
Effect of Erbium Micro-Additions on Microstructures and Properties of 2024 Aluminum Alloy Prepared by Microwave Sintering

Abstract
1. Introduction
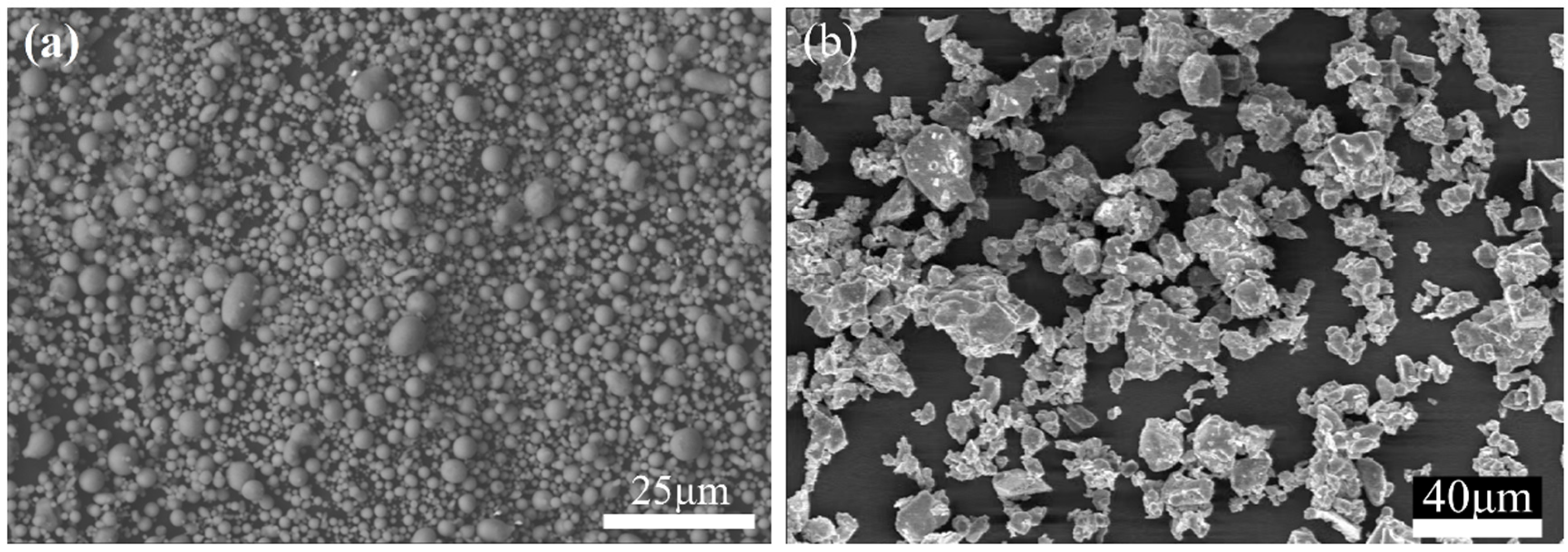
2. Experimental Details
3. Results and Discussion
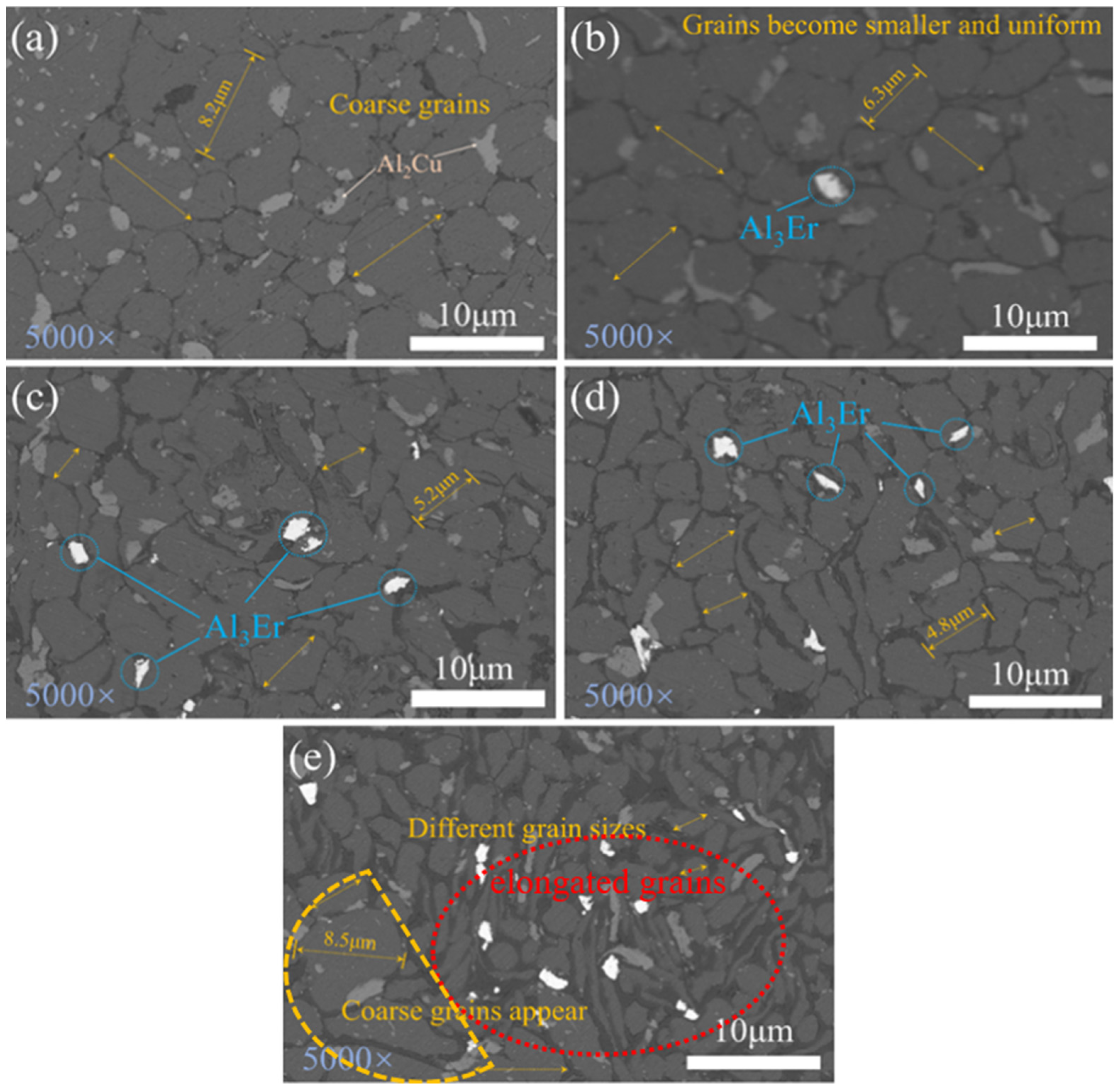
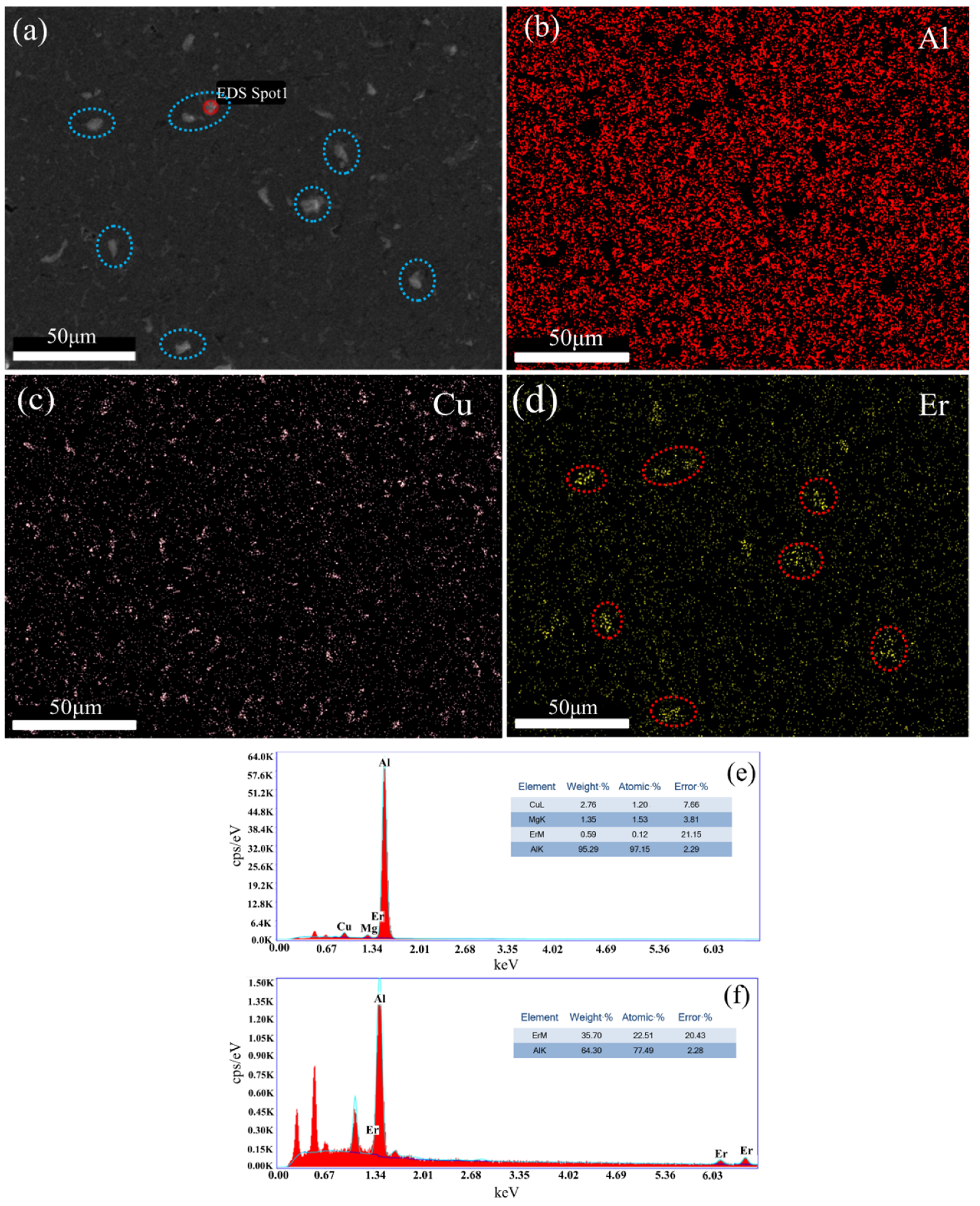
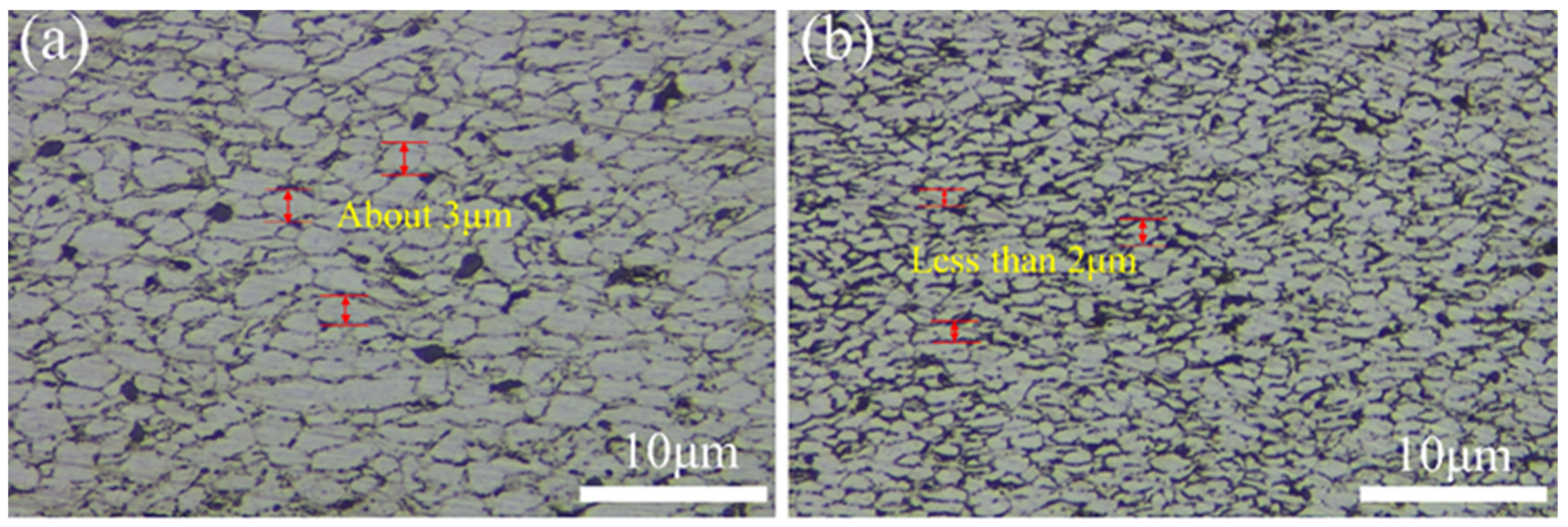
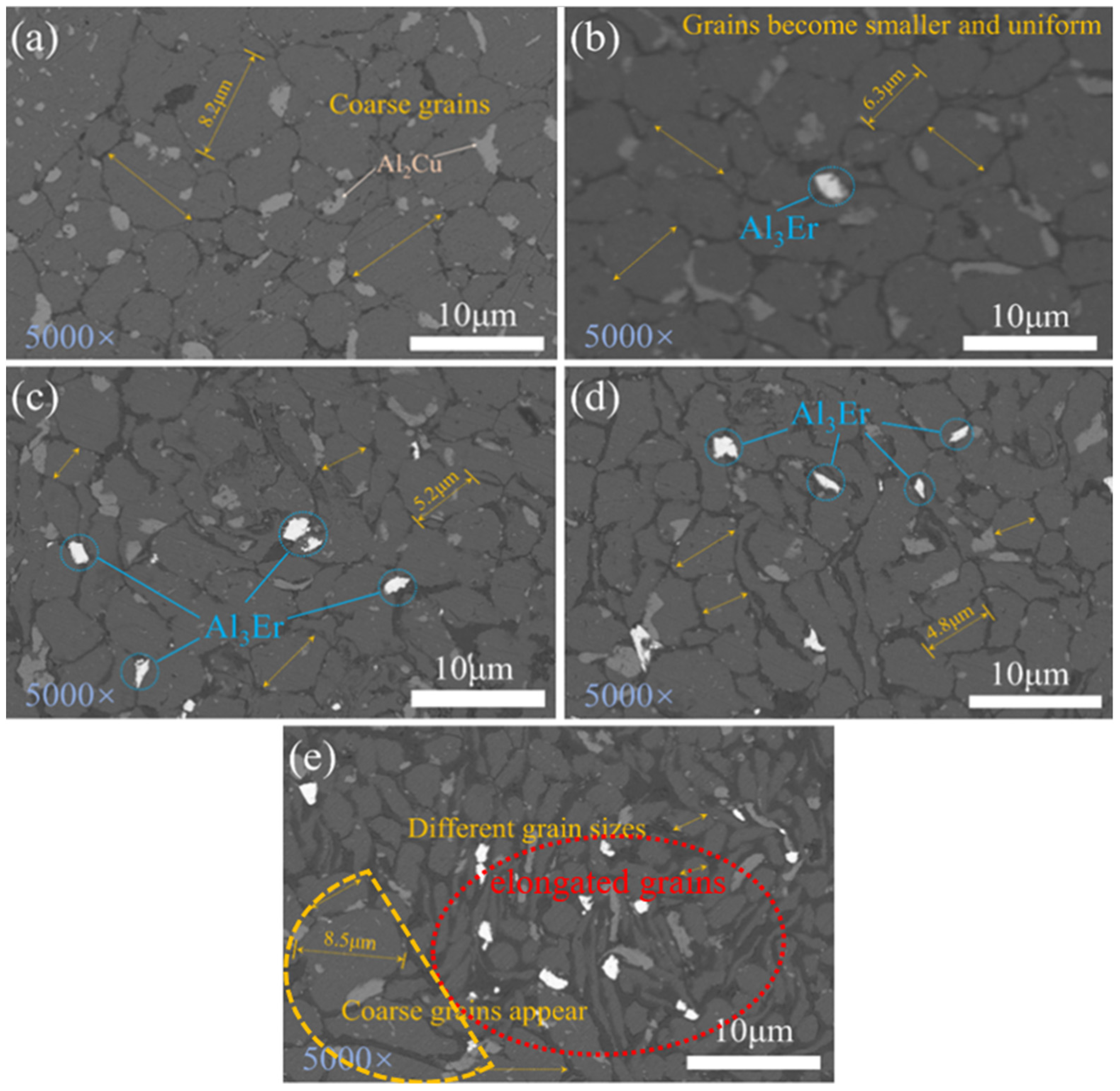
3.1. Microstructure
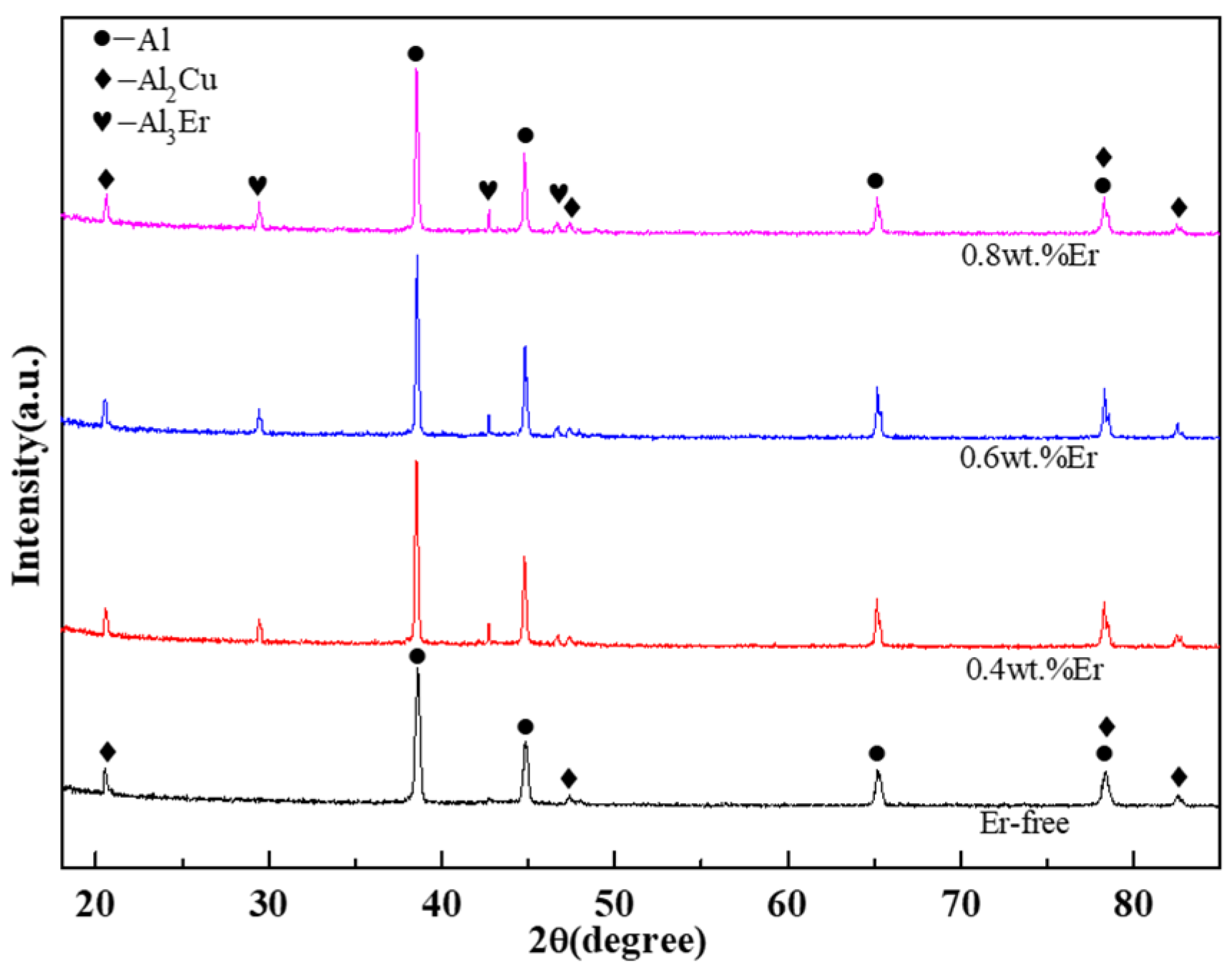
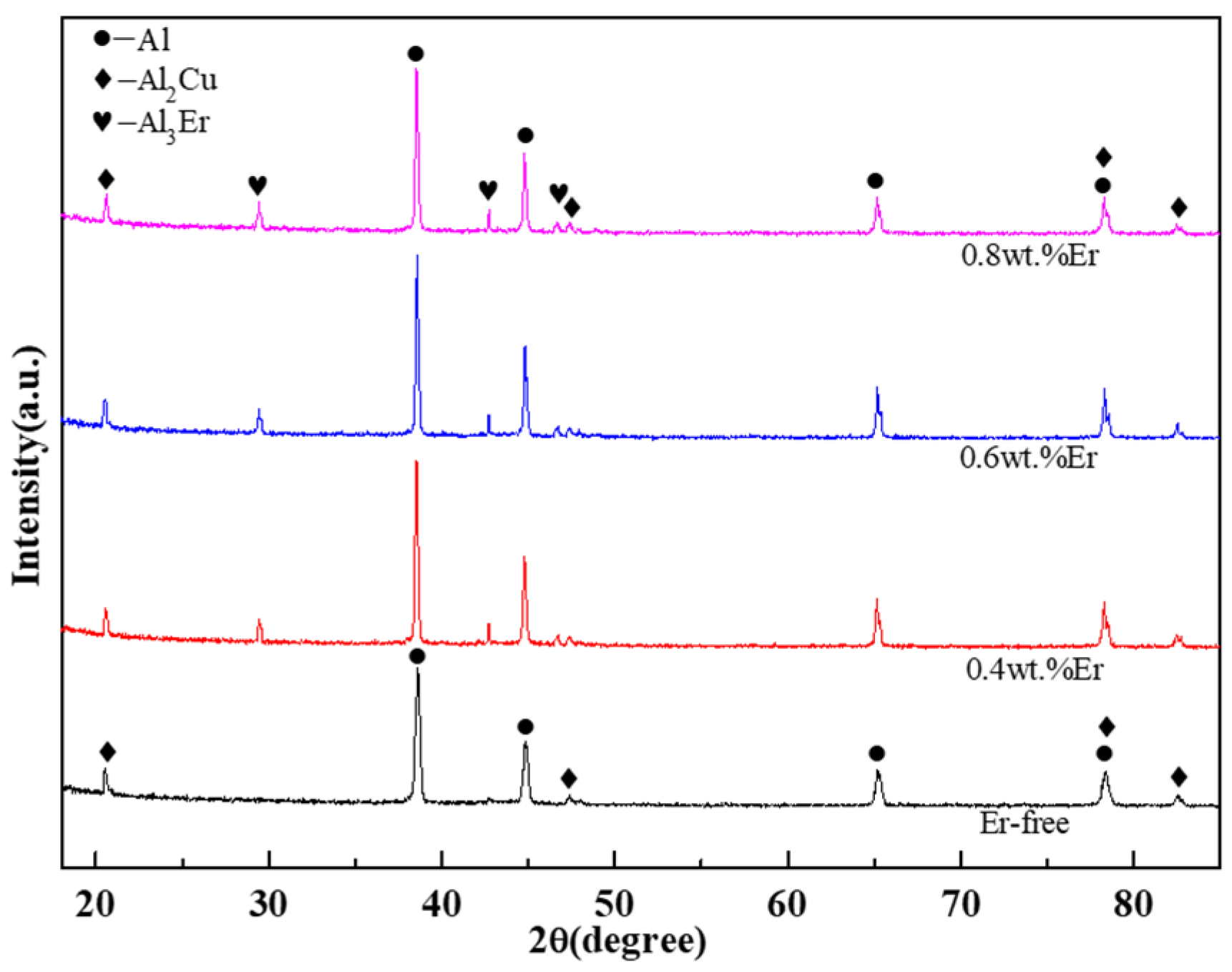
3.2. XRD Analysis
3.3. Compactness and Microhardness
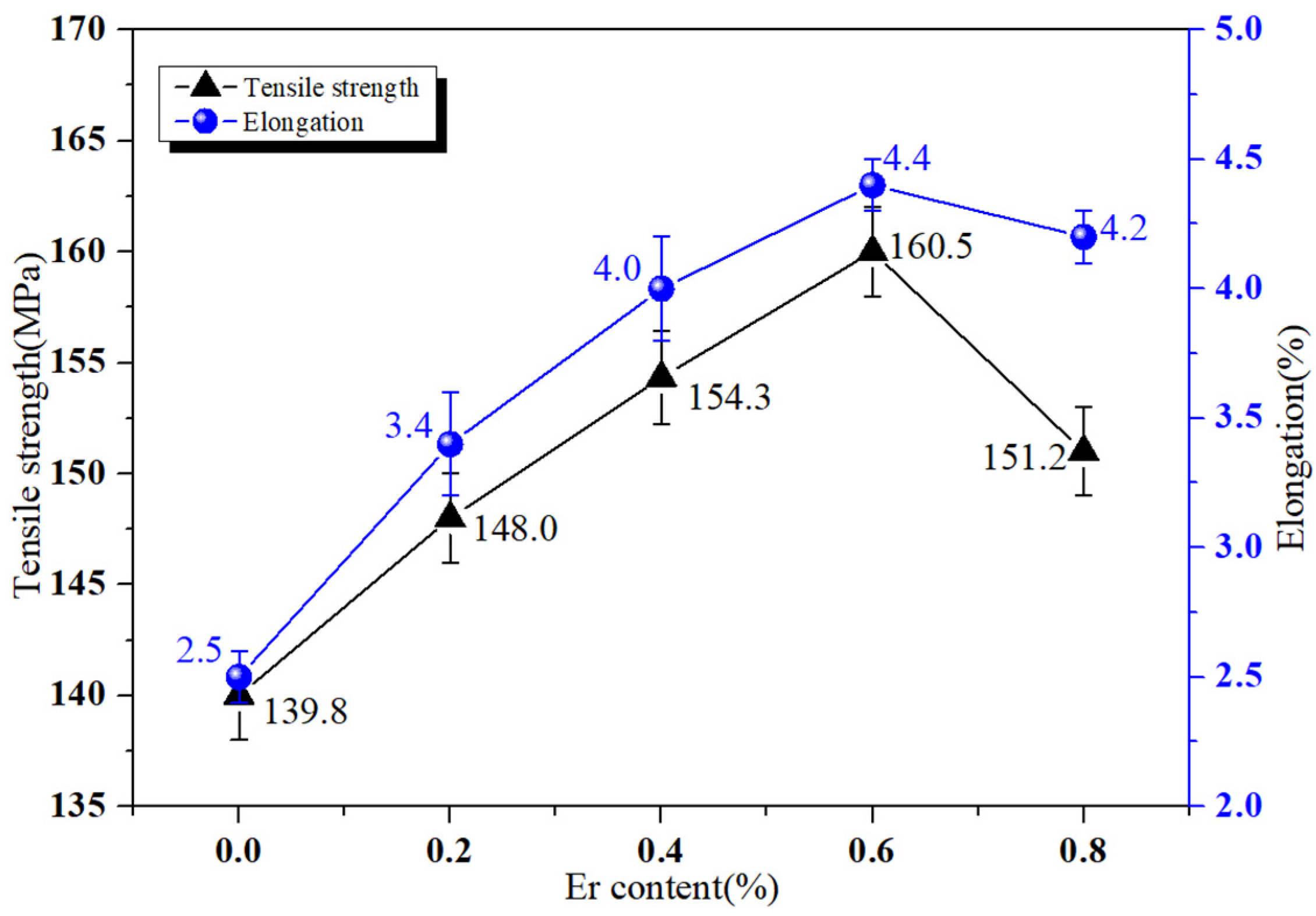
3.4. Tensile Properties
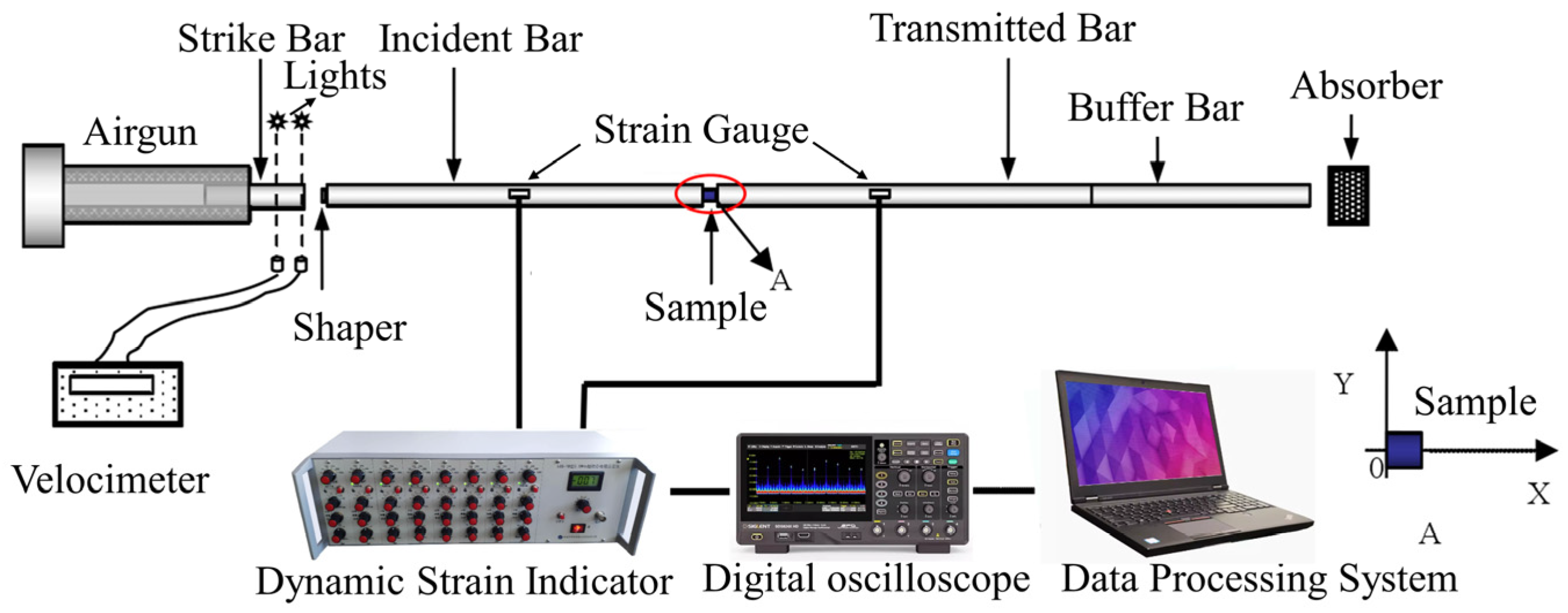
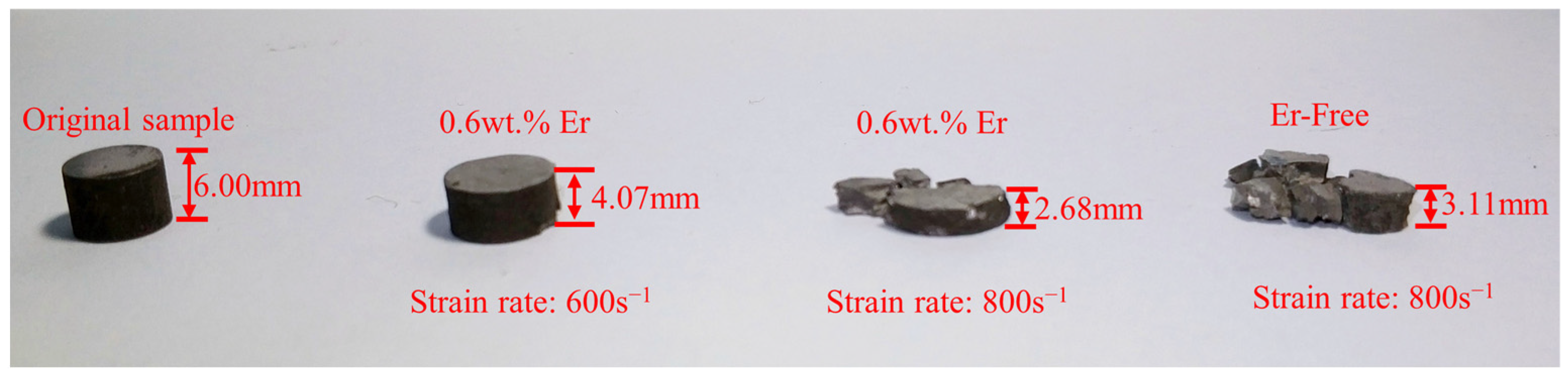
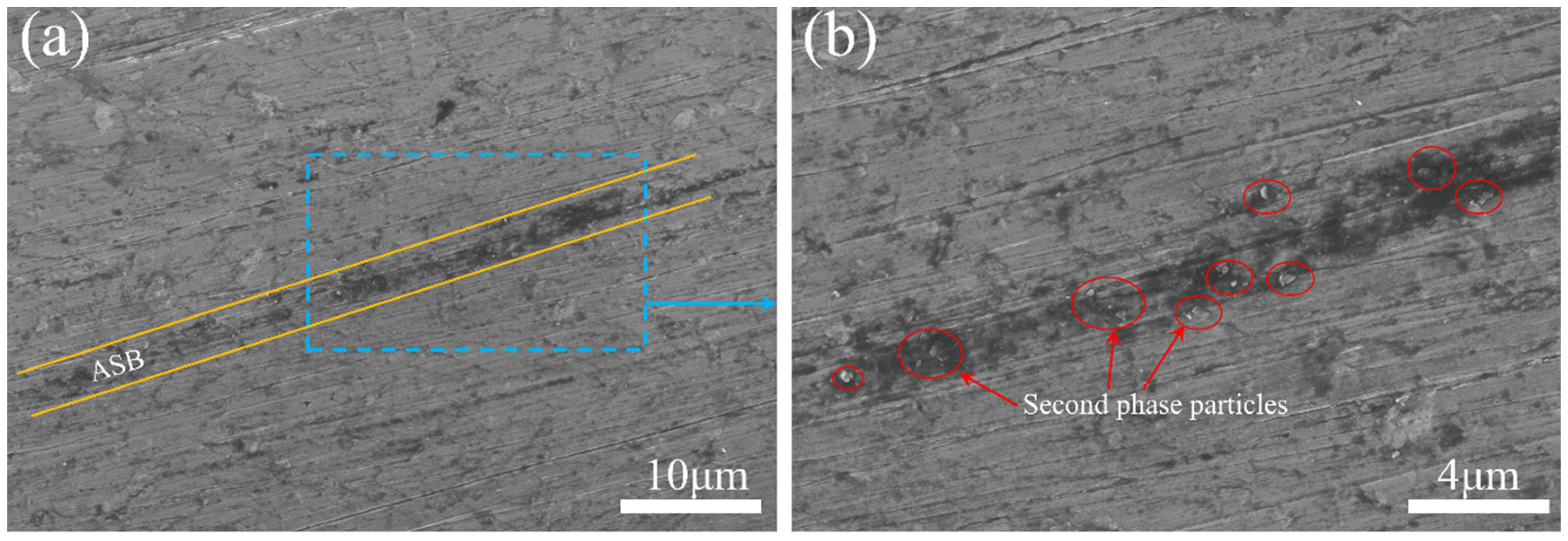
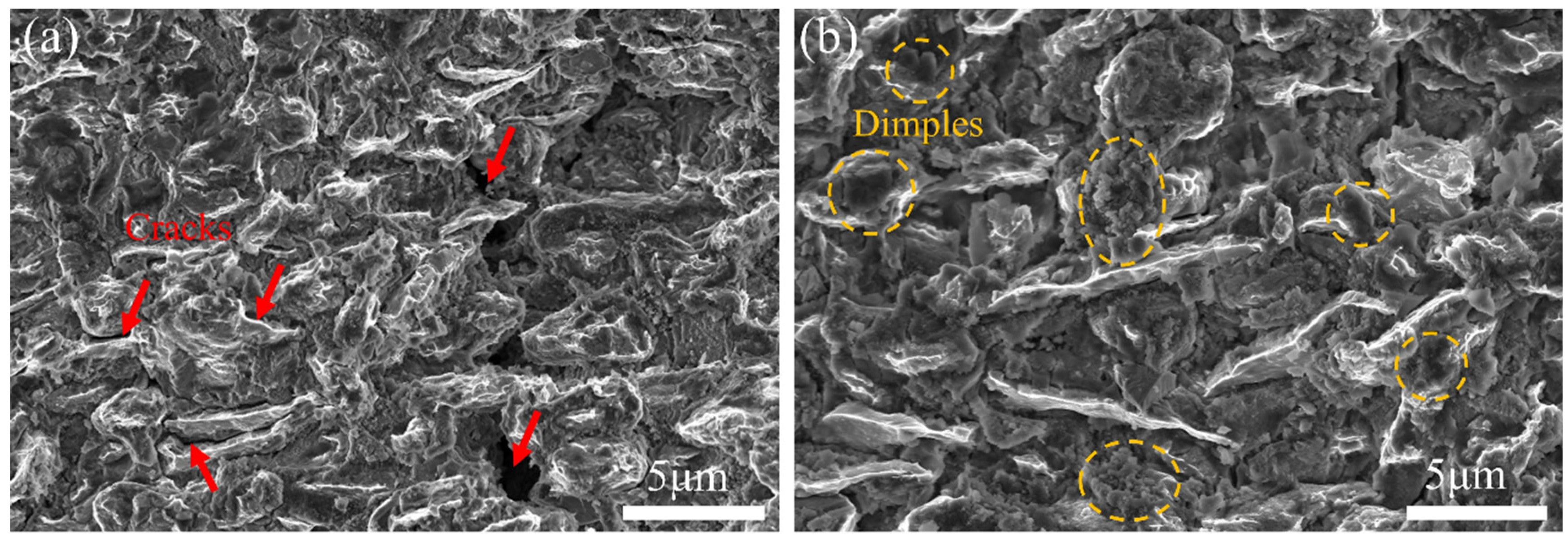
3.5. Dynamic Compression Properties
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhang, H.S.; Yan, M.; Wang, H.Y.; Shen, L.T.; Dai, L.H. Determination of dynamic shear strength of 2024 aluminum alloy under shock compression. AIP Adv. 2016, 6, 045309. [Google Scholar] [CrossRef]
- Gautam, A.; Sarkar, P.K.; Jangid, R. Ductile and Fatigue Behaviour Estimation of Lightweight High-Strength Al 2024. Mater. Today Proc. 2018, 5, 7873–7881. [Google Scholar] [CrossRef]
