
Critical Review on Advanced Cooling Strategies in Friction Stir Processing for Microstructural Control
 , and
, and 
Abstract
:1. Introduction
2. Advanced Cooling Techniques and Agents
2.1. Air Cooling
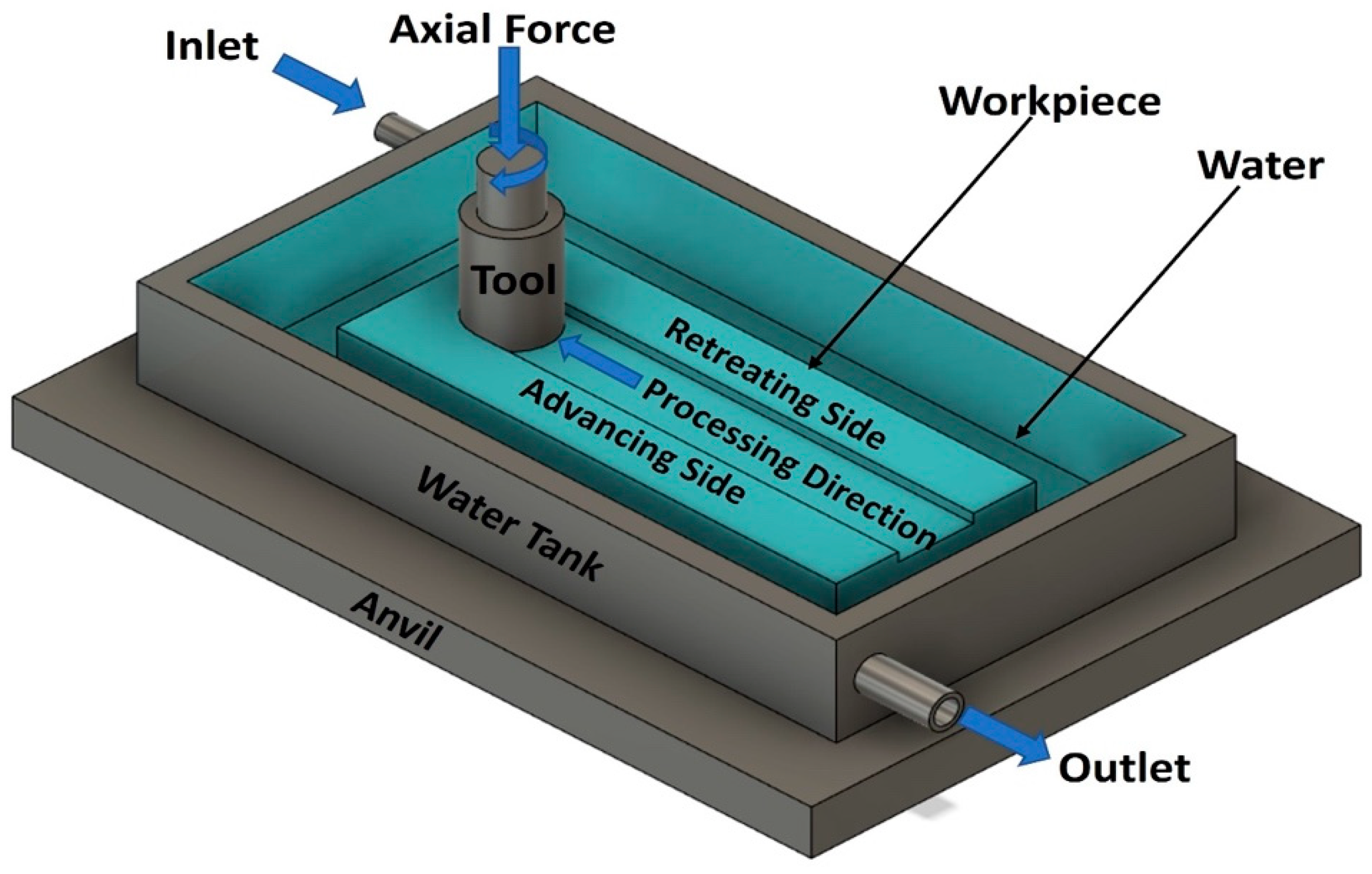
2.2. Water Cooling
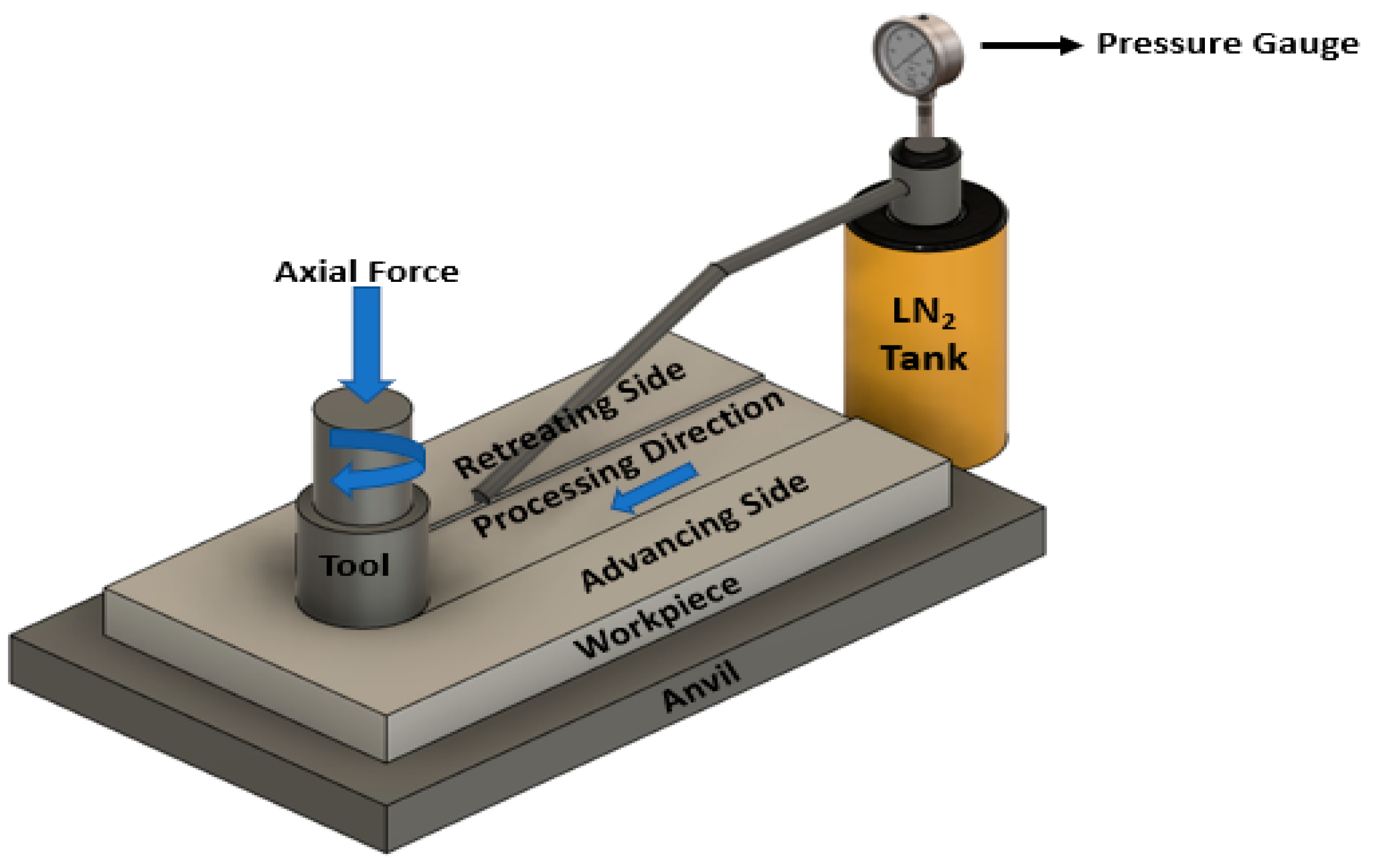
2.3. Liquid Nitrogen Cooling
2.4. Heat Sink Cooling
3. Practical Considerations for Large-Scale Implementation
4. Conclusions
5. Future Prospects
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| FSP | Friction stir processing |
| FSW | Friction stir welding |
| SZ | Stirred zone |
| BM | Base metal |
| FG | Fine grains |
| LN | Liquid nitrogen |
| HV | Vickers hardness |
| YS | Yield strength |
| UFG | Ultra-fine grains |
| UTS | Ultimate tensile strength |
References
- Elayaperumal, A.; Arulvel, S.; Manikandan, R. Tribology Characterization of Plasma Sprayed Zirconia-Alumina and Fused Zirconia-Alumina Composite Coated Al-Si Alloy at Different Sliding Velocity and Load Conditions. Silicon 2022, 14, 4707–4722. [Google Scholar] [CrossRef]
- Suvorov, D.V.; Gololobov, G.P.; Tarabrin, D.Y.; Slivkin, E.V.; Karabanov, S.M.; Tolstoguzov, A. Electrochemical deposition of Ni-W crack-free coatings. Coatings 2018, 8, 233. [Google Scholar] [CrossRef]
- Biradar, A.; Kandasamy, J. A novel preparation and characterization of electroless NiP/MWCNT composite coated UHMWPE fabric in terms of wettability, electrical conductivity, thermal stability and breaking load resistance. Mater. Chem. Phys. 2023, 299, 127486. [Google Scholar] [CrossRef]
- Su, J.Q.; Nelson, T.W.; Sterling, C.J. Grain refinement of aluminum alloys by friction stir processing. Philos. Mag. 2006, 86, 1–24. [Google Scholar] [CrossRef]
- McNelley, T.R.; Swaminathan, S.; Su, J.Q. Recrystallization mechanisms during friction stir welding/processing of aluminum alloys. Scr. Mater. 2008, 58, 349–354. [Google Scholar] [CrossRef]
- Heidarzadeh, A.; Mironov, S.; Kaibyshev, R.; Çam, G.; Simar, A.; Gerlich, A.; Khodabakhshi, F.; Mostafaei, A.; Field, D.P.; Robson, J.D.; et al. Friction stir welding/processing of metals and alloys: A comprehensive review on microstructural evolution. Prog. Mater. Sci. 2021, 117, 100752. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z.Y. Friction stir welding and processing. Mater. Sci. Eng. R Rep. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z.Y.; Charit, I. Friction stir processing: A novel technique for fabrication of surface composite. Mater. Sci. Eng. A 2003, 341, 307–310. [Google Scholar] [CrossRef]
- Jiang, J.; Jiang, F.; Zhang, M.; Yi, K. Microstructure evolution and tensile property of deformed Al–Mg–Sc alloy: Comparison of ECAP and FSP. J. Mater. Res. Technol. 2023, 22, 2612–2626. [Google Scholar] [CrossRef]
- Papantoniou, I.G.; Markopoulos, A.P.; Manolakos, D.E. A new approach in surface modification and surface hardening of aluminum alloys using friction stir process: Cu-Reinforced AA5083. Materials 2020, 13, 1278. [Google Scholar] [CrossRef]
- Arun Kumar, R.; Aakash Kumar, R.G.; Anees Ahamed, K.; Denise Alstyn, B.; Vignesh, V. Review of friction stir processing of aluminium alloys. Mater. Today Proc. 2019, 16, 1048–1054. [Google Scholar] [CrossRef]
- Prasad, R.; Tewari, S.P.; Singh, J.K. Effect of multi-pass friction stir processing on microstructural, mechanical and tribological behaviour of as-cast Al-Zn-Mg-Cu alloy. Mater. Res. Express 2019, 6, 096579. [Google Scholar] [CrossRef]
- Sun, N.; Apelian, D. Friction Stir Processing of Aluminum Alloy A206: Part I—Microstructure Evolution. Int. J. Met. 2019, 13, 234–243. [Google Scholar] [CrossRef]
- Guru, P.R.; Khan MD, F.; Panigrahi, S.K.; Ram, G.D.J. Enhancing strength, ductility and machinability of a Al-Si cast alloy by friction stir processing. J. Manuf. Process. 2015, 18, 67–74. [Google Scholar] [CrossRef]
- Qin, D.; Shen, H.; Shen, Z.; Chen, H.; Fu, L. Manufacture of biodegradable magnesium alloy by high speed friction stir processing. J. Manuf. Process. 2018, 36, 22–32. [Google Scholar] [CrossRef]
- Nasiri, Z.; Sarkari Khorrami, M.; Mirzadeh, H.; Emamy, M. Enhanced mechanical properties of as-cast Mg-Al-Ca magnesium alloys by friction stir processing. Mater. Lett. 2021, 296, 129880. [Google Scholar] [CrossRef]
- Khan MD, F.; Panigrahi, S.K. Achieving excellent thermal stability and very high activation energy in an ultrafine-grained magnesium silver rare earth alloy prepared by friction stir processing. Mater. Sci. Eng. A 2016, 675, 338–344. [Google Scholar] [CrossRef]
- Basak, A.K.; Pramanik, A.; Prakash, C.; Shankar, S.; Gupta, L.R.; Smirnov, V.A.; Al-Kahtani, A.A. Microstructural and micro-mechanical behaviours of friction stir processed magnesium alloy. J. Mater. Res. Technol. 2023, 25, 6303–6312. [Google Scholar] [CrossRef]
- del Valle, J.A.; Rey, P.; Gesto, D.; Verdera, D.; Jiménez, J.A.; Ruano, O.A. Mechanical properties of ultra-fine grained AZ91 magnesium alloy processed by friction stir processing. Mater. Sci. Eng. A 2015, 628, 198–206. [Google Scholar] [CrossRef]
- Iranshahi, F.; Nasiri, M.B.; Warchomicka, F.G.; Sommitsch, C. Investigation of the degradation rate of electron beam processed and friction stir processed biocompatible ZKX50 magnesium alloy. J. Magnes. Alloys 2022, 10, 707–720. [Google Scholar] [CrossRef]
- Balachandran, S.; Mishra, R.S.; Banerjee, D. Friction stir processing of a metastable β titanium alloy in β and α + β phase fields. Mater. Sci. Eng. A 2020, 772, 138705. [Google Scholar] [CrossRef]
- Jiang, L.; Huang, W.; Liu, C.; Chai, L.; Yang, X.; Xu, Q. Microstructure, texture evolution and mechanical properties of pure Ti by friction stir processing with slow rotation speed. Mater. Charact. 2019, 148, 1–8. [Google Scholar] [CrossRef]
