
Effect of Pulse Frequency on Microstructure, Friction and Wear Properties of Inconel 718 Coatings Prepared via Laser Cladding

Abstract
:1. Introduction
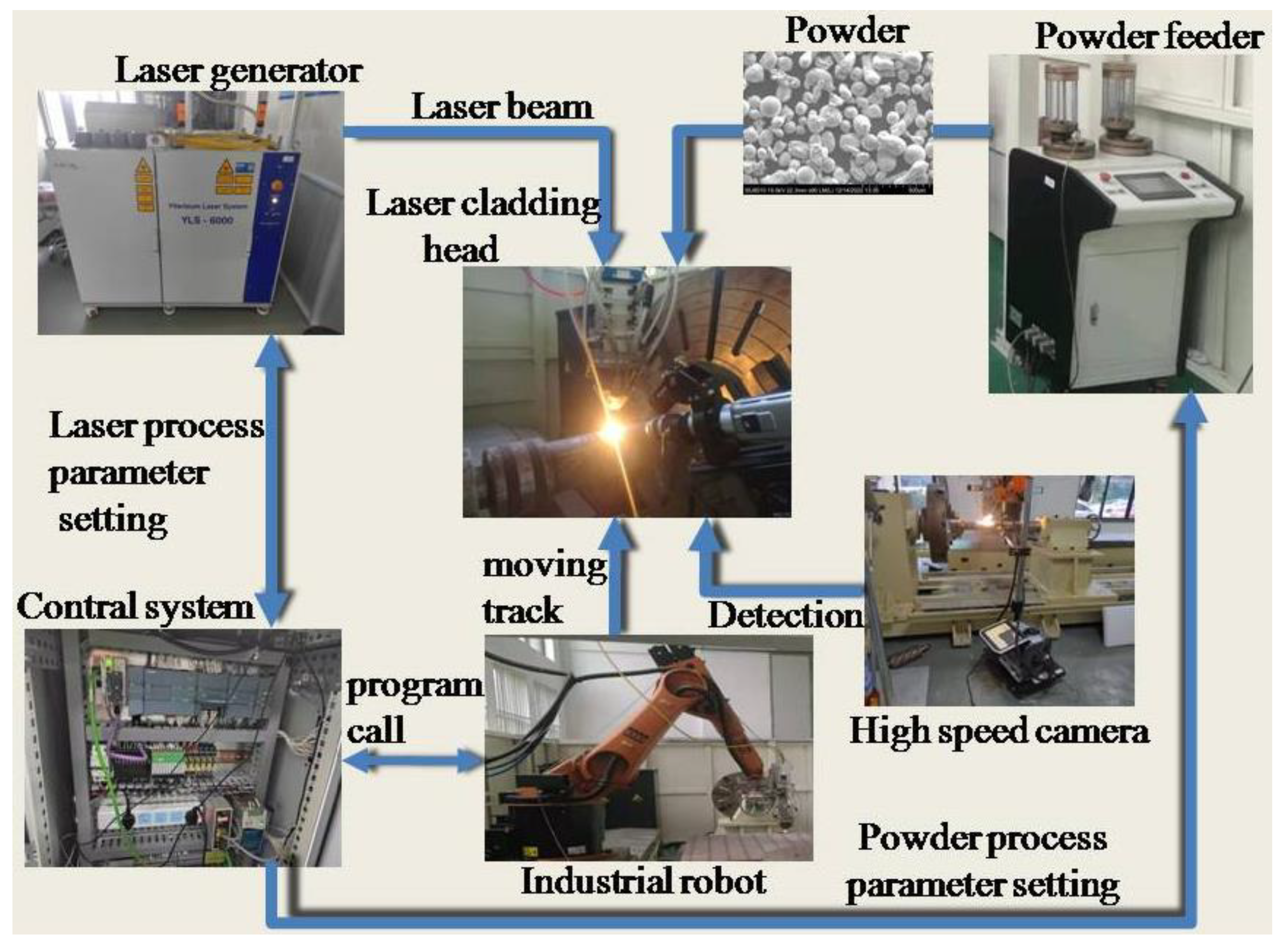
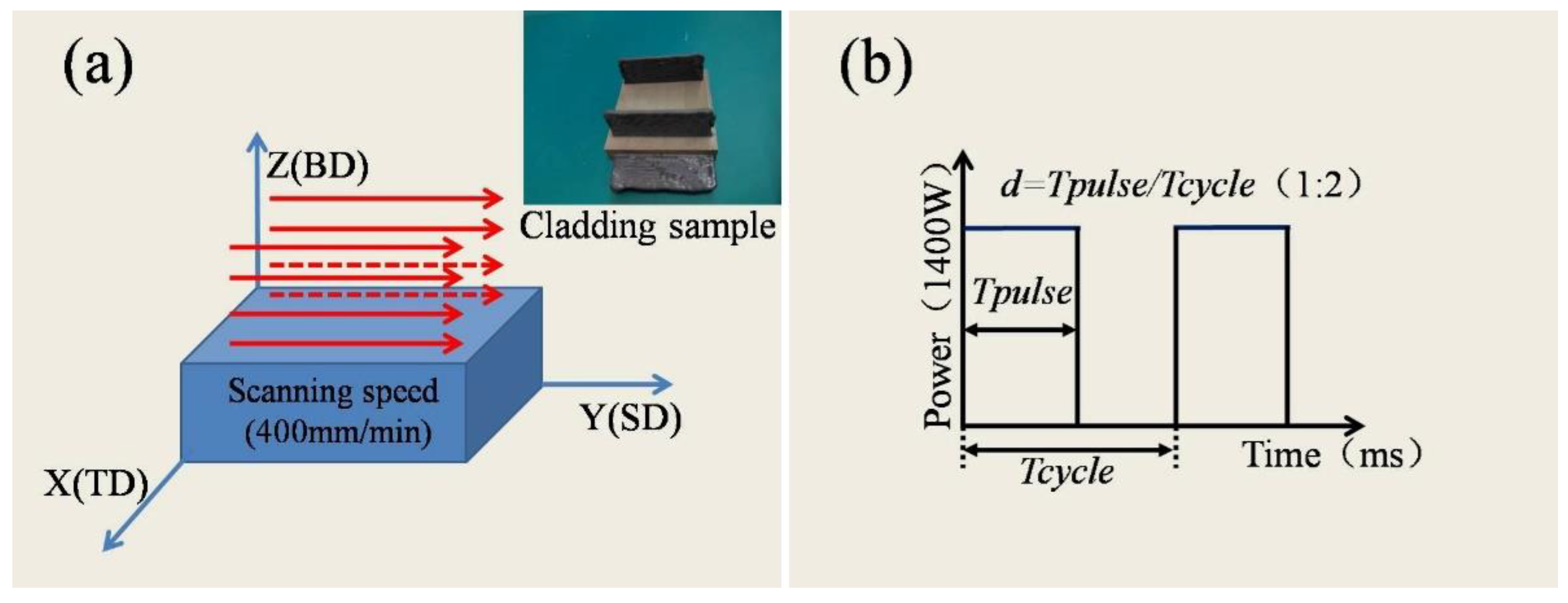
2. Materials and Methods
3. Results and Discussion
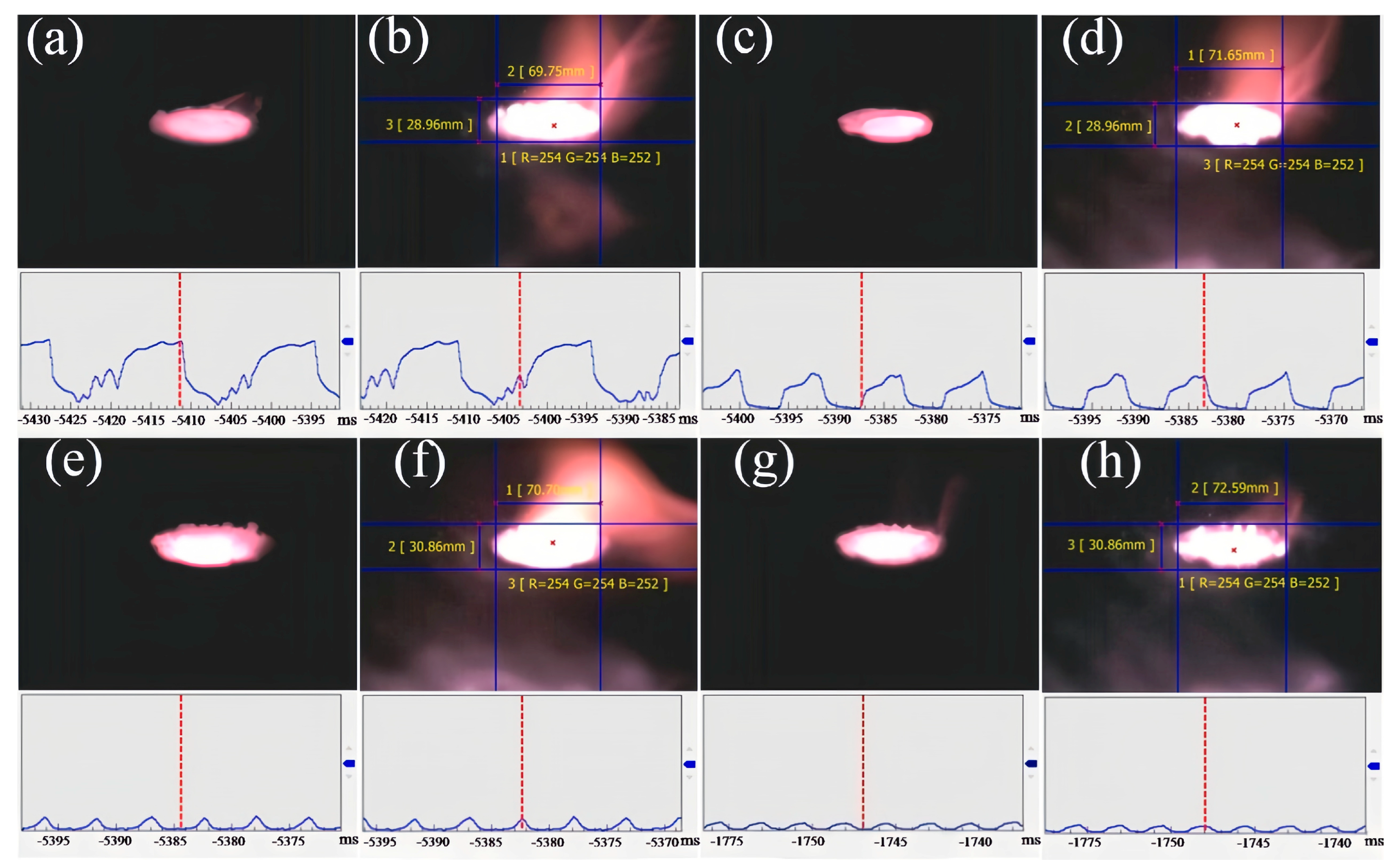
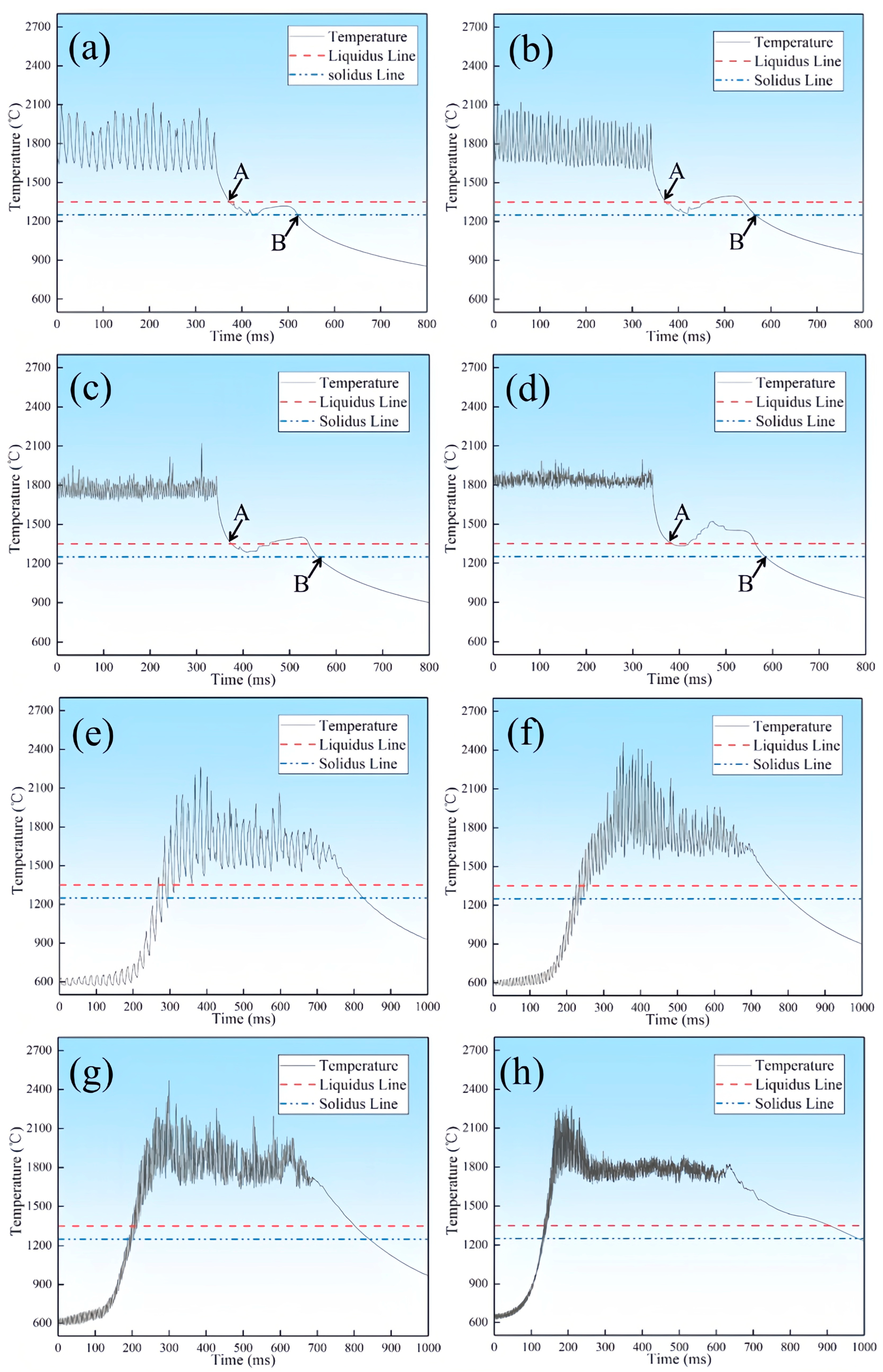
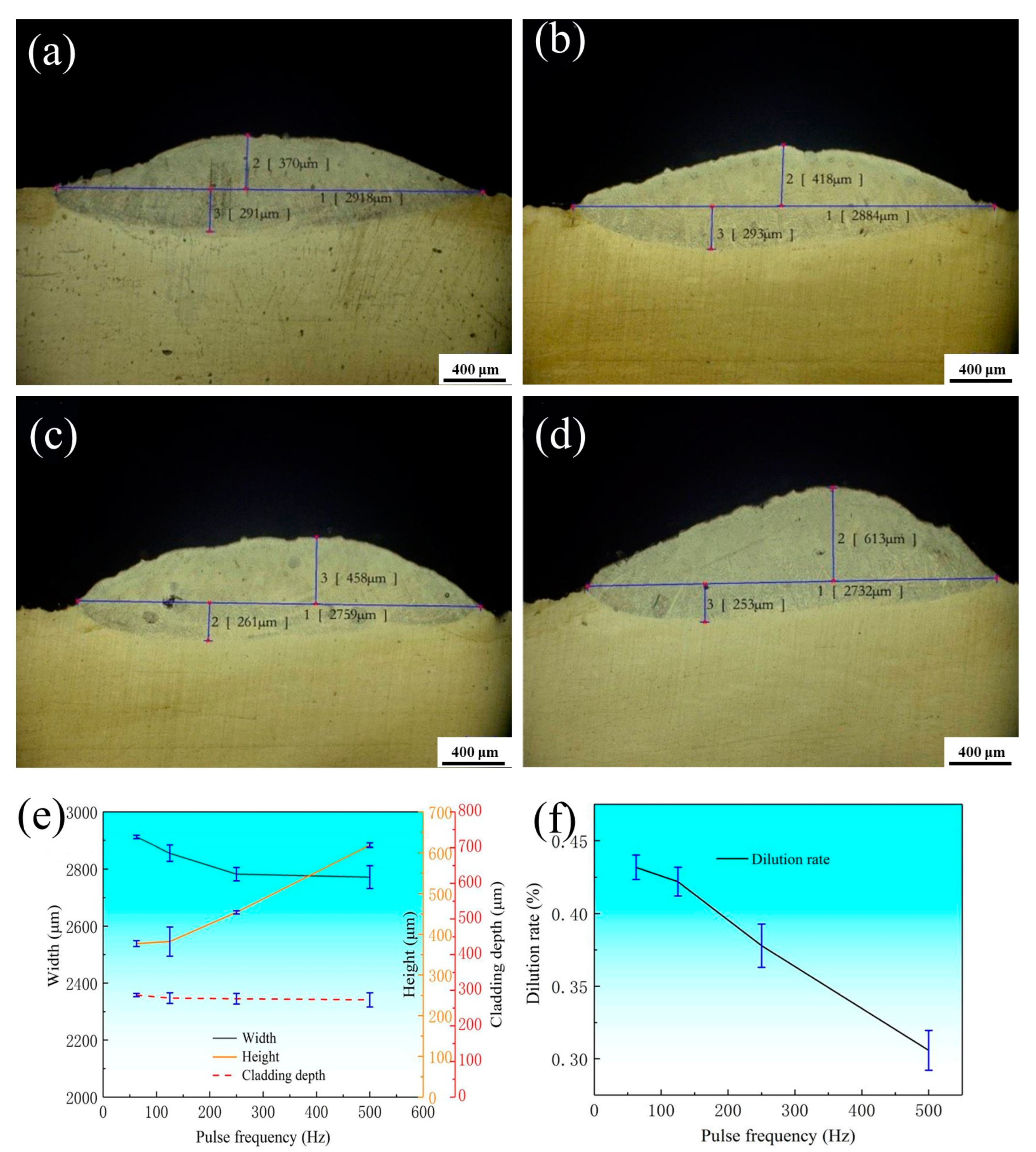
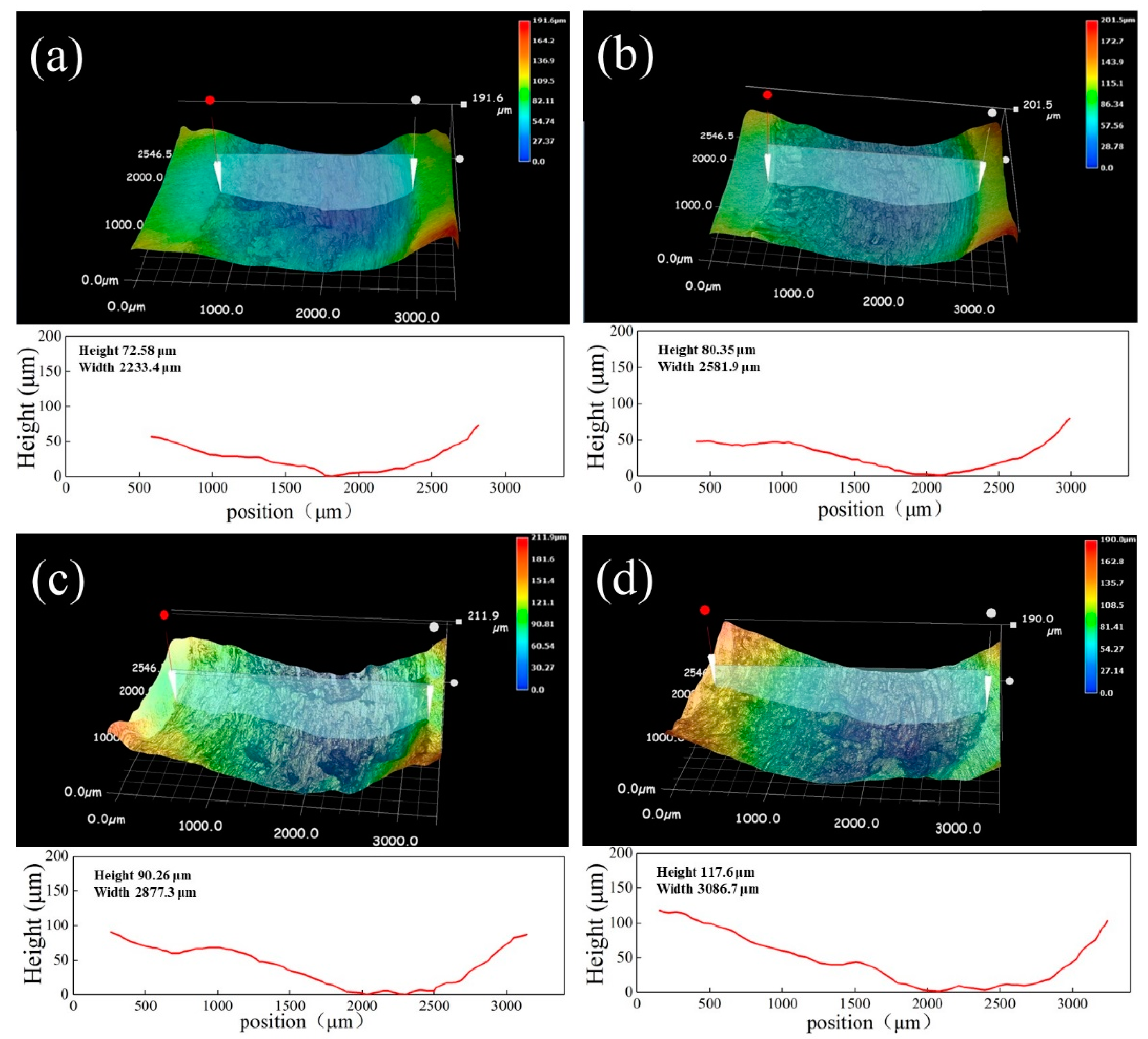
3.1. The Effect of Pulse Frequency on the Molten Pool
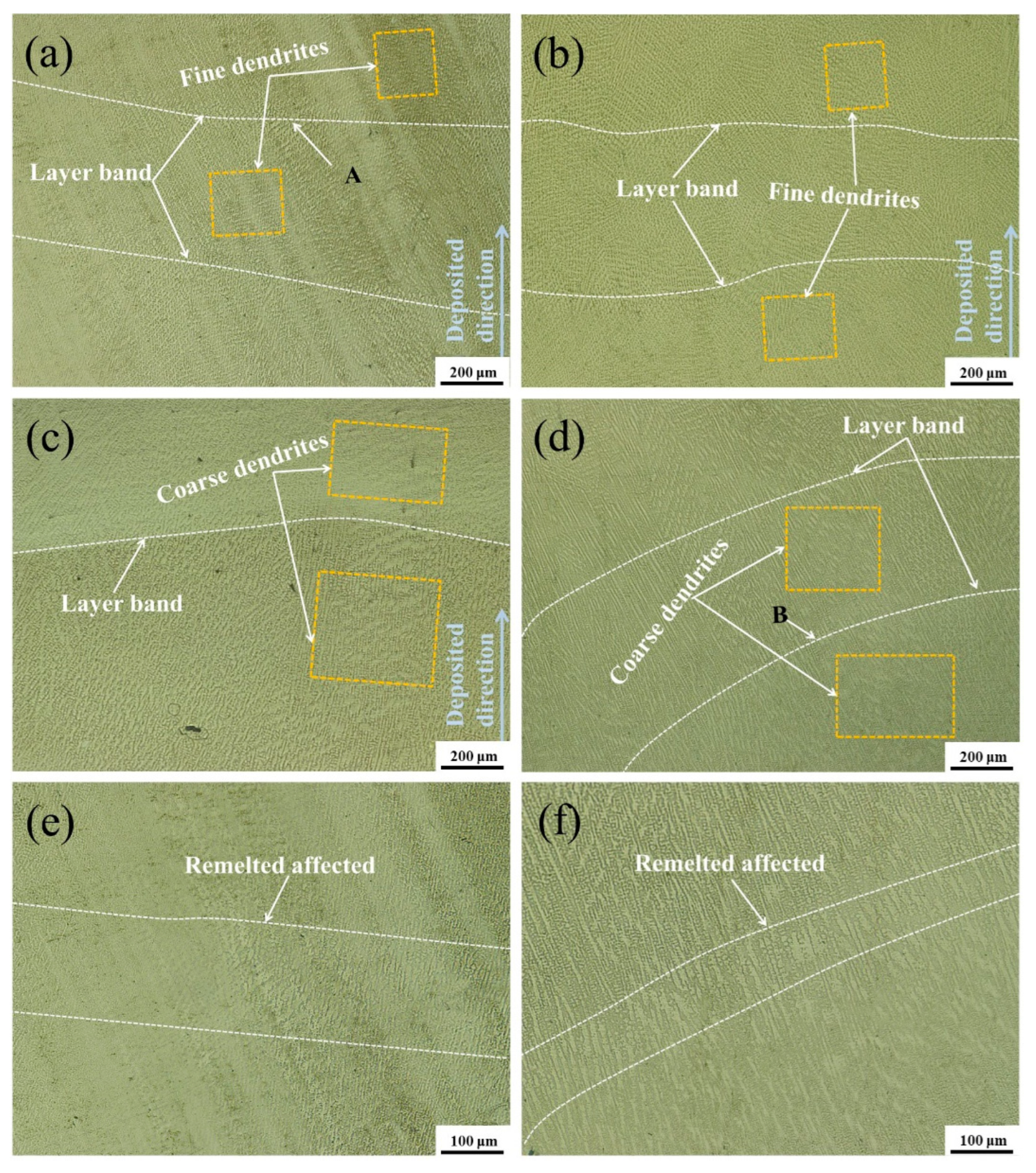
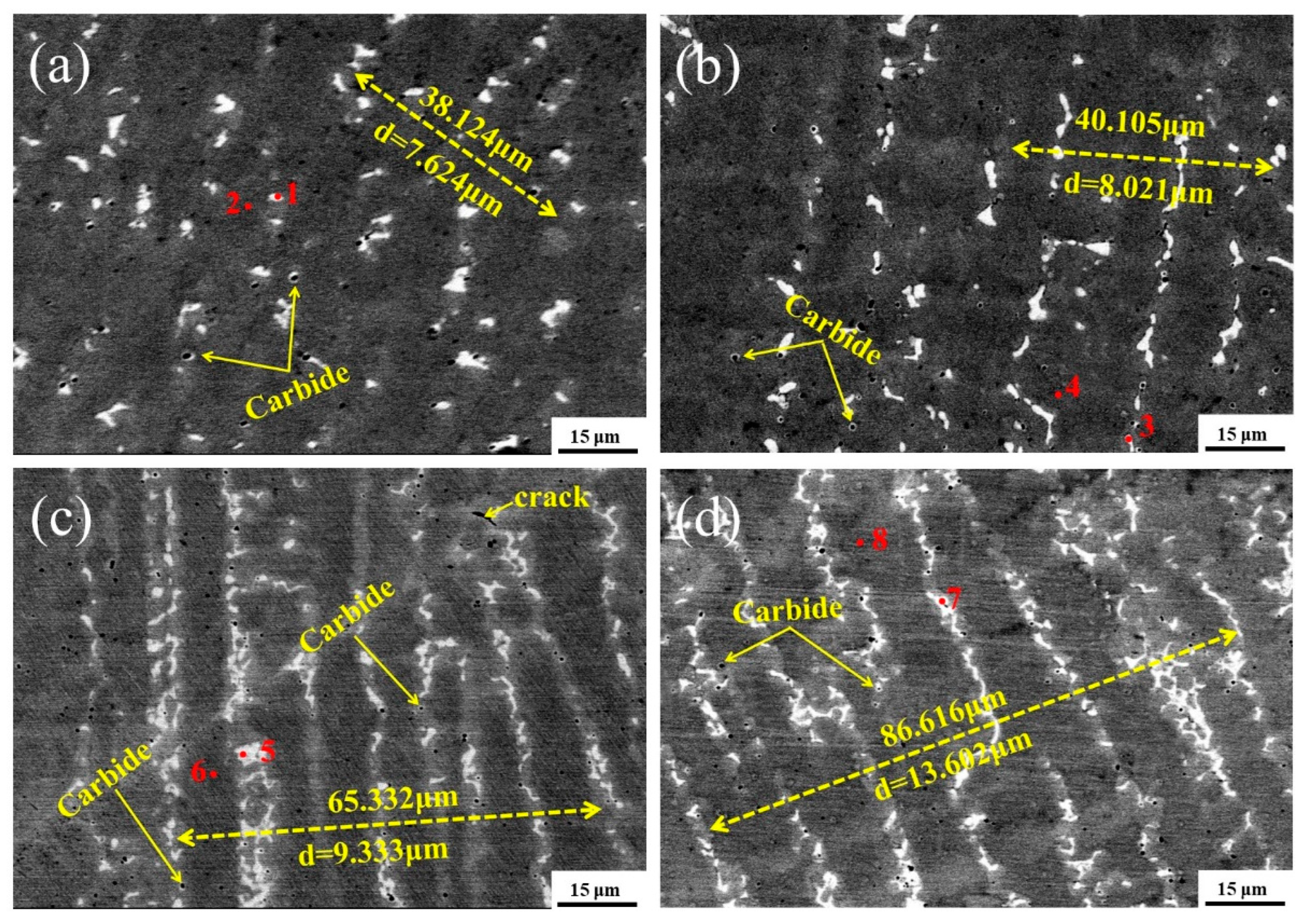
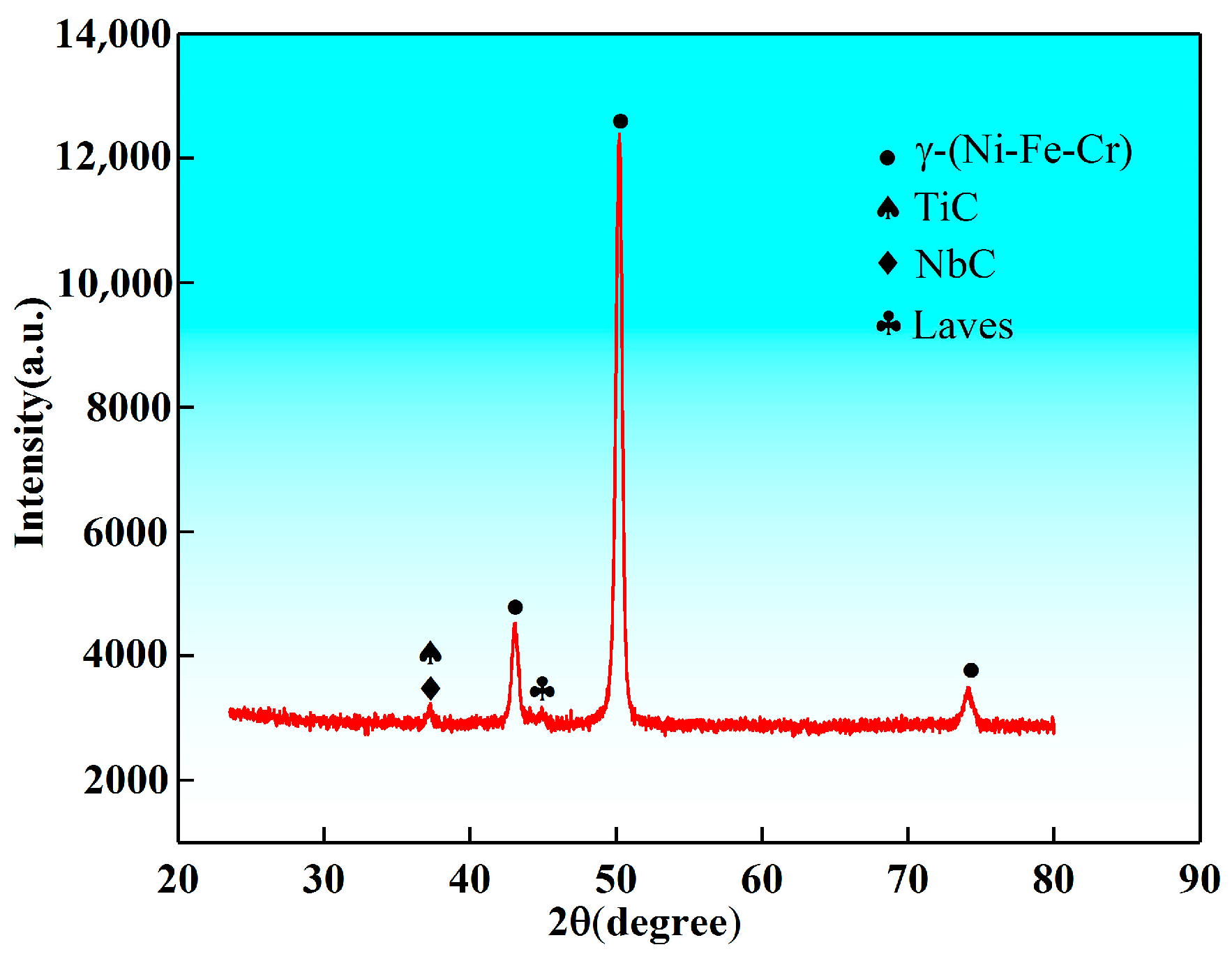
3.2. Effect of Pulse Frequency on the Microstructure Evolution
3.3. Effect of Pulse Frequency on Hardness
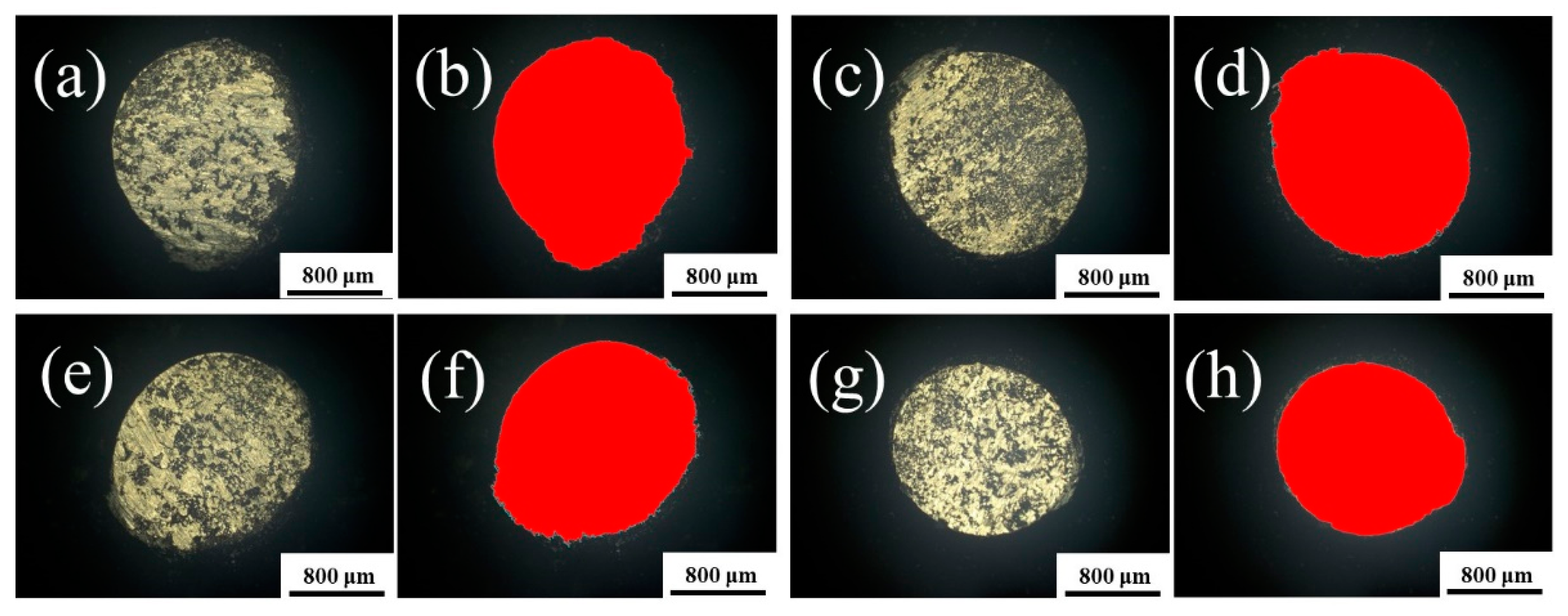
3.4. Effect of Pulse Frequency on Wear and Friction Resistance
4. Conclusions
- With the increase in pulse frequency, the temperature fluctuation of the molten pool reduces and the thermal stability enhances gradually. The average solidification time of the molten pool increases from 31 ms to 43 ms, and the average cooling rate decreases from 3732 °C/s to 2524 °C/s. The flowability of the molten pool is better at low frequency. The cladding depth and width reaches the maximum, and their average values are 286 μm and 2912 μm, respectively.
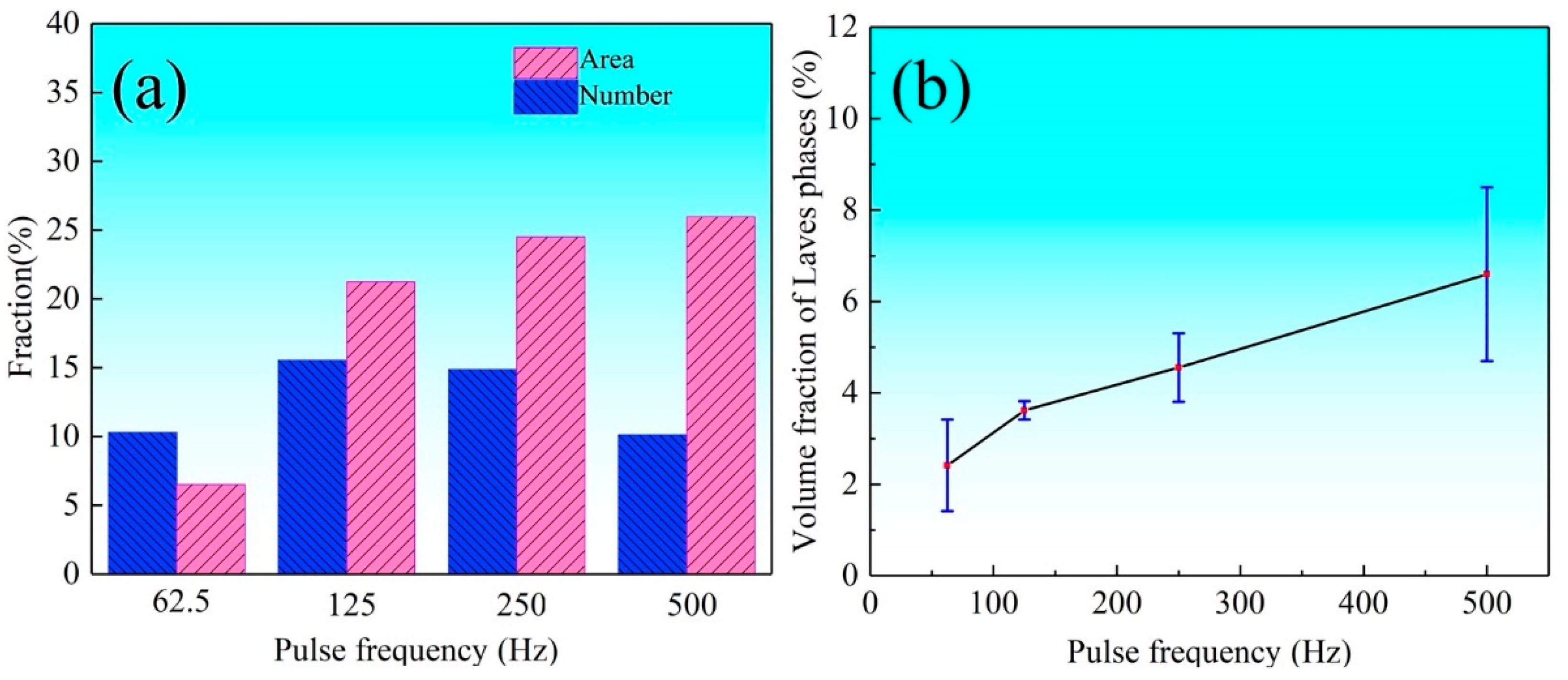
