
Microstructural Evolution and Strengthening of Dual-Phase Stainless Steel S32750 during Heavily Cold Drawing
Abstract
:1. Introduction
2. Materials and Methods
3. Results
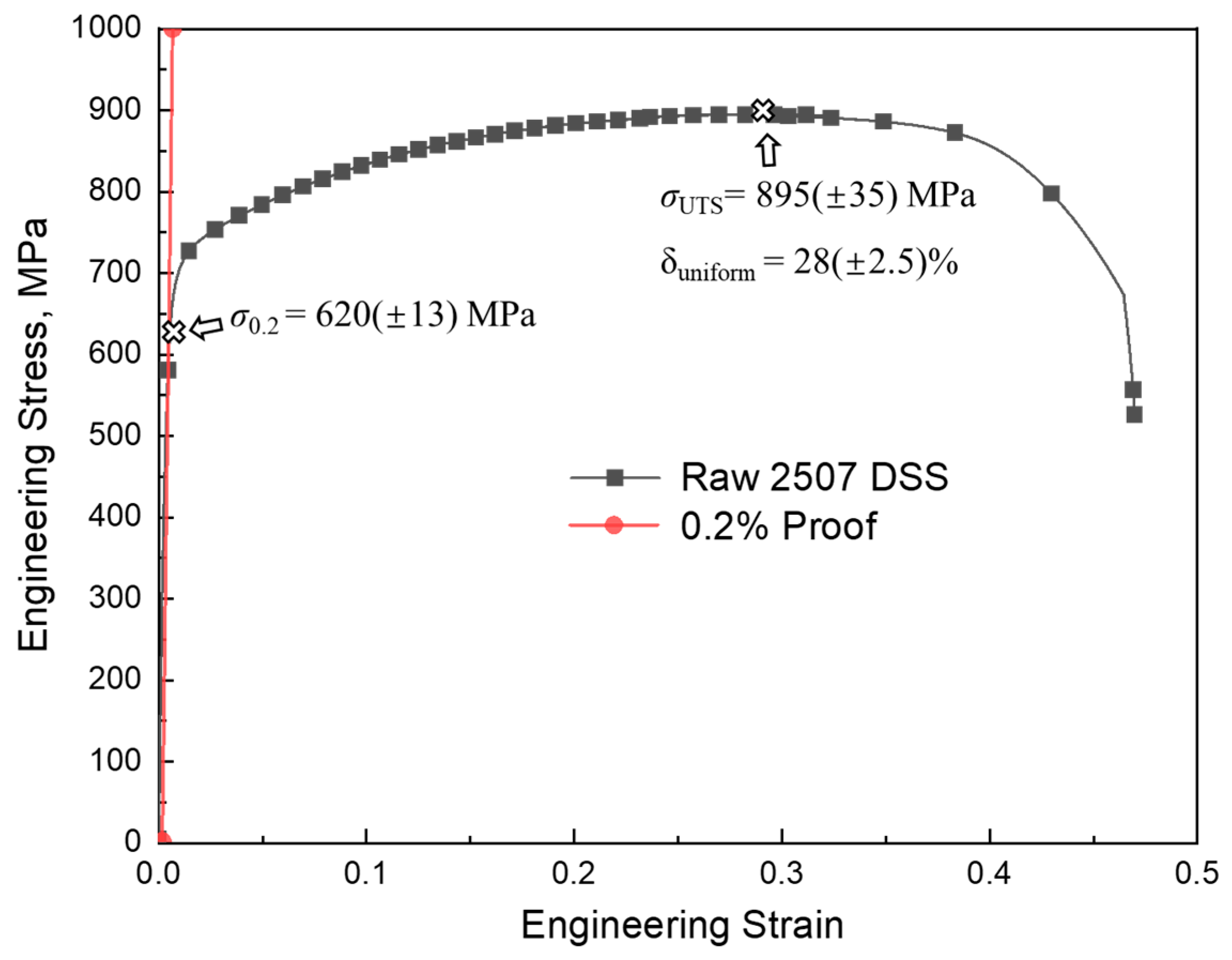
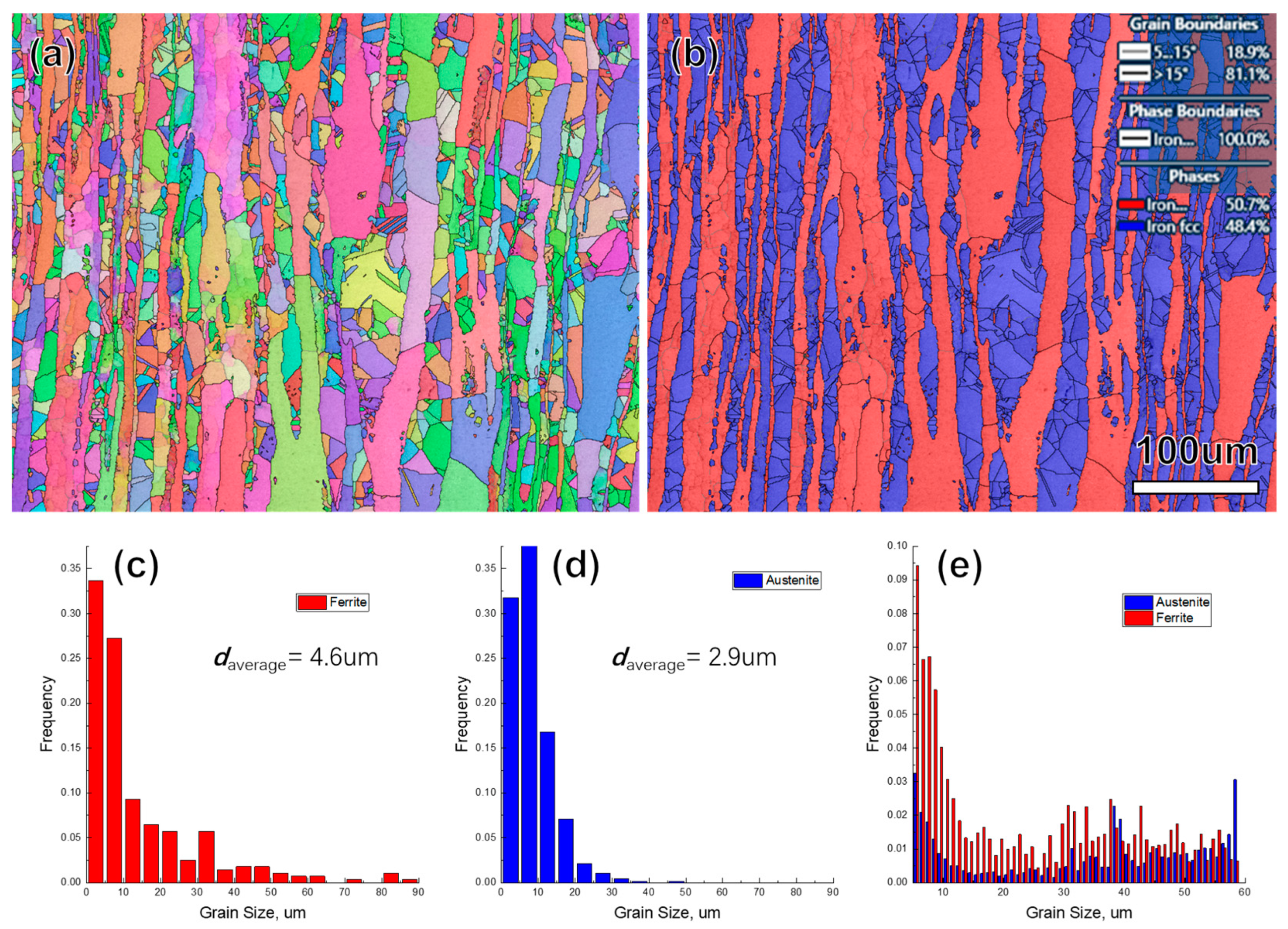
3.1. Mechanical Properties and Microstructure
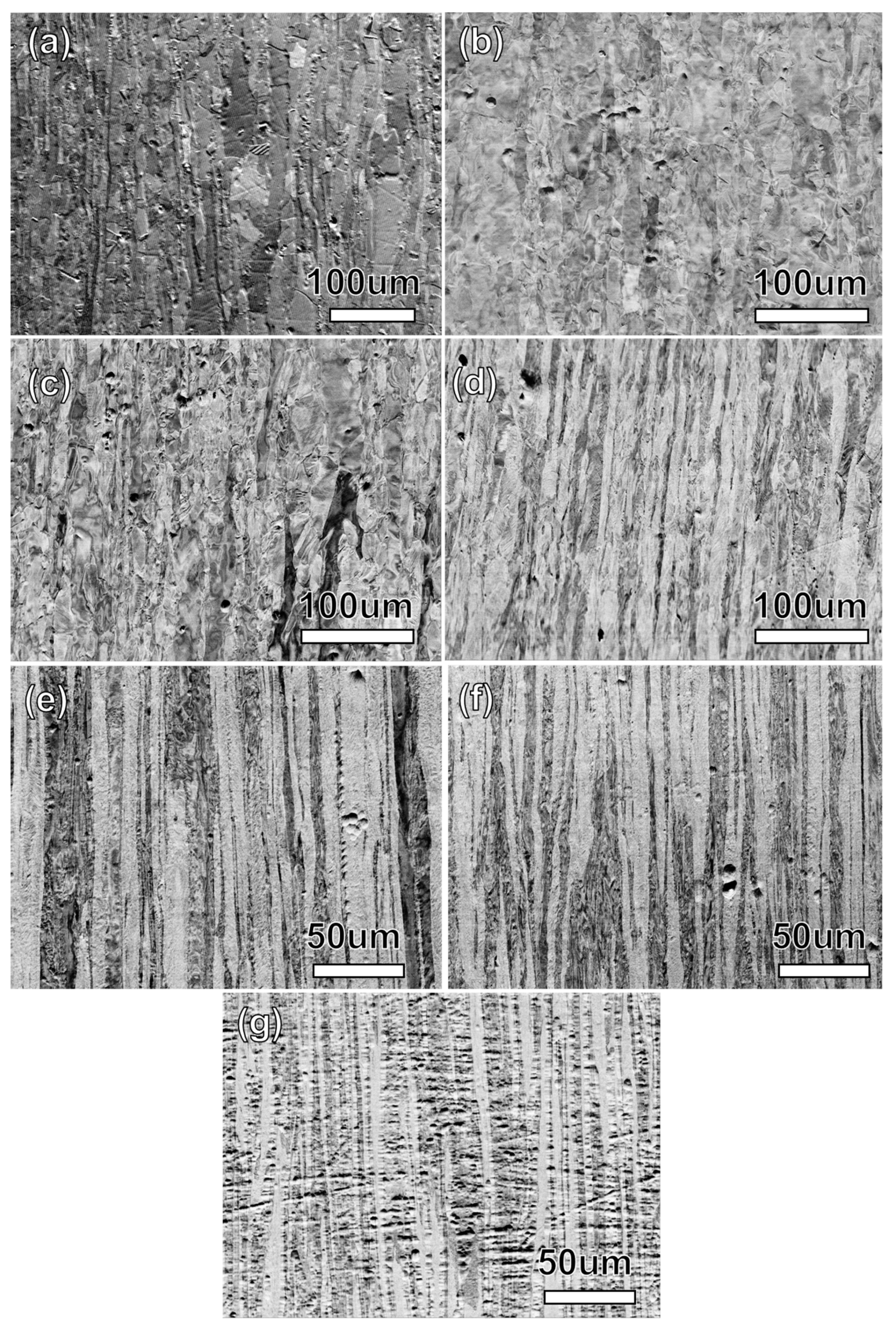
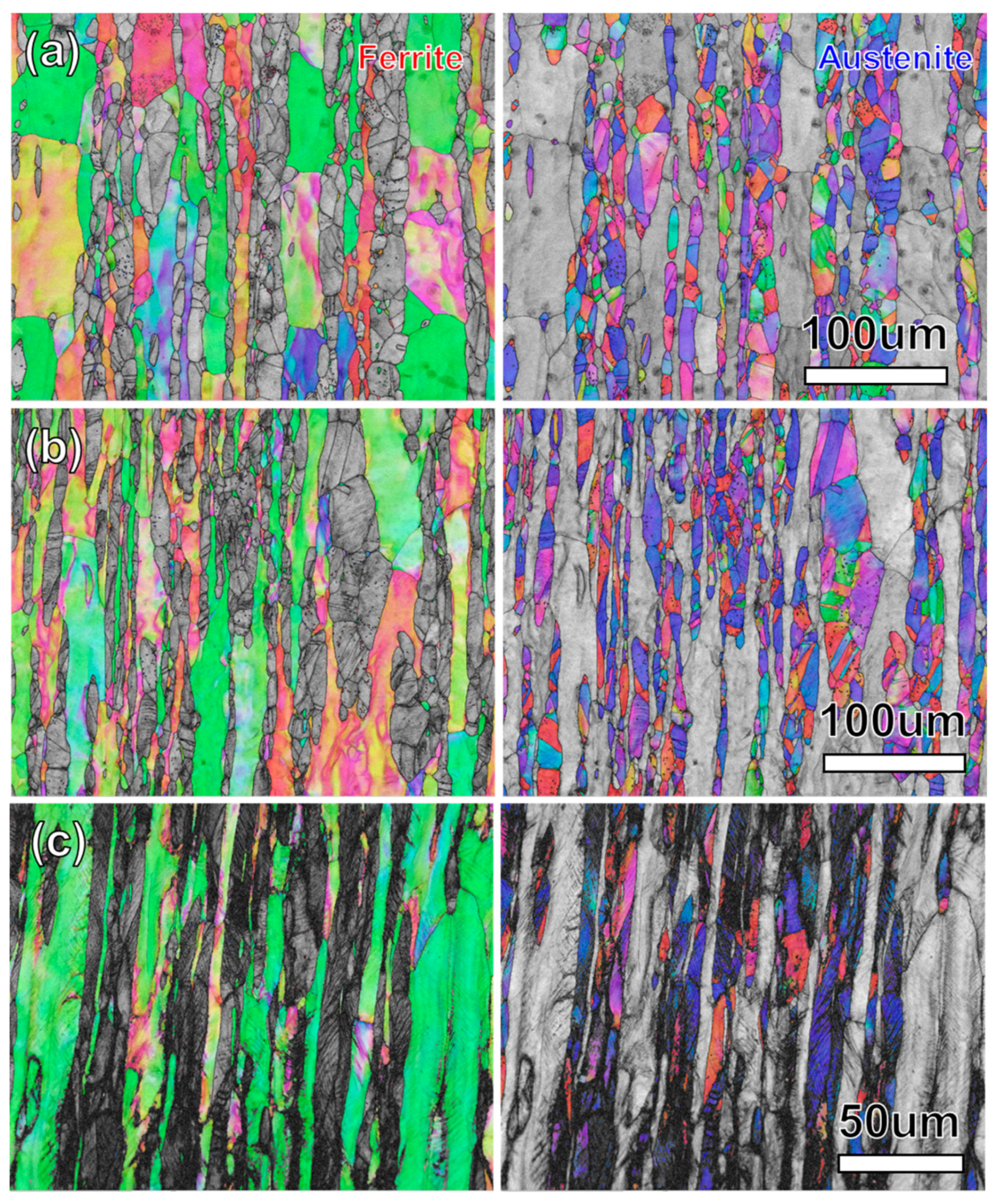
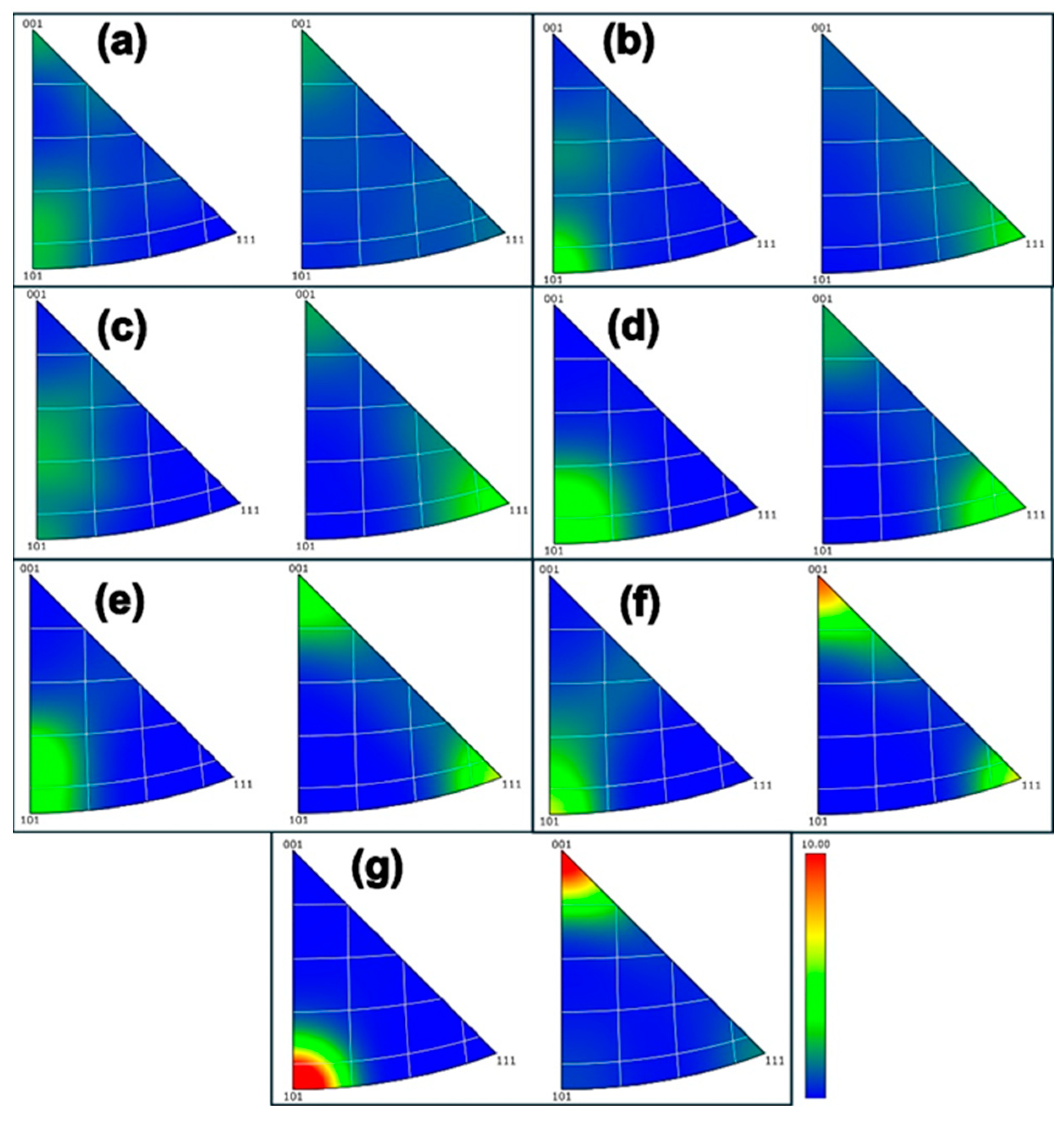
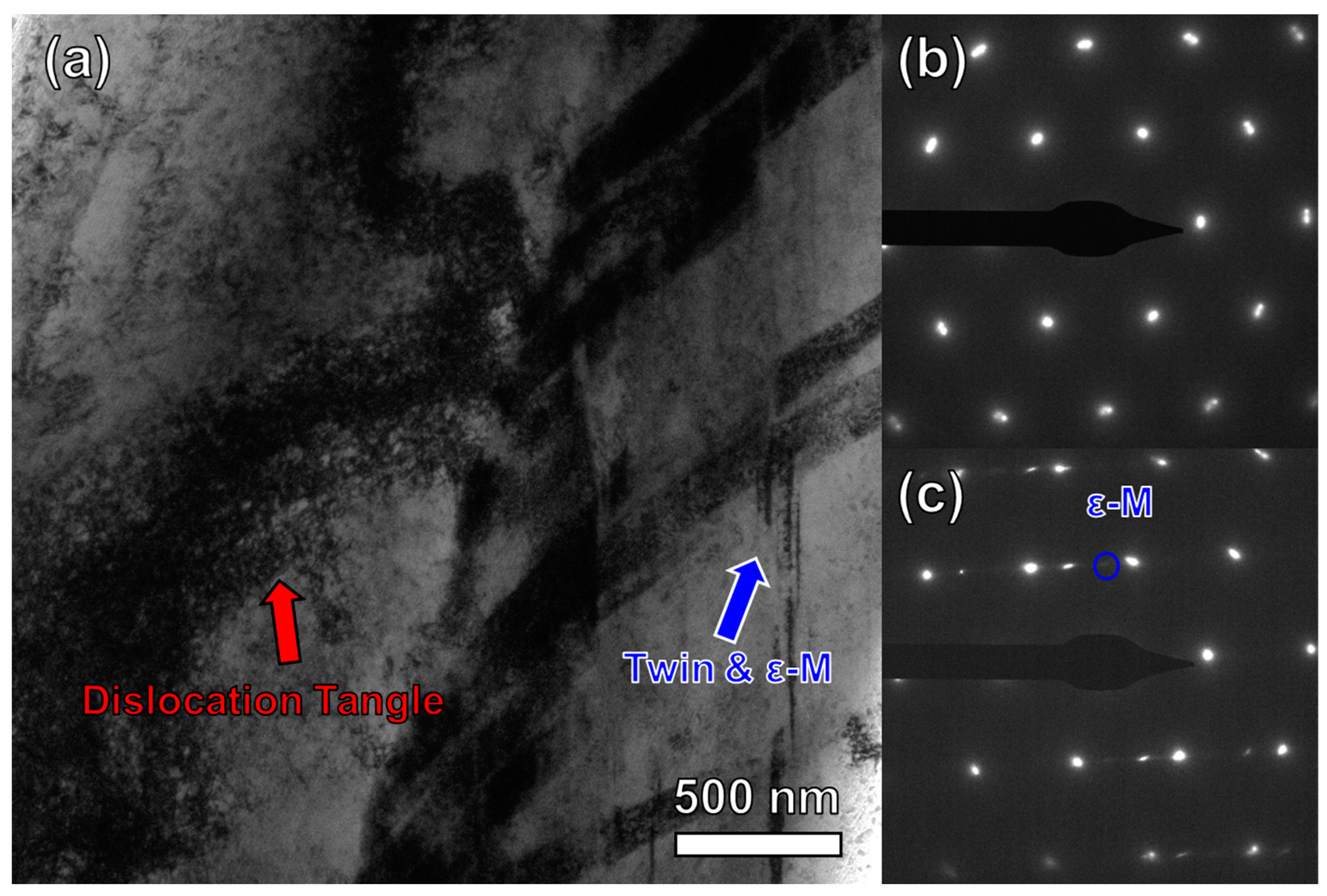
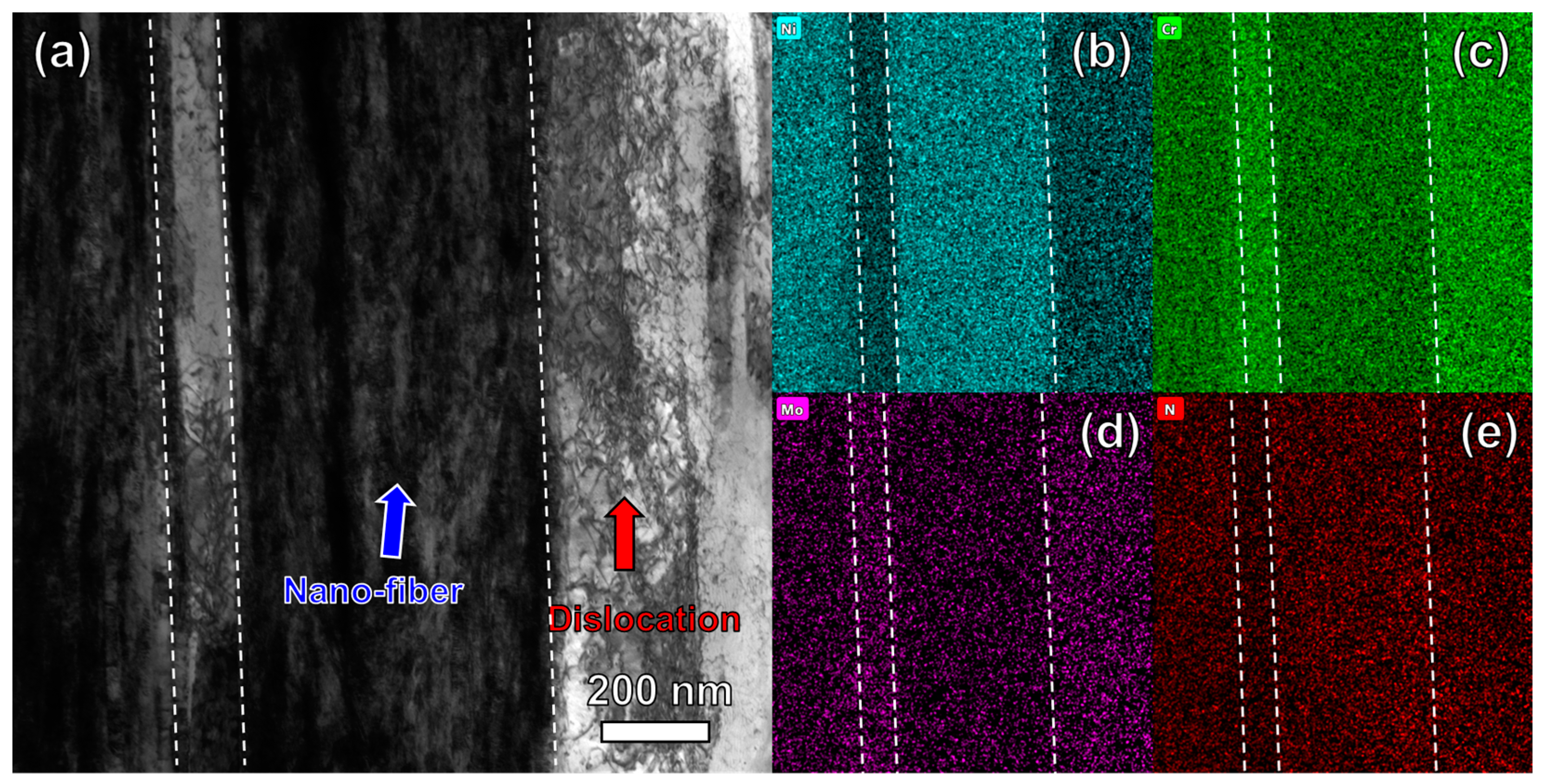
3.2. Microstructural Evolution of S32750 DSS Wires during Cold Drawing
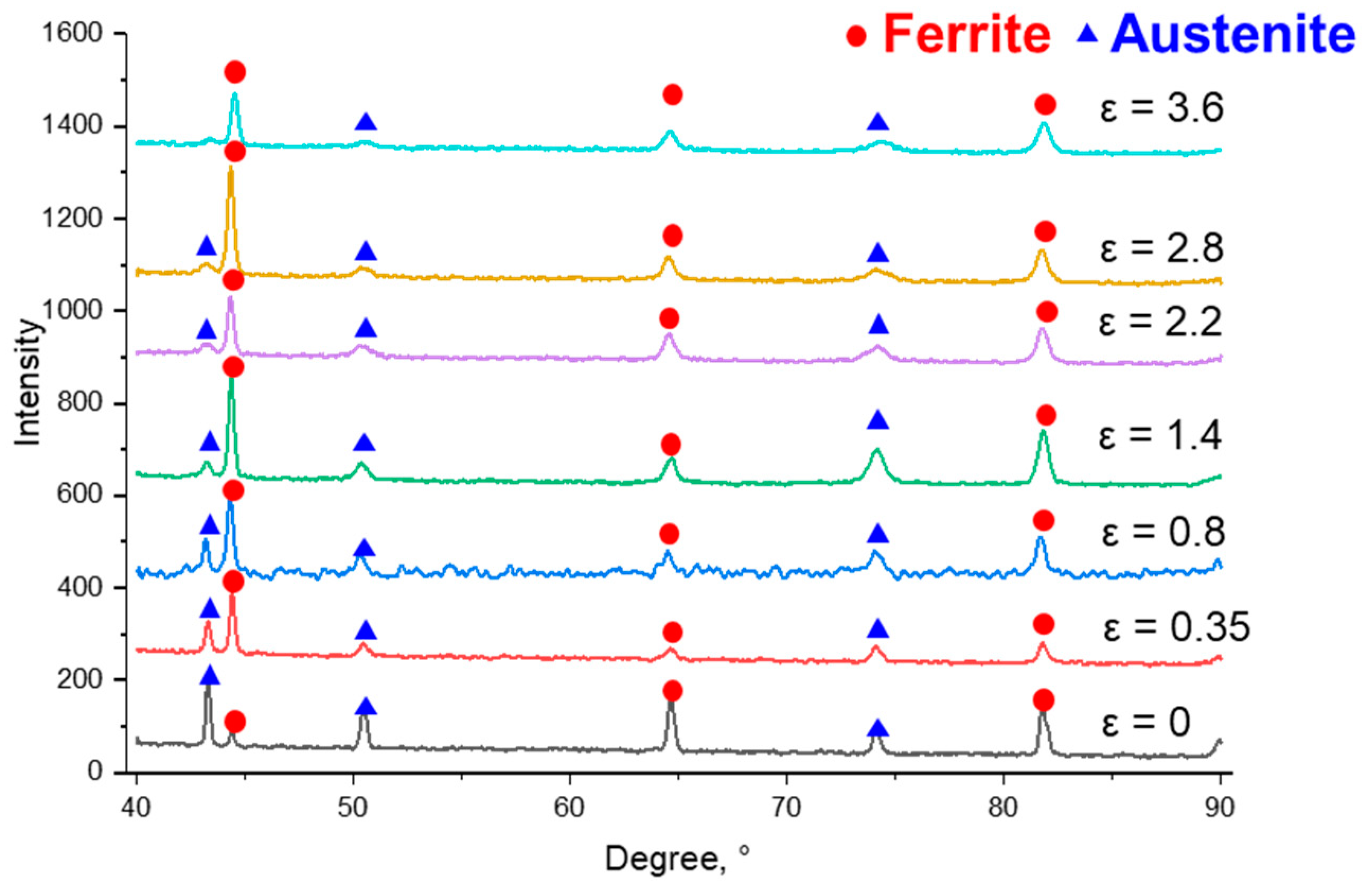
3.3. The Phase Transition of S32750 DSS Wires during Cold Drawing
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Chen, T.H.; Weng, K.L.; Yang, J.R. The effect of high-temperature exposure on the microstructural stability and toughness property in a 2205 duplex stainless steel. Mater. Sci. Eng. A 2002, 338, 259–270. [Google Scholar] [CrossRef]
- Cobb, H.M. The History of Stainless Steel; ASM International: Materials Park, OH, USA, 2010. [Google Scholar]
- Olsson, J.; Snis, M. Duplex—A new generation of stainless steels for desalination plants. Desalination 2007, 205, 104–113. [Google Scholar] [CrossRef]