- Vakili-Azghandi, M.; Roknian, M.; Szpunar, J.A.; Mousavizade, S.M. Surface modification of pure titanium via friction stir processing: Microstructure evolution and dry sliding wear performance. J. Alloys Compd. 2020, 816, 152557. [Google Scholar] [CrossRef]
- Zhang, W.; Ding, H.; Cai, M.; Yang, W.; Li, J. Low-temperature superplastic deformation mechanism in Ti–6Al–4V alloy processed by friction stir processing. Mater. Sci. Eng. A 2019, 764, 138261. [Google Scholar] [CrossRef]
- Zhang, W.; Ding, H.; Cai, M.; Yang, W.; Li, J. Ultra-grain refinement and enhanced low-temperature superplasticity in a friction stir-processed Ti-6Al-4V alloy. Mater. Sci. Eng. A 2018, 727, 90–96. [Google Scholar] [CrossRef]
- Cartigueyen, S.; Mahadevan, K. Study of friction stir processed zone under different tool pin profiles in pure copper. IOSR J. Mech. Civ. Eng. 2014, 11, 06–12. [Google Scholar] [CrossRef]
- Bheekya Naik, R.; Venkateswara Reddy, K.; Madhusudhan Reddy, G.; Arockia Kumar, R. Development of High-Strength and High-Electrical Conductivity Cu–Zr Alloy through Friction Stir Processing. Trans. Indian Inst. Met. 2019, 72, 1431–1435. [Google Scholar] [CrossRef]
- Dehghani, K.; Mazinani, M. Forming nanocrystalline surface layers in copper using friction stir processing. Mater. Manuf. Process. 2011, 26, 922–925. [Google Scholar] [CrossRef]
- Shamsipur, A.; Asadkarami, S. Microstructure and mechanical properties of copper surface composite layers reinforced by nano and microscale SiC particles via friction stir processing. Adv. Compos. Mater. 2019, 28, 591–606. [Google Scholar] [CrossRef]
- Thankachan, T.; Prakash, K.S.; Kavimani, V. Investigations on the effect of friction stir processing on Cu-BN surface composites. Mater. Manuf. Process. 2018, 33, 299–307. [Google Scholar] [CrossRef]
- Langlade, C.; Roman, A.; Schlegel, D.; Gete, E.; Folea, M. Formation of a Tribologically Transformed Surface (TTS) on AISI 1045 Steel by Friction Stir Processing. Mater. Manuf. Process. 2016, 31, 1565–1572. [Google Scholar] [CrossRef]
- Sekban, D.M.; Aktarer, S.M.; Yanar, H.; Alsaran, A.; Purcek, G. Improvement the wear behavior of low carbon steels by friction stir processing. IOP Conf. Ser. Mater. Sci. Eng. 2017, 174, 012058. [Google Scholar] [CrossRef]
- Ralls, A.M.; Daroonparvar, M.; Kasar, A.K.; Misra, M.; Menezes, P.L. Influence of Friction Stir Processing on the Friction, Wear and Corrosion Mechanisms of Solid-State Additively Manufactured 316L Duplex Stainless Steel. Tribol. Int. 2023, 178, 108033. [Google Scholar] [CrossRef]
- Chen, Y.C.; Fujii, H.; Tsumura, T.; Kitagawa, Y.; Nakata, K.; Ikeuchi, K.; Matsubayashi, K.; Michishita, Y.; Fujiya, Y.; Katoh, J. Friction stir processing of 316L stainless steel plate. Sci. Technol. Weld. Join. 2009, 14, 197–201. [Google Scholar] [CrossRef]
- Eskandari, F.; Atapour, M.; Golozar, M.A.; Sadeghi, B.; Cavaliere, P. The microstructure and wear behaviour of friction stir processed AISI 430 ferritic stainless steel. Tribol.-Mater. Surfaces Interfaces 2019, 13, 172–181. [Google Scholar] [CrossRef]
- Ji, X.; Cui, L.; Wang, D.; Li, H.; Liu, Y.; Zhang, C.; Gao, H. Microstructure and high-temperature mechanical properties of RAFM steel processed by friction stir processing combined with tempering heat treatment. Mater. Sci. Eng. A 2022, 831, 142195. [Google Scholar] [CrossRef]
- Yugandhar, M.; Mothilal, M.; Manjunatha, B.; Kannan, T.D.; Patel, M.S.; Nallusamy, S. RS/AS and Nugget Zone SEM Analysis and Mathematical Equations for Parameter Optimization on Friction Stir Welding Tool. Int. J. Veh. Struct. Syst. 2023, 15, 439–445. [Google Scholar] [CrossRef]
- Li, K.; Liu, X.; Zhao, Y. Research status and prospect of friction stir processing technology. Coatings 2019, 9, 129. [Google Scholar] [CrossRef]
- Patel, V.; Li, W.; Xu, Y. Stationary shoulder tool in friction stir processing: A novel low heat input tooling system for magnesium alloy. Mater. Manuf. Process. 2019, 34, 177–182. [Google Scholar] [CrossRef]
- Wenjing, Y.; Hua, D.; Jizhong, L. Parametric optimization for friction stir processing in Al-Zn-Mg-Cu alloy. Mater. Manuf. Process. 2022, 37, 1–10. [Google Scholar] [CrossRef]
- Chai, F.; Zhang, D.T.; Li, Y.Y. Effect of rotation speeds on microstructures and tensile properties of submerged friction stir processed AZ31 magnesium alloy. Mater. Res. Innov. 2014, 18, 4152–4156. [Google Scholar] [CrossRef]
- Yang, X.; Dong, P.; Yan, Z.; Cheng, B.; Zhai, X.; Chen, H.; Zhang, H.; Wang, W. AlCoCrFeNi high-entropy alloy particle reinforced 5083Al matrix composites with fine grain structure fabricated by submerged friction stir processing. J. Alloys Compd. 2020, 836, 155411. [Google Scholar] [CrossRef]
- Patel, M.; Rahaman, A.; Immanuel, R.J. Tribological profiling of Mg-Gd-Y Alloy: Investigating sliding wear dynamics under varied temperature conditions. Mater. Lett. 2024, 370, 136808. [Google Scholar] [CrossRef]
- Yang, X.; Zhang, H.; Cheng, B.; Liu, Y.; Yan, Z.; Dong, P.; Wang, W. Microstructural, Microhardness and tribological analysis of cooling-assisted friction stir processing of high-entropy alloy particles reinforced aluminum alloy surface composites. Surf. Topogr. Metrol. Prop. 2020, 8, 035012. [Google Scholar] [CrossRef]
- Zhang, H.; Xue, P.; Wang, D.; Wu, L.H.; Ni, D.R.; Xiao, B.L.; Ma, Z.Y. A novel approach to achieve high yield strength high nitrogen stainless steel with superior ductility and corrosion resistance. Mater. Lett. 2019, 242, 91–94. [Google Scholar] [CrossRef]
- Keerthana, B.V.S.; Satyanarayana, M.V.N.V.; Reddy, K.V.; Shankar, M.N.S. Effect of post-process and in-process cooling on wide-area stir zone processed via friction stir processing with pin overlapping. Eng. Res. Express 2023, 5, 025060. [Google Scholar] [CrossRef]
- Mirzadeh, H. High strain rate superplasticity via friction stir processing (FSP): A review. Mater. Sci. Eng. A 2021, 819, 141499. [Google Scholar] [CrossRef]
