
A Comparative Study of Microstructural Characteristics and Mechanical Properties of High-Strength Low-Alloy Steel Fabricated by Wire-Fed Laser Versus Wire Arc Additive Manufacturing
 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
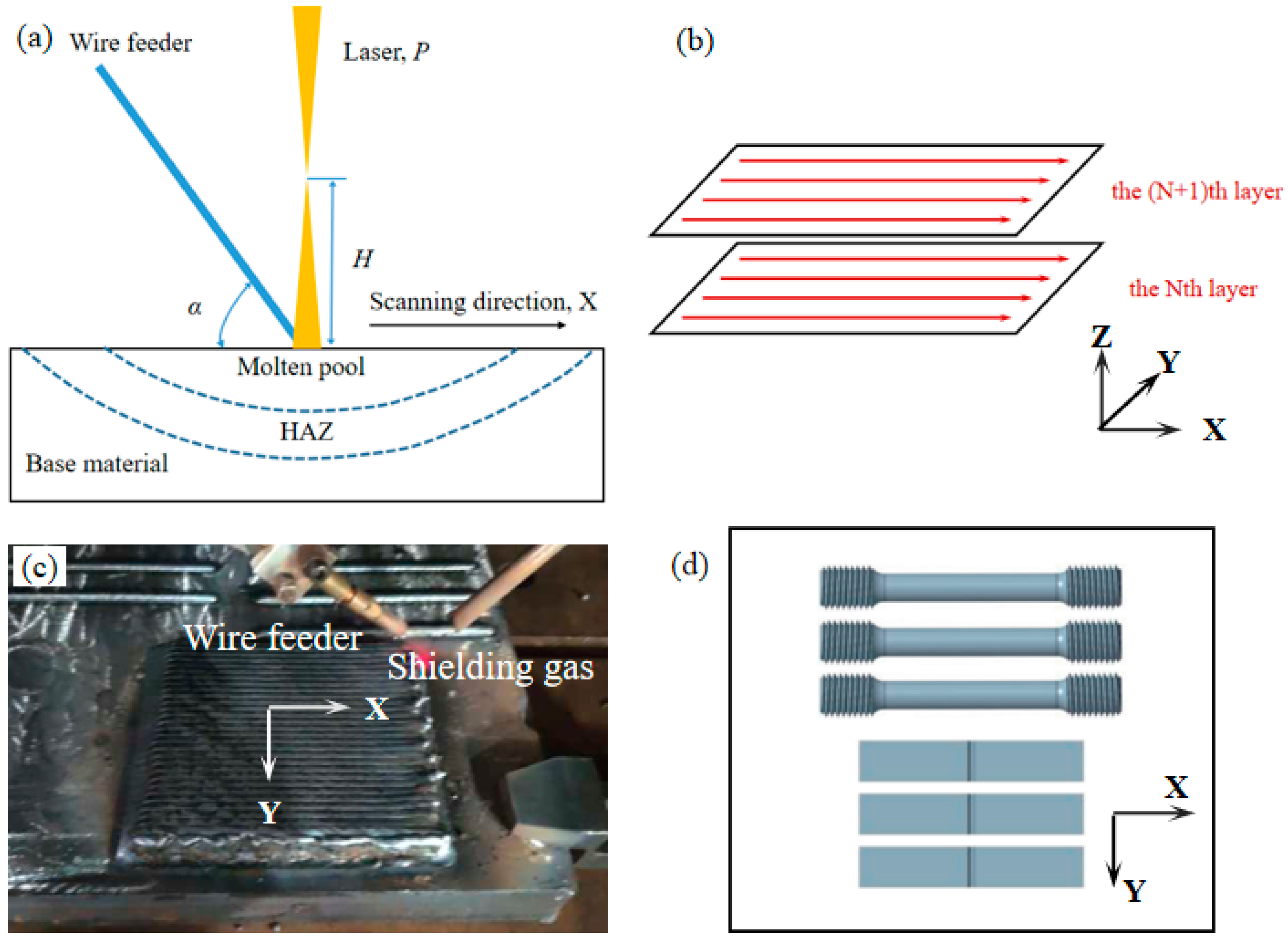
2.1. LAM-W
2.2. WAAM
