Abstract
Iron-based shape memory alloys (Fe-SMAs), traditionally manufactured, are favored in engineering applications owing to their cost-effectiveness and ease of fabrication. However, the conventional manufacturing process of Fe-SMAs is time-consuming and raw-material-wasting. In contrast, additive manufacturing (AM) technology offers a streamlined approach to the integral molding of materials, significantly reducing raw material usage and fabrication time. Despite its potential, research on AMed Fe-SMAs remains in its early stages. This review provides updated information on current AM technologies utilized for Fe-SMAs and their applications. It provides an in-depth discussion on how printing parameters, defects, and post-printing microstructure control affect the mechanical properties and shape memory effect (SME) of AMed Fe-SMAs. Furthermore, this review identifies existing challenges in the AMed Fe-SMA approach and proposes future research directions, highlighting potential areas for development. The insights presented aim to guide improvements in the material properties of AMed Fe-SMAs by optimizing printing parameters and enhancing the SME through microstructure adjustment.
1. Introduction
Shape memory alloys (SMAs) are a class of materials characterized by their unique ability to “remember” and recover their original shape after deformation [1,2,3,4]. The defining characteristics of SMAs include the shape memory effect (SME) [4,5,6,7,8,9,10] and superelastic behavior [9,11,12,13,14,15]. Extensive research has detailed these phenomena, revealing the enhanced SME from micro- to macroscopic [10,11], quasi-static to impact loading [1,2,7], and low to high temperature [13,14], and their mechanisms, which highlight the significant potential of SMAs in various applications. The SME enables these alloys to revert to a predetermined shape when subjected to certain stimuli, such as heat or stress removal, after being deformed into a temporary shape. SMAs are extensively utilized across a range of industries due to their unique properties and functional versatility as shown in Figure 1. The most common types of SMAs include Ni-Ti SMAs [14,16,17,18,19], Cu-based SMAs [5,13,20], and Fe-based SMAs (Fe-SMAs) [1,2,12,21,22,23,24]. Ni-Ti SMAs are renowned for their superior SME and superelasticity, coupled with excellent thermodynamic stability and corrosion resistance, making them widely applicable in high-demand fields such as medicine, aerospace, and robotics. Cu-based SMAs, conversely, are favored for their lower cost and faster response times, primarily finding use in refrigeration and various engineering applications. In contrast, Fe-SMAs, while exhibiting somewhat less pronounced SME and superelasticity, offer advantages in terms of cost, machinability, and high-temperature applications, positioning them as promising materials, particularly in the fields of civil engineering and structural repair. In Figure 1, the inner section highlights the dominant applications of Ni-Ti SMAs, while the outer section showcases the current applications of Fe-SMAs. For instance, a smart antenna made of Ni-Ti SMA was used on the Apollo 11 lunar module to effectively minimize the space occupied by the antenna, which was restored to its original shape through heating upon arrival at its designated location. The FlexShapeGripper [25] developed by Festo utilizes Ni-Ti SMA wires as the driving element, where electrical heating controls the shape changes for flexible gripping. Additionally, Ni-Ti SMAs can mimic biological muscle movements in bionic robots. SoFi (Soft Robotic Fish) [26], a bionic fish robot, uses Ni-Ti SMA wires to replicate the muscle movements of fish, allowing it to swim flexibly through the water. Conversely, Fe-SMAs are more predominantly used for structural strengthening [27,28,29,30,31,32,33,34], construction self-healing [35,36,37], and pipe connection [12,21,22,38], among other applications. For example, fatigue in large steel girders can be effectively solved by using Fe-SMA strips and adhesive bonding [30].
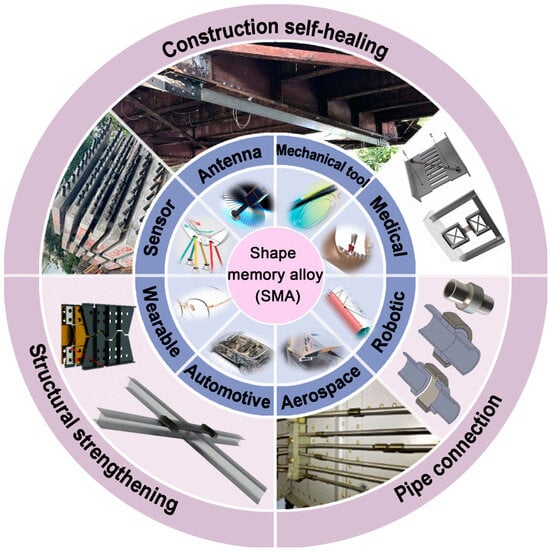
Figure 1.
Industrial applications of SMAs. The inner section illustrates the primary applications for Ni-Ti SMAs, while the outer section depicts the current applications for Fe-SMAs. Reprinted from [32,39,40,41,42,43,44,45].
Compared to traditional Ni-Ti SMAs, the lower cost of Fe-SMAs [2,3,46,47] makes them economically appealing for large-scale production, especially in additive manufacturing (AM) applications [48,49]. Additively manufactured (AMed) Fe-SMAs present significant opportunities due to their cost-effectiveness. AM technology, which constructs materials layer by layer, contrasts sharply with traditional material processing methods, enabling rapid and unrestricted fabrication of three-dimensional structures. This technology offers novel opportunities to transcend the limitations of conventional manufacturing, particularly in terms of complexity, thereby fully utilizing the exceptional functionalities of these SMAs. A comparison of the detailed steps involved in conventional and additive manufacturing is given in Figure 2. Traditionally, Fe-SMAs are produced through melting and casting [50], which typically necessitate subsequent machining processes, such as hot forging, cold rolling, and cutting, to achieve the final shape. This limits the application of Fe-SMAs to more complex structures, whereas only simple geometries, such as strips or bars are preferred to be manufactured on a large-scale to reduce costs. In contrast, the cost of powders for AMed Fe-SMAs is significantly lower than those of AMed Ni-Ti SMAs, costing only about one-fifteenth to one-twentieth as much according to material suppliers (POWDMAX, Ningbo Zhongyuan Advanced Materials Technologies Co., Ltd. http://powdmax.com). Moreover, the machinability of Fe-SMAs surpasses that of Ni-Ti SMAs in both conventional machining and AM processes. The economics of AMed Fe-SMAs are more favorable for small batches and complex shapes compared to conventional machining methods. Figure 3 presents examples of AMed Fe-SMAs with small complex structures. A delicate flower-like sample of an Fe-SMA (Figure 3a) was fabricated using AM technology and can open (Figure 3c,d) or close (Figure 3e,f) its leaves when heated [51]. A spring-like Fe-SMA sample (Figure 3b) was also prepared, which demonstrates shape morphing behavior upon heating, as well as spider-like sample (Figure 3g) exhibiting the artificial muscle effect [51].
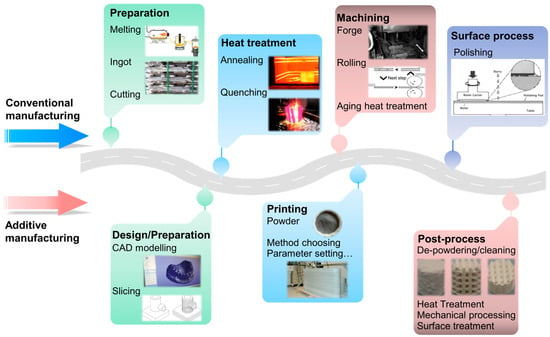
Figure 2.
A comparison of detailed typical steps between conventional and additive manufacturing for producing an Fe-SMA bar. Retrieved from [52,53,54,55,56,57,58,59,60].
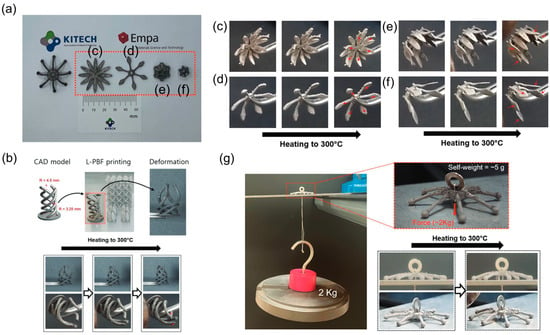
Figure 3.
Examples of AMed Fe-SMA samples with various designs [51]. (a) Appearances of samples in the as-built state. (b) Preparation of the sample with CAD and LPBF printing and its shape morphing behavior upon heating. The processes corresponding to the changes with temperature corresponding to the (c–f) samples in (a) are also described in detail. (c–f) Shape morphing upon the heating of samples with (c,d) open leaves and (e,f) closed leaves. (g) Artificial muscle effect due to the shape recovery of a spider-like LPBF-fabricated Fe-SMA sample. The arrows in the figure indicate temperatures from low to high. Reprinted from [51] by permission of Elsevier.
Although the conventional processing of Fe-SMAs is well established, AMed Fe-SMAs have begun to evolve in recent years [51,61,62,63,64,65,66,67,68,69,70,71,72,73,74,75] through composition optimization, microstructure control, and AM-technique choice and innovative applications have been developed, which will be discussed in detail later. In addition, current studies are primarily focusing on investigating the mechanical properties and underlying mechanisms of AMed Fe-SMAs. A limited number of studies have examined the performance of AMed Fe-SMAs in complex, small-scale structures [51]. Some research has explored their seismic damping effects in construction, particularly in bridges [76]. However, the variety of Fe-SMAs available for AM is currently too limited, and there are few examples of their application across different fields, which contradicts the initial purpose of AM technology. It is crucial to conduct more detailed and systematic studies on the various parameters affecting the mechanical properties of AMed Fe-SMAs. This would enable their application in more practical, large-scale uses, rather than being confined to the creation of small models and simple deformations. Although different intricate structural models, such as those shown in Figure 3, can be fabricated, it is imperative to address the pressing issue of their actual applicability.
In this review, a comprehensive overview of current AM technologies, with a detailed focus on the characteristics and applications of Fe-SMAs, is provided, as illustrated in Figure 4. First, the specific AM technologies employed for Fe-SMA will be elucidated. Next, the mechanical properties, shape memory behavior, and fatigue characteristics of AMed Fe-SMAs without any internal structure such as a designedly porous or lattice structure will be discussed in relation to various printing parameters. This includes an examination of the control of defects and microstructure post-printing. Finally, the existing challenges associated with AMed Fe-SMAs will be addressed and future research directions along with potential areas for development will be highlighted. The objective of this review is to assess the current status of AMed Fe-SMAs and provide possible directions for their future development, with an emphasis on enhancing material properties and shape memory behavior.
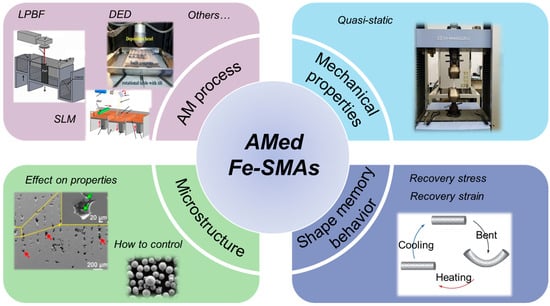
Figure 4.
Overall structure of this review comprising AM process [77,78,79], mechanical properties [80], microstructure [61,65] and shape memory behavior. Reprinted from [61,65,77,78,79,80] by permission of Elsevier, Springer.
2. Overview of Additive Manufacturing Technology for Fe-SMAs
Studies focusing on the AM of Fe-SMAs are notably limited despite the extensive application of AM techniques in metallic materials, particularly Ni-Ti-based alloys [81,82,83,84,85,86,87,88] as shown in Figure 5. Among the current studies on AMed Fe-SMAs, laser powder bed fusion (LPBF) [51,61,64,65,66,68,69,70,71,74,89,90,91,92] and direct energy deposition (DED) [75,93] are preferred, rather than selective laser melting (SLM) [94], due to severe surface cracking and low manufacturing efficiency associated with SLM when applied to AMed Fe-SMAs. The following subsections provide a brief overview of the LPBF and DED technologies, both of which have been used for fabricating Fe-SMAs. These methods are major branches of metal AM technology. While they share some similarities, there are significant differences in material supply methods, energy sources, etc. For instance, the energy source for DED is typically a laser or electron beam, whereas wire arc AM (WAAM) primarily utilizes an electric arc as its energy source.
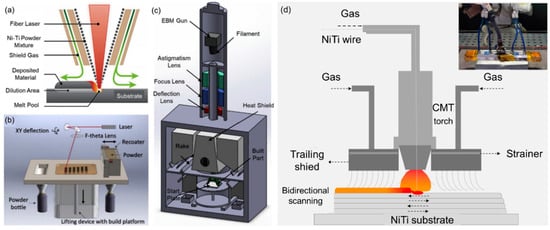
Figure 5.
The dominant methods, namely, (a) DED, (b) SLM, (c) electron beam melting (EBM), and (d) WAAM, used for the AM of Ni-Ti SMAs [82,84]. Reprinted from [82,84] by permission of Elsevier.