- Mohamadigangaraj, J.; Nourouzi, S.; Aval, H.J. The effect of heat treatment and cooling conditions on friction stir processing of A390-10 wt% SiC aluminium matrix composite. Mater. Chem. Phys. 2020, 263, 124423. [Google Scholar] [CrossRef]
- Patel, M.S.; Besekar, A.; Annamalai, S.; Kumar, M.S.; Jain, R.; Immanuel, R.J. Role of Nickel Particulate Reinforcement on Microstructure and Mechanical Performance of AZ31 Magnesium Composite. Trans. Indian Inst. Met. 2024. [Google Scholar] [CrossRef]
- Patel, V.; Li, W.; Vairis, A.; Badheka, V. Recent Development in Friction Stir Processing as a Solid-State Grain Refinement Technique: Microstructural Evolution and Property Enhancement. Crit. Rev. Solid State Mater. Sci. 2019, 44, 378–426. [Google Scholar] [CrossRef]
- Chen, J.; Li, Z.; Han, J.; Peng, L.; Fujii, H.; Wu, Y.; Cheng, H. Investigation on microstructure evolution of Mg-Gd-Zn-Zr alloys during friction stir processing by liquid CO2 cooling assisted stop action. Mater. Sci. Eng. A 2023, 876, 145140. [Google Scholar] [CrossRef]
- Patel, V.V.; Badheka, V.J.; Patel, U.; Patel, S.; Patel, S.; Zala, S.; Badheka, K. Experimental Investigation on Hybrid Friction Stir Processing using compressed air in Aluminum 7075 alloy. Mater. Today Proc. 2017, 4, 10025–10029. [Google Scholar] [CrossRef]
- Snyder, B.; Strauss, A.M. In-process cooling of friction stir extruded joints for increased weld performance via compressed air, water, granulated dry ice, and liquid nitrogen. J. Manuf. Process. 2021, 68, 1004–1017. [Google Scholar] [CrossRef]
- Xu, N.; Ueji, R.; Morisada, Y.; Fujii, H. Modification of mechanical properties of friction stir welded Cu joint by additional liquid CO2 cooling. Mater. Des. 2014, 56, 20–25. [Google Scholar] [CrossRef]
- Wang, J.; Yang, K.; Zhang, Y.; Lu, Y.L.; Bai, Z.H.; Li, X.C. Investigation on variations of microstructures and mechanical properties along thickness direction of friction stir processed AA2014 aluminum alloy via ultra-rapid cooling. Mater. Charact. 2021, 179, 111352. [Google Scholar] [CrossRef]
- Xue, P.; Wang, B.B.; Chen, F.F.; Wang, W.G.; Xiao, B.L.; Ma, Z.Y. Microstructure and mechanical properties of friction stir processed Cu with an ideal ultrafine-grained structure. Mater. Charact. 2016, 121, 187–194. [Google Scholar] [CrossRef]
- Moaref, A.; Rabiezadeh, A. Microstructural evaluation and tribological properties of underwater friction stir processed CP-copper and its alloy. Trans. Nonferrous Met. Soc. China (Engl. Ed.) 2020, 30, 972–981. [Google Scholar] [CrossRef]
- Bansal, A.; Singla, A.K.; Dwivedi, V.; Goyal, D.K.; Singla, J.; Gupta, M.K.; Krolczyk, G.M. Influence of cryogenic treatment on mechanical performance of friction stir Al-Zn-Cu alloy weldments. J. Manuf. Process. 2020, 56, 43–53. [Google Scholar] [CrossRef]
- Xu, N.; Bao, Y. Enhanced mechanical properties of tungsten inert gas welded AZ31 magnesium alloy joint using two-pass friction stir processing with rapid cooling. Mater. Sci. Eng. A 2016, 655, 292–299. [Google Scholar] [CrossRef]
- Raja, S.; Yusof, F.; bin Muhamad, R.; Jamaludin, M.F.; Khan, M.F.; Shaikh, M.B.N.; Arif, S.; Alam, M.A. Surface Modification of Mg Alloys: An Insight into Friction Stir-Based Techniques; CRC Press: Boca Raton, FL, USA, 2024; ISBN 9780128140635. [Google Scholar]
- Amirov, A.; Eliseev, A.; Beloborodov, V. Wear of Ni-Based Superalloy Tools in Friction Stir Processing of Commercially Pure Titanium. Lubricants 2023, 11, 307. [Google Scholar] [CrossRef]
- Liu, F.C.; Ma, Z.Y. Low-temperature superplasticity of friction stir processed Al-Zn-Mg-Cu alloy. Scr. Mater. 2008, 58, 667–670. [Google Scholar] [CrossRef]
- Fydrych, D.; Tomków, J. Underwater Processing of Materials. Materials 2022, 15, 4902. [Google Scholar] [CrossRef] [PubMed]
- Heidarian, M.; Mostafapoor, S. Microstructure and Mechanical Properties of Friction Stir Processed AISI 316 Stainless Steel: Evaluation of the Effect of Cooling Media and Multi-Step Processing on Microstructure and Mechanical Properties of Friction Stir Processed AISI 316 Stainless Ste. Metallogr. Microstruct. Anal. 2022, 11, 72–87. [Google Scholar] [CrossRef]
- Mazaheri, H.; Aval, H.J.; Jamaati, R. Manufacturing of Ultrafine-Grained Copper via Rolling and Cooling-Assisted Friction Stir Processing: Effect of Traverse Speed. J. Mater. Eng. Perform. 2023, 32, 3780–3795. [Google Scholar] [CrossRef]
- Asadi, P.; Besharati Givi, M.K.; Parvin, N.; Araei, A.; Taherishargh, M.; Tutunchilar, S. On the role of cooling and tool rotational direction on microstructure and mechanical properties of friction stir processed AZ91. Int. J. Adv. Manuf. Technol. 2012, 63, 987–997. [Google Scholar] [CrossRef]
- Satyanarayana, M.V.N.V.; Manohar, G.; Jain, V.K.S.; Kumar, K.K.; Kumar, A.; Sundar, S. Influence of Cooling Media on the Electrochemical Behavior of Friction Stir Processed Al2014 Alloy. JOM 2023, 75, 526–536. [Google Scholar] [CrossRef]
- Arora, H.S.; Singh, H.; Dhindaw, B.K. Some observations on microstructural changes in a Mg-based AE42 alloy subjected to friction stir processing. Metall. Mater. Trans. B Process Metall. Mater. Process. Sci. 2012, 43, 92–108. [Google Scholar] [CrossRef]
- Liu, W.; Yan, Y.; Sun, T.; Wu, S.; Shen, Y. Influence of cooling water temperature on ME20M magnesium alloy submerged friction stir welding: A numerical and experimental study. Int. J. Adv. Manuf. Technol. 2019, 105, 5203–5215. [Google Scholar] [CrossRef]
- Wu, J.; Cao, F.J.; Sun, T.; Huang, G.Q.; Li, M.S.; Hou, W.T.; Piao, Z.Y.; Shen, Z.K.; Shen, Y.F. Developing ultrafine-grained structure with balanced α/γ fraction via underwater friction stir processing enables enhanced wear and corrosion resistance of duplex stainless steel. Surf. Coat. Technol. 2023, 457, 129295. [Google Scholar] [CrossRef]
