
Printing Direction Effects on the Sliding Contact Response of a Binder Jetting 3D-Printed WC-Co Hardmetal
 , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
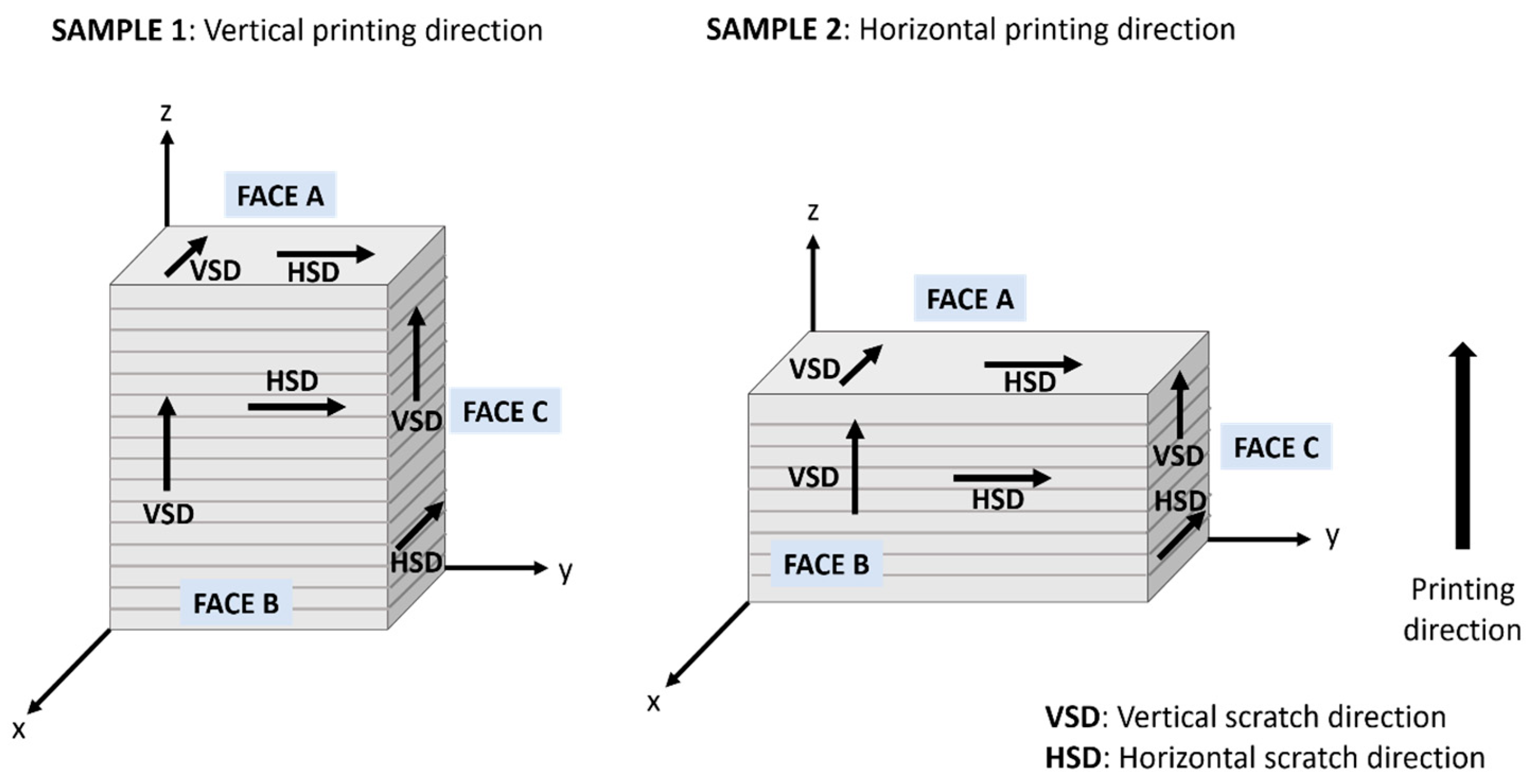
2.2. Iterative Scratch Tests and Deformation/Damage Mechanisms
3. Results and Discussion
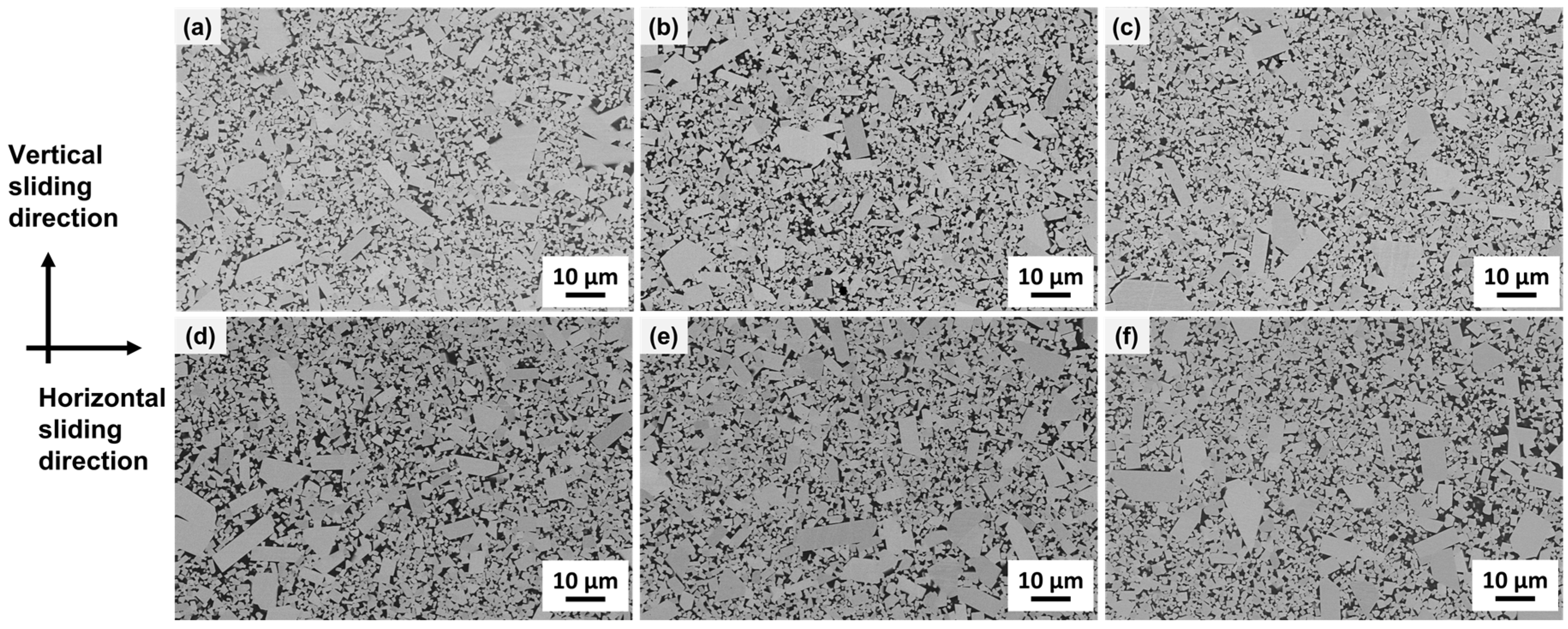
3.1. Microstructural Characteristics
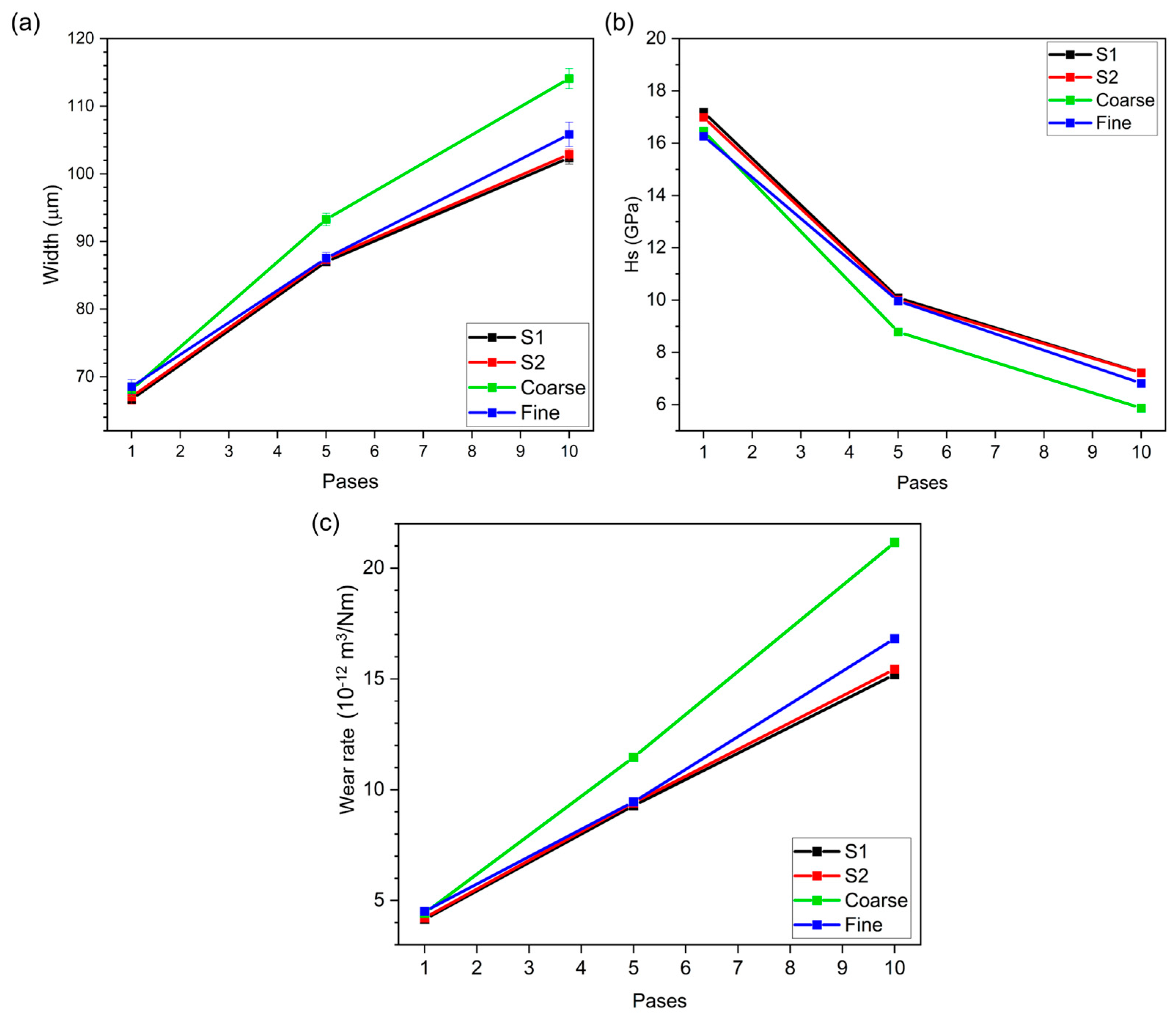
3.2. Scratch Test Performance
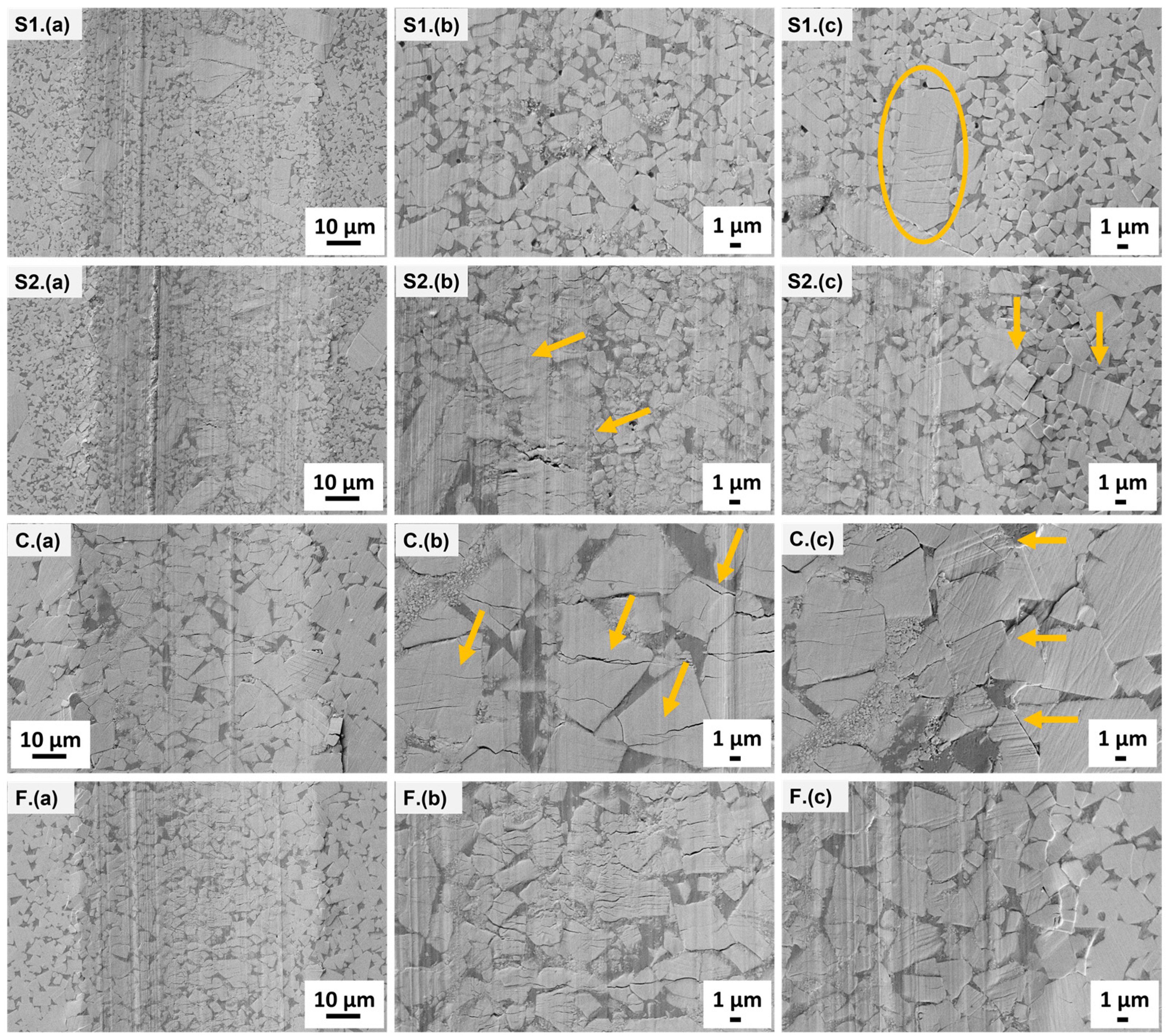
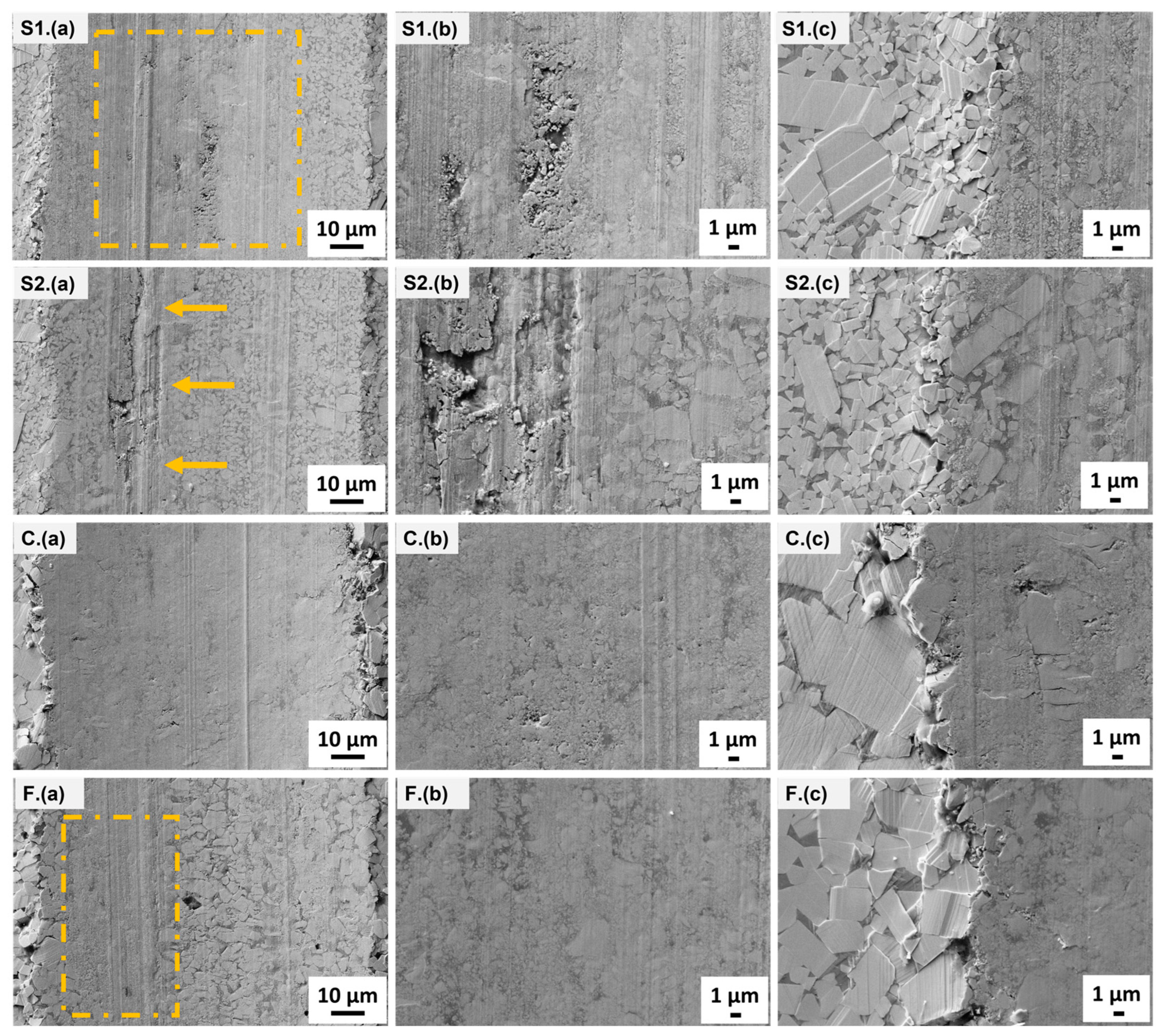
3.3. Wear Mechanisms Induced by Means of Iterative Scratches
4. Conclusions
- (1)
- Considering the similar and isotropic-like microstructural scenario, Vickers and scratch hardness, as well as the single/iterative