2.1. Laser Powder Bed Fusion (LPBF) Process
LPBF, widely known as direct metal laser sintering (DMLS) or metal LPBF (M-LPBF), begins with a digitized model segmented into layers. Figure 6 illustrates a schematic diagram of the LPBF process, alongside LPBF-fabricated Fe-SMA samples showcasing their microstructure and mechanical properties. The distinct advantages of LPBF technology make it a promising fabrication method for addressing challenging issues in SMA applications [95]. Notably, LPBF enables the production of near-net-shape complex geometries without requiring additional machining, significantly enhancing the geometric complexity of the AMed samples [96] and reducing costs. Additionally, LPBF provides superior surface finishes that limit the release of specific elements [97] and offers a high intrinsic cooling rate that aids in grain control [98]. Patriarca et al. [74] prepared an LPBF-fabricated lattice specimen (Figure 6b), which demonstrated a promising pseudoelasticity (PE) (Figure 6c,d), and exhibited approximately 2% strain recovery. Ferretto et al. [71] manufactured various shapes (Figure 3 and Figure 6e) of Fe-SMA samples by LPBF, which also showed good performance, but rough surfaces could still be observed. The potential for further performance improvements through additional steps, such as polishing to reduce the surface roughness of the AMed Fe-SMAs, is therefore a topic worth exploring. Other instances of LPBF-fabricated Fe-SMAs are also summarized in Table 1, highlighting the dominance and development of LPBF methods over the past three years.
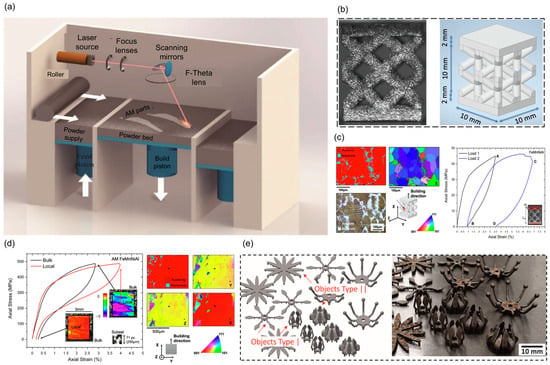
Figure 6.
(a) A schematic diagram of LPBF process [99], (b) LPBF-fabricated Fe-SMA samples [74] produced with (c) microstructure of the lattice specimen and its axial stress-strain behavior under compression test. (d) Stress-strain response of an AMed FeMnNiAl compression sample. The EBSD maps show the predominance of austenitic phase with a crystal orientation parallel to <001> along the loading direction. Traces of martensite were observed at the grain boundaries. (e) Other LPBF-fabricated samples [71]. Reprinted from [71,74,99] by permission of Elsevier and Light: Advanced Manufacturing.

Table 1.
A summary of present AMed Fe-SMAs with their AM techniques used and chemical composition, as well as printing parameters including laser power, volumetric energy density, scanning speed, and layer thickness.
2.2. Direct Energy Deposition (DED) Process
Although most research on AMed Fe-SMAs is based on LPBF, the primary applications for Fe-SMAs are currently in the construction sector, including the manufacture of pre-stressed concrete [102] and seismic isolation systems [103]. These applications typically involve larger parts with relatively simple shapes, making the DED process particularly suitable. Unlike the LPBF process, the DED process can create large components more efficiently and cost-effectively, as it does not require complex post-processing steps. Furthermore, DED is close to 10 times faster than LPBF in terms of printing speed. A schematic diagram of the DED process and an AMed Fe-SMA sample produced by DED are shown in Figure 7. In this process, metal material is deposited and simultaneously fused by intense energy delivery.
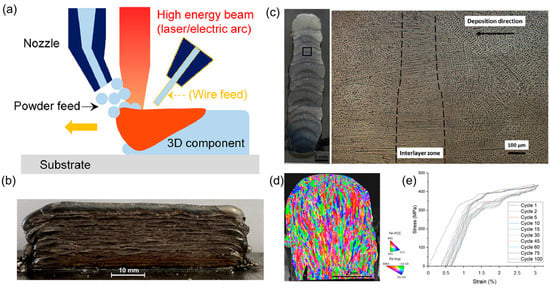
Figure 7.
(a) A schematic diagram of DED process [98], (b) DED-fabricated Fe-SMA sample [75], (c,d) its microstructure, and (e) cycling behavior. Reprinted from [75,98] by permission of Elsevier.
Felice et al. [75] investigated microstructure evolution and the mechanical/functional response of WAAM-fabricated Fe-17Mn-5Si-10Cr-4Ni-1(V,C), which presented negligible porosity and high deposition efficiency (Figure 7c,d), thereby leading to excellent mechanical performance including yield strength (~472 MPa), fracture stress (~821 MPa), and elongation (~26%). Additionally, cyclic testing (Figure 7e) demonstrated repeatable mechanical response and high absorbed energy, maximum stress, and low irrecoverable strain [75]. Nonetheless, key drawbacks of DED include the development of residual stresses [93], microstructural changes due to rapid solidification [93], and rough surfaces. These factors can significantly change the properties of Fe-SMAs, affecting SME, superelasticity, mechanical strength, and phase transformation behavior.
3. Parameters of AM Process for Fe-SMAs
3.1. Chemical Composition
The basic chemical composition of Fe-SMAs typically includes Fe as the primary element, with additions of elements such as Mn, Ni, Si, Cr, and others to tailor the SME of the alloy. Figure 8 shows the major elements added to the Fe-Mn-Si SMA system with their advantages and disadvantages. The representative Fe-Mn-Si SMA systems developed in recent years with detailed information are summarized in Table 2. The addition of specific elements can enhance the SME of AMed Fe-SMAs; for instance, the SME can be modified by a small change in Mn content [61]. The shape memory characteristics are larger for an alloy with 23.6 wt% Mn than for an alloy with 28.5 wt% Mn [61], while the effect of other elements such as Ni, Si, and Cr on the SME of AMed Fe-SMAs is still unknown. The aging-induced precipitates (V,C) and related stacking faults account for a significant improvement in SME of Fe-SMA during the AM process [92]. However, certain elements may introduce brittleness or reduce mechanical strength; for example, excessive Si can increase hardness but decrease toughness [75]. As can be seen in Table 1, the most popular chemical composition for AMed Fe-SMA is Fe-17Mn-5Si-10Cr-4Ni, which may be due to the economy of its processing. Although there may be some compositions that are not suitable for printing (yet to be reported), AMed Fe-SMAs with different compositions are worth exploring.
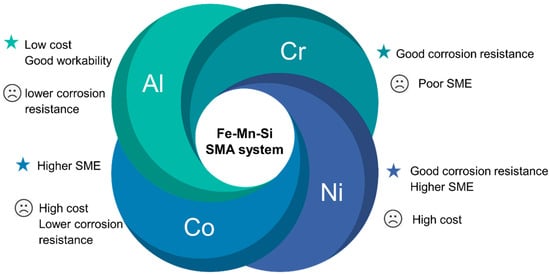
Figure 8.
The major elements added to Fe-Mn-Si SMA system with their advantages and disadvantages.
Table 2.
Representative Fe-Mn-Si SMA systems developed in recent years.
3.2. Fe-SMA Powder
For the LPBF technique, the preparation of suitable Fe-SMA powders is necessary. One common method for preparing Fe-SMA powders for AM processing is gas atomization [51,100,107]. This technique involves rapidly solidifying molten metal by spraying it into a gas environment, typically using an inert gas such as argon or nitrogen. The molten metal is forced through a nozzle where it breaks up into fine droplets due to the high velocity of the gas stream. As these droplets cool and solidify, they form spherical or nearly spherical particles with a controlled size distribution.
Gas atomization yields powders with uniform particle shapes and sizes, making them suitable for the SLM or EBM [108] processes. To be specific, uniform particle size distribution [109,110] ensures consistent layer deposition, promoting uniform melting and solidification essential for dimensional accuracy and mechanical integrity in an alloy. A spherical or near-spherical particle shape [111,112] enhances flowability and packing density, facilitating smooth powder distribution and uniform layer deposition during printing. Good powder flowability [111,113] is critical for stable and reliable printing, as it prevents powder agglomeration and ensures consistent layer thickness. Figure 9 shows SEM images of various powders for both AMed Ni-Ti SMAs and Fe-SMAs. The powder particles are all spherical, or nearly spherical in shape, with a medium particle size of around ~30 μm mostly for AMed Fe-SMAs (Figure 9i–k).
It is currently quite hard to find relevant studies on the effect of powder including powder-mix process, powder size effect, etc., on the properties of AMed Fe-SMAs. However, for AMed Ni-Ti SMAs, a number of studies [82,110,114] have shown that a smaller particle size (Figure 9a–f) and Gaussian size distribution can improve the surface quality and material properties of the formed components, as well as SME. It is questionable whether smaller and more homogeneous powder particles can improve the mechanical properties and SME for AMed Fe-SMAs. Hence, a systematic and precise experimental evaluation is required.

Figure 9.
SEM images of (a–f) Ni-Ti SMA powder and (g) schematic to-scale representation of melt pool size formed under SLM and DED processes [82]; (h) Ni-Ti SMA powder and its particle size distribution under LPBF process [115]; (i) Fe, (j) Mn, and (k) Si powders for Fe-30Mn-6Si [90]. The yellow dash bracket lines in (a–c) indicate powder agglomerations. The red circle in (f) illustrates the length scale for SLM melt pool size. Reprinted from [82,90,115] by permission of Elsevier and OAE Publishing Inc.
3.3. Printing Processing
There are many process parameters in the AM process that affect the quality and material properties of the final print, such as volumetric energy density (VED, E), scanning speed (v), layer thickness (t), laser power (LP, P), hatch distance (h), etc., as shown in Figure 10.
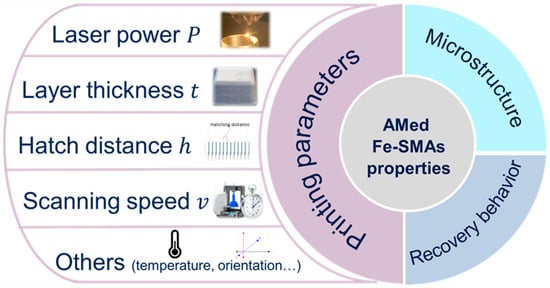
Figure 10.
Important parameters of the printing process that can affect the microstructure and shape recovery behavior of AMed Fe-SMAs.
The VED, E, can be expressed as a function of the previously mentioned parameters in accordance with the following Equation (1). The details of parameter settings for AMed Fe-SMAs are also summarized in Table 1.
Yang et al. [65] found that E significantly affects the microstructure of Fe-21Mn-5Si-9Cr-5Ni fabricated by LPBF. An increase in E promotes the formation of primary γ-austenite and the solid-phase transformation from primary δ-ferrite to γ-austenite, resulting in the formation of an almost complete γ-austenite microstructure. The residual δ-ferrite decreases with increasing E, resulting in finer grains (~6.19 µm) and reduced thermal cracking susceptibility, thus enhancing mechanical properties. The phase composition shifts towards a single-phase austenitic microstructure with higher E values, which affects the strength and ductility of the material. Kim et al. [70] reported that LP variations/E values lead to different microstructures. For example, at 420 W with an E value of 105 J/mm3, the observed microstructure is almost exclusively face-centered cubic (fcc)-γ, whereas at 380 W with an E value of 95 J/mm3, bcc-δ grains are predominantly present. Additional laser profile scanning during LPBF also affects the microstructure [70]. Due to the bcc-δ-to-fcc-γ phase transition induced by the scanning effect, the contour scanning region shows a smaller bcc-δ phase fraction [70]. Dela Cruz et al. [90] determined that different laser powers, scanning speeds, and rescanning strategies in LPBF affect the microstructure evolution. Adjustments in laser power and scanning speed affect grain size and texture, and rescanning can lead to microstructural inhomogeneities. Furthermore,Niendorf et al. [94] also found that other parameters such as the thermal gradient and solidification rate determine the transition region from columnar to equiaxed, affecting the grain structure and orientation. Meanwhile, other authors demonstrated that martensitic transformation and SME of Fe-SMAs can be affected by grain orientation [116]. Therefore, a careful selection of thermal gradient and solidification rate during the AM process could contribute to producing fabricated Fe-SMAs with excellent SME. In addition, high thermal gradients and cooling rates during SLM produce specific microstructures, such as the α-phase body-centered cubic (bcc) structure in the as-built state [94]. Unfortunately, currently, it is quite hard to find studies on the effect of layer thickness on the properties of AMed Fe-SMAs. A more comprehensive investigation into the effects of printing parameters on the properties of AMed Fe-SMAs is urgently needed.
4. Microstructure of AMed Fe-SMAs
4.1. Defects during the AM Process
The aforementioned AM techniques such as LPBF and SLM can exhibit various defects during the printing process that affect the quality and performance of Fe-SMAs. Common defects as shown in Figure 11 include porosity [117], cracking [89], surface roughness (Figure 3a and Figure 7b), lack of fusion [118], and others. These defects are caused by a variety of factors, for example, evaporation of Mn content [64,68], too low or high energy input [69], short phase transformation duration [70], low E [71], crack formation and grain structure [89], scanning speed and rescanning strategy [90], repeated heating can cooling during LPBF [92], rapid cooling rate during LDED [93], residual stress and high brittleness [94], rapid passage of the α → γ phase transformation region [72], and others.
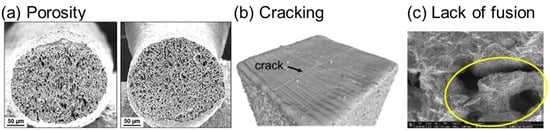
Figure 11.
Common defects such as (a) porpsity, (b) cracking, and (c) lack of fusion during the printing process that affect the quality and performance of Fe-SMAs. The yellow circle in (c) indicate the lack of fusion. Reprinted from [89,117,118] by permission of Elsevier, and MDPI.