- Subramani, V.; Jayavel, B.; Sengottuvelu, R.; Lazar, P.J.L. Assessment of microstructure and mechanical properties of stir zone seam of friction stir welded magnesium AZ31B through Nano-SiC. Materials 2019, 12, 1044. [Google Scholar] [CrossRef]
- Orozco-Caballero, A.; Cepeda-Jiménez, C.M.; Hidalgo-Manrique, P.; Rey, P.; Gesto, D.; Verdera, D.; Ruano, O.A.; Carreño, F. Lowering the temperature for high strain rate superplasticity in an Al-Mg-Zn-Cu alloy via cooled friction stir processing. Mater. Chem. Phys. 2013, 142, 182–185. [Google Scholar] [CrossRef]
- Hui, W.; Zhang, Y.; Shao, C.; Chen, S.; Zhao, X.; Dong, H. Enhancing the Mechanical Properties of Vanadium-Microalloyed Medium-Carbon Steel by Optimizing Post-Forging Cooling Conditions. Mater. Manuf. Process. 2016, 31, 770–775. [Google Scholar] [CrossRef]
- Patel, V.; Badheka, V.; Li, W.; Akkireddy, S. Hybrid friction stir processing with active cooling approach to enhance superplastic behavior of AA7075 aluminum alloy. Arch. Civ. Mech. Eng. 2019, 19, 1368–1380. [Google Scholar] [CrossRef]
- Akbari, M.; Khalkhali, A.; Keshavarz, S.M.E.; Sarikhani, E. The effect of in-process cooling conditions on temperature, force, wear resistance, microstructural, and mechanical properties of friction stir processed A356. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2018, 232, 429–437. [Google Scholar] [CrossRef]
- Iwaszko, J.; Kudła, K. Evolution of Microstructure and Properties of Air-Cooled Friction-Stir-Processed 7075 Aluminum Alloy. Materials 2022, 15, 2633. [Google Scholar] [CrossRef]
- Iwaszko, J.; Kud, K. Microstructure, hardness, and wear resistance of AZ91 magnesium alloy produced by friction stir processing with air-cooling. Int. J. Adv. Manuf. Technol. 2021, 116, 1309–1323. [Google Scholar] [CrossRef]
- El-Mahallawy, N.; Majed, A.; Maboud, A.A.G.A. Effect of FSP process parameters with air blowing on microstructure and hardness of NiAl Bronze alloy. Mater. Res. Express 2020, 7, 016590. [Google Scholar] [CrossRef]
- Almousa, N.H.; Alotaibi, M.R.; Alsohybani, M.; Radziszewski, D.; Alnoman, S.M.; Alotaibi, B.M.; Khayyat, M.M. Paraffin Wax [As a Phase Changing Material (PCM)] Based Composites Containing Multi-Walled Carbon Nanotubes for Thermal Energy Storage (TES) Development. Crystals 2021, 11, 951. [Google Scholar] [CrossRef]
- Sipova, M.; Marusakova, D.; Aparicio, C.; Prochazka, J.; Halodova, P. A study on the corrosion behaviour of stainless steel 08Cr18Ni10Ti in supercritical water. Corros. Sci. 2023, 211, 110853. [Google Scholar] [CrossRef]
- Huang, H.; Yang, W. Corrosion behavior of AZ91D magnesium alloy in distilled water. Arab. J. Chem. 2020, 13, 6044–6055. [Google Scholar] [CrossRef]
- Huang, L.; Wang, K.; Wang, W.; Yuan, J.; Qiao, K.; Yang, T.; Peng, P.; Li, T. Effects of grain size and texture on stress corrosion cracking of friction stir processed AZ80 magnesium alloy. Eng. Fail. Anal. 2018, 92, 392–404. [Google Scholar] [CrossRef]
- Satyanarayana, M.V.N.V.; Bathula, S.; Kumar, A. Effect of external cooling on fatigue crack growth behaviour of friction stir processed AA6061 alloy. Eng. Fract. Mech. 2022, 261, 108236. [Google Scholar] [CrossRef]
- Pettinari-Sturmel, F.; Jouiad, M.; Kirchner, H.O.K.; Clement, N.; Coujou, A. Local disordering and reordering phenomena induced by mobile dislocations in short-range-ordered solid solutions. Philos. Mag. A Phys. Condens. Matter Struct. Defects Mech. Prop. 2002, 82, 3045–3054. [Google Scholar] [CrossRef]
- Keerthana, B.V.S.; Satyanarayana, M.V.N.V.; Shankar, M.N.S. Effect of Cooling-Assisted Friction Stir Processing on Corrosion Behavior of AA5083 Alloy. J. Inst. Eng. Ser. D 2023, 105, 191–200. [Google Scholar] [CrossRef]
- Heidarpour, A.; Ahmadifard, S.; Rohani, N. FSP Pass Number and Cooling Effects on the Microstructure and Properties of AZ31. J. Adv. Mater. Process. 2018, 6, 47–58. [Google Scholar]
- Ramaiyan, S.; Santhanam, S.K.V.; Muthuguru, P. Effect of scroll pin profile and tool rotational speed on mechanical properties of submerged friction stir processed AZ31B magnesium alloy. Mater. Res. 2018, 21, e20170769. [Google Scholar] [CrossRef]
- Luo, X.; Liu, H.; Kang, L.; Lin, J.; Zhang, D.; Li, D.; Chen, D. Achieving Superior Superplasticity in a Mg–6Al–Zn Plate via Multi-pass Submerged Friction Stir Processing. Acta Metall. Sin. (Engl. Lett.) 2022, 35, 757–762. [Google Scholar] [CrossRef]
- Zhang, D.; Chai, F.; Li, Y. High strain rate superplasticity of a fine-grained AZ91 magnesium alloy prepared by friction stir processing. In Proceedings of the 8th Pacific Rim International Congress on Advanced Materials and Processing, Waikoloa, HI, USA, 4–9 August 2013; Volume 2, pp. 1065–1071. [Google Scholar] [CrossRef]
- Arora, H.S.; Ayyagari, A.; Saini, J.; Selvam, K.; Riyadh, S.; Pole, M.; Grewal, H.S.; Mukherjee, S. High Tensile Ductility and Strength in Dual-phase Bimodal Steel through Stationary Friction Stir Processing. Sci. Rep. 2019, 9, 1972. [Google Scholar] [CrossRef]
- Xue, P.; Xiao, B.L.; Ma, Z.Y. Achieving ultrafine-grained structure in a pure nickel by friction stir processing with additional cooling. Mater. Des. 2014, 56, 848–851. [Google Scholar] [CrossRef]
- Huang, L.Y.; Wang, K.S.; Wang, W.; Zhao, K.; Yuan, J.; Qiao, K.; Zhang, B.; Cai, J. Mechanical and corrosion properties of low-carbon steel prepared by friction stir processing. Int. J. Miner. Metall. Mater. 2019, 26, 202–209. [Google Scholar] [CrossRef]
- Heidarzadeh, A.; Mohammadzadeh, R. Developing α/β Laminar Composite Structure in CuZn Alloy by Heat Treatment and Submerged Friction Stir Processing. Iran. J. Mater. Form. 2021, 8, 26–32. [Google Scholar]
- Bharti, S.; Ghetiya, N.D.; Patel, K.M. A review on manufacturing the surface composites by friction stir processing. Mater. Manuf. Process. 2021, 36, 135–170. [Google Scholar] [CrossRef]