- Rohatgi, P.K.; Kumar, P.A.; Chelliah, N.M.; Rajan, T.P.D. Solidification processing of cast metal matrix composites over the last 50 years and opportunities for the future. JOM 2020, 72, 2912–2926. [Google Scholar] [CrossRef]
- Nazree, M.; Nabilla, S.; Che, Z. The effect of microwave sintering time to PM aluminum alloys. Appl. Mech. Mater. 2015, 754–755, 240–244. [Google Scholar]
- Wang, H.; Tang, F.; Li, G.; Zhang, D.; Liu, M.; Kai, X. Microstructure and properties of B4Cp/Al composite prepared by microwave sintering with low temperature. Mater. Res. Express 2020, 7, 096511. [Google Scholar] [CrossRef]
- Han, Z.; Xu, L.; Guo, S.; Wu, Q.; Zhang, L.; Liu, J. Study on the microwave sintering characteristics of spherical tin-silver alloy powder. Mater. Res. Express 2019, 6, 1265k7. [Google Scholar] [CrossRef]
- Liu, J.Q.; Wang, H.M.; Li, G.R.; Su, W.X.; Zhang, Z.B.; Zhou, Z.C.; Dong, C. Microstructure and improved plasticity of (FeCoNi1.5CrCu)p/Al composites subject to adjusted deep cryogenic treatment (DCT). J. Alloys Compd. 2022, 895, 162690. [Google Scholar] [CrossRef]
- Liu, J.Q.; Wang, H.M.; Huang, Z.H.; Ma, Z.; Li, G.; Zhou, P. Enhanced strength-ductility synergy of aging treated (FeCoNi1.5CrCu)p/2024Al composite. J. Alloys Compd. 2022, 929, 167372. [Google Scholar] [CrossRef]