2.3. Microstructure and Mechanical Properties Characterization
3. Results and Discussion
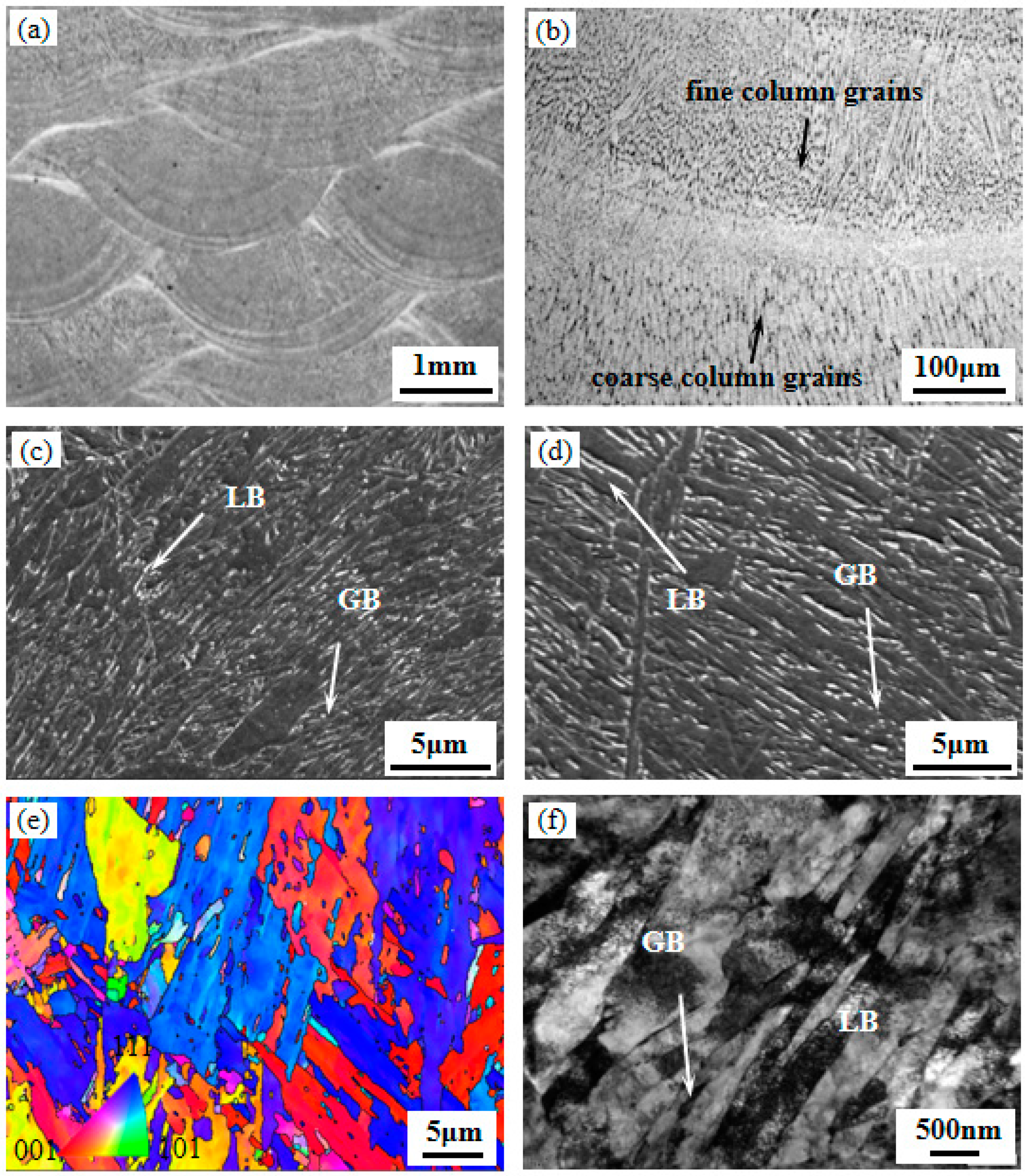
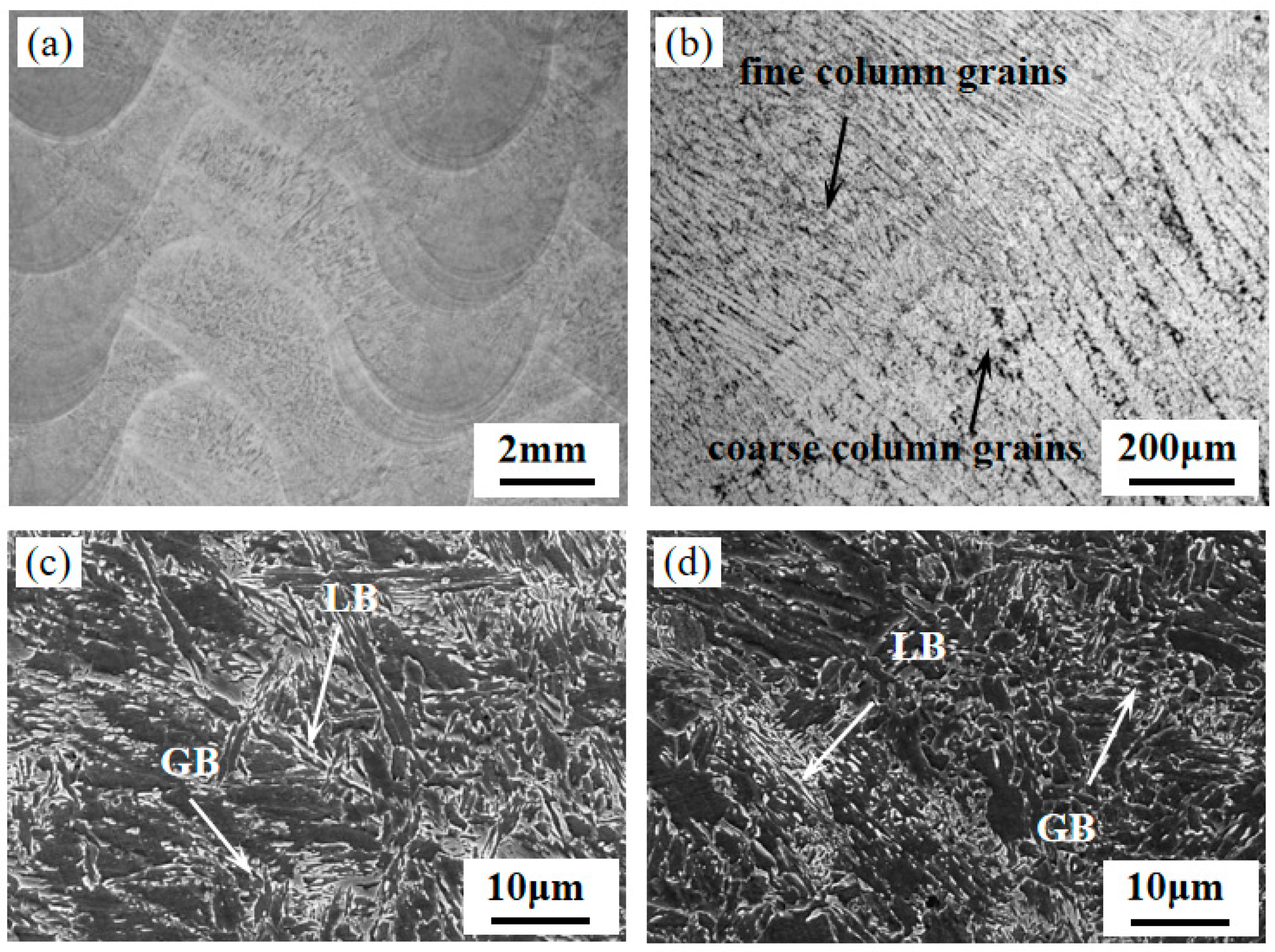
3.1. Microstructural Characterizations
3.2. Mechanical Properties
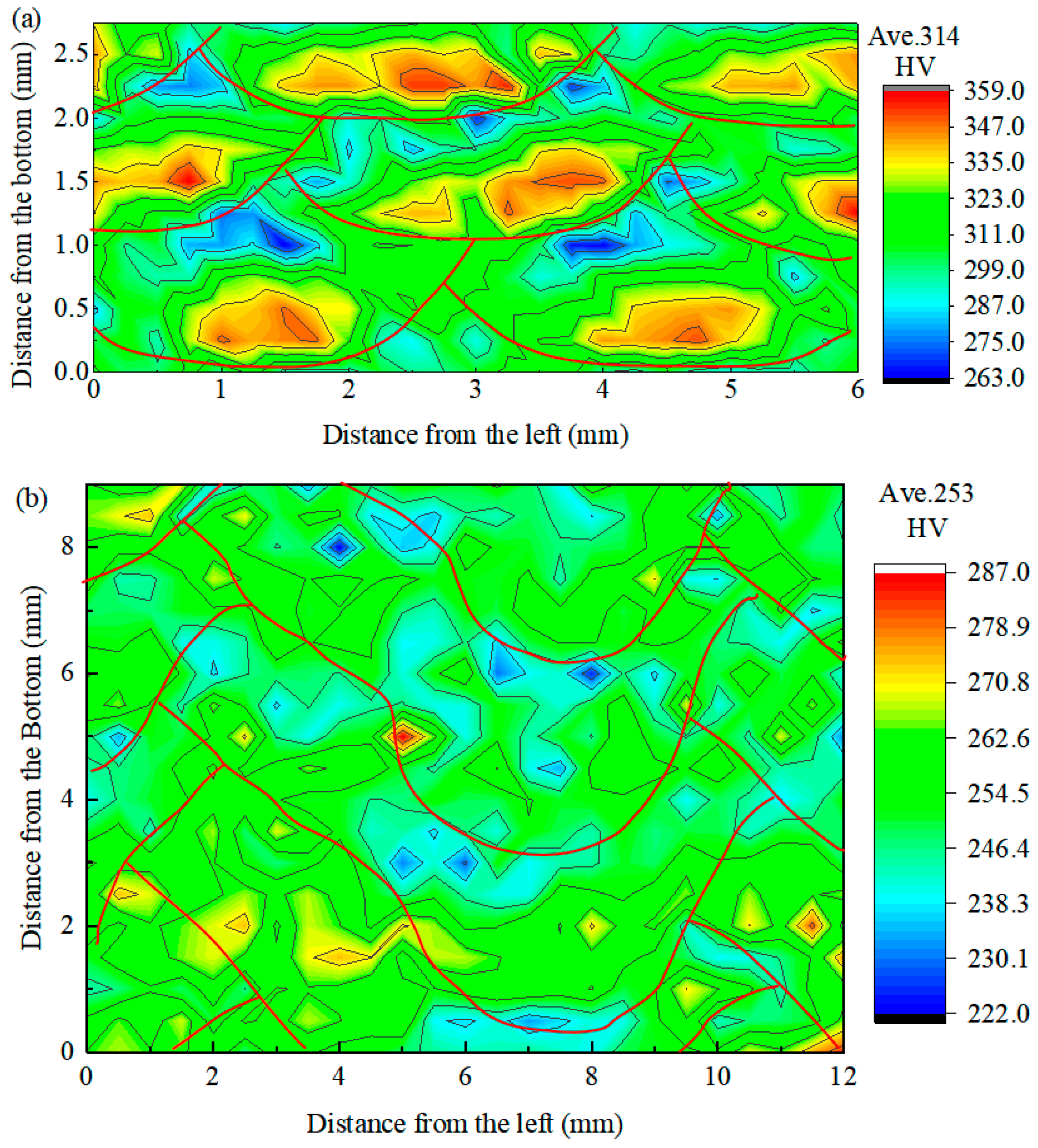
3.2.1. Hardness
3.2.2. Tensile Properties
3.2.3. Low-Temperature Impact Toughness
3.3. Qualitative Comparison of LAM-W and WAAM
4. Conclusions
- When comparing the two wire-based additive manufacturing processes of LAM-W and WAAM using optimal process parameters, significant differences become evident. LAM-W operates at high weld speed, producing a smaller weld pool and lower heat input, whereas WAAM operates at a slower weld speed with a larger weld pool, resulting in heat input six times that of the laser process. However, considering the metal wire feed rate, the energy deposited per kilogram of metal varies only 1.5 times between these two processes, with WAAM proving more efficient.