- Geng, S.; Sun, J.; Guo, L.; Wang, H. Evolution of microstructure and corrosion behavior in 2205 duplex stainless steel GTA-welding joint. J. Manuf. Process. 2015, 19, 32–37. [Google Scholar] [CrossRef]
- Patra, S.; Agrawal, A.; Mandal, A.; Podder, A.S. Characteristics and manufacture ability of duplex stainless steel: A review. Trans. Indian Inst. Met. 2021, 74, 1089–1098. [Google Scholar] [CrossRef]
- Sato, Y.S.; Nelson, T.W.; Sterling, C.J.; Steel, R.J.; Pettersson, C.-O. Microstructure and mechanical properties of friction stir welded 2507 super duplex stainless steel. Mater. Sci. Eng. A 2005, 880, 376–384. [Google Scholar] [CrossRef]
- Lo, K.H.; Shek, C.H.; Lai, J.K.L. Recent developments in stainless steels. Mater. Sci. Eng. Rep. 2009, 65, 39–104. [Google Scholar] [CrossRef]
- Jeon, S.-H.; Kim, S.-T.; Lee, I.-S.; Kim, J.-S.; Kim, K.-T.; Park, Y.-S. Effects of W substitution on the precipitation of secondary phases and the associated pitting corrosion in hyper duplex stainless steels. J. Alloys Compd. 2012, 544, 166–172. [Google Scholar] [CrossRef]