- Gaurava, A.; Satpala, S. Influence of rare earth addition on the properties of AA6351 hybrid composites. J. Eng. Res. 2021, 9, 253–268. [Google Scholar]
- Nazarov, S.; Rossi, S.; Bison, P. Influence of Rare Earths Addition on the Properties of Al–Li Alloys. Phys. Met. Metallogr. 2019, 120, 402–409. [Google Scholar] [CrossRef]
- Nogita, K.; McDonald, S.D.; Dahle, A.K. Eutectic modification of Al-Si alloys with rare earth metals. Mater. Trans. 2004, 45, 323–326. [Google Scholar] [CrossRef]
- Tsai, Y.C.; Chou, C.Y.; Lee, S.L.; Lin, C.K.; Lin, J.C.; Lim, S.W. Effect of trace La addition on the microstructures and mechanical properties of A356 (Al-7Si-0.35Mg) aluminum alloys. J. Alloys Compd. 2009, 487, 157–162. [Google Scholar] [CrossRef]
- Zhong, T.; Zeng, G.; Xiao, M.; Qin, S.; Wan, Y. Effect of Rare Earth Ce on Microstructure and Properties of 3003 Aluminum Alloy. Rare Met. Cem. Carbides 2019, 33–36, 41. [Google Scholar]
- Ding, W.W.; Zhao, X.Y.; Chen, T.L. Effect of rare earth Y and Al-Ti-B master alloy on the microstructure and mechanical properties of 6063 aluminum alloy. J. Alloys Compd. 2020, 830, 154685. [Google Scholar] [CrossRef]