- At lower frequency, dendrites are refined, and the morphology of the Laves phase changes from chain block to granular, and the volume fraction decreases from 6.59% to 2.41%. The formation of the Laves phase was effectively suppressed. With the decrease in pulse frequency, the hardness of coating increases. Under the action of fine grain strengthening and dispersion strengthening of the primary carbide, the hardness of the coating increased from 261 HV0.1 to 297 HV0.1,
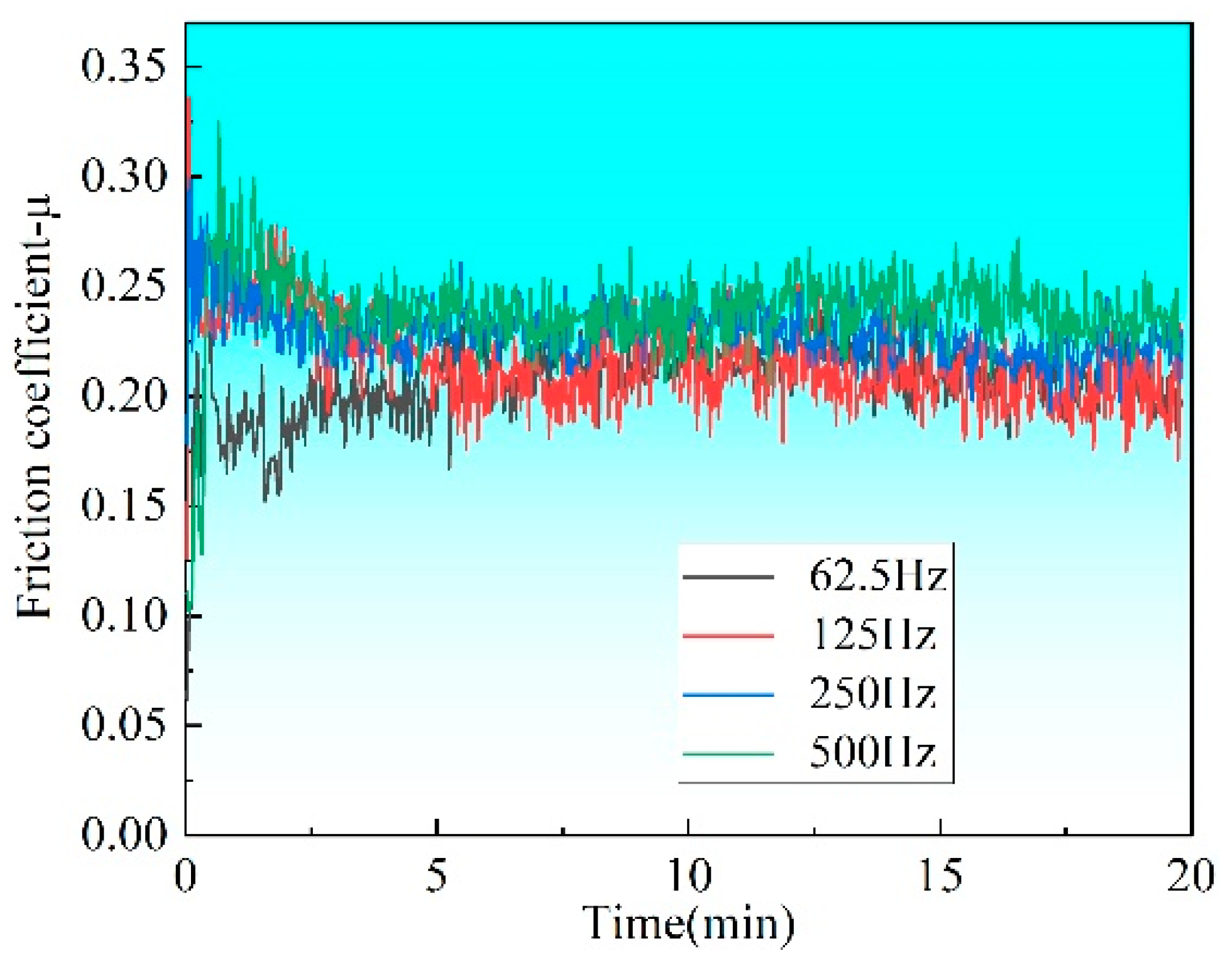
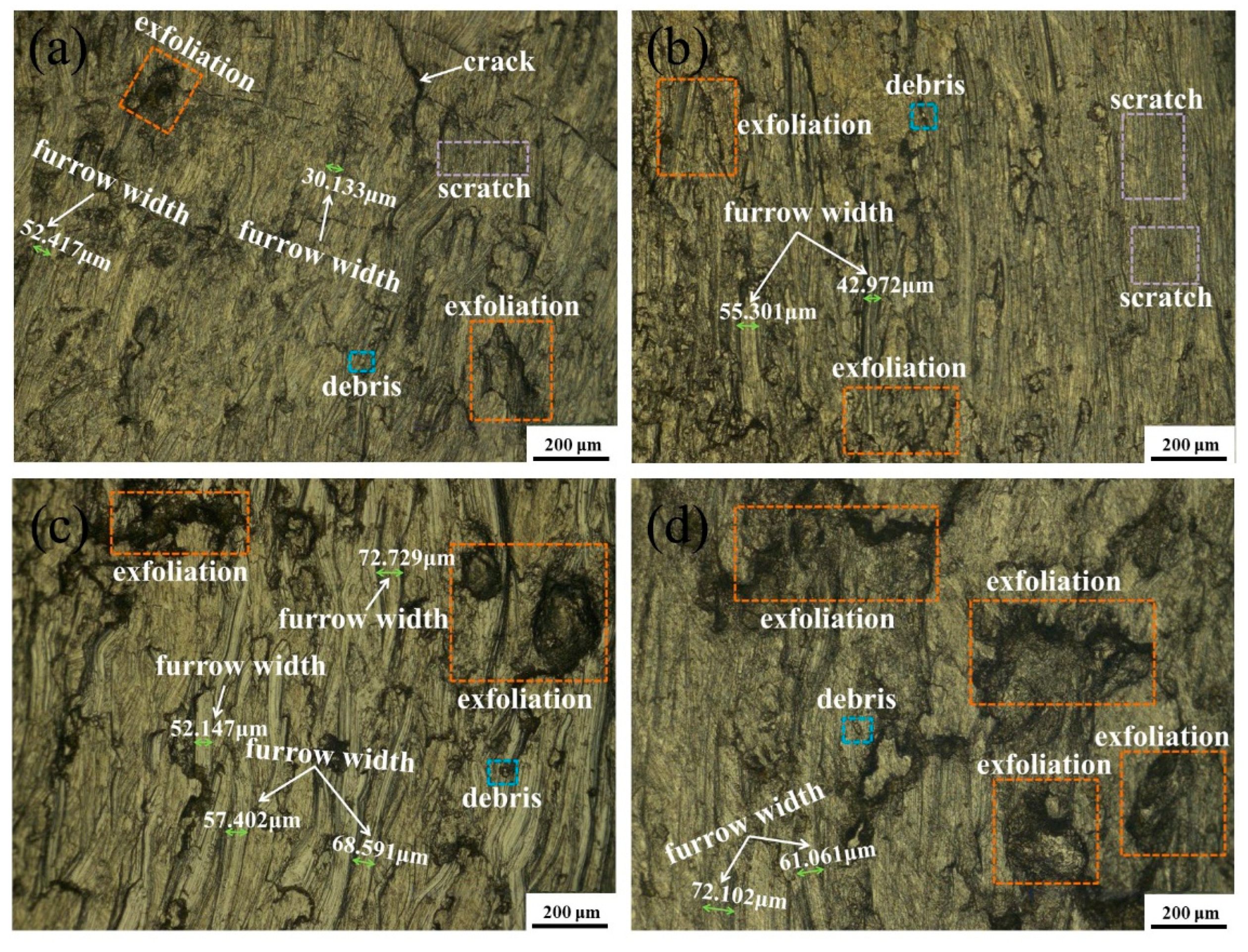
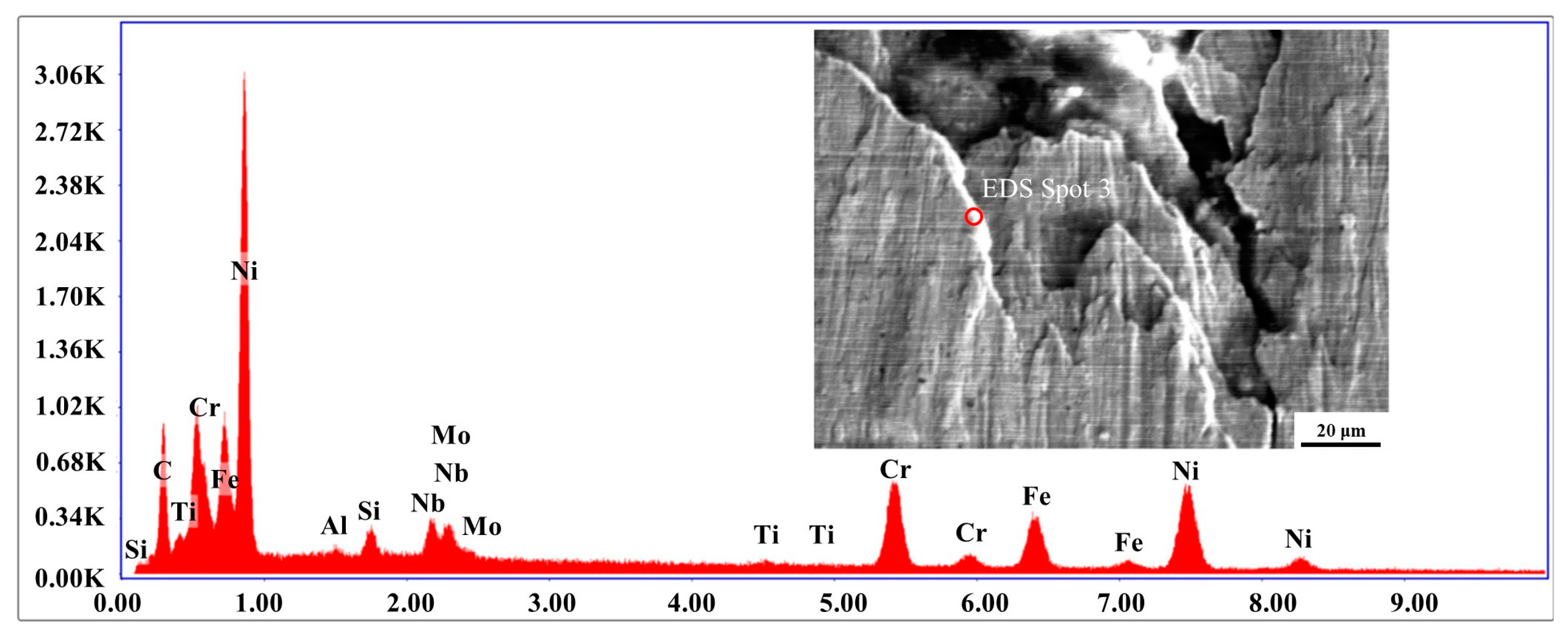
- At low frequency, the samples possess higher hardness and better antifriction and anti-wear property. With the decrease in pulse frequency, both the size of exfoliation and the furrow decrease gradually. Additionally, the friction coefficient reduces from 0.2387 to 0.2066, and the wear rate decreases from 27.30 × 10−4 mg·N−1·m−1 to 19.15 × 10−4 mg·N−1·m−1. The abrasive wear of the Si3N4 ball becomes more serious, which is caused by debris, and the area of worn surface of the Si3N4 ball increases from 2.016 mm2 to 2.662 mm2. The results show that low pulse frequency is beneficial to improve the wear resistance of the Inconel 718 coating.
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sui, S.; Tan, H.; Chen, J.; Zhong, C.; Li, Z.; Fan, W.; Gasser, A.; Huang, W. The influence of Laves phases on the room temperature tensile properties of Inconel 718 fabricated by powder feeding laser additive manufacturing. Acta Mater. 2019, 164, 413–427. [Google Scholar] [CrossRef]
- Xiao, H.; Li, S.; Han, X.; Mazumder, J.; Song, L. Laves phase control of Inconel 718 alloy using quasi-continuous-wave laser additive manufacturing. Mater. Des. 2017, 122, 330–339. [Google Scholar] [CrossRef]