- Luchtenberg, P.; de Campos, P.T.; Soares, P.; Laurindo, C.A.H.; Maranho, O.; Torres, R.D. Effect of welding energy on the corrosion and tribological properties of duplex stainless steel weld overlay deposited by GMAW/CMT process. Surf. Coat. Technol. 2019, 375, 688–693. [Google Scholar] [CrossRef]
- Tao, N.R.; Lu, K. Nanoscale structural refinement via deformation twinning in face-centered cubic metals. Scr. Mater. 2009, 60, 1039–1043. [Google Scholar] [CrossRef]
- Dehsorkhi, N.R.; Sabooni, S.; Karimzadeh, F.; Rezaeian, A.; Enayati, M.H. The effect of grain size and martensitic transformation on the wear behavior of AISI 304L stainless steel. Mater. Des. 2014, 64, 56–62. [Google Scholar] [CrossRef]
- Yan, F.K.; Liu, G.Z.; Tao, N.R.; Lu, K. Strength and ductility of 316L austenitic stainless steel strengthened by nano-scale twin bundles. Acta Mater. 2012, 60, 1059–1071. [Google Scholar] [CrossRef]
- Li, Q.; Zhou, L.; Pan, Y.; Ma, J.; Zhou, X.; Jiang, H.; Xie, Z.; Fang, F. Formation of nano martensite grain with specific angle grain boundary during the drawing process of 316L stainless steel. Mater. Sci. Eng. A 2024, 897, 146309. [Google Scholar] [CrossRef]