- Shi, Z.M.; Wang, Q.; Zhao, G.; Zhang, R. Effects of Erbium modification on the microstructure and mechanical properties of A356 aluminum alloys. Mater. Sci. Eng. 2015, A626, 102–107. [Google Scholar] [CrossRef]
- Li, Q.; Xia, T.; Lan, Y.; Li, P. Effects of rare earth Er addition on the microstructure and mechanical properties of Al-20Si alloy. Mater. Sci. Eng. 2013, A588, 97–102. [Google Scholar] [CrossRef]
- Nie, Z.; Jin, T.; Zou, J.; Fu, J.; Yang, J.; Zuo, T. Development on research of advanced rare-earth aluminum alloy. Trans. Nonferrous Met. Soc. China 2003, 13, 509–514. [Google Scholar]
- Yang, J.; Nie, Z.; Jin, T.; Xu, G.; Fu, J.; Ruan, H.; Zuo, T. Effect of trace earth element Er on high pure Al. Trans. Nonferrous Met. Soc. China 2003, 13, 1035–1039. [Google Scholar]
- Yu, Y.; Shi, Y.; Xia, Z. Effect of rare earth element Er on microstructure and properties of Al-Si-Cu solder alloy. Beijing Gongye Daxue Xuebao 2008, 32, 1148–1152. [Google Scholar]
- Xing, Z.; Nie, Z.; Ji, X.; Wang, X.; Zou, J. Effect of trace element erbium and manganese on microstructure and properties of Al-Mg alloy. Rare Met. Mater. Eng. 2006, 35, 1979–1982. [Google Scholar]
