
The Effects of Laser Parameters on the Wear Resistance of a Cu/BN Remelted Layer



Abstract
1. Introduction
2. Experiment
2.1. Experimental Materials and Pretreatment
2.2. Experimenl and Characterization
3. Discussion and Analysis
3.1. The Effects of Laser Parameters on Morphology of Samples
3.1.1. The Effects of Laser Frequency on Morphology
3.1.2. The Effects of Laser Pulse Width on Morphology
3.1.3. The Effects of Laser Energy Density on Morphology
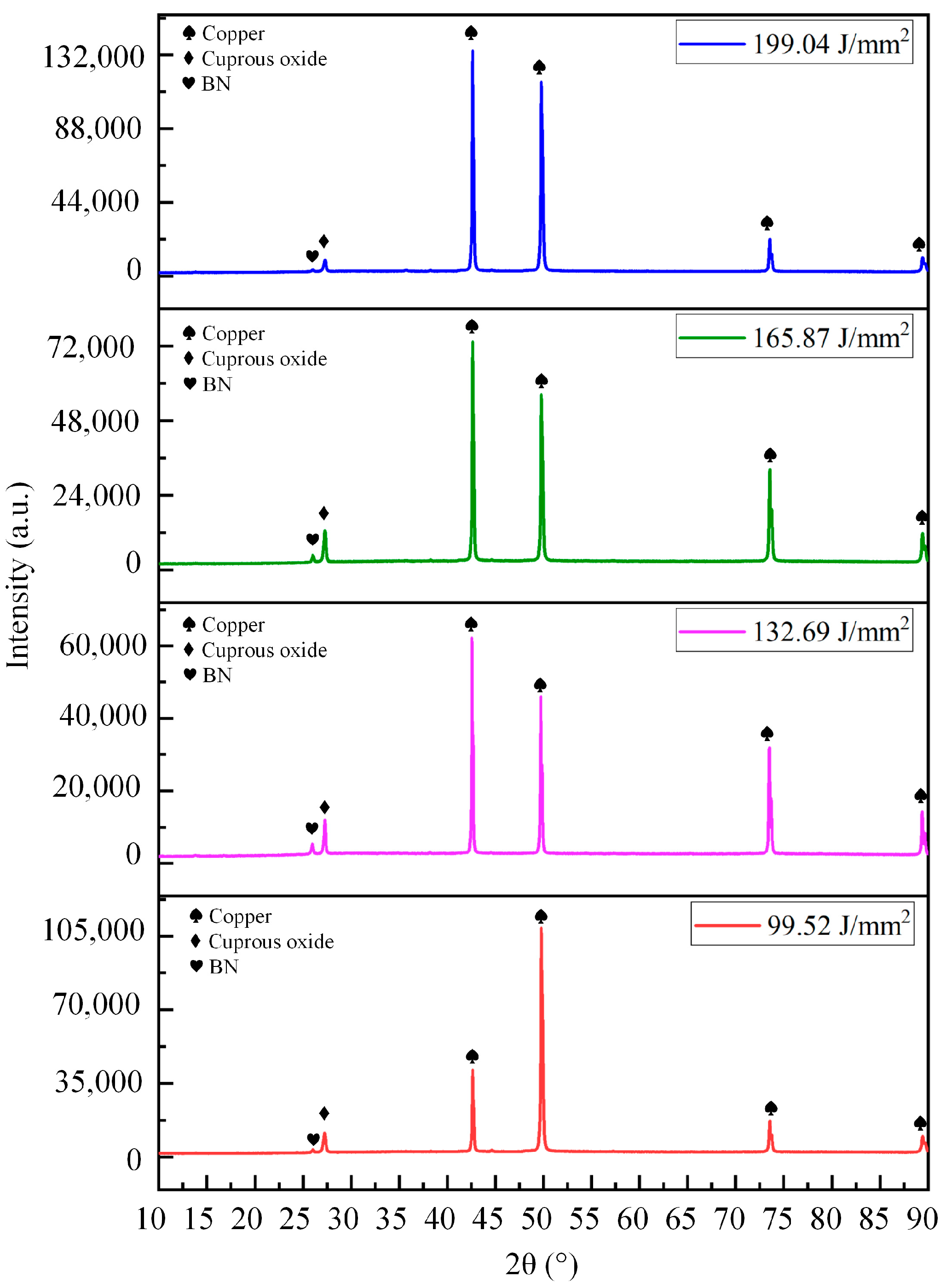
3.2. The Effects of Laser Parameters on Crystal Phase Structure of Samples