sliding contact response exhibited by the horizontally and vertically printed samples studied in this investigation, printing orientation effects may be assessed as negligible for BJT hardmetals.
- (2)
- BJT hardmetals have a higher wear resistance, measured by means of multiple scratch testing, than the fine- and medium-grained reference grades studied for comparison purposes. As the hardness values for all the materials tested are similar, such enhanced tribological behavior may be directly linked to the heterogenous microstructure found in printed samples, as compared to the homogeneous one present in the reference materials.
- (3)
- Differences in sliding contact response between BJT printed and conventional shaped specimens may be rationalized on the basis of beneficial effects resulting from the mutual operation of wear micromechanisms linked to coarse carbides (energy absorption) and finer ones (intrinsic strength) in the former, as well as differences in the emergence and evolution of the developed tribo-layer in the materials studied.
- (4)
- Global analysis of the experimental findings here reported allows us to validate the feasibility of using iterative scratch testing to evaluate the tribological response and corresponding wear micromechanisms for hardmetals.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Prakash, L. Fundamentals and General Applications of Hardmetals. In Comprehensive Hard Materials; Elsevier Ltd.: New York, NY, USA, 2014; pp. 29–90. [Google Scholar] [CrossRef]
- García, J.; Ciprés, V.C.; Blomqvist, A.; Kaplan, B. Cemented carbide microstructures: A review. Int. J. Refract. Met. Hard Mater. 2019, 80, 40–68. [Google Scholar] [CrossRef]
- Aramian, A.; Razavi, S.M.J.; Sadeghian, Z.; Berto, F. A review of additive manufacturing of cermets. Addit. Manuf. 2020, 33, 101130. [Google Scholar] [CrossRef]
- Mostafaei, A.; Elliott, A.M.; Barnes, J.E.; Li, F.; Tan, W.; Cramer, C.L.; Nandwana, P.; Chmielus, M. Binder jet 3D printing—Process parameters, materials, properties, modeling, and challenges. Prog. Mater. Sci. 2021, 119, 100707. [Google Scholar] [CrossRef]
- Chen, C.; Huang, B.; Liu, Z.; Li, Y.; Zou, D.; Liu, T.; Chang, Y.; Chen, L. Additive manufacturing of WC-Co cemented carbides: Process, microstructure, and mechanical properties. Addit. Manuf. 2023, 63, 103410. [Google Scholar] [CrossRef]
- Slobodyan, M.; Pesterev, E.; Markov, A. A review of high-energy processing techniques applied for additive manufacturing and surface engineering of cemented carbides and cermets. J. Manuf. Process 2023, 105, 124–186. [Google Scholar] [CrossRef]
- Bose, A.; Reidy, J.P.; Pötschke, J. Sinter-based additive manufacturing of hardmetals: Review. Int. J. Refract. Met. Hard Mater. 2024, 119, 106493. [Google Scholar] [CrossRef]
- ISO/ASTM 52900; Additive Manufacturing—General Principles—Terminology. Int. Stand. ASTM: West Conshohocken, PA, USA, 2015.