- Wu, H.; Wen, S.P.; Huang, H.; Li, B.; Wu, X.; Gao, K.; Wang, W.; Nie, Z. Effects of homogenization on precipitation of Al3(Er, Zr) particles and recrystallization behavior in a new type Al-Zn-Mg-Er-Zr alloy. Mater. Sci. Eng. A 2017, 689, 313–322. [Google Scholar] [CrossRef]
- Sun, W. Behavior of Rare Earth in Aluminum Alloys; Press of Weapon Industry: Beijing, China, 1992. [Google Scholar]
- Hu, X.; Jiang, F.; Ai, F.; Yan, H. Effects of rare earth Er additions on microstructure development and mechanical properties of die-cast ADC12 aluminum alloy. J. Alloys Compd. 2012, 538, 21–27. [Google Scholar] [CrossRef]
- Colombo, M.; Gariboldi, E.; Morri, A. Er addition to Al-Si-Mg-based casting alloy: Effects on microstructure, room and high temperature mechanical properties. J. Alloys Compd. 2017, 708, 1234–1244. [Google Scholar] [CrossRef]
- Li, Y.; Liu, Z.; Ma, F.; Xia, Q. Phase constitution and growth manner at grain boundary in Al-Cu-Mg-Ag-Er alloy. Rare Met. Mater. Eng. 2008, 37, 1019–1022. [Google Scholar]
- Nie, Z.R.; Fu, J.B.; Zou, J.X.; Jin, T.N.; Yang, J.J.; Xu, G.F.; Ruan, H.Q.; Zuo, T.Y. Advanced Aluminum Alloys Containing Rare-earth Erbium. Mater. Forum 2005, 28, 197–201. [Google Scholar]