- The heat input differential between LAM-W and WAAM leads to variances in microstructural characteristics. LAM-W demonstrates a faster cooling rate during solidification compared to WAAM. Both LAM-W and WAAM microstructures comprise a mixture of lower bainite and granular bainite. Compared to LAM-W, WAAM exhibits a coarser bainitic microstructure and reduced volume percentages of bainitic carbides. The column grain size in WAAM is approximately three to five times that of LAM-W.
- While both processes demonstrate favorable mechanical properties, LAM-W exhibits superior strength and hardness compared to WAAM, while WAAM shows higher ductility. These distinctions arise from the effects of heat input on microstructure. Despite variations in process parameters, both processes exhibit comparable low-temperature toughness. The microhardness distribution across the deposited part is non-uniform and varies periodically from pass to pass, perpendicular to the scanning direction, with LAM-W displaying a broader hardness range than WAAM.
- A comparative analysis of LAM-W and WAAM reveals their respective advantages, with the choice depending on the specific application. Based on the parameters outlined here, LAM-W demonstrates superior weld pool control and higher strength, giving it an advantage when prioritizing surface finish and strength. On the other hand, WAAM offers lower costs, higher production rates, and good overall mechanical performance, making it advantageous for larger parts.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Liu, G.; Zhang, X.; Chen, X.; He, Y.; Cheng, L.; Huo, M.; Yin, J.; Hao, F.; Chen, S.; Wang, P.; et al. Additive manufacturing of structural materials. Mater. Sci. Eng. R Rep. 2021, 145, 100596. [Google Scholar] [CrossRef]
- Truby, R.L.; Lewis, J.A. Printing soft matter in three dimensions. Nature 2016, 540, 371–378. [Google Scholar] [CrossRef]
- Vafadar, A.; Guzzomi, F.; Rassau, A.; Hayward, K. Advances in Metal Additive Manufacturing: A Review of Common Processes, Industrial Applications, and Current Challenges. Appl. Sci. 2021, 11, 1213. [Google Scholar] [CrossRef]
- Vishnukumar, M.; Pramod, R.; Rajesh Kannan, A. Wire arc additive manufacturing for repairing aluminium structures in marine applications. Mater. Lett. 2021, 299, 130112. [Google Scholar] [CrossRef]
- Salmi, M. Additive Manufacturing Processes in Medical Applications. Materials 2021, 14, 191. [Google Scholar] [CrossRef]
- Sames, W.J.; List, F.A.; Pannala, S.; Dehoff, R.R.; Babu, S.S. The metallurgy and processing science of metal additive manufacturing. Int. Mater. Rev. 2016, 61, 315–360. [Google Scholar] [CrossRef]
- Elmer, J.W.; Vaja, J.; Carpenter, J.S.; Coughlin, D.R.; Dvornak, M.J.; Hochanadel, P.; Gurung, P.; Johnson, A.; Gibbs, G.J.W.J. Wire-based additive manufacturing of stainless steel components. Weld. J. 2020, 99, 1–36. [Google Scholar] [CrossRef]
- Elmer, J.W.; Vaja, J.; Carpenter, J.S.; Coughlin, D.R.; Dvornak, M.J.; Hochanadel, P.; Gurung, P.; Johnson, A.; Gibbs, G. Gas metal arc welding based additive manufacturing—A review. CIRP J. Manuf. Sci. Technol. 2021, 33, 398–442. [Google Scholar]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- DebRoy, T.; Mukherjee, T.; Milewski, J.O.; Elmer, J.W.; Ribic, B.; Blecher, J.J.; Zhang, W. Scientific, technological and economic issues in metal printing and their solutions. Nat. Mater. 2019, 18, 1026–1032. [Google Scholar] [CrossRef]