- Enneti, R.K.; Prough, K.C. Effect of binder saturation and powder layer thickness on the green strength of the binder jet 3D printing (BJ3DP) WC-12%Co powders. Int. J. Refract. Met. Hard Mater. 2019, 84, 104991. [Google Scholar] [CrossRef]
- Arnold, J.M.; Cramer, C.L.; Elliott, A.M.; Nandwana, P.; Babu, S.S. Microstructure evolution during near-net-shape fabrication of NixAly-TiC cermets through binder jet additive manufacturing and pressureless melt infiltration. Int. J. Refract. Met. Hard Mater. 2019, 84, 104985. [Google Scholar] [CrossRef]
- Mostafaei, A.; De Vecchis, P.R.; Kimes, K.A.; Elhassid, D.; Chmielus, M. Effect of binder saturation and drying time on microstructure and resulting properties of sinter-HIP binder-jet 3D-printed WC-Co composites. Addit. Manuf. 2021, 46, 102128. [Google Scholar] [CrossRef]
- Mariani, M.; Goncharov, I.; Mariani, D.; De Gaudenzi, G.P.; Popovich, A.; Lecis, N.; Vedani, M. Mechanical and microstructural characterization of WC-Co consolidated by binder jetting additive manufacturing. Int. J. Refract. Met. Hard Mater. 2021, 100, 105639. [Google Scholar] [CrossRef]
- Berger, C.; Pötschke, J.; Fries, M.; Moritz, T.; Michaelis, A. Binder-jetting of TiCN-based cermets. Powder Metallurgy 2022, 65, 382–389. [Google Scholar] [CrossRef]
- Wolfe, T.A.; Shah, R.M.; Prough, K.C.; Trasorras, J.L. Binder jetting 3D printed cemented carbide: Mechanical and wear properties of medium and coarse grades. Int. J. Refract. Met. Hard Mater. 2023, 113, 106197. [Google Scholar] [CrossRef]
- Berger, C.; Pötschke, J.; Scheithauer, U.; Michaelis, A. Correlation of different cemented carbide starting powders with the resulting properties of omponents manufactured via binder jetting. Metals 2023, 13, 1848. [Google Scholar] [CrossRef]
- Ren, X.; Shao, H.; Lin, T.; Zheng, H. 3D gel-printing-An additive manufacturing method for producing complex shape parts. Mater. Des. 2016, 101, 80–87. [Google Scholar] [CrossRef]
- Bose, A.; Schuh, C.A.; Tobia, J.C.; Tuncer, N.; Mykulowycz, N.M.; Preston, A.; Barbati, A.C.; Kernan, B.; Gibson, M.A.; Krause, D.; et al. Traditional and additive manufacturing of a new Tungsten heavy alloy alternative. Int. J. Refract. Met. Hard Mater. 2018, 73, 22–28. [Google Scholar] [CrossRef]
- Lengauer, W.; Duretek, I.; Fürst, M.; Schwarz, V.; Gonzalez-Gutierrez, J.; Schuschnigg, S.; Kukla, C.; Kitzmantel, M.; Neubauer, E.; Lieberwirth, C.; et al. Fabrication and properties of extrusion-based 3D-printed hardmetal and cermet components. Int. J. Refract. Met. Hard Mater. 2019, 82, 141–149. [Google Scholar] [CrossRef]
- Kim, H.; Kim, J.I.; Kim, Y.D.; Jeong, H.; Ryu, S.S. Material extrusion-based three-dimensional printing of WC–Co alloy with a paste prepared by powder coating. Addit. Manuf. 2022, 52, 102679. [Google Scholar] [CrossRef]
- Zhao, Z.; Liu, R.; Chen, J.; Xiong, X. Additive manufacturing of cemented carbide using analogous powder injection molding feedstock. Int. J. Refract. Met. Hard Mater. 2023, 111, 106095. [Google Scholar] [CrossRef]
- Bose, A.; Reidy, J.P.; Tuncer, N.; Jorgensen, L. Processing of tungsten heavy alloy by extrusion-based additive manufacturing. Int. J. Refract. Met. Hard Mater. 2023, 110, 106021. [Google Scholar] [CrossRef]
- Zhang, X.; Guo, Z.; Chen, C.; Yang, W. Additive manufacturing of WC-20Co components by 3D gel-printing. Int. J. Refract. Metals Hard. Mater. 2018, 70, 215–223. [Google Scholar] [CrossRef]