- Zou, M.; Ge, Z.; Qi, L.; Zhou, X.; Wei, X.; Zhang, J.; Chen, J. Effect of erbium (Er) on the hot cracking behaviour of Al-5Cu alloy. Mater. Sci. Technol. 2011, 17, 1–36. [Google Scholar] [CrossRef]
- Wang, H.; Ren, W.; Li, G.; Wen, H.; Wang, C.; Chen, J.; Zhao, Y.; Chen, G.; Kai, X. Microstructure and properties of FeCoNi1.5CrCu/2024Al composites prepared by microwave sintering. Mater. Sci. Eng. A 2021, 801, 140406. [Google Scholar] [CrossRef]
- Lei, X.; Zhang, Z.; Dong, H.; Wang, C.; Du, X. Effect of erbium on microstructure and mechanical properties of Al-Si-Mg-Cu alloy. Mater. Und Werkst. 2020, 51, 1389–1397. [Google Scholar] [CrossRef]
- Wang, J.; Dong, N.; Ma, H. Study on high speed impact deformation behaviors of Mg-1Al-4Y by SHPB. Mater. Res. Express 2020, 7, 116506. [Google Scholar] [CrossRef]
- Xie, W.; Wang, H. Research on dynamic mechanical properties of SiCp/2024Al composites prepared by hot-pressing sintering. Powder Metall. Ind. 2021, 31, 47–51. [Google Scholar]
- Cai, Z.; Ji, Z.; Cui, J.; Tian, W. Deformation behaviors and microstructure evolution of 60Al-30Fe-10Bi alloy under high speed impact. Powder Metall. Technol. 2017, 35, 352–357. [Google Scholar]
- Casati, R.; Vedani, M. Metal Matrix Composites Reinforced by Nano-Particles-A Review. Metals 2014, 4, 65–83. [Google Scholar] [CrossRef]