3.2.1. The Effects of Laser Frequency on Crystal Phase Structure
3.2.2. The Effects of Laser Pulse Width on Crystal Phase Structure
3.2.3. The Effects of Laser Energy Density on Crystal Phase Structure
3.3. The Effects of Laser Parameters on Microhardness
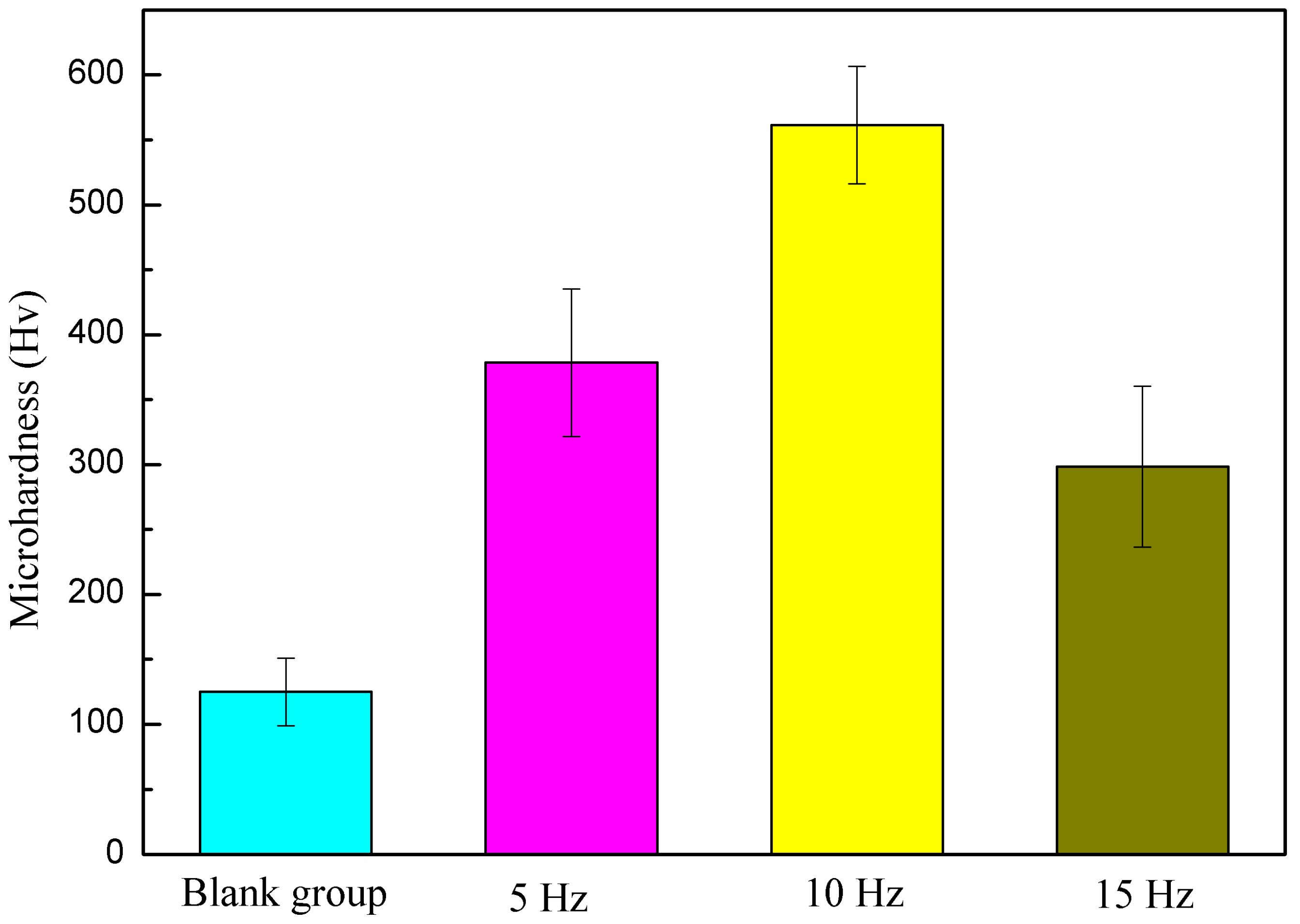
3.3.1. The Effects of Laser Frequency on Microhardness
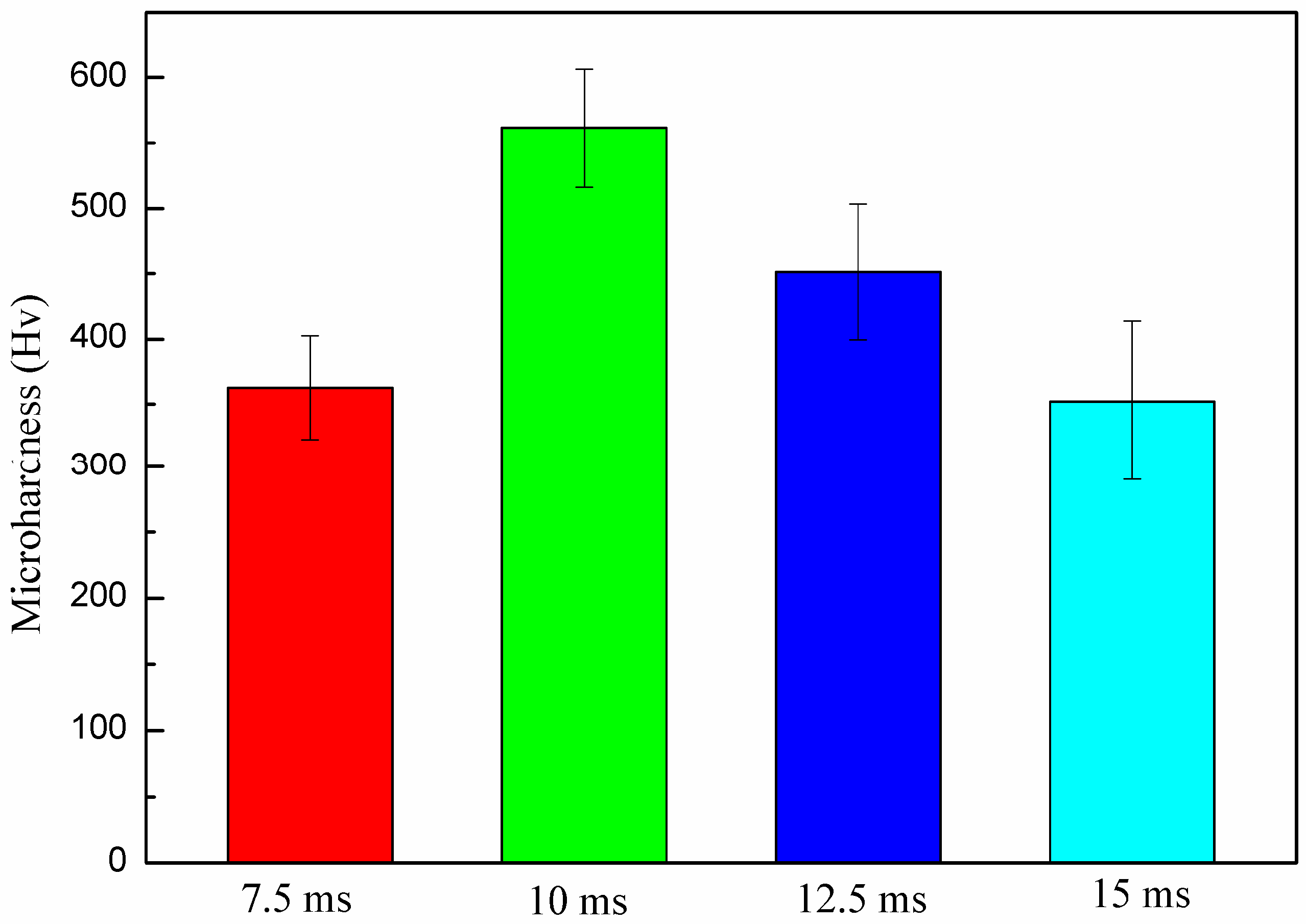
3.3.2. The Effects of Laser Pulse Width on Microhardness
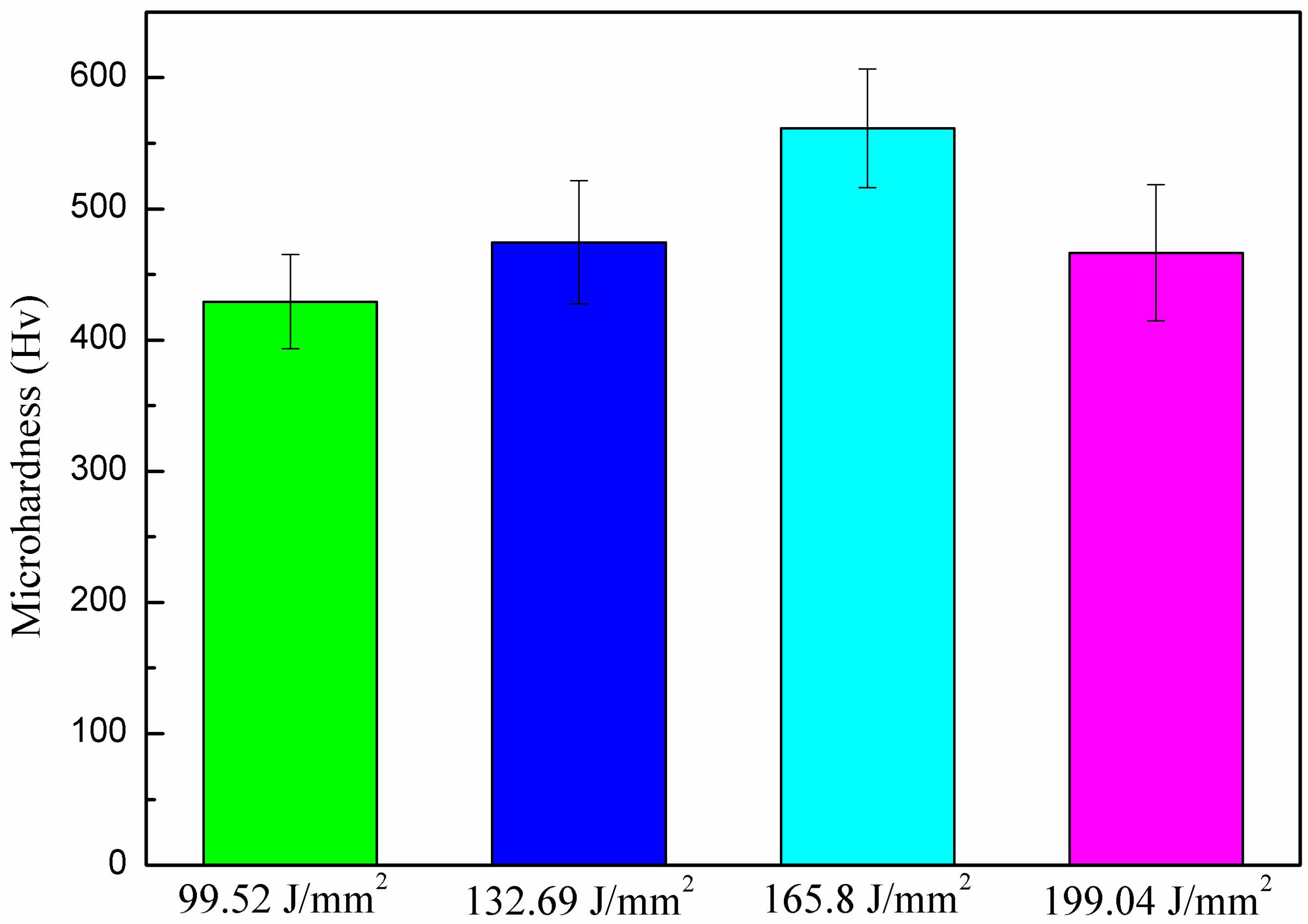
3.3.3. The Effects of Laser Energy Density on Microhardness
3.4. The Effects of Laser Parameters on Wear Resistance