Felice et al. [75] obtained low porosity (~1.044%) in an as-deposited Fe-17Mn-5Si-10Cr-4Ni-1(V,C) sample, which could help in reducing the occurrence of such imperfections in components manufactured via the WAAM process. Cruz et al. [90] found heat treatment increases the hardness of Fe-30Mn-6Si and optimizes the microstructure. Meanwhile, post-treatment steps reduce porosity and improve surface quality and density [90].Niendorf et al. [94] employed heat treatment steps such as dissolution at 1473 K to build up the coarse-grained microstructure that is essential for pseudoelastic behavior. They also found that annealing and aging treatments reduce internal stresses, optimize phase transition behavior, and increase material strength and hardness. Viebranz et al. [72] created a narrow heat-affected zone (HAZ) by causing rapid passage of the α-γ phase transition through direct conduction heat dissipation during the welding of the first layer. As the height of the wall structure increases, heat dissipation decreases, leading to heat buildup and a wider HAZ. Each new weld layer involves epitaxial growth and grain-selective solidification, which favors grain orientation relative to heat flux. These detailed heat treatment steps [72] illustrate the complex interplay between heat dissipation, solidification, and grain selection in Tungsten insert gas wire and arc AM, affecting the microstructure and properties of Fe-34Mn-15Al-7.5Ni.
4.2. Microstructural Control of AMed Fe-SMAs
Dela Cruz et al. [90] found the microstructure was a response to the processing conditions. For example, the microstructure of the parts produced by a high LED had a columnar and strong crystallographic texture, while in a low LED, the parts were almost equiaxed and had a weak texture.Niendorf et al. [94] controlled parameters such as E (65 J/mm3), LP (183 W), and cooling rate during the SLM process, which led to a bcc-α microstructure of Fe-SMA in the as-built state, whereas the aging treatment at 473 K leads to the evolution of coherent nanoscale β-phase precipitates. At the same time, this microstructural evolution leads to changes in grain size. Initially, the fine-grained microstructure transforms into a coarse-grained structure upon dissolution, exhibiting abnormal grain growth (AGG). The grain size increases significantly and after several heat treatment cycles, the grains grow to sizes in the centimeter range. Viebranz et al. [72] ensured that grain growth aligned parallel to the building direction by bidirectional welding. Additionally, to ensure a consistent temperature–time trajectory during cooling, the structure was fully cooled to room temperature (298 K) after each welding cycle. This method enabled the development of an anisotropic microstructure characterized by a grain length of up to 8 mm along the major axis. Figure 12 shows some results of electron backscatter diffraction (EBSD) maps with respect to (a–i) scanning speed, and (j–m) E, respectively. Finer austenite grains can be obtained at low and intermediate scanning speeds (Figure 12b,c,e,f), while grains are coarser at high scanning speeds [64]. A further investigation [65] based on a transmission electron microscope (TEM) equipped with scanning TEM (STEM) indicated that an increase in E facilitates the formation of the primary γ austenite as well as the solid phase transformation from primary δ-ferrite to γ-austenite in an LPBF-fabricated Fe-Mn-Si-CrNi SMA (Figure 13). An E higher than 194 J/mm3 is needed to achieve a nearly complete γ-austenitic microstructure. From the above, adjusting the printing parameters can easily change the microstructure of AMed Fe-SMAs, and proper printing parameters are the key to obtaining a fine and uniformly distributed microstructure.
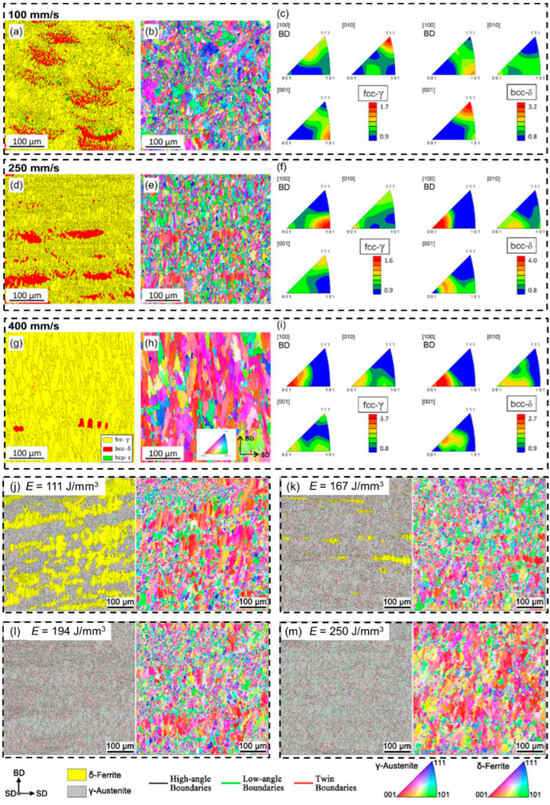
Figure 12.
EBSD maps with (a,d,g) phase, (b,c,e,f,h,i) inverse pole figure (IPF) coloring for AMed samples with different scanning speeds [64]; (j–m) EBSD phase maps containing grain boundary characters and IPF maps of LPBF-fabricated Fe-Mn-Si-Cr-Ni SMAs fabricated with different E [65]. Reprinted from [64,65] by permission of Elsevier.
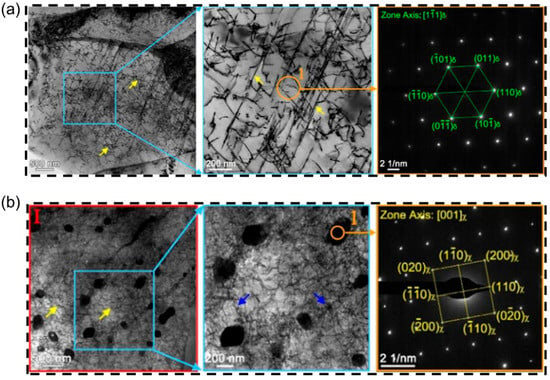
Figure 13.
Typical STEM bright-field images of the δ ferrite and selected area electron diffraction image of the area within orange circle 1 of LPBF-fabricated Fe-SMAs with an E of (a) 111 J/mm3 and (b) 250 J/mm3 [65]. A high density of dislocations is indicated by yellow arrows. The epitaxial growth of the columnar δ ferritic grains is indicated by blue arrows. Reprinted from [65] by permission of Elsevier.
5. Material Properties of AMed Fe-SMAs without Any Internal Structures
5.1. Mechanical Properties
Table 3 summarizes the mechanical properties of AMed Fe-SMAs. Figure 14 shows a comparison between stress–strain curves of AMed Fe-SMAs and conventionally manufactured Fe-SMAs. For AMed Fe-SMAs with a composition of Fe-17Mn-5Si-10Cr-4Ni-1(V, C) [75], both stress and strain are lower than those of a conventionally manufactured material [119]. However, for AMed Fe-17Mn-5Si-10Cr-4Ni [51], both stress and strain are higher compared to those of a conventionally manufactured material [120]. A significant difference between these results can be seen clearly. It is challenging to assert that AMed Fe-SMAs exhibit superior mechanical properties, as these properties are highly dependent on the specific AM techniques employed, including the selection of printing parameters. At the same time, it is possible to achieve improved mechanical properties by optimizing the printing parameters. This is supported by the observation that most AMed Fe-SMAs exhibit higher stresses and larger strains, as illustrated in Figure 14. Normally, the relationship between Young’s modulus and tensile strength is better for understanding the mechanical properties of materials. Unfortunately, the present studies on AMed Fe-SMAs rarely present any data on these two properties. Therefore, the relationships between Young’s modulus and yield stress of AMed Fe-SMAs, as compared with conventionally manufactured Fe-SMAs are illustrated in Figure 15. The details of the mechanical properties of conventionally manufactured Fe-SMAs can be found in Table A1 in the Appendix A. Although limited research has been conducted on AMed Fe-SMAs, existing data indicate that these materials exhibit slightly higher stiffness and strength compared to conventionally manufactured Fe-SMAs. It suggests that AMed Fe-SMAs may be more suitable for applications demanding high stiffness and load-carrying capacity, such as aerospace and automotive structural components. Additionally, as indicated in Table 3, the ultimate tensile strength of AMed Fe-SMAs is generally lower than that of a conventionally manufactured material (Table A1 in the Appendix A), except in the case of Fe-21Mn-5Si-9Cr-5Ni [65]. This is because a higher E value facilitates the fabrication of Fe-SMAs with excellent mechanical properties, including high yield strength (>480 MPa), and ultra-high ultimate tensile strength (>1 GPa) [65]. Due to various strengthening mechanisms [65] such as grain refinement, defect density, solute segregation, and phase particle precipitation, the LPBF-fabricated Fe-21Mn-5Si-9Cr-5Ni alloy exhibited excellent overall mechanical properties.
Moreover, AMed Fe-SMAs typically exhibit higher hardness (Table 3). Notably, the studies that show elevated maximum strain and hardness values utilized higher energy densities, as indicated in Table 1. However, it is quite difficult to determine the relationship between E values, maximum strain, and hardness from the limited literature because the effect on material properties is not solely due to individual processing parameters and a linear regression model might not be the ideal choice. The value of LP, however, has a positive effect on the hardness [69].
Table 3.
Mechanical properties of AMed Fe-SMAs.
Table 3.
Mechanical properties of AMed Fe-SMAs.
| Chemical Composition | Young’s Modulus (GPa) | Maximum Strain (%) | Ultimate Tensile Strength (MPa) | Density (g/cm3) | Yield Strength (MPa) | Hardness (Hv) | Processing Method | Ref. |
|---|---|---|---|---|---|---|---|---|
| Fe-17Mn-5Si-10Cr-4Ni | - | 54 | 840 | 230 | - | LPBF | [51] | |
| Fe-21Mn-5Si-9Cr-5Ni | - | 0.6 | 658.6 | 7.491 | - | - | LPBF | [65] |
| 2.5 | 829.9 | 609.5 | ||||||
| 10.6 | 946.8 | 553.4 | ||||||
| 18.8 | 1014.1 | 519.6 | ||||||
| 28.6 | 1068.6 | 494.9 | ||||||
| 29.9 | 1036.5 | 480.9 | ||||||
| Fe-17Mn-5Si-10Cr-4Ni-(V, C) | 141 | - | - | - | 664 | - | LPBF | [66] |
| 182 | 457 | |||||||
| 198 | 322 | |||||||
| Fe-17Mn-5Si-10Cr-4Ni-(V,C) | - | - | - | - | 750 | 460 | LPBF | [68] |
| Fe-34Mn-15Al-7.5Ni | - | - | - | - | - | 450 | LPBF | [69] |
| Fe-17Mn-5Si-10Cr-4Ni | - | 47.86 | 940 | 7.491 | 320.38 | - | LPBF | [71] |
| Fe-34Mn-14Al-7.5 Ni | - | - | - | - | - | 627 | LPBF | [89] |
| Fe-30Mn-6Si | - | - | - | 7.408 | - | 292 | LPBF | [90] |
| Fe-17Mn-5Si-10Cr-4Ni-1(V, C) | 200 | - | - | 7.48 | 400 | - | LPBF | [92] |
| Fe-20Mn-6Si-9Cr-5Ni | - | 43 | 933 | - | - | - | LDED | [93] |
| Fe-17Mn-5Si-10Cr-4Ni-1(V, C) | - | 26 | 821 | 7.4 | 472 | - | DED | [75] |
| Fe-34Mn-14Al-7.5Ni | - | - | - | - | - | 420 | SLM | [94] |
| Fe-17Mn-5Si-10Cr-4Ni-1(V, C) | 166 | - | - | - | 408 | - | LPBF | [107] |
| Fe-17Mn-5Si-10Cr-4Ni | - | 43.3 | 928.5 | - | 297 | - | LPBF | [101] |

Figure 14.
(a) Comparison between stress–strain curves of AMed Fe-SMAs and conventionally manufactured Fe-SMAs; (b) AMed Fe-SMA sample [75]; (c) AMed with different directions, where the vertical result is used and shown in figure (a) [51]; (d) photos of Fe-SMA fixed on the testing machine with heating system [119]. Reprinted from [51,75,119,120] by permission of Elsevier.

Figure 15.
Relationships between Young’s modulus and yield stress of AMed Fe-SMAs [66,92,107] compared with conventionally manufactured Fe-SMAs. The circles with different colors indicate the possible ranges of the data. The details of the mechanical properties of the conventionally manufactured Fe-SMAs can be found in Table A1 in the Appendix A.
Fatigue resistance is also one of the important properties of AMed Fe-SMAs. However, there is a scarcity of studies investigating the fatigue properties of AMed Fe-SMAs. Nonetheless, as mentioned above, Viebranz et al. [72] obtained a grain growth parallel to the building direction by bidirectional welding. However, this enhanced grain growth reduces the grain boundary surfaces, lowering susceptibility to functional fatigue during loading tests. The competitive growth of individual grains therefore leads to the formation of high-angle grain boundaries when grains with high misorientations collide, which also reduces fatigue resistance. Other studies on the fatigue resistance of AMed Ni-Ti SMAs [121] and austenitic stainless steel [122] have demonstrated that microstructural defects significantly reduce the fatigue life of the AMed samples. Therefore, it can be inferred that microstructural defeats may also affect AMed Fe-SMAs. The location, shape (irregular or spherical shape), and size of the defects were the major factors affecting the fatigue resistance [121] of AMed samples. Unfortunately, there is no specific data available for AMed Fe-SMAs. As a next step, the fatigue properties of AMed Fe-SMAs, as a crucial characteristic, should be investigated. The influence of various factors, including printing parameters and microstructure, on these fatigue properties has to be thoroughly elucidated.