- Huang, G.Q.; Yan, Y.F.; Wu, J.; Shen, Y.F.; Gerlich, A.P. Microstructure and mechanical properties of fine-grained aluminum matrix composite reinforced with nitinol shape memory alloy particulates produced by underwater friction stir processing. J. Alloys Compd. 2019, 786, 257–271. [Google Scholar] [CrossRef]
- Srivastava, M.; Rathee, S.; Maheshwari, S.; Siddiquee, A.N. Influence of multiple-passes on microstructure and mechanical properties of Al-Mg/SiC surface composites fabricated via underwater friction stir processing. Mater. Res. Express 2018, 5, 066511. [Google Scholar] [CrossRef]
- Gao, J.; Shen, Y.; Li, C. Fabrication of high-density polyethylene/multiwalled carbon nanotube composites via submerged friction stir processing. J. Thermoplast. Compos. Mater. 2017, 30, 241–254. [Google Scholar] [CrossRef]
- Manroo, S.A.; Khan, N.Z.; Ahmad, B. Study on surface modification and fabrication of surface composites of magnesium alloys by friction stir processing: A review. J. Eng. Appl. Sci. 2022, 69, 25. [Google Scholar] [CrossRef]
- Yang, X.; Yan, Z.; Dong, P.; Cheng, B.; Zhang, J.; Zhang, T.; Zhang, H.; Wang, W. Surface modification of aluminum alloy by incorporation of AlCoCrFeNi high entropy alloy particles via underwater friction stir processing. Surf. Coat. Technol. 2020, 385, 125438. [Google Scholar] [CrossRef]
- Huang, L.Y.; Wang, K.; Wang, W.; Zhao, K.; Yuan, J.; Wang, Q.; Qiao, K.; Cai, J. Corrosion properties of low carbon steel prepared by submerged friction stir processing. Mater. Corros. 2018, 69, 1077–1083. [Google Scholar] [CrossRef]
- Selvam, K.; Ayyagari, A.; Grewal, H.S.; Mukherjee, S.; Arora, H.S. Enhancing the erosion-corrosion resistance of steel through friction stir processing. Wear 2017, 386–387, 129–138. [Google Scholar] [CrossRef]
- Satish Kumar, T.; Thankachan, T. Friction stir processing based surface modification of AZ31 magnesium alloy. Mater. Manuf. Process. 2023, 38, 1426–1435. [Google Scholar] [CrossRef]
- Naser, A.Z.; Darras, B.M. Experimental investigation of Mg/SiC composite fabrication via friction stir processing. Int. J. Adv. Manuf. Technol. 2017, 91, 781–790. [Google Scholar] [CrossRef]
- Bourkhani, R.D.; Eivani, A.R.; Nateghi, H.R. Through-thickness inhomogeneity in microstructure and tensile properties and tribological performance of friction stir processed AA1050-Al2O3 nanocomposite. Compos. Part B Eng. 2019, 174, 107061. [Google Scholar] [CrossRef]
- Deore, H.A.; Mishra, J.; Rao, A.G.; Bhanushali, B.D.; Hiwarkar, V.D. Utilizing Additive Friction Stir Processing to Fabricate B4C Reinforced Ti–6Al–4V Matrix Surface Composite: Microstructure Refinement and Enhancement in Mechanical Properties. Met. Mater. Int. 2022, 28, 322–335. [Google Scholar] [CrossRef]
- Thankachan, T.; Prakash, K.S.; Kavimani, V. Effect of friction stir processing and hybrid reinforcements on copper. Mater. Manuf. Process. 2018, 33, 1681–1692. [Google Scholar] [CrossRef]
- Murugarajan, A.; Srimath, N. Effect of titanium carbide reinforcement on micro structure and wear properties of annealed AA6082 by friction stir processing. Adv. Mater. Process. Technol. 2022, 8, 223–230. [Google Scholar] [CrossRef]
- Kumar, K.A.; Natarajan, S.; Duraiselvam, M.; Ramachandra, S. Synthesis, characterization and mechanical behavior of Al 3003-TiO2 surface composites through friction stir processing. Mater. Manuf. Process. 2019, 34, 183–191. [Google Scholar] [CrossRef]
- Teo, G.S.; Liew, K.W.; Kok, C.K. A Study on Friction Stir Processing Parameters of Recycled AA 6063/TiO2 Surface Composites for Better Tribological Performance. Metals 2022, 12, 973. [Google Scholar] [CrossRef]
- Rao, D.S.; Ramanaiah, N. Process parameters optimization for producing AA6061/TiB2 composites by friction stir processing. Stroj. Cas. 2017, 67, 101–117. [Google Scholar] [CrossRef]
- Prabhakara, G.V.N.B.; Kumarb, Y.V.R.S.N.P.; Kumarb, P.D.; Kumarb, B.P.; Rajub, M.G.; Naseemab, S.; Kumarc, N.R.; Jagannathamd, M.; Sunile, B.R. Producing Al5083-CNT composites by friction stir processing: Influence of grain refinement and CNT on mechanical and corrosion properties. Mater. Today Proc. 2019, 15, 44–49. [Google Scholar] [CrossRef]
- Saikrishna, N.; Reddy, G.P.K.; Munirathinam, B.; Dumpala, R.; Jagannatham, M.; Sunil, B.R. An investigation on the hardness and corrosion behavior of MWCNT/Mg composites and grain refined Mg. J. Magnes. Alloys 2018, 6, 83–89. [Google Scholar] [CrossRef]
- Huang, G.; Wu, J.; Hou, W.; Shen, Y.; Gao, J. Producing of Al–WC surface composite by additive friction stir processing. Mater. Manuf. Process. 2019, 34, 147–158. [Google Scholar] [CrossRef]
- Bajakke, P.A.; Malik, V.R.; Deshpande, A.S. Particulate metal matrix composites and their fabrication via friction stir processing—A review. Mater. Manuf. Process. 2019, 34, 833–881. [Google Scholar] [CrossRef]
- Mukherjee, M.; Mukherjee, R.; Rahul, A.; Das, D.; Datta, S. Evaluation of Ca-alloyed and HAp-reinforced magnesium matrix surface composite properties developed by friction stir processing. Mater. Manuf. Process. 2023, 39, 778–786. [Google Scholar] [CrossRef]
- Rathinasuriyan, C.; Mystica, A.; Sankar, R.; Senthil Kumar, V.S. Experimental investigation of cooling medium on submerged friction stir processed AZ31 magnesium alloy. Mater. Today Proc. 2020, 46, 3386–3391. [Google Scholar] [CrossRef]
- Sun, T.; Cao, F.; Hu, J.; Shen, Y.; Qu, X.; Xu, W. Developing Ultrafine Twinned Microstructure Enabled Excellent Strength–Ductility Synergy in Mg–Al–Zn Alloy by Submerged Friction Stir Processing. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2023, 54, 4779–4795. [Google Scholar] [CrossRef]