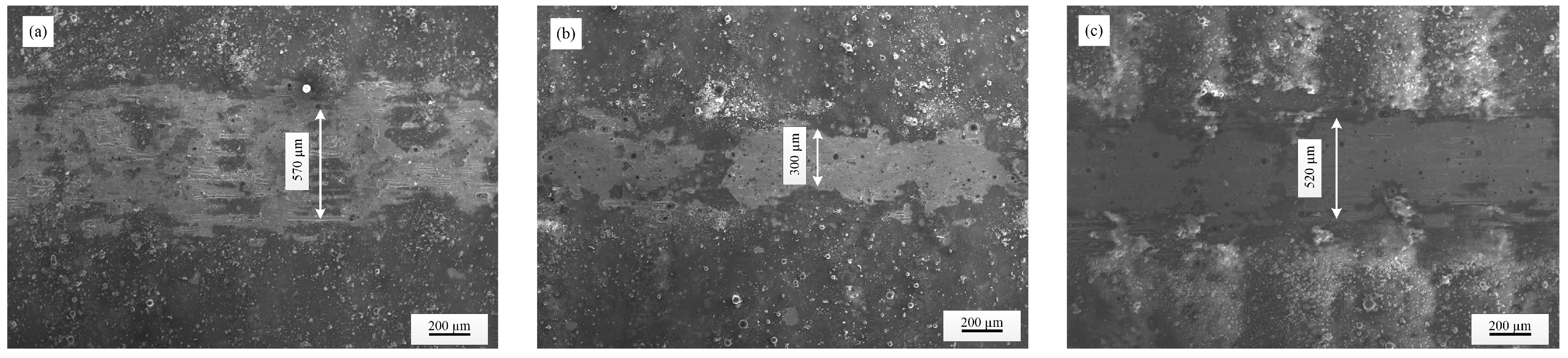
3.4.1. The Effects of Laser Frequency on Wear Resistance
3.4.2. The Effects of Laser Pulse Width on Wear Resistance
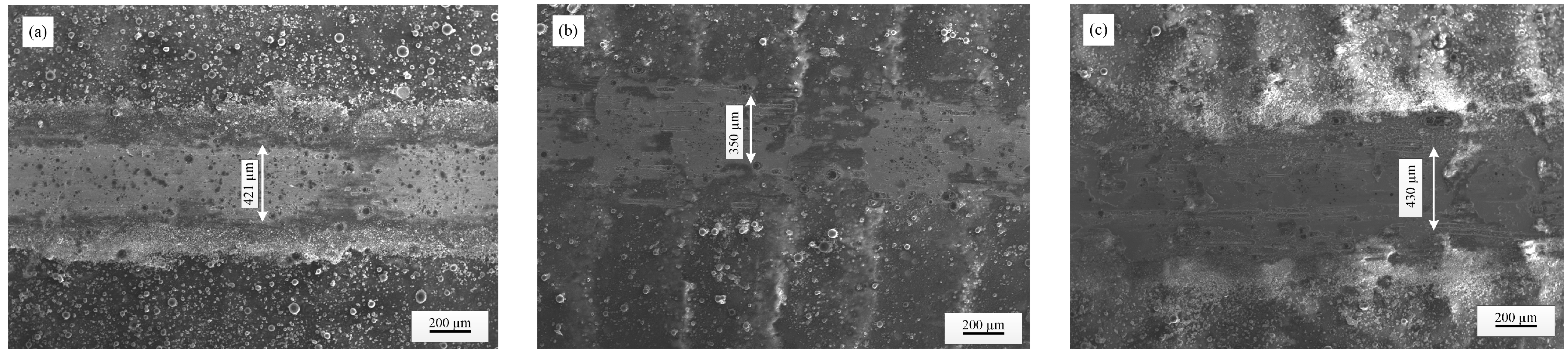
3.4.3. The Effects of Laser Energy Densities on Wear Resistance
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Copoglu, N.; Karaahmet, O.; Cengiz, T.; Gokdemir, H.; Cicek, B. TiB2 embedded borosilicate coatings with improved wear resistance. Surf. Eng. 2021, 37, 1449–1456. [Google Scholar] [CrossRef]
