRef]
- Sui, S.; Tan, H.; Chen, J.; Zhong, C.; Li, Z.; Fan, W.; Gasser, A.; Huang, W. The influence of Laves phases on the room temperature tensile properties of Inconel 718 fabricated by powder feeding laser additive manufacturing. Acta Mater. 2019, 164, 413–427. [Google Scholar] [CrossRef]
- Zhang, Y.; Lan, L.; Zhao, Y. Effect of precipitated phases on the mechanical properties and fracture mechanisms of Inconel 718 alloy. Mater. Sci. Eng. A 2023, 864, 144598. [Google Scholar] [CrossRef]
- Slama, C.; Servant, C.; Cizeron, G. Aging of the Inconel 718 alloy between 500 and 750 °C. J. Mater. Res. 1997, 12, 2298–2316. [Google Scholar] [CrossRef]
- Devaux, A.; Nazé, L.; Molins, R.; Pineau, A.; Organista, A.; Guédou, J.Y.; Uginet, J.F.; Héritier, P. Gamma double prime precipitation kinetic in Alloy 718. Mater. Sci. Eng. A 2008, 486, 117–122. [Google Scholar] [CrossRef]
- Sundararaman, M.; Mukhopadhyay, P.; Banerjee, S. Some aspects of the precipitation of metastable intermetallic phases in INCONEL 718. Metall. Trans. A 1992, 23, 2015–2028. [Google Scholar] [CrossRef]
- Lu, X.D.; Du, J.H.; Deng, Q. High temperature structure stability of GH4169 superalloy. Mater. Sci. Eng. A 2013, 559, 623–628. [Google Scholar] [CrossRef]
- Qin, H.; Bi, Z.; Yu, H.; Feng, G.; Du, J.; Zhang, J. Influence of stress on γ″ precipitation behavior in Inconel 718 during aging. J. Alloys Compd. 2018, 740, 997–1006. [Google Scholar] [CrossRef]
- Oblak, J.M.; Duvall, D.S.; Pauloni, D.F. An estimate of the strengthening arising from coherent, tetragonally-distorted particle. Mater. Sci. Eng. 1974, 13, 51–56. [Google Scholar] [CrossRef]
- He, D.G.; Lin, Y.C.; Jiang, X.Y.; Yin, L.X.; Wang, L.H.; Wu, Q. Dissolution mechanisms and kinetics of δ phase in an aged Ni-based superalloy in hot deformation process. Mater. Design 2018, 156, 262–271. [Google Scholar] [CrossRef]
- Anderson, M.; Thielin, A.L.; Bridier, F.; Bocher, P.; Savoie, J. δ Phase precipitation in Inconel 718 and associated mechanical properties. Mater. Sci. Eng. A 2017, 679, 48–55. [Google Scholar] [CrossRef]
- Cai, D.; Zhang, W.; Nie, P.; Liu, W.; Yao, M. Dissolution kinetics of δ phase and its influence on the notch sensitivity of Inconel 718. Mater. Charact. 2007, 58, 220–225. [Google Scholar] [CrossRef]
- Lian, X.T.; An, J.L.; Wang, L.; Dong, H. A New Strategy for Restraining Dynamic Strain Aging in GH4169 Alloy During Tensile Deformation at High Temperature. Acta Metall. Sin. 2022, 35, 1895–1902. [Google Scholar] [CrossRef]
- Zhao, J.; Hung, F.; Lui, T. Microstructure and tensile fracture behavior of three-stage heat treated inconel 718 alloy produced via laser powder bed fusion process. J. Mater. Res. Technol. 2020, 9, 3357–3367. [Google Scholar] [CrossRef]
- Cui, C.; Zhang, R.; Zhou, Y.; Sun, X. Portevin-Le Châtelier effect in wrought Ni-based superalloys: Experiments and mechanisms. J. Mater. Sci. Technol. 2020, 51, 16–31. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ni | Si | Mn | C | Cr | Mo | Al | Ti | Nb | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| Wt.% | 51.72 | 0.048 | 0.02 | 0.028 | 18.86 | 3.007 | 0.519 | 0.947 | 5.212 | Bal |
| Samples | A720 | A750 | A780 |
|---|---|---|---|
| Hardness/Hv | 418.9 | 471.8 | 453.5 |
| Specimen | γ″ | γ′ | ||||
|---|---|---|---|---|---|---|
| Mean Long Axis (R)/nm | Mean Short Axis (H)/nm | H/R | Volume Fraction/% | Diameter /nm | Volume Fraction/% | |
| A720 | 13.6 | 4 | 0.294 | 13.4 | 7.1 | 3.4 |
| A750 | 30 | 8.5 | 0.283 | 12.4 | 13 | 2.7 |
| A780 | 47 | 9.6 | 0.204 | 12.3 | 17.5 | 2.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, A.; Zhao, F.; Huang, W.; Tan, Y.; Ren, Y.; Wang, L.; Xu, F. Effect of Aging Temperature on Precipitates Evolution and Mechanical Properties of GH4169 Superalloy. Crystals 2023, 13, 964. https://doi.org/10.3390/cryst13060964
Liu A, Zhao F, Huang W, Tan Y, Ren Y, Wang L, Xu F. Effect of Aging Temperature on Precipitates Evolution and Mechanical Properties of GH4169 Superalloy. Crystals. 2023; 13(6):964. https://doi.org/10.3390/cryst13060964
Chicago/Turabian StyleLiu, Anqi, Fei Zhao, Wensen Huang, Yuanbiao Tan, Yonghai Ren, Longxiang Wang, and Fahong Xu. 2023. "Effect of Aging Temperature on Precipitates Evolution and Mechanical Properties of GH4169 Superalloy" Crystals 13, no. 6: 964. https://doi.org/10.3390/cryst13060964
APA StyleLiu, A., Zhao, F., Huang, W., Tan, Y., Ren, Y., Wang, L., & Xu, F. (2023). Effect of Aging Temperature on Precipitates Evolution and Mechanical Properties of GH4169 Superalloy. Crystals, 13(6), 964. https://doi.org/10.3390/cryst13060964