- Wang, B.; Wang, Q.; Luo, R.; Kan, Q.; Gu, B. Atomistic study on high temperature creep of nanocrystalline 316L austenitic stainless steels. Acta Mech. Sin. 2023, 39, 122470. [Google Scholar] [CrossRef]
- Herrera, C.; de Lima, N.B.; Kliauga, A.M.; Padilha, A.F. Microstructure and texture of duplex stainless steel under melt spinning processing. Mater. Charact. 2008, 59, 79–83. [Google Scholar] [CrossRef]
- Rodrigues, D.G.; Maria, G.G.B.; Viana, N.A.L.; Santos, D.B. Effect of low cold-rolling strain on microstructure, texture, phase transformation, and mechanical properties of 2304 lean duplex stainless steel. Mater. Charact. 2019, 150, 138–149. [Google Scholar] [CrossRef]
- Welsch, E.; Ponge, D.; Haghighat, S.M.H.; Sandlöbes, S.; Choi, P.; Herbig, M.; Zaefferer, S.; Raabe, D. Strain hardening by dynamic slip band refinement in a high-Mn lightweight steel. Acta Mater. 2016, 116, 188–199. [Google Scholar] [CrossRef]
- Yang, Z.; Lu, S.; Tian, Y.; Gu, Z.; Sun, J.; Vitos, L. Theoretical and experimental study of phase transformation and twinning behavior in metastable high-entropy alloys. J. Mater. Sci. Technol. 2022, 99, 161–168. [Google Scholar] [CrossRef]