5.2. Shape Memory Behavior
For AMed Fe-SMAs, shape memory behavior such as recovery strain or recovery stress is a necessary characteristic to examine. Figure 16 shows schematic diagrams of (a) recovery strain behavior, and (b) recovery stress behavior of Fe-SMAs. As shown in Figure 16a, after being loaded with a pre-strain and unloaded, the sample is then heated up to a high temperature to activate reverse martensitic transformation. The red arrow in the figure shows the so-called recovery strain. For recovery stress behavior, as shown in Figure 16b, the sample is loaded to a pre-strain (εpre) and then unloaded. In the next step, the sample is heated while it is restrained at both ends (path 3). The heating process first produces a compression in the restrained Fe-SMA as thermal expansion dominates initially and is then surpassed by reverse martensitic transformation. Upon cooling, tensile stresses are further generated in the sample because of the thermal contraction. Finally, a recovery stress is generated in the sample.
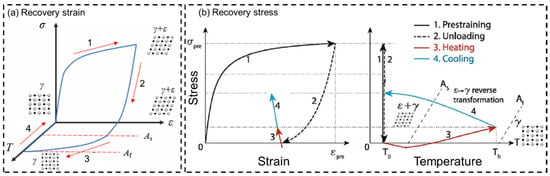
Figure 16.
Schematic diagrams of (a) recovery strain behavior, and (b) recovery stress behavior [123] of Fe-SMAs. Reprinted from [123] by permission of Elsevier.
Table 4 shows the shape recovery properties of AMed Fe-SMAs. Shape recovery properties of representative conventionally manufactured Fe-SMAs are also summarized in Table A2 in the Appendix A. For a more visual comparison, recovery strain with respect to different pre-strains of AMed Fe-SMAs and conventionally manufactured Fe-SMAs are plotted in Figure 17. As previously discussed, better shape recovery behavior was also attributed to different factors. For example, higher laser power leads to an increase in the volume fraction of the fcc-γ phase, which enhances SME [70]. Liu et al. [93] attributed the improvement in SME to the large number of stacking faults distributed in an LDED Fe-SMA. The larger the stacking fault density, the smaller the driving force required for stress-induced martensite. The more ε-martensite is produced under the same stress conditions, the more it benefits the improvement in shape memory performance [93,124]. In addition, recovery strain can be improved when the loading direction is parallel to the print direction [71].
Table 4.
Shape recovery properties of AMed Fe-SMAs.
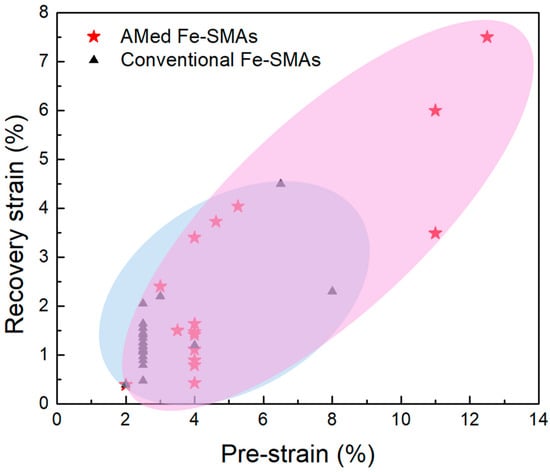
Figure 17.
Recovery strain with respect to different pre-strains of AMed Fe-SMAs and conventionally manufactured Fe-SMAs.
Furthermore, proper heat treatment and aging time could also enhance SME [91,92]. Kim et al. [67] found that heat treatment temperatures lower than 1073 K are not sufficient to completely undergo phase transformation from bcc-δ to fcc-γ, whereas temperatures higher than 1073 K lead to grain growth and thickening of hexagonal close-packed (hcp)-ε phases. The latter has a severely negative effect on shape memory. Furthermore, heat treatment at 1073 K for more than 3 h leads to σ-phase formation, which also negatively affects the SME by changing the chemical composition of the fcc-γ matrix [67]. The SME along the building direction (BD), is higher than that along the laser scanning direction (SD) and at 45° to the SD (45 SD). The higher SME along the BD is attributed to the {110} texture in the plane normal to the BD, whereas almost random but weak {111} and {100} textures are observed in the SD and 45 SD. Furthermore, TEM images revealed that a high stacking fault density and very thin hcp-ε phase are formed in the heat-treated sample [67], which explains the higher SME regardless of direction, compared with conventionally fabricated Fe-SMAs with a similar composition. Additionally, for conventionally manufactured Fe-SMAs, SME is greatly improved by the shape memory training process. Therefore, it is possible that the higher SME of AMed Fe-SMAs could be similarly enhanced by a training process.
6. Applications of AMed Fe-SMAs
Wang et al. [125] summarized the application of Fe-SMAs in smart steel structures, including the applications in AM fields. Conventional processed Fe-SMAs are commonly used for bridge reinforcement, pipe connections, and building vibration damping. In all of these applications, conventionally processed Fe-SMAs could potentially be replaced by AMed Fe-SMAs owing to advantages such as better SME and ease of manufacture. Recently, Fe-SMA walls [62] have been fabricated using the WAAM process as shown in Figure 18. A mono-stable architecture combined with an AMed Fe-SMA can result in advanced functionalities in terms of recoverability and energy absorption and dissipation [62].
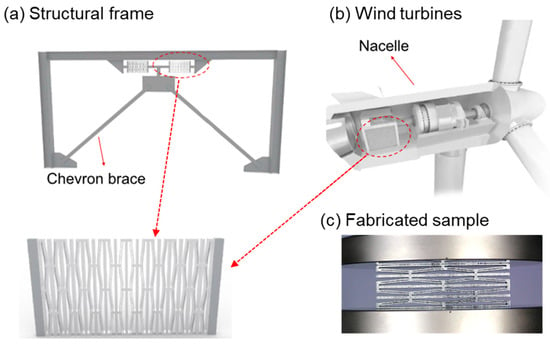
Figure 18.
Illustration of a few real-world applications of AMed Fe-SMAs, such as (a) vibration isolation for resilient buildings and construction, and (b) passive dampers for wind turbine nacelles, as well as (c) an actual AMed sample. Reprinted from [62] by permission of Elsevier.
7. Current Issues and Future Expectations
7.1. Current Issues and Challenges
AMed Fe-SMAs present several notable technical challenges and material issues that impede their widespread adoption and optimized performance. One key challenge lies in achieving precise control over the microstructure and phase transformation behavior during the AM process. Fe-SMAs are sensitive to thermal history and cooling rates, which can influence their transformation temperatures and mechanical properties. Inaccurate control of printing parameters such as laser power, scanning speed, and layer thickness can result in undesirable microstructures and phase compositions, leading to compromised shape memory and fatigue properties. Moreover, it remains unclear whether optimization efforts will compromise the current mechanical properties of AMed Fe-SMAs.
Another significant challenge is the limited availability of Fe-SMA powders with tailored compositions suitable for AM techniques. The availability of high-quality and atomized Fe-SMA powders with controlled particle size distribution and chemical composition is crucial for achieving consistent printing outcomes.
Furthermore, as mentioned above, AMed Ni-Ti SMAs were developed a long time ago and are widely used in the biomedical, aerospace, and other fields, whereas, AMed Fe-SMAs are still in the early stages of development, while AMed Cu-SMAs have not been studied much. Thus, the comparison of physical and mechanical characteristics of only AMed Fe-SMAs and Ni-Ti SMAs is summarized in Table 5. Figure 19 presents a comparison of the various properties of AMed Fe-SMAs and Ni-Ti SMAs after quantification according to Table 5. Higher density, higher negative Poisson’s ratio, and higher Young’s modulus of AMed Fe-SMAs have led to their limited applications. Although the enhanced SME of AMed Fe-SMAs is still not comparable to that of Ni-Ti SMAs, their cost is much lower. Therefore, it is reasonable to ask whether the application of existing AMed Fe-SMAs will increase. Alternatively, the focus may involve the exploration of novel compositions of AMed Fe-SMAs to enhance overall performance.
Table 5.
Comparison of physical and mechanical characteristics of AMed Fe-SMAs and AMed Ni-Ti SMAs.
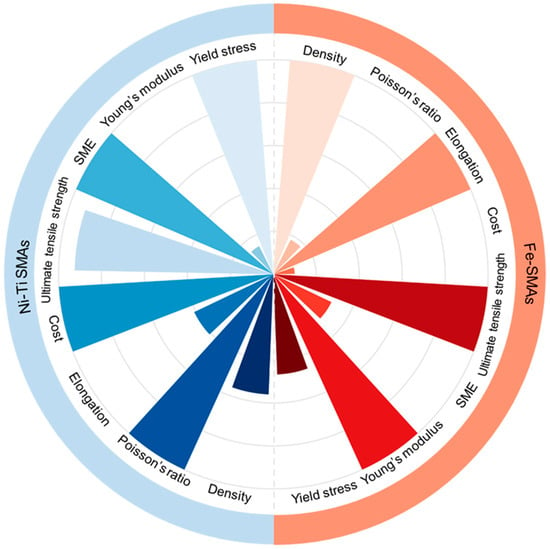
Figure 19.
Comparison of various properties of AMed Fe-SMAs and Ni-Ti SMAs. The level of quantification is based on the ratios presented in Table 5.
7.2. Future Expectations
The development of AMed Fe-SMAs is poised for significant advancement and diversification across various industries. One crucial area of focus is the diversification of AMed Fe-SMA types. As indicated in Table 1, Table 3, and Table 4, the range of available AMed Fe-SMA compositions remains limited. Therefore, it is imperative to expand the scope by exploring additional Fe-SMA compositions with varying alloy compositions to investigate their unique properties, including shape memory characteristics and fatigue properties. In addition, in larger-scale applications such as architecture, further research should be conducted on the fabrication of Fe-SMAs based on DED technology.
The second notable trend is the refinement of printing processes and material compositions tailored specifically for AMed Fe-SMAs. Research efforts should focus on optimizing printing parameters, such as laser power settings and scanning strategies, to achieve precise control over microstructure and phase transformations. Furthermore, advancements in alloy design and powder metallurgy techniques will enable the development of novel Fe-SMA compositions with enhanced mechanical properties and tailored functionalities optimized for AM processes. Considering various application environments, for example, as an alternative to car bumpers and airplane tail fins, bridge reinforcement, etc., the mechanical properties and SME of AMed Fe-SMAs under impact loading should also be further elucidated [2,133,134,135]. As reported in a previous study, it is found [136] that the impact toughness and mechanical strength of AMed stainless steel 316L are heavily dependent on layer thickness. Optimal results are achieved with thinner layers, though printing orientation can adversely affect these properties. Therefore, it is crucial to carefully optimize both layer thickness and printing orientation to maximize the performance of AMed Fe-SMAs.
Moreover, advancements in post-processing methodologies, such as heat treatment and surface finishing techniques, will play a pivotal role in enhancing the mechanical and functional properties of AMed Fe-SMAs. Tailored heat treatment processes can optimize microstructures and phase compositions, while surface treatments can improve wear resistance and biocompatibility. Combining this with the shape memory training process is expected to further improve the SME of AMed Fe-SMAs.
Furthermore, the fabrication of complex structures with optimal mechanical properties, which are challenging to achieve through conventional manufacturing, will be enabled by the use of AMed Fe-SMAs. Additionally, the development of structures with negative Poisson’s ratio [137] and other metamaterial properties [138,139] will pave the way for advanced shock absorbers, protective equipment, and more. After optimizing the performance of AMed Fe-SMAs, it is competitive to employ AMed Fe-SMAs with a lower price instead of conventionally manufactured or even AMed Ni-Ti SMAs. To date, it is still difficult to replace Ni-Ti SMAs with AMed Fe-SMAs; with more in-depth exploration and improvement, it is anticipated that it will be possible to apply AMed Fe-SMAs in aviation in the future. For example, some possible applications of AMed Fe-SMAs in airplanes as shown in Figure 20 will be expected.
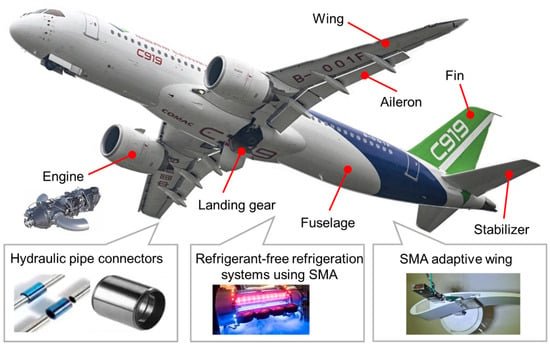
Figure 20.
Some possible applications of AMed Fe-SMAs in airplanes [3]. Reprinted from [3] by permission of Elsevier.
8. Conclusions
This work discussed the characteristics and applications of AMed Fe-SMAs. The specific AM technologies employed for Fe-SMAs, including LPBF and DED, were introduced. The mechanical properties, shape memory behavior, and fatigue characteristics of AMed Fe-SMAs in relation to varying printing parameters, as well as the defects and microstructure control after printing were discussed. Although research on AMed Fe-SMAs remains in its nascent stages, preliminary findings suggest that they exhibit marginally superior mechanical properties and shape memory performance relative to conventionally manufactured Fe-SMAs. Notably, the potential for enhancement through compositional adjustments or application of the shape memory training process is promising. However, the fatigue properties of AMed Fe-SMAs have yet to be thoroughly investigated, indicating existing limitations in their application. Finally, the current problems of AMed Fe-SMAs, the future research direction of AMed Fe-SMAs, and the areas that may be developed were discussed.
Author Contributions
Conceptualization, methodology, Q.S. and B.C.; data curation, Q.S.; validation, B.C.; writing—original draft preparation, Q.S., B.C., M.D. and X.T.; writing—review and editing, Q.S., B.C., X.T. and T.I. All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported by the National Natural Science Foundation of China (No. 12302190), the Fundamental Research Funds for the Central Universities (No. G2022WD01028), (No. G2024KY05105), and the Science Foundation of the National Key Laboratory of Science and Technology on Advanced Composites in Special Environments (No. JCKYS2023603C018).