- Demir, A.G. Micro laser metal wire deposition for additive manufacturing of thin-walled structures. Opt. Lasers Eng. 2018, 100, 9–17. [Google Scholar] [CrossRef]
- Martina, F.; Mehnen, J.; Williams, S.W.; Colegrove, P.; Wang, F. Investigation of the benefits of plasma deposition for the additive layer manufacture of Ti–6Al–4V. J. Mater. Process. Technol. 2012, 212, 1377–1386. [Google Scholar] [CrossRef]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. Wire-feed additive manufacturing of metal components: Technologies, developments and future interests. Int. J. Adv. Manuf. Technol. 2015, 81, 465–481. [Google Scholar] [CrossRef]
- Bajaj, P.; Hariharan, A.; Kini, A.; Kürnsteiner, P.; Raabe, D.; Jägle, E.A. Steels in additive manufacturing: A review of their microstructure and properties. Mater. Sci. Eng. A 2020, 772, 138633. [Google Scholar] [CrossRef]
- Li, X.; Ma, X.; Subramanian, S.V.; Shang, C.; Misra, R.D.K. Influence of prior austenite grain size on martensite–austenite constituent and toughness in the heat affected zone of 700 MPa high strength linepipe steel. Mater. Sci. Eng. A 2014, 616, 141–147. [Google Scholar] [CrossRef]
- Zhang, D.; Strangwood, M. Interdendritic microsegregation development of high-strength low-alloy steels during continuous casting process. Mater. Sci. Technol. 2019, 35, 1337–1346. [Google Scholar] [CrossRef]
- Nemani, A.V.; Ghaffari, M.; Nasiri, A.J.A.M. Comparison of microstructural characteristics and mechanical properties of shipbuilding steel plates fabricated by conventional rolling versus wire arc additive manufacturing. Addit. Manuf. 2020, 32, 101086. [Google Scholar]
- Sun, L.; Jiang, F.; Huang, R.; Yuan, D.; Guo, C.; Wang, J. Anisotropic mechanical properties and deformation behavior of low-carbon high-strength steel component fabricated by wire and arc additive manufacturing. Mater. Sci. Eng. A 2020, 787, 139514. [Google Scholar] [CrossRef]
- Rodrigues, T.A.; Duarte, V.; Avila, J.A.; Santos, T.G.; Miranda, R.M.; Oliveira, J.P. Wire and arc additive manufacturing of HSLA steel: Effect of thermal cycles on microstructure and mechanical properties. Addit. Manuf. 2019, 27, 440–450. [Google Scholar] [CrossRef]
- Fang, Q.; Zhao, L.; Liu, B.; Chen, C.; Peng, Y.; Tian, Z.; Yin, F. Microstructure and Mechanical Properties of 800-MPa-Class High-Strength Low-Alloy Steel Part Fabricated by Wire Arc Additive Manufacturing. J. Mater. Eng. Perform. 2022, 31, 7461–7471. [Google Scholar] [CrossRef]
- Fang, Q.; Zhao, L.; Chen, C.; Zhu, Y.; Peng, Y.; Yin, F. Effect of heat input on microstructural and mechanical properties of high strength low alloy steel block parts fabricated by wire arc additive manufacturing. Mater. Today Commun. 2023, 34, 105146. [Google Scholar] [CrossRef]
- Shaikh, M.O.; Chen, C.-C.; Chiang, H.-C.; Chen, J.-R.; Chou, Y.-C.; Kuo, T.-Y.; Ameyama, K.; Chuang, C.-H. Additive manufacturing using fine wire-based laser metal deposition. Rapid Prototyp. J. 2020, 26, 473–483. [Google Scholar] [CrossRef]
- Yuan, D.; Sun, X.; Sun, L.; Zhang, Z.; Guo, C.; Wang, J.; Jiang, F. Improvement of the grain structure and mechanical properties of austenitic stainless steel fabricated by laser and wire additive manufacturing assisted with ultrasonic vibration. Mater. Sci. Eng. A 2021, 813, 141177. [Google Scholar] [CrossRef]