- Wroński, S.; Tarasiuk, J.; Bacroix, B.; Baczmański, A.; Braham, C. Investigation of plastic deformation heterogeneities in duplex steel by EBSD. Mater. Charact. 2012, 73, 52–60. [Google Scholar] [CrossRef]
- Arya, A.; Suwas, S.; Gérard, C.; Signor, L.; Thilly, L.; Chokshi, A.H. Strength and microstructure evolution in nickel during large strain wire drawing. Acta Mater. 2021, 221, 117396. [Google Scholar] [CrossRef]
- Kwon, E.P.; Fujieda, S.; Shinoda, K.; Suzuki, S. Characterization of transformed and deformed microstructures in transformation1induced plasticity steels using electron backscattering diffraction. Mater. Sci. Eng. A 2011, 528, 5007–5017. [Google Scholar] [CrossRef]
- Zieliński, W.; Świątnicki, W.; Barstch, M.; Messerschmidt, U. Non-uniform distribution of plastic strain in duplex steel during TEM in situ deformation. Mater. Chem. Phys. 2003, 81, 476–479. [Google Scholar] [CrossRef]
- Lemarquis, L.; Giroux, P.-F.; Maskrot, H.; Castany, P. Activated twinning variant determination in cold-rolled 316 L stainless steel by effective Schmid factor analysis. Materialia 2023, 30, 101812. [Google Scholar] [CrossRef]
- Huang, C.X.; Yang, G.; Gao, Y.L.; Wu, S.D.; Li, S.X. Investigation on the nucleation mechanism of deformation-induced martensite in an austenitic stainless steel under severe plastic deformation. J. Mater. Res. 2011, 22, 724–729. [Google Scholar] [CrossRef]