- Liu, J.C.; Zou, X.P.; Meng, X.S.; Kong, X.Y.; Pu, X.P. Wear resistance of Sm2O3-doped high alumina-based grinding medium. Tribol. Int. 2022, 178, 108037. [Google Scholar] [CrossRef]
- Liu, Z.H.; Zhang, J.H.; Zhang, Z.J.; Song, S.W. Improving the wear resistance of 440C bearing steel balls by adding ZrO2 in mechanical alloying. Wear 2024, 550–551, 205416. [Google Scholar] [CrossRef]
- Li, H.; Chen, Y.; Chen, S.; Liu, Y.; Liu, C. The Influence of Laser Remelting Parameters on the Surface Quality of Copper. Micromachines 2024, 15, 927. [Google Scholar] [CrossRef] [PubMed]
- Fan, D.; Zhang, H.; Huang, J.K.; Li, Y.; Xie, Y.H. Ultrasonic assisted SiO2 nanoparticles strengthened Al/Cu plasma arc welding process. J. Mater. Eng. 2024. Available online: https://link.cnki.net/urlid/11.1800.TB.20240829.1005.004 (accessed on 31 July 2024).
- Gao, H.Y.; Zheng, Y.H.; Niu, J.N.; Zhu, M.; La, P.Q.; Zhu, S.J. Formation Mechanism of Micro/nanostructure of Reverse-treated Copper Foil and Its Effect on Mechanical Properties. Surf. Technol. 2024, 53, 219–225. [Google Scholar]
- Fu, G.; Li, S.Y.; Li, H.L.; Ren, Z.H.; Peng, Q.G.; Xiao, H.Q.; Li, S.B. Melt Pool Behaviour and Defect Mechanism in Multi-track Formation of Selective Laser Melting Copper Alloys. Surf. Technol. 2024, 53, 118–128. [Google Scholar]
- Sun, L.; Yang, P.P.; Gao, W.; Liu, X.; Ding, J.X.; Yang, Y.; Yang, K.; Xiang, T.F.; Zhang, S.H. In-Situ Preparation and Structural Properties of MAX Phase Composite Coatings on Copper Alloys. Chin. J. Rare Met. 2024, 48, 1132–1143. [Google Scholar]
- Liu, C.; Yin, Y.G.; Zhang, G.T.; Ma, S.B.; Zhang, C.Z.; Ye, T. The Synergistic Lubrication Mechanism of FeS and Bi Phases in Lead-free Copper Based Self-lubricating Materials. Surf. Technol. 2024. Available online: https://link.cnki.net/urlid/50.1083.TG.20240902.0952.008 (accessed on 31 July 2024).