- Zhang, Y.; Yang, L.; Dai, J.; Huang, Z.; Meng, T. Grain growth of Ni-based superalloy IN718 coating fabricated by pulsed laser deposition. Opt. Laser Technol. 2016, 80, 220–226. [Google Scholar] [CrossRef]
- Muvvala, G.; Karmakar, D.; Nath, A. In-process detection of microstructural changes in laser cladding of in-situ Inconel 718/TiC metal matrix composite coating. J. Alloys Compd. 2018, 740, 545–558. [Google Scholar] [CrossRef]
- Cao, J.; Yang, X.; Wang, S.; Zhang, H.; Yang, L.; Qiao, Y.; Li, C. Wear and Corrosion Resistance of Laser Cladding Ni60-TiC Ceramic Coating on 45 Steel Surface. Rare Met. Mater. Eng. 2020, 49, 611–617. [Google Scholar]
- He, S.Y.; Liu, X.D.; Zhao, S.Z. Microstructure and Wear Resistance of Carbon Fibers Reinforced 316L Stainless Steel Prepared Using Laser Cladding. Chin. J. Lasers 2020, 47, 502010. [Google Scholar]
- Liu, Z.H.; Liu, Y.F.; Zhang, L.L. Microstructure and High-Temperature Friction and Wear Properties of TiC/CaF2/Inconel 718 Composite Fabricated Using Laser Melting Deposition Technique. Chin. J. Lasers 2020, 47, 0102008. [Google Scholar]
- Wang, L.; Xia, H.C.; Hu, Y. Porosity Defects Suppression in Narrow V-Groove Laser Remanufacturing Zone through Electromagnetic Composite Field. Chin. J. Lasers 2020, 47, 0602003. [Google Scholar] [CrossRef]