- Zhou, T.; Xiong, Y.; Yue, Y.; Lu, Y.; Chen, Y.-N.; He, T.-T.; Ren, F.-Z.; Singh, H.; Kömi, J.; Huttula, M.; et al. Controlled cold rolling effect on microstructure and mechanical properties of Ce-modified SAF 2507 super duplex stainless steel. Mater. Sci. Eng. A 2019, 766, 138352. [Google Scholar] [CrossRef]
- Yin, F.; Cheng, G.J.; Xu, R.; Zhao, K.; Li, Q.; Jian, J.; Hu, S.; Sun, S.; An, L.; Han, Q. Ultrastrong nanocrystalline stainless steel and its Hall-Petch relationship in the nanoscale. Scr. Mater. 2018, 155, 26–31. [Google Scholar] [CrossRef]
- Zhou, L.C.; Fang, F.; Zhou, J.; Xie, Z.; Jiang, J. Strain-induced coarsening of ferrite lamella in cold drawn pearlitic steel wire. Mater. Sci. Eng. A 2020, 771, 138602. [Google Scholar] [CrossRef]
- Feng, H.; Fang, F.; Zhou, X.; Zhang, X.; Xie, Z.; Jiang, J. Heavily cold drawn iron wires: Role of nano-lamellae in enhancing the tensile strength. Mater. Sci. Eng. A 2020, 796, 140017. [Google Scholar] [CrossRef]