- Hou, C.; Cao, L.J.; Li, Y.R.; Tang, F.W.; Song, X.Y. Hierarchical nanostructured W-Cu composite with outstanding hardness and wear resistance. Nanotechnology 2020, 31, 084003. [Google Scholar] [CrossRef]
- Nan, R.; Fu, H.G.; Yang, P.H.; Lin, J.; Guo, X.Y. Microstructure Evolution and Wear Resistance of Cu-Bearing Carbidic Austempered Ductile Iron after Austempering. J. Mater. Eng. Perform. 2020, 29, 2440–2459. [Google Scholar] [CrossRef]
- Cao, H.J.; Li, W.C.; Zhang, T.G.; Zhang, H.W.; Zhang, Z.Q. Organization and tribological properties of WC/Ni-MoS2 titanium-based composite coating on TC4 surface. Mater. Rep. 2024, 38, 24020099. [Google Scholar]
- Zhang, X.Y.; Lv, W.Y.; Qiu, K.Q.; Qu, Y.D. Highly Wear-resistant and Crack-free Double-layer Fe-based Amorphous Composite Coatings by Laser Cladding. Spec. Cast. Nonferrous Alloys 2024, 44, 692–698. [Google Scholar]
- Li, J.H.; Qian, W.; Zhu, J.J.; Cai, J.; Hua, Y.Q. Effects of Laser Shock Peening on Microstructure and Oxidation Performance of Nickel-based Single Crystal Superalloy DD6. J. Chin. Soc. Corros. Prot. 2024. Available online: https://link.cnki.net/urlid/21.1474.TG.20240416.1007.014 (accessed on 31 July 2024).
- Jin, D.; Liu, Z.; Guo, C.U.; Li, Z.Q.; Sun, M.Y. Effect of Laser Shock Peening on Fatigue Life for FV520B Steel. China Surf. Eng. 2024, 37, 280–286. [Google Scholar]
- Li, Z.K.; Liang, Z.Q.; Cai, Z.H.; Li, X.Z.; Luan, X.S.; Zou, S.K.; Li, H.W.; Liu, X.L.; Li, J.; Wang, F. Experimental Study on Laser Shock Peening and Ultrasonic Surface Rolling Composite Strengthening of Ultra-high Strength Steel. J. Mech. Eng. 2024, 60, 1–9. [Google Scholar]
- Li, J.Y.; Liu, Y.D.; Zhou, Y.S.; Shi, W.T.; Zhang, M. Effect of laser remelting on quality and mechanical properties of selective laser melting of TC4. Laser Optoelectron. Prog. 2022, 59, 0514006. [Google Scholar]
- Xiong, A.H.; Liu, Y.H.; Li, K.; Zhang, H.Y.; Fu, J.Y. Numerical simulation and experiments of gray cast iron by laser surface remelting. Laser Optoelectron. Prog. 2022, 59, 0316007. [Google Scholar]
- Zhao, E.L.; Yang, H.F.; Peng, Y.X.; Wang, L.; Song, B.; Zhu, C.C.; Liu, H. Microstructure and wear behavior of laser-remelted high-manganese steel. J. Mater. Eng. Perform. 2023, 32, 11422–11431. [Google Scholar] [CrossRef]
- Song, J.L.; Lin, J.R.; Zhang, Z.W.; Fu, X.Q.; Kang, M.; Cheng, J.B.; Hong, S. Laser remelting of high-velocity arc-sprayed Fe-based amorphous coating for improving corrosion resistance in 3.5% NaCl solution with varying Na2S concentrations. Surf. Coat. Technol. 2024, 485, 130853. [Google Scholar] [CrossRef]
- Tang, J.H.; Duan, J.; Ji, X.L. Corrosion Resistance and Wear Resistance of Coating by Different Processes with TC4 Titanium Alloy Coarse Powder Rare Materials. Mater. Mech. Eng. 2024, 48, 74–83. [Google Scholar]