- Luo, X.; Cao, G.; Zhang, W.; Qiu, C.; Zhang, D. Ductility improvement of an AZ61 magnesium alloy through two-pass submerged friction stir processing. Materials 2017, 10, 253. [Google Scholar] [CrossRef]
- Luo, X.; Zhang, D.; Zhang, W.; Qiu, C. Effect of Multi-Pass Submerged Friction Stir Processing on Microstructure Evolution and Mechanical Properties of AZ61 Magnesium Plate; Advances in Materials Processing. CMC 2017. Lecture Notes in Mechanical Engineering; Springer: Singapore, 2018; Volume 32, ISBN 9789811301070. [Google Scholar]
- Chai, F.; Zhang, D.; Li, Y. Microstructures and tensile properties of submerged friction stir processed AZ91 magnesium alloy. J. Magnes. Alloys 2015, 3, 203–209. [Google Scholar] [CrossRef]
- Chai, F.; Zhang, D.; Li, Y.; Zhang, W. Microstructure evolution and mechanical properties of a submerged friction-stir-processed AZ91 magnesium alloy. J. Mater. Sci. 2015, 50, 3212–3225. [Google Scholar] [CrossRef]
- Li, Y.; Guan, Y.; Liu, Y.; Zhai, J.; Hu, K.; Lin, J. Microstructure and tensile properties of the friction stir processed LA103Z alloy. Mater. Charact. 2023, 196, 112616. [Google Scholar] [CrossRef]
- Peng, Y.; Zhang, Q.; Wen, L.; Xie, Z.; Huang, B.; Hu, S.; Tang, H.; Wei, C. An Investigation into Microstructures and Mechanical Properties of 1060 Pure Aluminum during Submerged Friction Stir Processing at a High Rotating Speed. Metals 2022, 12, 201. [Google Scholar] [CrossRef]
- Chen, Y.; Jiang, Y.; Ding, H.; Zhao, J.; Li, J. Effects of friction-stir processing with water cooling on the properties of an Al–Zn–Mg–Cu Alloy. Mater. Sci. Technol. 2018, 34, 153–160. [Google Scholar] [CrossRef]
- Huang, G.; Wu, J.; Hou, W.; Shen, Y. Microstructure, mechanical properties and strengthening mechanism of titanium particle reinforced aluminum matrix composites produced by submerged friction stir processing. Mater. Sci. Eng. A 2018, 734, 353–363. [Google Scholar] [CrossRef]
- Ai, X.; Yue, Y. Microstructure and Mechanical Properties of Friction Stir Processed A356 Cast Al under Air Cooling and Water Cooling. High Temp. Mater. Proc. 2017, 37, 693–699. [Google Scholar] [CrossRef]
- Wang, J.; Lu, Y.; Zhou, D.; Zhang, Y.; Bai, Z.; Li, X. Effects of cooling condition on microstructural evolution and mechanical properties of friction stir processed 2A14 aluminum alloy. Mater. Res. Express 2019, 6, 126577. [Google Scholar] [CrossRef]
- Chen, Y.; Jiang, Y.; Zhang, F.; Ding, H.; Zhao, J.; Ren, Z. Water Cooling Effects on the Microstructural Evolution and Mechanical Properties of Friction-Stir-Processed Al-6061 Alloy. Trans. Indian Inst. Met. 2018, 71, 3077–3087. [Google Scholar] [CrossRef]
- Mazaheri, H.; Aval, H.J.; Jamaati, R. Enhancement of the Strength–Ductility Balance in Cu–40 Pct Zn Alloy by Single Roll Drive Rolling and Cooling-Assisted Friction Stir Processing. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2023, 54, 2759–2770. [Google Scholar] [CrossRef]
- Girish, G. Effect of rapid cooling on the properties of friction stir processed AA7075. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2023, 237, 5975–5981. [Google Scholar] [CrossRef]
- Huang, L.; Paidar, M.; Mohd Zain, A.; Refaai, M.R.A.; Abdullaev, S.; Šlapáková, M. Effect of processing environment during friction stir processing of AZ31/(ZrO2 + CuO)p surface composite on the mechanical and tribological performance. J. Mater. Res. Technol. 2024, 28, 1891–1899. [Google Scholar] [CrossRef]
- Sonar, T.; Lomte, S.; Gogte, C. Cryogenic Treatment of Metal—A Review. Mater. Today Proc. 2018, 5, 25219–25228. [Google Scholar] [CrossRef]
- Trojovsky, P.; Dhasarathan, V.; Boopathi, S. Experimental investigations on cryogenic friction-stir welding of similar ZE42 magnesium alloys. Alexandria Eng. J. 2023, 66, 1–14. [Google Scholar] [CrossRef]
- Park, Z.S.; Kim, J.; Woo, Y.Y.; Lee, H.; Kim, J.H.; Moon, Y.H. Forced circulation of nitrogen gas for accelerated and eco-friendly cooling of metallic parts. Appl. Sci. 2019, 9, 3679. [Google Scholar] [CrossRef]
- Ma, M.; Lai, R.; Qin, J.; Wang, B.; Liu, H.; Yi, D.; Zhai, T. Achieving exceptionally tensile properties and damage tolerance of 5083 aluminum alloy by friction stir processing assisted by ultrasonic and liquid nitrogen field. Mater. Sci. Eng. A 2021, 806, 140824. [Google Scholar] [CrossRef]
- Rathinasuriyan, C.; Sankar, R. Wear and Corrosion Behavior of Cryogenic Friction Stir Processed AZ31B Alloy. J. Mater. Eng. Perform. 2021, 30, 3118–3128. [Google Scholar] [CrossRef]
- Wang, Y.; Fu, R.; Zhou, X.; Thompson, G.B.; Yu, Z.; Li, Y. Enhanced mechanical properties of pure copper with a mixture microstructure of nanocrystalline and ultrafine grains. Mater. Lett. 2016, 185, 546–549. [Google Scholar] [CrossRef]
- Singh Sidhu, H.; Singh, B.; Kumar, P. Effect of cryogenic treatment on corrosion behavior of friction stir processed magnesium alloy AZ91. Mater. Today Proc. 2021, 46, 10389–10395. [Google Scholar] [CrossRef]
- Cao, F.; Sun, T.; Hu, J.; Hou, W.; Huang, G.; Shen, Y.; Ma, N.; Geng, P.; Hu, W.; Qu, X. Enhanced mechanical and anticorrosion properties in cryogenic friction stir processed duplex stainless steel. Mater. Des. 2023, 225, 111492. [Google Scholar] [CrossRef]
- Wang, Y.; Fu, R.; Li, Y.; Zhao, L. A high strength and high electrical conductivity Cu-Cr-Zr alloy fabricated by cryogenic friction stir processing and subsequent annealing treatment. Mater. Sci. Eng. A 2019, 755, 166–169. [Google Scholar] [CrossRef]
- Khodabakhshi, F.; Gerlich, A.P.; Simchi, A.; Kokabi, A.H. Cryogenic friction-stir processing of ultrafine-grained Al-Mg-TiO2 nanocomposites. Mater. Sci. Eng. A 2015, 620, 471–482. [Google Scholar] [CrossRef]
- Ammouri, A.H.; Kridli, G.T.; Ayoub, G.; Hamade, R.F. Investigating the effect of cryogenic pre-cooling on the friction stir processing of AZ31B. Lect. Notes Eng. Comput. Sci. 2014, 2, 1137–1140. [Google Scholar]