- Nie, Z.; Wang, G.; McGuffin-Cawley, J.D.; Narayanan, B.; Zhang, S.; Schwam, D.; Kottman, M.; Rong, Y.K. Experimental study and modeling of H13 steel deposition using laser hot-wire additive manufacturing. J. Mater. Process. Technol. 2016, 235, 171–186. [Google Scholar] [CrossRef]
- Oliari, S.H.; D’Oliveira, A.S.C.M.; Schulz, M. Additive manufacturing of H11 with wire-based laser metal deposition. Soldag. Inspeção 2017, 22, 466–479. [Google Scholar] [CrossRef]
- Seede, R.; Shoukr, D.; Zhang, B.; Whitt, A.; Gibbons, S.; Flater, P.; Elwany, A.; Arroyave, R.; Karaman, I. An ultra-high strength martensitic steel fabricated using selective laser melting additive manufacturing: Densification, microstructure, and mechanical properties. Acta Mater. 2020, 186, 199–214. [Google Scholar] [CrossRef]
- Fang, Q.; Zhao, L.; Chen, C.-X.; Cao, Y.; Song, L.; Peng, Y.; Yin, F.-X. 800 MPa Class HSLA Steel Block Part Fabricated by WAAM for Building Applications: Tensile Properties at Ambient and Elevated (600 °C) Temperature. Adv. Mater. Sci. Eng. 2022, 2022, 3014060. [Google Scholar] [CrossRef]
- Cong, B.; Qi, Z.; Qi, B.; Sun, H.; Zhao, G.; Ding, J. A comparative study of additively manufactured thin wall and block structure with Al-6. 3% Cu alloy using cold metal transfer process. Appl. Sci. 2017, 7, 275. [Google Scholar]
- Bernauer, C.; Sigl, M.E.; Grabmann, S.; Merk, T.; Zapata, A.; Zaeh, M.F. Effects of the thermal history on the microstructural and the mechanical properties of stainless steel 316 L parts produced by wire-based laser metal deposition. Mater. Sci. Eng. A 2024, 889, 145862. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Ni + Cr + Mo | Si | Mn | C | P | S | O | Fe |
|---|---|---|---|---|---|---|---|---|
| Wire | 3.74 | 0.44 | 1.77 | 0.067 | 0.0058 | 0.0033 | 0.0061 | Bal. |
| Specimens | Heat Source Powe r (W) | Weld Speed (mm/s) | Heat Input (J/mm) | Wire Feed Speed (m/min) | Max. Deposition Rate (kg/hr) | Energy/Amount Deposited (J/gm) |
|---|---|---|---|---|---|---|
| LAM-W | 3200 | 10 | 320 | 1.8 | 0.8 | 12,000 |
| WAAM | 9600 (320 A × 30 V) | 5 | 1920 | 9 | 3.8 | 7200 |
| Sample | Yield Stress (MPa) | UTS (MPa) | Elongation to Failure (%) | Impact Energy, −40 °C (J) |
|---|---|---|---|---|
| LAM-W (X) | 902 ± 6.6 | 940 ± 7.5 | 12.5 ± 3.2 | 126 ± 10.1 |
| WAAM (X) | 632.5 ± 9.2 | 805 ± 8.5 | 22 ± 1.4 | 136 ± 8.9 |
| WAAM (Y) | 676 ± 7.1 | 798.5 ± 6.4 | 21.5 ± 2.1 | 131.7 ± 12.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, D.; Fang, Q.; Li, B.; Wang, Y.; Si, S.; Jiang, Y.; Hu, Z. A Comparative Study of Microstructural Characteristics and Mechanical Properties of High-Strength Low-Alloy Steel Fabricated by Wire-Fed Laser Versus Wire Arc Additive Manufacturing. Crystals 2024, 14, 528. https://doi.org/10.3390/cryst14060528
Zhang D, Fang Q, Li B, Wang Y, Si S, Jiang Y, Hu Z. A Comparative Study of Microstructural Characteristics and Mechanical Properties of High-Strength Low-Alloy Steel Fabricated by Wire-Fed Laser Versus Wire Arc Additive Manufacturing. Crystals. 2024; 14(6):528. https://doi.org/10.3390/cryst14060528
Chicago/Turabian StyleZhang, Dayue, Qian Fang, Binzhou Li, Yijia Wang, Shanshan Si, Yuanbo Jiang, and Zhiping Hu. 2024. "A Comparative Study of Microstructural Characteristics and Mechanical Properties of High-Strength Low-Alloy Steel Fabricated by Wire-Fed Laser Versus Wire Arc Additive Manufacturing" Crystals 14, no. 6: 528. https://doi.org/10.3390/cryst14060528