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Conflicts of Interest
The authors declare no conflicts of interest.
Appendix A
Appendix A.1. Mechanical Properties of Conventionally Manufactured Fe-SMAs
In Table A1, the chemical composition of conventionally manufactured Fe-SMAs and their mechanical properties including Young’s modulus, maximum strain, ultimate tensile strength, density, yield stress, and hardness are provided as a comparison.
Table A1.
Mechanical properties of conventionally manufactured Fe-SMAs.
Table A1.
Mechanical properties of conventionally manufactured Fe-SMAs.
| Chemical Composition | Young’s Modulus (GPa) | Maximum Strain (%) | Ultimate Tensile Strength (MPa) | Density (g/cm3) | Yield Strength (MPa) | Hardness (Hv) | Ref. |
|---|---|---|---|---|---|---|---|
| Fe-17Mn-5Si-10Cr-4Ni-1(V, C) | 200 | 15.4 | 993 | - | 310 | 316 | [140,141] |
| Fe-Mn-Si system | 170 | 16–30 | 680–1000 | 7.2–7.5 | 200–300 | 190–220 | [142] |
| Fe-17Mn-5Si-10Cr-4Ni-1(V, C) | 192 | 30 | 900 | - | 403 | - | [143] |
| Fe-17Mn-5Si-10Cr-4Ni-1(V,C) | 173 | 54.9 | 1015 | - | 546 | - | [119] |
| Fe-28Mn-6Si-5Cr | 170 | - | - | - | 250 | - | [144] |
| Fe-28Mn-6Si-5Cr-0.5NbC | 193 | - | - | - | 270 | - | [145] |
| Fe-17Mn-5Si-10Cr-4Ni-1(V,C) | 160 | 40–50 | 1000 | - | 500 | - | [123] |
| Fe–17Mn–5Si–10Cr–4Ni–1(V,C) | 160 | 53.47 | 1000.75 | - | 538 | - | [146] |
| Fe-15Mn-5Si-9Cr-5Ni | 123.6 | 16 | 880 | - | 420 | - | [147] |
| Fe-17Mn-5Si-10Cr-4Ni-1(V,C) | 200 | - | - | - | 350 | - | [148] |
| Fe-17Mn-5Si-10Cr-4Ni-1(V,C) | 160 | 530 | [50] | ||||
| Fe-14Mn-6Si-9Cr-5Ni | 178 | 70.5 | 788 | - | 258 | [149] |
Appendix A.2. Shape Recovery Properties of Conventionally Manufactured Fe-SMAs
Table A2 shows the shape recovery properties such as recovery strain and recovery stress of various conventionally manufactured Fe-SMAs with different pre-strain and loading modes.
Table A2.
Shape recovery properties of conventionally manufactured Fe-SMAs.
Table A2.
Shape recovery properties of conventionally manufactured Fe-SMAs.
| Chemical Composition | Pre-Strain | Loading Mode | Recovery Strain (%) | Recovery Stress (MPa) | Ref. |
|---|---|---|---|---|---|
| Fe–19Mn–5Si–8Cr–5Ni | 4.5 | Bending | - | 460 | [150] |
| Fe–16Mn–5Si–10Cr–4Ni–1(V, N) | 4 | Bending | - | 500 | [151] |
| Fe–15Mn–4Si–8Cr–4Ni–0.18C | 8 | Bending | 2.3 | 565 | [152] |
| Fe–13Mn–5Si–9Cr–7Ni–0.03C | 6.5 | Bending | 4.5 | - | [153] |
| Fe–17Mn–5Si–10Cr–4Ni–1(V,C) | 4 | Tension | 1.2 | 580 | [50] |
| Fe-17Mn-5Si-10Cr-4Ni-1(V,C) | 2 | Tension | - | 372 | [119] |
| Fe-28Mn-6Si | 2.5 | Tension | 0.47 | - | [154] |
| Fe-30Mn-6Si | 1.08 | ||||
| Fe-32Mn-6Si | 1.17 | ||||
| Fe-26Mn-6Si-5Cr | 0.79 | ||||
| Fe-28Mn-6Si-5Cr | 1.26 | ||||
| Fe-30Mn-6Si-5Cr | 1.25 | ||||
| Fe-25Mn-6Si-7Cr | 0.89 | ||||
| Fe-27Mn-6Si-7Cr | 1.18 | ||||
| Fe-29Mn-6Si-7Cr | 1.06 | ||||
| Fe-18Mn-5Si-8Cr-5Ni | 1.11 | ||||
| Fe-20Mn-5Si-8Cr-5Ni | 2.05 | ||||
| Fe-22Mn-5Si-8Cr-5Ni | 1.41 | ||||
| Fe-14Mn-6Si-9Cr-5Ni | 0.97 | ||||
| Fe-15Mn-6Si-9Cr-5Ni | 1.11 | ||||
| Fe-16Mn-6Si-9Cr-5Ni | 1.55 | ||||
| Fe-11Mn-5Si-12Cr-7Ni | 1.35 | ||||
| Fe-13Mn-5Si-12Cr-7Ni | 1.64 | ||||
| Fe-16Mn-5Si-12Cr-5Ni | 1.45 | ||||
| Fe–17Mn–5Si–10Cr–4Ni–1(V,C) | 2 | Tension | 0.39 | 392.7 | [146] |
| Fe-29.9Mn-6Si | 3 | Tension | 2.2 | - | [155] |
References
- Cao, B.; Iwamoto, T. A New Method to Measure Volume Resistivity during Tension for Strain Rate Sensitivity in Deformation and Transformation Behavior of Fe-28Mn-6Si-5Cr Shape Memory Alloy. Int. J. Mech. Sci. 2018, 146–147, 445–454. [Google Scholar] [CrossRef]
- Cao, B.; Iwamoto, T. An Experimental Investigation on Rate Dependency of Thermomechanical and Stress-Induced Martensitic Transformation Behavior in Fe-28Mn-6Si-5Cr Shape Memory Alloy under Compression. Int. J. Impact Eng. 2019, 132, 103284. [Google Scholar] [CrossRef]
- Mohd Jani, J.; Leary, M.; Subic, A.; Gibson, M.A. A Review of Shape Memory Alloy Research, Applications and Opportunities. Mater. Des. 2014, 56, 1078–1113. [Google Scholar] [CrossRef]
- Zhang, R.; Sun, D.; Ji, C.; Chen, Y.; Zhang, X.; Dong, Z. Shape Memory Effect and Martensitic Transformation in Fe–Mn–Al–Ni Alloy. Metals 2022, 12, 247. [Google Scholar] [CrossRef]
- Wang, H.; Huang, H.; Xie, J. Effects of Strain Rate and Measuring Temperature on the Elastocaloric Cooling in a Columnar-Grained Cu71Al17.5Mn11.5 Shape Memory Alloy. Metals 2017, 7, 527. [Google Scholar] [CrossRef]
- Iwamoto, T.; Nishikori, K.; Fujita, K. An Experimental Evaluation for Rate Sensitivity of Fe-28Mn-6Si-5Cr Shape Memory Alloy under Bending Deformation. Tetsu Hagane 2015, 101, 400–405. [Google Scholar] [CrossRef][Green Version]
- Iwamoto, T.; Fujita, K. An experimental study on rate-sensitive tensile deformation behaviour of Fe-based shape memory alloy. MATEC Web Conf. 2015, 33, 04003. [Google Scholar] [CrossRef]
- Fujita, K.; Nishikori, K.; Iwamoto, T. An Estimation of Joint Strength by Using Fe-Based Shape Memory Alloy Subjected to Bending Deformation at Various Deformation Rate. Key Eng. Mater. 2014, 626, 228–233. [Google Scholar] [CrossRef]
- Evirgen, A.; Ma, J.; Karaman, I.; Luo, Z.P.; Chumlyakov, Y.I. Effect of Aging on the Superelastic Response of a Single Crystalline FeNiCoAlTa Shape Memory Alloy. Scr. Mater. 2012, 67, 475–478. [Google Scholar] [CrossRef]
- Fu, H.; Zhao, H.; Zhang, Y.; Xie, J. Enhancement of Superelasticity in Fe-Ni-Co-Based Shape Memory Alloys by Microstructure and Texture Control. Procedia Eng. 2017, 207, 1505–1510. [Google Scholar] [CrossRef]
- Stanford, N.; Dunne, D.P. Martensite/Particle Interactions and the Shape Memory Effect in an Fe–Mn–Si-Based Alloy. J. Mater. Sci. 2007, 42, 4334–4343. [Google Scholar] [CrossRef]
- Cao, B.; Sun, Q.; Iwamoto, T. Bending Fracture Strength of the Pipe Joint Using Iron-Based Shape Memory Alloy (Fe-SMA) Subjected to Different Expansion Methods at Various Deformation Rates. Eng. Struct. 2022, 267, 114669. [Google Scholar] [CrossRef]
- Liu, J.; Chen, Z.H.; Huang, H.; Xie, J. Microstructure and Superelasticity Control by Rolling and Heat Treatment in Columnar-Grained Cu-Al-Mn Shape Memory Alloy. Mater. Sci. Eng. A 2017, 696, 315–322. [Google Scholar] [CrossRef]
- Ahadi, A.; Ghorabaei, A.S.; Shirazi, H.; Nili-Ahmadabadi, M. Bulk NiTiCuCo Shape Memory Alloys with Ultra-High Thermal and Superelastic Cyclic Stability. Scr. Mater. 2021, 200, 113899. [Google Scholar] [CrossRef]
- Ma, J.; Kockar, B.; Evirgen, A.; Karaman, I.; Luo, Z.P.; Chumlyakov, Y.I. Shape Memory Behavior and Tension–Compression Asymmetry of a FeNiCoAlTa Single-Crystalline Shape Memory Alloy. Acta Mater. 2012, 60, 2186–2195. [Google Scholar] [CrossRef]
- Grigorieva, V.; Danilov, A.; Razov, A. Thermo-Mechanical Properties of an NiTi-Shape Memory Alloy after Dynamic Loading. Acta Phys. Pol. A 2015, 128, 592–597. [Google Scholar] [CrossRef]
- Orgéas, L.; Favier, D. Stress-induced martensitic transformation of a NiTi alloy in isothermal shear, tension and compression. Acta Mater. 1998, 46, 5579–5591. [Google Scholar] [CrossRef]
- Lin, P.H.; Tobushi, H.; Tanaka, K.; Hattori, T.; Ikai, A. Influence of strain rate on deformation properties of TiNi shape memory alloy. JSME Int. J. Ser. A Mech. Mater. Eng. 1996, 39, 117–123. [Google Scholar] [CrossRef]
- Liu, S.W.; Song, X.Y.; Li, Y.F.; Yu, Y.; Ye, W.J.; Hui, S.X. Effect of Annealing on the Microstructure, Texture, and Properties of Cold-Rolled Ti50Ni47Fe3 Shape Memory Alloy Sheets. Crystals 2024, 14, 360. [Google Scholar] [CrossRef]
- Nithyanandh, G.; Yogeshwaran, S.K.; Santosh, S. Preparation, Characterization and Dynamic Mechanical Analysis of CuZnAl Shape Memory Alloys. Mater. Today Proc. 2023, 72, 2476–2479. [Google Scholar] [CrossRef]
- Cao, B.; Iwamoto, T. A Strength Prediction of Joints by Fe-Mn-Si-Cr Shape Memory Alloy through Strain Monitoring during Pre-Processes Including Diameter Expansion and Tightening by Heating. Eng. Fract. Mech. 2023, 284, 109234. [Google Scholar] [CrossRef]
- Cao, B.; Sun, Q.; Iwamoto, T. Effect of Deformation Rate on the Axial Joint Strength Made of Fe-SMA. J. Constr. Steel Res. 2022, 191, 107193. [Google Scholar] [CrossRef]
- Sun, Q.; Cao, B.; Iwamoto, T.; Suo, T. Effect of Impact Deformation on Shape Recovery Behavior in Fe-Mn-Si Shape Memory Alloy under Shape Memory Training Process with Cyclic Thermo-Mechanical Loading. Sci. China Technol. Sci. 2021, 64, 1389–1400. [Google Scholar] [CrossRef]
- Sun, Q.; Cao, B.; Iwamoto, T. Whole Martensitic Transformation Process in Fe–Mn–Si–Cr Shape Memory Alloy by Improved Characterization of Volume Resistivity. J. Mater. Res. Technol. 2023, 25, 2061–2074. [Google Scholar] [CrossRef]
- FlexShapeGripper. Available online: https://www.festo.com/us/en/e/about-festo/research-and-development/bionic-learning-network/highlights-from-2015-to-2017/flexshapegripper-id_33444/ (accessed on 19 August 2024).