- Zhang, X.; Li, H.; Li, H.; Gao, H.; Gao, Z.-G.; Liu, Y.; Liu, B. Dynamic property evaluation of aluminum alloy 2519A by split Hopkinson pressure bar. Trans. Nonferrous Met. Soc. China 2008, 18, 1–5. [Google Scholar] [CrossRef]
- Odeshi, A.G.; Owolabi, G.M.; Singh, M.N.K.; Bassim, M.N. Dynamic shear band formation in Aluminum 6061-T6 and Aluminum 6061-T6/Al2O3 composites. Mat. Sci. Eng. A Struct. 2007, 457, 114–119. [Google Scholar]
- Liu, L.; Liu, L.; Cao, F.; Yang, T.; Yin, P.Z. Effect of Er element on impact deformation and failure behaviors of 7xxx series aluminum alloy. Ordnance Mater. Sci. Eng. 2020, 43, 125–130. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | Cu | Mg | Mn | Si | Fe | Cr | Zn | Ti | Others |
|---|---|---|---|---|---|---|---|---|---|---|
| Content | Residual | 3.8–4.9 | 1.2–1.8 | 0.3–0.9 | ≤0.5 | ≤0.5 | ≤0.1 | ≤0.25 | ≤0.15 | ≤0.15 |
| Serial No. | 2024Al | Er |
|---|---|---|
| 0 | 100.0 | 0 |
| 1 | 99.8 | 0.2 |
| 2 | 99.6 | 0.4 |
| 3 | 99.4 | 0.6 |
| 4 | 99.2 | 0.8 |
| Parameters | Level |
|---|---|
| Milling time | 5 h |
| Alcohol-to-powder material ratio | 2:3 |
| Balls-to-materials ratio | 5:1 |