- Thompson, B.; Doherty, K.; Su, J.; Mishra, R. Nano-sized grain refinement using friction stir processing. In Friction Stir Welding and Processing VII; John Wiley & Sons: Hoboken, NJ, USA, 2016; pp. 9–19. [Google Scholar] [CrossRef]
- Ramaiyan, S.; Chandran, R.; Santhanam, S.K.V. Effect of Cooling Conditions on Mechanical and Microstructural Behaviours of Friction Stir Processed AZ31B Mg Alloy. Mod. Mech. Eng. 2017, 7, 144–160. [Google Scholar] [CrossRef]
- Orozco-Caballero, A.; Álvarez-Leal, M.; Ruano, O.A.; Carreño, F. Improving the mechanical properties of a WE54 magnesium alloy through severe friction stir processing and rapid cooling. Mater. Sci. Eng. A 2022, 856, 143963. [Google Scholar] [CrossRef]
- Godasu, A.K.; Kumar, A.; Mula, S. Influence of cryocooling on friction stir processing of Al-5083 alloy. Mater. Manuf. Process. 2020, 35, 202–213. [Google Scholar] [CrossRef]
- Kumar, A.; Godasu, A.K.; Pal, K.; Mula, S. Effects of in-process cryocooling on metallurgical and mechanical properties of friction stir processed Al7075 alloy. Mater. Charact. 2018, 144, 440–447. [Google Scholar] [CrossRef]
- Esmaily, M.; Shokuhfar, A. Ultra fine grain via friction stir processing of 7075-T6 grade aluminum alloy. Defect Diffus. Forum 2010, 297–301, 1116–1121. [Google Scholar] [CrossRef]
- Kumar, A.; Pal, K.; Mula, S. Effects of cryo-FSP on metallurgical and mechanical properties of stir cast Al7075–SiC nanocomposites. J. Alloys Compd. 2021, 852, 156925. [Google Scholar] [CrossRef]
- Khorrami, M.S.; Kazeminezhad, M.; Miyashita, Y.; Saito, N.; Kokabi, A.H. Influence of ambient and cryogenic temperature on friction stir processing of severely deformed aluminum with SiC nanoparticles. J. Alloys Compd. 2017, 718, 361–372. [Google Scholar] [CrossRef]
- Tharwan, M.Y.; Hadidi, H.M. Experimental investigation on the thermal performance of a heat sink filled with PCM. Alexandria Eng. J. 2022, 61, 7045–7054. [Google Scholar] [CrossRef]
- Patel, V.; Li, W.; Liu, X.; Wen, Q.; Su, Y.; Shen, J.; Fu, B. Tailoring grain refinement through thickness in magnesium alloy via stationary shoulder friction stir processing and copper backing plate. Mater. Sci. Eng. A 2020, 784, 139322. [Google Scholar] [CrossRef]
- Mahmoud, E.R.I.; Khan, S.Z.; Aljabri, A.; Almohamadi, H.; Elkotb, M.A.; Gepreel, M.A.; Ebied, S. Free Intermetallic Cladding Interface between Aluminum and Steel through Friction Stir Processing. Crystals 2022, 12, 1413. [Google Scholar] [CrossRef]
- Patel, M.; Murugesan, J. Effect of the Tool Pin Eccentricity and Cooling Rate on Microstructure, Mechanical Properties, Fretting Wear, and Corrosion Behavior of Friction Stir Processed AA6063 Alloy. J. Mater. Eng. Perform. 2022, 31, 8554–8566. [Google Scholar] [CrossRef]
- MD, F.K.; Karthik, G.M.; Panigrahi, S.K.; Janaki Ram, G.D. Friction stir processing of QE22 magnesium alloy to achieve ultrafine-grained microstructure with enhanced room temperature ductility and texture weakening. Mater. Charact. 2019, 147, 365–378. [Google Scholar] [CrossRef]
- MD, F.K.; Panigrahi, S.K. Achieving excellent superplasticity in an ultrafine-grained QE22 alloy at both high strain rate and low-temperature regimes. J. Alloys Compd. 2018, 747, 71–82. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cooling Strategy | Advantages | Disadvantages |
|---|---|---|
| Natural air cooling | It is very simple, economical and requires no additional equipment. | Slower cooling rates, leading to variability in microstructure. |
| Water cooling | Quick cooling, easy to implement. | Thermal shock risk, possibility for corrosion |
| Air jet cooling | Quicker than natural air, reduced thermal shock. | Demands a compressed air system, slower than liquids. |
| Cryogenic cooling | Extremely quick cooling, refined and homogeneous grain structure. | Substantial costly, requires specialized equipment, and safety measures. |
| Heat sink method | Balanced cooling, fits specified geometries. | Limited to simple geometries. |
| Active cooling | Highly customizable, enhanced efficiency. | High complexity and cost, precise control needed. |
| Alloy/Composite Designation | No of Passes | Average Grain Size | Mechanical Performance | Ref. | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Before FSP | After FSP | HV before FSP | HV after FSP | Tensile Strength before FSP | Tensile Strength after FSP | Elongation before FSP | Elongation after FSP | |||
| (µm) | (µm) | (HV) | (HV) | (MPa) | (MPa) | (%) | (%) | |||
| AZ31 | 1 | 85.3 | 5.43 | 59 | 70 | 280 | 246 | 9.72 | 12.38 | [116] |
| AZ31 | 4 | 10.2 | 3.2 | 63 | 86 | 275 | 349 | 24 | 20 | [117] |
| AZ61 | 1 | - | 5.2 | 61 | 71 | 74 | 108 | 9.2 | 28.1 | [118] |
| 2 | 5.2 | 4.6 | 71 | 70 | 108 | 100 | 28.1 | 37.2 | ||
| AZ61 | 2 | - | 10.6 | 55 | 64 | 151 | 238 | 12.52 | 31.7 | [119] |
| AZ91 | 1 | 72 | 2.8 | - | - | 55 | 151 | 15.2 | 25.4 | [120] |
| AZ91 | 1 | 72 | 1.2 | 63 | 101 | 105 | 310 | 15.2 | 30.9 | [121] |
| LA103Z | 1 | 90 | 20.25 | 56 | 89.1 | 177.9 | 305.5 | 36.1 | 4.1 | [122] |
| Al 1060 | 1 | 19.71 | 0.690 | 36 | 66.3 | 70 | 95.2 | - | - | [123] |
| 2 | 0.690 | 0.686 | 66 | 52 | 95.2 | 82 | - | - | ||
| 3 | 0.686 | 5.36 | 52 | 32 | 82 | 68 | - | - | ||
| Al-7B04 (AA) | 1 | - | 1.77 | 177 | 150 | 560 | 528 | 10.3 | 13.9 | [124] |
| Al-7B04 (O) | 1 | - | 1.47 | 62 | 130 | 220 | 385 | 16.5 | 12.2 | |
| Al5083 | 3 | 27 | 1.3 | - | - | 279 | 329 | 26.3 | 28.1 | [125] |
| Al5083/Ti | 3 | 27 | 1 | - | - | 279 | 432 | 26.3 | 23.2 | |
| A356 | 1 | - | 2 | 72 | 88 | 124 | 231 | 14.15 | 1.30 | [126] |
| A2014 | 1 | - | 2.48 | 84 | 170 | 246.7 | 475 | - | 12 | [127] |
| Al 6061 (NA) | 1 | 18 | 2.6 | 95 | 74 | 264 | 215 | 14.1 | 13.6 | [128] |
| Al 6061 (O) | 1 | 18 | 2.4 | 39 | 49 | 103 | 120 | 17.2 | 12.3 | |
| Cu-Zn Plate | 1 | 48.1 | 2.9 | 107 | 118 | 166 | 371 | 39 | 10.1 | [129] |