- Chauhan, P.; Shadangi, Y.; Bhatnagar, A.; Singh, V.; Chattopadhyay, K. Influence of Surface Nano-Structuring on Microstructure, Corrosion Behavior and Osteoblast Response of Commercially Pure Titanium Treated Through Ultrasonic Shot Peening. J. Miner. Met. Mater. Soc. 2022, 74, 584–595. [Google Scholar] [CrossRef]
- Shadangi, Y.; Chattopadhyay, K.; Rai, S.B.; Singh, V. Effect of Laser shock peening on microstructure, mechanical properties and corrosion behavior of interstitial free steel. J. Surf. Coat. Technol. 2015, 280, 216–224. [Google Scholar] [CrossRef]
- Kong, D.; Dong, C.; Ni, X.; Zhang, L.; Man, C.; Zhu, G.; Yao, J.; Yao, J.; Wang, L.; Cheng, X.; et al. Effect of TiC content on the mechanical and corrosion properties of Inconel 718 alloy fabricated by a high-throughput dual-feed laser metal deposition system. J. Alloys Compd. 2019, 803, 637–648. [Google Scholar] [CrossRef]
- Zhong, L.Y.; Ning, L.W.; Ren, W.B.; Chen, S.X. Crack Analysis and Control of Laser Cladding Inconel 718 Alloy. Surf. Technol. 2020, 49, 233–243. [Google Scholar]
- Janaki Ram, G.D.; Venugopal Reddy, A.; Prasad Rao, K.; Madhusudhan Reddy, G. Control of Laves phase in Inconel 718 GTA welds with current pulsing. Sci. Technol. Weld. Join. 2004, 9, 390–398. [Google Scholar] [CrossRef]
- Yuan, K.; Guo, W.; Li, P.; Wang, J.; Su, Y.; Lin, X.; Li, Y. Influence of Process Parameters and Heat Treatments on the Microstructures and Dynamic Mechanical Behaviors of Inconel 718 Superalloy Manufactured by Laser Metal Deposition. Mater. Sci. Eng. A 2018, 721, 215–225. [Google Scholar] [CrossRef]