- Galindo-Nava, E.I.; Rivera-Díaz-del-Castillo, P.E.J. A model for the microstructure behaviour and strength evolution in lath martensite. Acta Mater. 2015, 98, 81–93. [Google Scholar] [CrossRef]
- Yang, M.; Pan, Y.; Yuan, F.; Zhu, Y.; Wu, X. Back stress strengthening and strain hardening in gradient structure. Mater. Res. Lett. 2016, 4, 145–151. [Google Scholar] [CrossRef]
- Nakada, N.; Ito, H.; Matsuoka, Y.; Tsuchiyama, T.; Takaki, S. Deformation-induced martensitic transformation behavior in cold-rolled and cold-drawn type 316 stainless steels. Acta Mater. 2010, 58, 895–903. [Google Scholar] [CrossRef]
- Saeidi, K.; Kevetkova, L.; Lofaj, F.; Shen, Z. Novel ferritic stainless steel formed by laser melting from duplex stainless steel powder with advanced mechanical properties and high ductility. Mater. Sci. Eng. A 2016, 665, 59–65. [Google Scholar] [CrossRef]
- Shirdel, M.; Mirzadeh, H.; Parsa, M.H. Nano/ultrafine grained austenitic stainless steel through the formation and reversion of deformation-induced martensite: Mechanisms, microstructures, mechanical properties, and TRIP effect. Mater. Charact. 2015, 103, 150–161. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Cr | Ni | Mo | Si | Fe |
|---|---|---|---|---|---|---|