- Wen, G.; Wen, X.L.; Bai, P.P.; Meng, Y.G.; Ma, L.R.; Tian, Y. Effect of mixing procedure of oleic acid and BN nanoparticles as additives on lubricant performance of PAO8. Tribol. Int. 2022, 175, 107842. [Google Scholar] [CrossRef]
- Oh, J.H.; Kim, M.; Lee, Y.H.; Hong, S.H.; Park, S.S.; Kim, T.H.; Choi, S. Synthesis of cobalt boride nanoparticles and h-BN nanocage encapsulation by thermal plasma. Ceram. Int. 2020, 46, 28792–28799. [Google Scholar] [CrossRef]
- Shi, N.Q.; Li, Z.K.; Li, X.; Luo, H.X.; Dong, S.Z.; Li, H.Y. Bionic modified h-BN loaded CeO2 nanoparticles to improve the anti-corrosion properties of composited epoxy coatings. Colloids Surf. 2024, 694, 134111. [Google Scholar] [CrossRef]
- Fu, M.; Xiao, G.C.; Chen, H.; Zhang, J.J.; Yi, M.D.; Chen, Z.Q.; Xu, C.H. Investigation of Surface Integrity of 304 Stainless Steel in Turning Process with Nanofluid Minimum-Quantity Lubrication Using h-BN Nanoparticles. Metals 2024, 14, 583. [Google Scholar] [CrossRef]
- Gao, Y.X.; Xiao, S.; Wu, H.; Wu, C.M.; Chen, G.H.; Yin, Y.S.; Chu, P.K. Effect of h-BN nanoparticles incorporation on the anti-corrosion and anti-wear properties of micro-arc oxidation coatings on aluminum alloy. Ceram. Int. 2024, 49, 37475–37485. [Google Scholar] [CrossRef]
- Uzay, C. Effects of cubic boron nitride (c-BN) nanoparticle addition on the wear properties of carbon FRP composites. Mater. Test. 2023, 65, 43–51. [Google Scholar] [CrossRef]
- Kandeva, M.; Zagorski, M.; Nikolic, R.; Stojanovic, B.; But, A.; Botko, F.; Pitel, J.; Vencl, A. Friction Properties of the Heat-Treated Electroless Ni Coatings Embedded with c-BN Nanoparticles. Coatings 2022, 12, 1008. [Google Scholar] [CrossRef]
- Li, H.Z.; Chen, S.; Chen, Y.; Tao, Z.C.; Liu, C.H. The Effect of Laser Surface Remelting on the Surface Properties of Copper. Coatings 2024, 14, 60. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cu | Ag | Pb | P | Fe | Zn |
|---|---|---|---|---|---|---|
| Mass ratio (%) | ≥99.9 | ≤0.015 | ≤0.005 | ≤0.005 | ≤0.005 | ≤0.005 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, H.; Chen, S.; Chen, Y.; Liu, Y.; Tao, Z.; Qin, Y.; Liu, C. The Effects of Laser Parameters on the Wear Resistance of a Cu/BN Remelted Layer. Crystals 2024, 14, 809. https://doi.org/10.3390/cryst14090809
Li H, Chen S, Chen Y, Liu Y, Tao Z, Qin Y, Liu C. The Effects of Laser Parameters on the Wear Resistance of a Cu/BN Remelted Layer. Crystals. 2024; 14(9):809. https://doi.org/10.3390/cryst14090809
Chicago/Turabian StyleLi, Hengzheng, Shuai Chen, Yang Chen, Yan Liu, Zichen Tao, Yinghe Qin, and Conghu Liu. 2024. "The Effects of Laser Parameters on the Wear Resistance of a Cu/BN Remelted Layer" Crystals 14, no. 9: 809. https://doi.org/10.3390/cryst14090809
APA StyleLi, H., Chen, S., Chen, Y., Liu, Y., Tao, Z., Qin, Y., & Liu, C. (2024). The Effects of Laser Parameters on the Wear Resistance of a Cu/BN Remelted Layer. Crystals, 14(9), 809. https://doi.org/10.3390/cryst14090809