- Enneti, R.K.; Prough, K.C.; Wolfe, T.A.; Klein, A.; Studley, N.; Trasorras, J.L. Sintering of WC-12%Co processed by binder jet 3D printing (BJ3DP) technology. Int. J. Refract. Met. Hard Mater. 2018, 71, 28–35. [Google Scholar] [CrossRef]
- Mostafaei, A.; De Vecchis, P.R.; Buckenmeyer, M.J.; Wasule, S.R.; Brown, B.N.; Chmielus, M. Microstructural evolution and resulting properties of differently sintered and heat-treated binder-jet 3D-printed Stellite 6. Mater. Sci. Eng. C 2019, 102, 276–288. [Google Scholar] [CrossRef] [PubMed]
- ASTM B611−85; Standard Test Method for Abrasive Wear Resistance of Cemented Carbides. Annual Book of ASTM Standards: West Conshohocken, PA, USA, 1995.
- ASTM G65-94; Standard Test for Measuring Abrasion Using the Dry Sand/Rubber Wheel Apparatus. Annual Book of ASTM Standards: West Conshohocken, PA, USA, 1996.
- Gee, M.G.; Gant, A.; Roebuck, B. Wear mechanisms in abrasion and erosion of WC/Co and related hardmetals. Wear 2007, 263, 137–148. [Google Scholar] [CrossRef]
- Gee, M.G.; Gant, A.J.; Roebuck, B.; Mingard, K.P. Wear of Hardmetals. In Comprehensive Hard Materials; Elsevier Ltd.: New York, NY, USA, 2014; pp. 363–383. [Google Scholar] [CrossRef]
- Gant, A.J.; Gee, M.G.; Gohil, D.D.; Jones, H.G.; Orkney, L.P. Use of FIB/SEM to assess the tribo-corrosion of WC/Co hardmetals in model single point abrasion experiments. Tribol. Int. 2013, 68, 56–66. [Google Scholar] [CrossRef]
- Kübarsepp, J.; Juhani, K.; Tarraste, M. Abrasion and erosion resistance of cermets: A review. Materials 2022, 15, 69. [Google Scholar] [CrossRef]
- Chen, J.; Bull, S.J. Approaches to investigate delamination and interfacial toughness in coated systems: An overview. J. Phys. D Appl. Phys. 2010, 44, 34001. [Google Scholar] [CrossRef]
- Randall, N.X. The current state-of-the-art in scratch testing of coated systems. Surf. Coat. Technol. 2019, 380, 125092. [Google Scholar] [CrossRef]
- Bull, S.J. Failure modes in scratch adhesion testing. Surf. Coat. Technol. 1991, 50, 25–32. [Google Scholar] [CrossRef]
- Bull, S.J. Failure mode maps in the thin film scratch adhesion test. Tribol. Int. 1997, 30, 491–498. [Google Scholar] [CrossRef]
- Gee, M.G. Low load multiple scratch tests of ceramics and hard metals. Wear 2001, 250–251, 264–281. [Google Scholar] [CrossRef]
- Petit, F.; Ott, C.; Cambier, F. Multiple scratch tests and surface-related fatigue properties of monolithic ceramics and soda lime glass. J. Eur. Ceram. Soc. 2009, 29, 1299–1307. [Google Scholar] [CrossRef]
- Gee, M.G.; Nimishakavi, L. Model single point abrasion experiments on WC/Co hardmetals. Int. J. Refract. Met. Hard Mater. 2011, 29, 1–9. [Google Scholar] [CrossRef]
- Zuñega, J.C.P.; Gee, M.G.; Wood, R.J.K.; Walker, J. Scratch testing of WC/Co hardmetals. Tribol. Int. 2012, 54, 77–86. [Google Scholar] [CrossRef]
- Rajendhran, N.; De Baets, P.; Huang, S.; Vleugels, J.; Sukumaran, J. Single-point scratch testing for understanding particle engagement in abrasion of multiphase materials. Wear 2021, 476, 203689. [Google Scholar] [CrossRef]
- Cabezas, L.; Berger, C.; Jiménez-Piqué, E.; Pötschke, J.; Llanes, L. Testing length-scale considerations in mechanical characterization of WC-Co hardmetal produced via binder jetting 3D printing. Int. J. Refract. Met. Hard Mater. 2023, 111, 106099. [Google Scholar] [CrossRef]
- ISO 3369; Impermeable Sintered Metal Materials and Hardmetals—Determination of Density. Int. Stand.: West Conshohocken, PA, USA, 2006.