- Qi, H.; Azer, M.; Ritter, A. Studies of standard heat treatment effects on microstructure and mechanical properties of laser net shape manufactured Inconel 718. Metall. Mater. Trans. Part A 2009, 40, 2410–2422. [Google Scholar] [CrossRef]
- Zhao, X.; Jing, C.; Xin, L. Study on microstructure and mechanical properties of laser rapid forming Inconel 718. Mater. Sci. Eng. A 2008, 478, 119–124. [Google Scholar] [CrossRef]
- Chlebus, E.; Gruber, K.; Kuźnicka, B.; Kurzac, J.; Kurzynowski, T. Effect of heat treatment on the microstructure and mechanical properties of Inconel 718 processed by selective laser melting. Mater. Sci. Eng. A 2015, 639, 647–655. [Google Scholar] [CrossRef]
- Zhang, J.; Zhang, Q.L.; Yao, J.H.; Wu, Z.S.; Ding, H.Y. Effect of Laser Cladding Process Parameters on Microstructure and Element Segregation of IN718 Alloy. Hot Work. Technol. 2022, 51, 30–34. [Google Scholar]
- Chen, Y.; Lu, F.; Zhang, K.; Nie, P.; Hosseini, S.R.E.; Feng, K.; Li, Z. Dendritic microstructure and hot cracking of laser additive manufactured Inconel 718 under improved base cooling. J. Alloys Compd. 2016, 670, 312–321. [Google Scholar] [CrossRef]
- Nie, P.L.; Ojo, O.A.; Li, Z.G. Numerical modeling of microstructure evolution during laser additive manufacturing of a nickel-based superalloy. Acta Mater. 2014, 77, 85–95. [Google Scholar] [CrossRef]
- Zhang, Y.C.; Li, Z.G.; Nie, P.L.; Wu, Y.X. Effect of ultrarapid cooling on microstructure of laser cladding IN718 coating. Surf. Eng. 2013, 29, 414–418. [Google Scholar] [CrossRef]