- Chen, X.; Ning, K.; Shigemune, H.; Sawada, H. An Untethered Soft Robotic Fish Using SMA Wires and Its Performance Analysis. Int. J. Mechatron. Autom. 2021, 8, 229–240. [Google Scholar] [CrossRef]
- Chen, L.; Qiang, X.; Sun, P.; Zhang, S.; Jiang, X. Experimental and Theoretical Study on Flexural Behavior of Prestressed Concrete Beams Strengthened by CFRP Tendons with External Unbonded Retrofit System. J. Build. Eng. 2024, 89, 109301. [Google Scholar] [CrossRef]
- Shu, Y.; Qiang, X.; Jiang, X.; Li, Y. Experimental and Theoretical Study on Mechanical Performance of Fe-SMA/Steel Single Lap Joints. Thin-Walled Struct. 2024, 199, 111824. [Google Scholar] [CrossRef]
- Chen, Z.Y.; Gu, X.L.; Zhao, X.L.; Ghafoori, E.; Yu, Q.Q. Fatigue Tests on Fe-SMA Strengthened Steel Plates Considering Thermal Effects. J. Struct. Eng. 2022, 149, 3. [Google Scholar] [CrossRef]
- Wang, S.; Su, Q.; Jiang, X.; Michels, J.; Ghafoori, E. Fully Bonded Iron-Based Shape Memory Alloy for Retrofitting Large-Scale Bridge Girders: Thermal and Mechanical Behavior. Structures 2024, 65, 106710. [Google Scholar] [CrossRef]
- Yu, Q.Q.; Chen, Z.Y.; Gu, X.L.; Xiao, X.W.; Zhang, W.P.; An, Y.H. Experimental Study on Stress Recovery Behavior of Fe-SMA Subjected to Multi-Activation. In Life-Cycle of Structures and Infrastructure Systems; CRC Press: Boca Raton, FL, USA, 2023; ISBN 978-1-00-332302-0. [Google Scholar]
- Zhang, Z.-X.; Zhang, J.; Wu, H.; Ji, Y.; Kumar, D.D. Iron-Based Shape Memory Alloys in Construction: Research, Applications and Opportunities. Materials 2022, 15, 1723. [Google Scholar] [CrossRef]
- Li, L.; Chatzi, E.; Czaderski, C.; Ghafoori, E. Influence of Activation Temperature and Prestress on Behavior of Fe-SMA Bonded Joints. Constr. Build. Mater. 2023, 409, 134070. [Google Scholar] [CrossRef]
- Li, L.; Chen, T.; Gu, X.L.; Ghafoori, E. Heat Activated SMA-CFRP Composites for Fatigue Strengthening of Cracked Steel Plates. J. Compos. Constr. 2020, 24, 6. [Google Scholar] [CrossRef]
- Wang, S.; Su, Q.; Jiang, X.; Li, L.; Motavalli, M.; Ghafoori, E. Self-Prestressing Bonded Patches Using Fe-SMA and CFRP for Lifetime Extension of Fatigue-Cracked Steel Details. Constr. Build. Mater. 2024, 443, 137690. [Google Scholar] [CrossRef]
- Qiang, X.; Chen, L.; Jiang, X. Achievements and Perspectives on Fe-Based Shape Memory Alloys for Rehabilitation of Reinforced Concrete Bridges: An Overview. Materials 2022, 15, 8089. [Google Scholar] [CrossRef] [PubMed]
- Vahedi, M.; Zolfagharysaravi, S.; Ebrahimian, H.; Saiid Saiidi, M. Experimental-Analytical Investigation of Accelerated Bridge Construction Concrete Columns with Self-Centering Fe-SMA Bars Subjected to near-Fault Ground Motions. Eng. Struct. 2024, 299, 117127. [Google Scholar] [CrossRef]
- Li, J.C.; Lü, X.X.; Jiang, Q. Shape Memory Effects in an Fe14Mn6Si9Cr5Ni Alloy for Joining Pipe. ISIJ Int. 2000, 40, 1124–1126. [Google Scholar] [CrossRef]
- Vůjtěch, J.; Ryjáček, P.; Matos, J.C.; Ghafoori, E. Iron-Based shape memory alloy for strengthening of 113-Year bridge. Eng. Struct. 2021, 248, 113231. [Google Scholar] [CrossRef]
- Niccoli, F. Shape Memory Alloy (SMA) Connectors. CERN 2024. Available online: https://indico.cern.ch/event/752949/contributions/3183950/attachments/1741670/3280197/Shape_Memory_Alloy_Connections_ATS-KT_short.pdf (accessed on 19 August 2024).
- NourEldin, M.; Naeem, A.; Kim, J. Life-Cycle Cost Evaluation of Steel Structures Retrofitted with Steel Slit Damper and Shape Memory Alloy–Based Hybrid Damper. Adv. Struct. Eng. 2019, 22, 3–16. [Google Scholar] [CrossRef]
- Braun, D.; Weik, D.; Elsner, S.; Hunger, S.; Werner, M.; Drossel, W.-G. Position Control and Force Estimation Method for Surgical Forceps Using SMA Actuators and Sensors. Materials 2021, 14, 5111. [Google Scholar] [CrossRef]
- Gheorghita, V.; Gümpel, P.; Strittmatter, J.; Anghel, C.; Heitz, T.; Senn, M. Using Shape Memory Alloys in Automotive Safety Systems. In Proceedings of the FISITA 2012 World Automotive Congress; Lecture Notes in Electrical Engineering. Springer: Berlin/Heidelberg, Germany, 2013; Volume 195, pp. 909–917. [Google Scholar] [CrossRef]
- Costanza, G.; Tata, M.E. Shape Memory Alloys for Aerospace, Recent Developments, and New Applications: A Short Review. Materials 2020, 13, 1856. [Google Scholar] [CrossRef]
- Yang, H.; Xu, M.; Li, W.; Zhang, S. Design and Implementation of a Soft Robotic Arm Driven by SMA Coils. IEEE Trans. Ind. Electron. 2019, 66, 6108–6116. [Google Scholar] [CrossRef]
- Bădărău, G.; Popa, M.; Stoian, G.; Roman, A.-M.; Comăneci, R.-I.; Pricop, B.; Cimpoeșu, N.; Bujoreanu, L.-G. Uncommon Cold-Rolling Faults in an Fe–Mn–Si–Cr Shape-Memory Alloy. Crystals 2024, 14, 250. [Google Scholar] [CrossRef]
- Roman, A.-M.; Voiculescu, I.; Cimpoeșu, R.; Istrate, B.; Chelariu, R.; Cimpoeșu, N.; Zegan, G.; Panaghie, C.; Lohan, N.M.; Axinte, M.; et al. Microstructure, Shape Memory Effect, Chemical Composition and Corrosion Resistance Performance of Biodegradable FeMnSi-Al Alloy. Crystals 2023, 13, 109. [Google Scholar] [CrossRef]
- Wong, K.V.; Hernandez, A. A Review of Additive Manufacturing. ISRN Mech. Eng. 2012, 2012, 208760. [Google Scholar] [CrossRef]
- Farber, E.; Zhu, J.-N.; Popovich, A.; Popovich, V. A Review of NiTi Shape Memory Alloy as a Smart Material Produced by Additive Manufacturing. Mater. Today Proc. 2020, 30, 761–767. [Google Scholar] [CrossRef]
- Leinenbach, C.; Kramer, H.; Bernhard, C.; Eifler, D. Thermo-Mechanical Properties of an Fe–Mn–Si–Cr–Ni–VC Shape Memory Alloy with Low Transformation Temperature. Adv. Eng. Mater. 2012, 14, 62–67. [Google Scholar] [CrossRef]
- Kim, D.; Ferretto, I.; Leinenbach, C.; Lee, W. 3D and 4D Printing of Complex Structures of Fe—Mn—Si-Based Shape Memory Alloy Using Laser Powder Bed Fusion. Adv. Mater. Interfaces 2022, 9, 2200171. [Google Scholar] [CrossRef]
- Sitouah, N.; Cherfi, A.; Oualit, M.; Zerizer, A. Production of Lamellar Cast Iron EN-GJL-150 From Local Manganese-Rich Pig Iron by Modification of the Melting Process. Adv. Mater. Sci. 2022, 22, 69–84. [Google Scholar] [CrossRef]
- Grandfield, J.F. Remelt Ingot Production Technology. In Essential Readings in Light Metals; Grandfield, J.F., Eskin, D.G., Eds.; Springer: Cham, Switzerland, 2016; pp. 1003–1010. [Google Scholar] [CrossRef]
- Mortadi, N.A.; Eggbeer, D.; Lewis, J.; Williams, R.J. CAD/CAM/AM applications in the manufacture of dental appliances. Am. J. Orthod. Dentofac. Orthop. 2012, 142, 727–733. [Google Scholar] [CrossRef]
- Zhao, D.; Guo, W. Mixed-layer adaptive slicing for robotic Additive Manufacturing (AM) based on decomposing and regrouping. J. Intell. Manuf. 2020, 31, 985–1002. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Navinšek, B.; Panjan, P.; Gorenjak, F. Improvement of hot forging manufacturing with PVD and DUPLEX coatings. Surf. Coat. Technol. 2001, 137, 255–264. [Google Scholar] [CrossRef]
- Rezaei, M.R.; Toroghinejad, M.R.; Ashrafizadeh, F. Production of nano-grained structure in 6061 aluminum alloy strip by accumulative roll bonding. Mater. Sci. Eng. A 2011, 529, 442–446. [Google Scholar] [CrossRef]
- Landis, H.; Burke, P.; Cote, W.; Hill, W.; Hoffman, C.; Kaanta, C.; Koburger, C.; Lange, W.; Leach, M.; Luce, S. Integration of chemical-mechanical polishing into CMOS integrated circuit manufacturing. Thin Solid Film. 1992, 220, 1–7. [Google Scholar] [CrossRef]
- Zhou, X.; Feng, Y.; Zhang, J.; Shi, Y.; Wang, L. Recent advances in additive manufacturing technology for bone tissue engineering scaffolds. Int. J. Adv. Manuf. Technol. 2020, 108, 3591–3606. [Google Scholar] [CrossRef]
- Gärtner, E.; Meyenborg, I.; Toenjes, A. Adapting Fe–Mn–Si–Cr Shape Memory Alloy for Laser Powder Bed Fusion by Adjusting the Mn Content. Prog. Addit. Manuf. 2023. [Google Scholar] [CrossRef]
- Jafarabadi, A.; Ferretto, I.; Mohri, M.; Leinenbach, C.; Ghafoori, E. 4D Printing of Recoverable Buckling-Induced Architected Iron-Based Shape Memory Alloys. Mater. Des. 2023, 233, 112216. [Google Scholar] [CrossRef]
- Ameri, B.; Taheri-Behrooz, F. Advanced Additive Manufacturing of Self-Healing Composites: Exploiting Shape Memory Alloys for Autonomous Restoration under Mixed-Mode Loading. Mater. Des. 2023, 234, 112379. [Google Scholar] [CrossRef]
- Ferretto, I.; Borzì, A.; Kim, D.; Ventura, N.M.D.; Hosseini, E.; Lee, W.J.; Leinenbach, C. Control of Microstructure and Shape Memory Properties of a Fe-Mn-Si-Based Shape Memory Alloy during Laser Powder Bed Fusion. Addit. Manuf. Lett. 2022, 3, 100091. [Google Scholar] [CrossRef]
- Yang, X.; Cheng, L.; Peng, H.; Qian, B.; Yang, L.; Shi, Y.; Chen, A.; Zhang, Z.; Zhao, L.; Hu, N.; et al. Development of Fe-Mn-Si-Cr-Ni Shape Memory Alloy with Ultrahigh Mechanical Properties and Large Recovery Strain by Laser Powder Bed Fusion. J. Mater. Sci. Technol. 2023, 150, 201–216. [Google Scholar] [CrossRef]
- Kim, D.; Ferretto, I.; Leinenbach, C.; Lee, W.; Kim, W. Effect of Direct Aging on Microstructure, Mechanical Properties and Shape Memory Behavior of Fe-17Mn-5Si-10Cr-4Ni-(V, C) Shape Memory Alloy Fabricated by Laser Powder Bed Fusion. Mater. Charact. 2023, 197, 112705. [Google Scholar] [CrossRef]
- Kim, D.; Ferretto, I.; Kim, W.; Leinenbach, C.; Lee, W. Effect of Post-Heat Treatment Conditions on Shape Memory Property in 4D Printed Fe–17Mn–5Si–10Cr–4Ni Shape Memory Alloy. Mater. Sci. Eng. A 2022, 852, 143689. [Google Scholar] [CrossRef]
- Ferretto, I.; Sharma, A.; Kim, D.; Della Ventura, N.M.; Maeder, X.; Michler, J.; Hosseini, E.; Lee, W.J.; Leinenbach, C. Fabrication of FeMnSi-Based Shape Memory Alloy Components with Graded-Microstructures by Laser Powder Bed Fusion. Addit. Manuf. 2023, 78, 103835. [Google Scholar] [CrossRef]
- Alhamdi, I.; Algamal, A.; Almotari, A.; Ali, M.; Gandhi, U.; Qattawi, A. Fe-Mn-Al-Ni Shape Memory Alloy Additively Manufactured via Laser Powder Bed Fusion. Crystals 2023, 13, 1505. [Google Scholar] [CrossRef]
- Kim, D.; Ferretto, I.; Jeon, J.B.; Leinenbach, C.; Lee, W. Formation of Metastable Bcc-δ Phase and Its Transformation to Fcc-γ in Laser Powder Bed Fusion of Fe–Mn–Si Shape Memory Alloy. J. Mater. Res. Technol. 2021, 14, 2782–2788. [Google Scholar] [CrossRef]