- ISO 3326; Hardmetals—Determination of (the Magnetization) Coercivity. Int. Stand.: West Conshohocken, PA, USA, 2013.
- ASTM G171-03; Standard Test Method for Scratch Hardness of Materials Using a Diamond Stylus. Annual Book of ASTM Standards: West Conshohocken, PA, USA, 2017.
- Jia, K.; Fischer, T.E. Sliding wear of conventional and nanostructured cemented carbides. Wear 1997, 203–204, 310–318. [Google Scholar] [CrossRef]
- Enneti, R.K.; Prough, K.C. Wear properties of sintered WC-12%Co processed via Binder Jet 3D Printing (BJ3DP). Int. J. Refract. Met. Hard Mater. 2019, 78, 228–232. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Face | Carbide Size (µm) | HV10 (GPa) |
|---|---|---|---|
| BJT-S1 | A | Matrix of fine carbides: 1.2 ± 0.6 (89.7 vol.%) | 11.8 ± 0.4 |
| Coarse carbides: 4.7 ± 1.5 (10.3 vol.%) | |||
| B | Matrix of fine carbides: 1.3 ± 0.6 (88.8 vol.%) | 11.7 ± 0.1 | |
| Coarse carbides: 5.0 ± 1.5 (11.2 vol.%) | |||
| C | Matrix of fine carbides: 1.3 ± 0.6 (89.0 vol.%) | 11.4 ± 0.2 | |
| Coarse carbides: 5.0 ± 1.6 (11.0 vol.%) | |||
| BJT-S2 | A | Matrix of fine carbides: 1.3 ± 0.6 (89.7 vol.%) | 11.3 ± 0.2 |
| Coarse carbides: 4.3 ± 1.2 (10.3 vol.%) | |||
| B | Matrix of fine carbides: 1.3 ± 0.6 (90.0 vol.%) | 11.4 ± 0.1 | |
| Coarse carbides: 4.3 ± 1.4 (10.0 vol.%) | |||
| C | Matrix of fine carbides: 1.3 ± 0.6 (86.9 vol.%) | 11.6 ± 0.1 | |
| Coarse carbides: 4.5 ± 1.6 (13.1 vol.%) | |||
| Fine (F) | - | 1.3 ± 0.7 | 11.2 ± 0.1 |
| Coarse (C) | - | 5.7 ± 1.6 | 11.0 ± 0.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cabezas, L.; Berger, C.; Jiménez-Piqué, E.; Pötschke, J.; Llanes, L. Printing Direction Effects on the Sliding Contact Response of a Binder Jetting 3D-Printed WC-Co Hardmetal. Crystals 2024, 14, 573. https://doi.org/10.3390/cryst14060573
Cabezas L, Berger C, Jiménez-Piqué E, Pötschke J, Llanes L. Printing Direction Effects on the Sliding Contact Response of a Binder Jetting 3D-Printed WC-Co Hardmetal. Crystals. 2024; 14(6):573. https://doi.org/10.3390/cryst14060573
Chicago/Turabian StyleCabezas, Laura, Christian Berger, Emilio Jiménez-Piqué, Johannes Pötschke, and Luis Llanes. 2024. "Printing Direction Effects on the Sliding Contact Response of a Binder Jetting 3D-Printed WC-Co Hardmetal" Crystals 14, no. 6: 573. https://doi.org/10.3390/cryst14060573