- Cheng, M.; Xiao, X.; Luo, G.; Song, L. Integrated control of molten pool morphology and solidification texture by adjusting pulse duration in laser additive manufacturing of Inconel 718. Opt. Laser Technol. 2021, 142, 107137. [Google Scholar] [CrossRef]
- Lai, J.; Lu, Y.Y.; Zhang, H.; Chen, H.; Lin, S.G.; Liu, D.J. Liquation Cracks in Superalloys Repaired by Low-heat Input Pulsed Laser. Chin. J. Lasers 2019, 46, 402011. [Google Scholar]
- Li, Y.F.; Shi, Y. Influences of Pulse Frequency on Microstructure and Properties in Laser Cladding Layers. China Mech. Eng. 2021, 32, 2108–2124. [Google Scholar]
- Xiao, H.; Li, S.M.; Xiao, W.J.; Li, Y.Q.; Cha, L.M.; Mazumder, J.; Song, L.J. Effects of laser modes on Nb segregation and Laves phase formation during laser additive manufacturing of nickel-based superalloy. Mater. Lett. 2017, 188, 260–262. [Google Scholar] [CrossRef]
- Shi, C.X.; Liu, Y.F.; Li, Y.; Sun, G.B.; Zhang, Z.; Feng, Z.C. Microstructure and High Temperature Wear Resistance of TiC/Inconel 718 Composites In-situ Synthesized by Plasma Melting Deposition Technique. Rare Met. Mater. Eng. 2019, 48, 1497–1504. [Google Scholar]
- Wang, Y.W. Numerical Simulation and Experimental Study of Molten Pool Flow Behavior in Pulsed Laser Melting Deposition. Master’s Thesis, Dalian University of Technology, Dalian, China, 2021; pp. 53–54. [Google Scholar]
- Zhang, H.; Zou, Y.; Zou, Z.; Zhao, W. Comparative study on continuous and pulsed wave fiber laser cladding in-situ titanium–vanadium carbides reinforced Fe-based composite layer. Mater. Lett. 2015, 139, 255–257. [Google Scholar] [CrossRef]