- Ferretto, I.; Kim, D.; Della Ventura, N.M.; Shahverdi, M.; Lee, W.; Leinenbach, C. Laser Powder Bed Fusion of a Fe–Mn–Si Shape Memory Alloy. Addit. Manuf. 2021, 46, 102071. [Google Scholar] [CrossRef]
- Viebranz, V.F.; Hassel, T.; Maier, H.J. Microstructural Investigation of a FeMnAlNi Shape Memory Alloy Processed by Tungsten Inert Gas Wire and Arc Additive Manufacturing. Metals 2022, 12, 1731. [Google Scholar] [CrossRef]
- Özden, M.G.; Morley, N.A. Optimizing Laser Additive Manufacturing Process for Fe-Based Nano-Crystalline Magnetic Materials. J. Alloys Compd. 2023, 960, 170644. [Google Scholar] [CrossRef]
- Patriarca, L.; Abuzaid, W.; Carlucci, G.; Belelli, F.; Casati, R. Pseudoelasticity in FeMnNiAl Shape Memory Alloy Lattice Structures Produced by Laser Powder Bed Fusion. Mater. Lett. 2021, 302, 130349. [Google Scholar] [CrossRef]
- Felice, I.O.; Shen, J.; Barragan, A.F.C.; Moura, I.A.B.; Li, B.; Wang, B.; Khodaverdi, H.; Mohri, M.; Schell, N.; Ghafoori, E.; et al. Wire and Arc Additive Manufacturing of Fe-Based Shape Memory Alloys: Microstructure, Mechanical and Functional Behavior. Mater. Des. 2023, 231, 112004. [Google Scholar] [CrossRef]
- Raza, S.; Triantafyllidis, Z.; Anton, A.; Dillenburger, B.; Shahverdi, M. Seismic Performance of Fe-SMA Prestressed Segmental Bridge Columns with 3D Printed Permanent Concrete Formwork. Eng. Struct. 2024, 302, 117423. [Google Scholar] [CrossRef]
- Humaun Kobir, M.; Yavari, R.; Riensche, A.R.; Bevans, B.D.; Castro, L.; Cole, D.K.; Rao, P. Prediction of Recoater Crash in Laser Powder Bed Fusion Additive Manufacturing Using Graph Theory Thermomechanical Modeling. Prog. Addit. Manuf. 2023, 8, 355–380. [Google Scholar] [CrossRef]
- Mathoho, I.; Akinlabi, E.T.; Arthur, N.; Tlotleng, M. Impact of DED process parameters on the metallurgical characteristics of 17-4 PH SS deposited using DED. CIRP J. Manuf. Sci. Technol. 2020, 31, 450–458. [Google Scholar] [CrossRef]
- Ghanavati, R.; Naffakh-Moosavy, H. Additive Manufacturing of Functionally Graded Metallic Materials: A Review of Experimental and Numerical Studies. J. Mater. Res. Technol. 2021, 13, 1628–1664. [Google Scholar] [CrossRef]
- de Luca, C.R.; Sathler, J.F.; Quintana, Y.H.; Reis, J.M.L.; da Costa Mattos, H.S. Thermal aging of a polyamide 66—Experimental analysis and modeling. J. Braz. Soc. Mech. Sci. Eng. 2021, 43, 92. [Google Scholar] [CrossRef]
- Safaei, K.; Abedi, H.; Nematollahi, M.; Kordizadeh, F.; Dabbaghi, H.; Bayati, P.; Javanbakht, R.; Jahadakbar, A.; Elahinia, M.; Poorganji, B. Additive Manufacturing of NiTi Shape Memory Alloy for Biomedical Applications: Review of the LPBF Process Ecosystem. JOM 2021, 73, 3771–3786. [Google Scholar] [CrossRef]
- Wang, C.; Tan, X.P.; Du, Z.; Chandra, S.; Sun, Z.; Lim, C.W.J.; Tor, S.B.; Lim, C.S.; Wong, C.H. Additive Manufacturing of NiTi Shape Memory Alloys Using Pre-Mixed Powders. J. Mater. Process. Technol. 2019, 271, 152–161. [Google Scholar] [CrossRef]
- Elahinia, M.; Shayesteh Moghaddam, N.; Amerinatanzi, A.; Saedi, S.; Toker, G.P.; Karaca, H.; Bigelow, G.S.; Benafan, O. Additive Manufacturing of NiTiHf High Temperature Shape Memory Alloy. Scr. Mater. 2018, 145, 90–94. [Google Scholar] [CrossRef]
- Yu, L.; Chen, K.; Zhang, Y.; Liu, J.; Yang, L.; Shi, Y. Microstructures and Mechanical Properties of NiTi Shape Memory Alloys Fabricated by Wire Arc Additive Manufacturing. J. Alloys Compd. 2022, 892, 162193. [Google Scholar] [CrossRef]
- Hamilton, R.F.; Bimber, B.A.; Taheri Andani, M.; Elahinia, M. Multi-Scale Shape Memory Effect Recovery in NiTi Alloys Additive Manufactured by Selective Laser Melting and Laser Directed Energy Deposition. J. Mater. Process. Technol. 2017, 250, 55–64. [Google Scholar] [CrossRef]
- Khademzadeh, S. Precision Additive Manufacturing of NiTi Shape Memory Parts Using Micro-Laser Powder Bed Fusion. Prog. Addit. Manuf. 2022, 7, 419–432. [Google Scholar] [CrossRef]
- Gustmann, T.; Gutmann, F.; Wenz, F.; Koch, P.; Stelzer, R.; Drossel, W.-G.; Korn, H. Properties of a Superelastic NiTi Shape Memory Alloy Using Laser Powder Bed Fusion and Adaptive Scanning Strategies. Prog. Addit. Manuf. 2020, 5, 11–18. [Google Scholar] [CrossRef]
- Safaei, K.; Nematollahi, M.; Bayati, P.; Dabbaghi, H.; Benafan, O.; Elahinia, M. Torsional Behavior and Microstructure Characterization of Additively Manufactured NiTi Shape Memory Alloy Tubes. Eng. Struct. 2021, 226, 111383. [Google Scholar] [CrossRef]
- Ewald, F.C.; Brenne, F.; Gustmann, T.; Vollmer, M.; Krooß, P.; Niendorf, T. Laser Powder Bed Fusion Processing of Fe-Mn-Al-Ni Shape Memory Alloy—On the Effect of Elevated Platform Temperatures. Metals 2021, 11, 185. [Google Scholar] [CrossRef]
- Dela Cruz, M.L.; Yakubov, V.; Li, X.; Ferry, M. Microstructure Evolution in Laser Powder Bed Fusion-Built Fe-Mn-Si Shape Memory Alloy. Microstructures 2023, 47, 2569–2573. [Google Scholar] [CrossRef]
- Kim, D.; Ferretto, I.; Park, G.-W.; Leinenbach, C.; Kim, W.; Lee, W. Origin of the Enhanced Pseudo-Elasticity of Additively Manufactured Fe-17Mn-5Si-4Ni-10Cr-(V, C) Shape Memory Alloy Fabricated by Laser Powder Bed Fusion. J. Alloys Compd. 2024, 976, 173226. [Google Scholar] [CrossRef]
- Ferretto, I.; Kim, D.; Mohri, M.; Ghafoori, E.; Lee, W.J.; Leinenbach, C. Shape Recovery Performance of a (V, C)-Containing Fe–Mn–Si–Ni–Cr Shape Memory Alloy Fabricated by Laser Powder Bed Fusion. J. Mater. Res. Technol. 2022, 20, 3969–3984. [Google Scholar] [CrossRef]
- Liu, B.; Yao, C.; Kang, J.; Li, R.; Niu, P. Laser-Directed Energy Deposition of Fe-Mn-Si-Based Shape Memory Alloy: Microstructure, Mechanical Properties, and Shape Memory Properties. Materials 2023, 17, 131. [Google Scholar] [CrossRef] [PubMed]
- Niendorf, T.; Brenne, F.; Krooß, P.; Vollmer, M.; Günther, J.; Schwarze, D.; Biermann, H. Microstructural Evolution and Functional Properties of Fe-Mn-Al-Ni Shape Memory Alloy Processed by Selective Laser Melting. Met. Mater Trans A 2016, 47, 2569–2573. [Google Scholar] [CrossRef]
- Zhang, Y.; Xu, L.; Zhao, L.; Lin, D.; Liu, M.; Qi, X.; Han, Y. Process-Microstructure-Properties of CuAlNi Shape Memory Alloys Fabricated by Laser Powder Bed Fusion. J. Mater. Sci. Technol. 2023, 152, 1–15. [Google Scholar] [CrossRef]
- Pérez-Ruiz, J.D.; Marin, F.; Martínez, S.; Lamikiz, A.; Urbikain, G.; López de Lacalle, L.N. Stiffening Near-Net-Shape Functional Parts of Inconel 718 LPBF Considering Material Anisotropy and Subsequent Machining Issues. Mech. Syst. Signal Process. 2022, 168, 108675. [Google Scholar] [CrossRef]
- Habijan, T.; Haberland, C.; Meier, H.; Frenzel, J.; Wittsiepe, J.; Wuwer, C.; Greulich, C.; Schildhauer, T.A.; Köller, M. The Biocompatibility of Dense and Porous Nickel–Titanium Produced by Selective Laser Melting. Mater. Sci. Eng. C 2013, 33, 419–426. [Google Scholar] [CrossRef]
- Liu, Z.; Zhao, D.; Wang, P.; Yan, M.; Yang, C.; Chen, Z.; Lu, J.; Lu, Z. Additive Manufacturing of Metals: Microstructure Evolution and Multistage Control. J. Mater. Sci. Technol. 2022, 100, 224–236. [Google Scholar] [CrossRef]
- Cao, S.; Zou, Y.; Lim, C.V.S.; Wu, X. Review of Laser Powder Bed Fusion (LPBF) Fabricated Ti-6Al-4V: Process, Post-Process Treatment, Microstructure, and Property. Light Adv. Manuf. 2024, 2, 20. [Google Scholar] [CrossRef]
- Del-Río, L.; Nó, M.L.; Gómez, R.; García-Sesma, L.; Urionabarrenetxea, E.; Ortega, P.; Mancisidor, A.M.; San Sebastian, M.; Burgos, N.; San Juan, J.M. Additive Manufacturing of Fe-Mn-Si-Based Shape Memory Alloys: State of the Art, Challenges and Opportunities. Materials 2023, 16, 7517. [Google Scholar] [CrossRef]
- Ferretto, I.; Kim, D.; Lee, W.J.; Hosseini, E.; Della Ventura, N.M.; Sharma, A.; Sofras, C.; Capek, J.; Polatidis, E.; Leinenbach, C. Shape Memory and Mechanical Properties of a Fe-Mn-Si-Based Shape Memory Alloy: Effect of Crystallographic Texture Generated during Additive Manufacturing. Mater. Des. 2023, 229, 111928. [Google Scholar] [CrossRef]
- Sawaguchi, T.; Kikuchi, T.; Ogawa, K.; Kajiwara, S.; Ikeo, Y.; Kojima, M.; Ogawa, T. Development of Prestressed Concrete Using Fe–Mn–Si-Based Shape Memory Alloys Containing NbC. Mater. Trans. 2006, 47, 580–583. [Google Scholar] [CrossRef]
- Nikulin, I.; Sawaguchi, T.; Kushibe, A.; Inoue, Y.; Otsuka, H.; Tsuzaki, K. Effect of Strain Amplitude on the Low-Cycle Fatigue Behavior of a New Fe–15Mn–10Cr–8Ni–4Si Seismic Damping Alloy. Int. J. Fatigue 2016, 88, 132–141. [Google Scholar] [CrossRef]
- Cladera, A.; Weber, B.; Leinenbach, C.; Czaderski, C.; Shahverdi, M.; Motavalli, M. Iron-Based Shape Memory Alloys for Civil Engineering Structures: An Overview. Constr. Build. Mater. 2014, 63, 281–293. [Google Scholar] [CrossRef]
- Maji, B.C.; Krishnan, M.; Sujata, M.; Gouthama; Ray, R.K. Effect of Co Addition on the Microstructure, Martensitic Transformation and Shape Memory Behavior of Fe-Mn-Si Alloys. Met. Mater Trans A 2013, 44, 172–185. [Google Scholar] [CrossRef]
- Koyama, M.; Murakami, M.; Ogawa, K.; Kikuchi, T.; Sawaguchi, T. Influence of Al on Shape Memory Effect and Twinning Induced Plasticity of Fe-Mn-Si-Al System Alloy. Mater. Trans. 2007, 48, 2729–2734. [Google Scholar] [CrossRef]
- Mohri, M.; Ferretto, I.; Khodaverdi, H.; Leinenbach, C.; Ghafoori, E. Influence of Thermomechanical Treatment on the Shape Memory Effect and Pseudoelasticity Behavior of Conventional and Additive Manufactured Fe–Mn–Si–Cr–Ni-(V,C) Shape Memory Alloys. J. Mater. Res. Technol. 2023, 24, 5922–5933. [Google Scholar] [CrossRef]
- Zhang, L.; Liu, Y.; Li, S.; Hao, Y. Additive Manufacturing of Titanium Alloys by Electron Beam Melting: A Review. Adv. Eng. Mater. 2018, 20, 1700842. [Google Scholar] [CrossRef]
- Hernández-Nava, E.; Smith, C.J.; Derguti, F.; Tammas-Williams, S.; Léonard, F.; Withers, P.J.; Todd, I.; Goodall, R. The Effect of Density and Feature Size on Mechanical Properties of Isostructural Metallic Foams Produced by Additive Manufacturing. Acta Mater. 2015, 85, 387–395. [Google Scholar] [CrossRef]
- Ghods, S.; Schultz, E.; Wisdom, C.; Schur, R.; Pahuja, R.; Montelione, A.; Arola, D.; Ramulu, M. Electron Beam Additive Manufacturing of Ti6Al4V: Evolution of Powder Morphology and Part Microstructure with Powder Reuse. Materialia 2020, 9, 100631. [Google Scholar] [CrossRef]
- Strondl, A.; Lyckfeldt, O.; Brodin, H.; Ackelid, U. Characterization and Control of Powder Properties for Additive Manufacturing. JOM 2015, 67, 549–554. [Google Scholar] [CrossRef]