| Mass, % | <0.03 | 26.9 | 6.4 | 3.6 | 0.5 | Bal. |
| Diameter, mm | 6 | 5.04 | 4.02 | 2.98 | 2 | 1.48 | 1 |
| Drawing strain ε | 0 | 0.35 | 0.8 | 1.4 | 2.2 | 2.8 | 3.6 |
| Element | C | Cr | Ni | Mo | Si | Fe |
|---|---|---|---|---|---|---|
| Ferrite | <0.03 | 28.4 | 5.0 | 4.2 | 0.5 | Bal. |
| Austenite | <0.03 | 26.7 | 6.6 | 3.5 | 0.5 | Bal. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gao, H.; An, Z.; Yao, L.; Wang, J.; Zhai, L.; Ding, B.; Peng, J.; Zhou, L.; Cao, X. Microstructural Evolution and Strengthening of Dual-Phase Stainless Steel S32750 during Heavily Cold Drawing. Crystals 2024, 14, 621. https://doi.org/10.3390/cryst14070621
Gao H, An Z, Yao L, Wang J, Zhai L, Ding B, Peng J, Zhou L, Cao X. Microstructural Evolution and Strengthening of Dual-Phase Stainless Steel S32750 during Heavily Cold Drawing. Crystals. 2024; 14(7):621. https://doi.org/10.3390/cryst14070621
Chicago/Turabian StyleGao, Hong, Zhixun An, Liang Yao, Jianyong Wang, Lili Zhai, Binhua Ding, Jin Peng, Lichu Zhou, and Xia Cao. 2024. "Microstructural Evolution and Strengthening of Dual-Phase Stainless Steel S32750 during Heavily Cold Drawing" Crystals 14, no. 7: 621. https://doi.org/10.3390/cryst14070621