- Shah, K.; Pinkerton, A.J.; Salman, A.; Li, L. Effects of Melt Pool Variables and Process Parameters in Laser Direct Metal Deposition of Aerospace Alloys. Mater. Manuf. Process. 2010, 25, 1372–1380. [Google Scholar] [CrossRef] [Green Version]
- Liu, F.; Lin, X.; Leng, H.; Cao, J.; Liu, Q.; Huang, C.; Huang, W. Microstructural changes in a laser solid forming Inconel 718 superalloy thin wall in the deposition direction. Opt. Laser Technol. 2013, 45, 330–335. [Google Scholar] [CrossRef]
- Wan, H.Y.; Zhou, Z.J.; Li, C.P.; Chen, G.F.; Zhang, G.P. Effect of scanning strategy on grain structure and crystallographic texture of Inconel 718 processed by selective laser melting. Mater. Sci. Technol. 2018, 34, 1799–1804. [Google Scholar] [CrossRef]
- Liu, C.M.; Wang, H.M.; Tian, X.J.; Tang, H.B. Subtransus triplex heat treatment of laser melting deposited Ti–5Al–5Mo–5V–1Cr–1Fe near β titanium alloy. Mater. Sci. Eng. A 2014, 590, 30–36. [Google Scholar] [CrossRef]
- Tian, S.G.; Li, J.J.; Xie, J.; Zhou, X.M. Phase constituent and granularity distribution of γ’ phase in FGH95 nickel based superalloy. J. Shenyang Univ. Technol. 2011, 33, 635–639. [Google Scholar]
- Hu, G.X.; Cai, X.; Rong, Y.H. Fundamentals of Materials Science; Shanghai Jiao Tong University Press: Shanghai, China, 2006; pp. 124–125. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Frequency | Power | Pusle Energy | |||
|---|---|---|---|---|---|
| (Hz) | (W) | (ms) | (ms) | (%) | (J) |
| 62.5 | 1400 | 8 | 16 | 50 | 11.2 |
| 125 | 1400 | 4 | 8 | 50 | 5.6 |
| 250 | 1400 | 2 | 4 | 50 | 2.8 |