- Sing, S.L.; An, J.; Yeong, W.Y.; Wiria, F.E. Laser and Electron-beam Powder-bed Additive Manufacturing of Metallic Implants: A Review on Processes, Materials and Designs. J. Orthop. Res. 2016, 34, 369–385. [Google Scholar] [CrossRef] [PubMed]
- Spierings, A.B.; Voegtlin, M.; Bauer, T.; Wegener, K. Powder Flowability Characterisation Methodology for Powder-Bed-Based Metal Additive Manufacturing. Prog. Addit. Manuf. 2016, 1, 9–20. [Google Scholar] [CrossRef]
- Altug-Peduk, G.S.; Dilibal, S.; Harrysson, O.; Ozbek, S.; West, H. Characterization of Ni–Ti Alloy Powders for Use in Additive Manufacturing. Russ. J. Non-Ferr. Met. 2018, 59, 433–439. [Google Scholar] [CrossRef]
- Jiang, H.; Wang, X.; Xi, R.; Guichuan , L.; Wei, H.; Liu, J.; Zhang, B.; Kustov, S.; Vanmeensel, K.; Humbeeck, J.V.; et al. Size Effect on the Microstructure, Phase Transformation Behavior, and Mechanical Properties of NiTi Shape Memory Alloys Fabricated by Laser Powder Bed Fusion. J. Mater. Sci. Technol. 2023, 157, 200–212. [Google Scholar] [CrossRef]
- Arabi-Hashemi, A.; Polatidis, E.; Smid, M.; Panzner, T.; Leinenbach, C. Grain Orientation Dependence of the Forward and Reverse Fcc ↔ Hcp Transformation in FeMnSi-Based Shape Memory Alloys Studied by in Situ Neutron Diffraction. Mater. Sci. Eng. A 2020, 782, 139261. [Google Scholar] [CrossRef]
- Jakus, A.E.; Geisendorfer, N.R.; Lewis, P.L.; Shah, R.N. 3D-Printing Porosity: A New Approach to Creating Elevated Porosity Materials and Structures. Acta Biomater. 2018, 72, 94–109. [Google Scholar] [CrossRef] [PubMed]
- Kruger, J.; van Zijl, G. A Compendious Review on Lack-of-Fusion in Digital Concrete Fabrication. Addit. Manuf. 2021, 37, 101654. [Google Scholar] [CrossRef]
- Ghafoori, E.; Hosseini, E.; Leinenbach, C.; Michels, J.; Motavalli, M. Fatigue Behavior of a Fe-Mn-Si Shape Memory Alloy Used for Prestressed Strengthening. Mater. Des. 2017, 133, 349–362. [Google Scholar] [CrossRef]
- Chengxin, L.; Guixin, W.; Yandong, W.; Qingsuo, L.; Jianjun, Z. Effect of Addition of V and C on Strain Recovery Characteristics in Fe–Mn–Si Alloy. Mater. Sci. Eng. A 2006, 438–440, 808–811. [Google Scholar] [CrossRef]
- Bagheri, A.; Mahtabi, M.J.; Shamsaei, N. Fatigue Behavior and Cyclic Deformation of Additive Manufactured NiTi. J. Mater. Process. Technol. 2018, 252, 440–453. [Google Scholar] [CrossRef]
- Smith, T.R.; Sugar, J.D.; Schoenung, J.M.; San Marchi, C. Relationship between Manufacturing Defects and Fatigue Properties of Additive Manufactured Austenitic Stainless Steel. Mater. Sci. Eng. A 2019, 765, 138268. [Google Scholar] [CrossRef]
- Wang, W.; Hosseini, A.; Ghafoori, E. Experimental Study on Fe-SMA-to-Steel Adhesively Bonded Interfaces Using DIC. Eng. Fract. Mech. 2021, 244, 107553. [Google Scholar] [CrossRef]
- Verbeken, K.; Van Caenegem, N.; Verhaege, M. Quantification of the Amount of ɛ Martensite in a Fe–Mn–Si–Cr–Ni Shape Memory Alloy by Means of Electron Backscatter Diffraction. Mater. Sci. Eng. A 2008, 481–482, 471–475. [Google Scholar] [CrossRef]
- Wang, S.; Mohri, M.; Li, L.; Izadi, M.; Jafarabadi, A.; Pichler, N.; Ghafoori, E. Memory-Steel for Smart Steel Structures: A Review on Recent Developments and Applications. ce/papers 2023, 6, 949–958. [Google Scholar] [CrossRef]
- Li, S.; Hassanin, H.; Attallah, M.M.; Adkins, N.J.E.; Essa, K. The Development of TiNi-Based Negative Poisson’s Ratio Structure Using Selective Laser Melting. Acta Mater. 2016, 105, 75–83. [Google Scholar] [CrossRef]
- Bartolomeu, F.; Costa, M.M.; Alves, N.; Miranda, G.; Silva, F.S. Engineering the Elastic Modulus of NiTi Cellular Structures Fabricated by Selective Laser Melting. J. Mech. Behav. Biomed. Mater. 2020, 110, 103891. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Attarilar, S.; Wang, L.; Lu, W.; Yang, J.; Fu, Y. A Review on Design and Mechanical Properties of Additively Manufactured NiTi Implants for Orthopedic Applications. Int. J. Bioprinting 2021, 7, 340. [Google Scholar] [CrossRef]
- Wei, S.; Zhang, J.; Zhang, L.; Zhang, Y.; Song, B.; Wang, X.; Fan, J.; Liu, Q.; Shi, Y. Laser Powder Bed Fusion Additive Manufacturing of NiTi Shape Memory Alloys: A Review. Int. J. Extrem. Manuf. 2023, 5, 032001. [Google Scholar] [CrossRef]
- Izadi, M.R.; Ghafoori, E.; Shahverdi, M.; Motavalli, M.; Maalek, S. Development of an Iron-Based Shape Memory Alloy (Fe-SMA) Strengthening System for Steel Plates. Eng. Struct. 2018, 174, 433–446. [Google Scholar] [CrossRef]
- Rondelli, G. Corrosion Resistance Tests on NiTi Shape Memory Alloy. Biomaterials 1996, 17, 2003–2008. [Google Scholar] [CrossRef]
- Yang, C.; Huang, Z.Y.; Chen, T.; Lu, H.Z.; Ma, H.W.; Li, H.Z.; Yan, A.; Li, P.X.; Hosoda, H.; Cai, W.S. Large Recoverable Strains with High Recovery Rates via Cooperative Regulation of Texture and Precipitation in Additive Manufactured NiTi Alloy. Scr. Mater. 2024, 248, 116122. [Google Scholar] [CrossRef]
- Cao, B.; Yoshida, S.; Iwamoto, T.; Pham, H.T. Development of Impact Small Punch Test for Investigating Energy Absorption. Int. J. Mech. Sci. 2021, 208, 106675. [Google Scholar] [CrossRef]
- Cao, B.; Iwamoto, T.; Bhattacharjee, P.P. An Experimental Study on Strain-Induced Martensitic Transformation Behavior in SUS304 Austenitic Stainless Steel during Higher Strain Rate Deformation by Continuous Evaluation of Relative Magnetic Permeability. Mater. Sci. Eng. A 2020, 774, 138927. [Google Scholar] [CrossRef]
- Cao, B.; Gao, C.; Iwamoto, T. An Experimental Evaluation on Rate Sensitivity of Fracture Toughness in Sheet Specimens Made of SUS304 Metastable Austenitic Stainless Steel. Eng. Fract. Mech. 2024, 298, 109905. [Google Scholar] [CrossRef]
- Rautio, T.; Jaskari, M.; Keskitalo, M.; Päkkilä, J.; Järvenpää, A. Fatigue Strength and Impact Toughness Dependence of Powder Bed Fusion with Laser Beam-Manufactured 316L Stainless Steel on Orientation and Layer Thickness. J. Laser Appl. 2023, 35, 042062. [Google Scholar] [CrossRef]
- Cao, B.; Ghavidelnia, N.; Speck, O.; Eberl, C. Flow Charts as a Method to Transfer Self-Sealing from Plant Models into Programmable Materials and Related Challenges. Program. Mater. 2023, 1, e12. [Google Scholar] [CrossRef]
- Tan, X.; Zhu, S.; Wang, B.; Kadic, M. Tuning Negative Stiffness Mechanical Metamaterial’s Snap-through Behavior with a Series-Connected Spring. Eur. J. Mech.—A/Solids 2024, 107, 105382. [Google Scholar] [CrossRef]
- Tan, X.; Cao, B.; Liu, W.; Ji, C.; Wang, B.; Li, S. Odd Mechanical Metamaterials with Simultaneously Expanding or Contracting under Both Compression and Tension. Thin-Walled Struct. 2024, 203, 112225. [Google Scholar] [CrossRef]
- Koster, M.; Lee, W.J.; Schwarzenberger, M.; Leinenbach, C. Cyclic Deformation and Structural Fatigue Behavior of an FE–Mn–Si Shape Memory Alloy. Mater. Sci. Eng. A 2015, 637, 29–39. [Google Scholar] [CrossRef]
- Lopes, J.G.; Martins, D.; Zhang, K.; Li, B.; Wang, B.; Wang, X.; Schell, N.; Ghafoori, E.; Baptista, A.C.; Oliveira, J.P. Unveiling the Microstructure Evolution and Mechanical Properties in a Gas Tungsten Arc-Welded Fe–Mn–Si–Cr–Ni Shape Memory Alloy. J. Mater. Sci. 2024, 59, 7387–7408. [Google Scholar] [CrossRef]
- Maruyama, T.; Kubo, H. 12—Ferrous (Fe-Based) Shape Memory Alloys (SMAs): Properties, Processing and Applications. In Shape Memory and Superelastic Alloys; Yamauchi, K., Ohkata, I., Tsuchiya, K., Miyazaki, S., Eds.; Woodhead Publishing Series in Metals and Surface Engineering; Woodhead Publishing: Cambridge, UK, 2011; pp. 141–159. ISBN 978-1-84569-707-5. [Google Scholar]
- Dong, Z.; Liu, Z.; Ji, J.; Zhu, H.; Wu, G.; Sun, C. Characterization of Self-Prestressing Iron-Based Shape Memory Alloy Bars for New Structures. Constr. Build. Mater. 2023, 371, 130795. [Google Scholar] [CrossRef]
- Wang, B.; Zhu, S. Cyclic Behavior of Iron-Based Shape Memory Alloy Bars for High-Performance Seismic Devices. Eng. Struct. 2022, 252, 113588. [Google Scholar] [CrossRef]
- Nagashima, N.; Sawaguchi, T.; Ogawa, K. Fatigue Properties of Fe-28Mn-6Si-5Cr-0.5NbC Alloy. Procedia Struct. Integr. 2016, 2, 1435–1442. [Google Scholar] [CrossRef]
- Shahverdi, M.; Michels, J.; Czaderski, C.; Motavalli, M. Iron-Based Shape Memory Alloy Strips for Strengthening RC Members: Material Behavior and Characterization. Constr. Build. Mater. 2018, 173, 586–599. [Google Scholar] [CrossRef]
- Druker, A.V.; Esquivel, I.; Perotti, A.; Malarria, J. Optimization of Fe-15Mn-5Si-9Cr-5Ni Shape Memory Alloy for Pipe and Shaft Couplings. J. Mater. Eng. Perform. 2014, 23, 2732–2737. [Google Scholar] [CrossRef]
- Lee, W.J.; Weber, B.; Feltrin, G.; Czaderski, C.; Motavalli, M.; Leinenbach, C. Phase Transformation Behavior under Uniaxial Deformation of an Fe–Mn–Si–Cr–Ni–VC Shape Memory Alloy. Mater. Sci. Eng. A 2013, 581, 1–7. [Google Scholar] [CrossRef]
- Tanaka, K.; Nishimura, F. Thermomechanical Behavior of an Fe-Based Shape Memory Alloy: Transformation Conditions and Hystereses. Met. Mater. 1998, 4, 554–561. [Google Scholar] [CrossRef]
- Zhang, W.; Wen, Y.-H.; Li, N.; Huang, S.-K. Remarkable Improvement of Recovery Stress of Fe–Mn–Si Shape Memory Alloy Fabricated by Equal Channel Angular Pressing. Mater. Sci. Eng. A 2007, 454–455, 19–23. [Google Scholar] [CrossRef]
- Li, K.; Dong, Z.; Liu, Y.; Zhang, L. A Newly Developed Fe-Based Shape Memory Alloy Suitable for Smart Civil Engineering. Smart Mater. Struct. 2013, 22, 045002. [Google Scholar] [CrossRef]
- Wang, C.P.; Wen, Y.H.; Peng, H.B.; Xu, D.Q.; Li, N. Factors Affecting Recovery Stress in Fe–Mn–Si–Cr–Ni–C Shape Memory Alloys. Mater. Sci. Eng. A 2011, 528, 1125–1130. [Google Scholar] [CrossRef]
- Stanford, N.; Dunne, D.P. Thermo-Mechanical Processing and the Shape Memory Effect in an Fe–Mn–Si-Based Shape Memory Alloy. Mater. Sci. Eng. A 2006, 422, 352–359. [Google Scholar] [CrossRef]
- Otsuka, H.; Yamada, H.; Maruyama, T.; Tanahashi, H.; Matsuda, S.; Murakami, M. Effects of Alloying Additions on Fe-Mn-Si Shape Memory Alloys. ISIJ Int. 1990, 30, 674–679. [Google Scholar] [CrossRef]
- Rong, L.J.; Li, Y.Y.; Shi, C.X. Improvement of Shape Memory Effect in an Fe-Mn-Si Alloy by Prestraining of Austenite. Mater. Lett. 1994, 21, 395–397. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).