| Large balls-to-medium balls-to-small balls ratio | 1:2:4 |
| Parameters | Level |
|---|---|
| Output power | 4 kW |
| Frequency | 2.45 GHz |
| Heating temperature | 490 °C |
| Heating rate | 20 °C/min |
| Soaking time | 30 min |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qin, T.; Fan, B.; Yu, J.; Bu, C.; Zhang, J. Effect of Erbium Micro-Additions on Microstructures and Properties of 2024 Aluminum Alloy Prepared by Microwave Sintering. Crystals 2024, 14, 382. https://doi.org/10.3390/cryst14040382
Qin T, Fan B, Yu J, Bu C, Zhang J. Effect of Erbium Micro-Additions on Microstructures and Properties of 2024 Aluminum Alloy Prepared by Microwave Sintering. Crystals. 2024; 14(4):382. https://doi.org/10.3390/cryst14040382
Chicago/Turabian StyleQin, Tao, Bowen Fan, Jincheng Yu, Chengwei Bu, and Jiukun Zhang. 2024. "Effect of Erbium Micro-Additions on Microstructures and Properties of 2024 Aluminum Alloy Prepared by Microwave Sintering" Crystals 14, no. 4: 382. https://doi.org/10.3390/cryst14040382
APA StyleQin, T., Fan, B., Yu, J., Bu, C., & Zhang, J. (2024). Effect of Erbium Micro-Additions on Microstructures and Properties of 2024 Aluminum Alloy Prepared by Microwave Sintering. Crystals, 14(4), 382. https://doi.org/10.3390/cryst14040382