| 500 | 1400 | 1 | 2 | 50 | 1.4 |
| Position | Cr | Fe | Mo | Nb | Ti | Ni | Al | Possible Main Phase |
|---|---|---|---|---|---|---|---|---|
| 1 | 16.29 | 15.98 | 4.12 | 7.35 | 1.02 | 48.93 | 0.03 | Laves |
| 2 | 19.34 | 18.75 | 2.69 | 2.81 | 1.22 | 51.43 | 0.12 | γ-(Ni, Fe, and Cr) |
| 3 | 14.07 | 13.58 | 4.98 | 11.27 | 0.99 | 45.79 | 0.08 | Laves |
| 4 | 18.46 | 16.65 | 2.49 | 2.03 | 0.43 | 48.44 | 0.04 | γ-(Ni, Fe, and Cr) |
| 5 | 15.16 | 14.89 | 6.34 | 12.53 | 1.14 | 48.01 | 0.12 | Laves |
| 6 | 20.50 | 19.25 | 2.07 | 1.60 | 0.49 | 55.60 | 0.15 | γ-(Ni, Fe, and Cr) |
| 7 | 13.35 | 13.52 | 6.77 | 15.01 | 1.41 | 44.83 | 0.13 | Laves |
| 8 | 20.10 | 20.35 | 1.64 | 0.90 | 1.12 | 52.65 | 0.08 | γ-(Ni, Fe, and Cr) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, J.; Wang, S.; Li, D.; Zhou, H.; Cai, J.; Yang, X. Effect of Pulse Frequency on Microstructure, Friction and Wear Properties of Inconel 718 Coatings Prepared via Laser Cladding. Crystals 2023, 13, 986. https://doi.org/10.3390/cryst13070986
Wu J, Wang S, Li D, Zhou H, Cai J, Yang X. Effect of Pulse Frequency on Microstructure, Friction and Wear Properties of Inconel 718 Coatings Prepared via Laser Cladding. Crystals. 2023; 13(7):986. https://doi.org/10.3390/cryst13070986
Chicago/Turabian StyleWu, Jun, Sheng Wang, Donghang Li, Hanwen Zhou, Jianchen Cai, and Xiaohong Yang. 2023. "Effect of Pulse Frequency on Microstructure, Friction and Wear Properties of Inconel 718 Coatings Prepared via Laser Cladding" Crystals 13, no. 7: 986. https://doi.org/10.3390/cryst13070986