| AA7075 | 2 | - | 3.0 | - | 104 | - | - | - | - | [130] |
| AZ31/(ZrO2 + CuO) | - | - | 4.09 | 75 | 124 | - | 161 | - | 1.2 | [131] |
| Material | Outcomes and Inferences | Ref. |
|---|---|---|
| AZ31B | -Compared to room temperature samples having a grain size of 8 µm, cryogenic samples showed more uniform grain size of 6 µm and less dispersion. -The thrust force and torque of cryogenic treated samples increased marginally by 5%, this was mainly due to the increased HV of the material because of the rapid cooling mechanism. | [142] |
| AZ31B | -LN chilling of FSP AZ31B generated smaller average grain size of about 500 nm than those produced at room temperature due to lower heat input. -The majority of the grain formations had high-angle boundaries and displayed prominent textural components. The grains’ c-axes were roughly 35–55° distant from the processing direction, indicating significant fiber textures. | [143] |
| AZ31B | -LN was as a cryogenic coolant in order to reduce the heat input generated during FSP. -Fine grain of 1.92 µm was obtained due to cryogenic FSP an improved strength (YS and UTS), ductility and HV was achieved. Cryogenic FSP produced an axial force of 5600 N when compared to in-air FSP, which produced an axial force of 3800 N. When the axial force is insufficient, there is a decrease in frictional heat production, limiting material flow and leading to defects such as lack of surface fill and wormholes. | [144] |
| WE54 | -As a cooling medium a combination of copper backing plate and LN was used to generate fine equiaxed grains with an average size ranging between 0.8 and 1.3 µm. The mean misorientation was more than 48° and was nearly equal to the Mackenzie random distribution. -When compared to the non-processed material, the YS increased by 10%, from 245 to 270 MPa and ductility values increased 3 to 30%, this was mainly due to rapid cooling during FSP. | [145] |
| Al-5083 | -A combination of LN and methanol was adopted as a cooling medium. -The static recovery and grain advancement that normally occurs inside the treated material as the tool advances was hindered using external cryogenic cooling during FSP. This led to the generation of fine recrystallized grains with a size of 2.14 µm, resulting in a notable enhancement in the HV, tensile strength, and ductility of the alloy after processing. | [146] |
| Al7075 | -This fixture consisted of a rectangular chamber with an empty space beneath the upper surface of the backing plate was fabricated. Copper was used for the fixture’s backing plate. In the course of the (FSP, a continuous flow of a chilled combination of LN and methanol was employed to circulate through the empty rectangular chamber of the backing plate. -The material subjected to cryogenic conditions demonstrated a notable grain refinement of 2.4 µm compared to the FSP conducted under non-cryogenic conditions, where the grain refinement was 4.7 µm. Similarly, an effect on mechanical properties was witnessed with an increase in HV, strength, and ductility. | [147] |
| AA7075-T6 | -This experiment resulted in the fabrication UFG (7075-T6) with an average grain size in the range of 17–25 nm, by spraying liquid N2 on both the upper and bottom sides of the workpiece during the process. -With the development of UFG an increase in HV and mechanical performance was achieved. | [148] |
| Al7075-SiC | -An indigenous fixture was fabricated that employed LN and methanol as a cooling medium. -Cryogenic FSP successfully modified the distribution of SiC nanoparticles thereby refining the matrix grain size to 2.1 µm, improved particle–matrix interface properties, and eliminated casting defects. When assessed with the as-cast state, these microstructural modifications substantially enhanced strength from 437 MPa to 552 MPa and marginal deterioration in ductility was endorsed. | [149] |
| Al-1050/SiC | -FSP with SiC nanoparticles resulted in the generation of extremely fine grain structure and the emergence of shear texture in the stir zone, indicating that the DRV, CDRX, and GDRX were the predominant grain formation phenomenon. -FSP in LN results in the formation of a finer grain structure but had no effect on texture components. | [150] |
| Cooling | Application | Recommended FSP Method |
|---|---|---|
| Air | Suitable for less sensitive materials like medium carbon low alloy steels (e.g., EN8) and Cu alloys where mild cooling is sufficient. | Air jets and forced cooling. |
| Water | Generally utilized with steel alloys and general purpose Al alloys (e.g., 6061) for automobile parts. | Water spray, immersion cooling. |
| LN | Used with Mg alloys (AZ91), Al alloys (7075) for aerospace applications requiring high strength and heat resistance. | Direct application during FSP or cryogenic bath. |
| Heat Sink | Effective for high-thermal-conductivity materials like copper-based HEAs (CuCrFeNiMn) used in electronics cooling. | Fixed heat sinks attached during FSP to control thermal gradients |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Patel, M.S.; Immanuel, R.J.; Rahaman, A.; Khan, M.F.; Jouiad, M. Critical Review on Advanced Cooling Strategies in Friction Stir Processing for Microstructural Control. Crystals 2024, 14, 655. https://doi.org/10.3390/cryst14070655
Patel MS, Immanuel RJ, Rahaman A, Khan MF, Jouiad M. Critical Review on Advanced Cooling Strategies in Friction Stir Processing for Microstructural Control. Crystals. 2024; 14(7):655. https://doi.org/10.3390/cryst14070655
Chicago/Turabian StylePatel, Md Saad, R. Jose Immanuel, Ariful Rahaman, Mohammad Faseeulla Khan, and Mustapha Jouiad. 2024. "Critical Review on Advanced Cooling Strategies in Friction Stir Processing for Microstructural Control" Crystals 14, no. 7: 655. https://doi.org/10.3390/cryst14070655