
The Influence of Process and Slag Parameters on the Liquid Slag Layer in Continuous Casting Mold for Large Billets


Abstract
1. Introduction
2. Mathematical Models
2.1. Geometric and Algorithmic Models
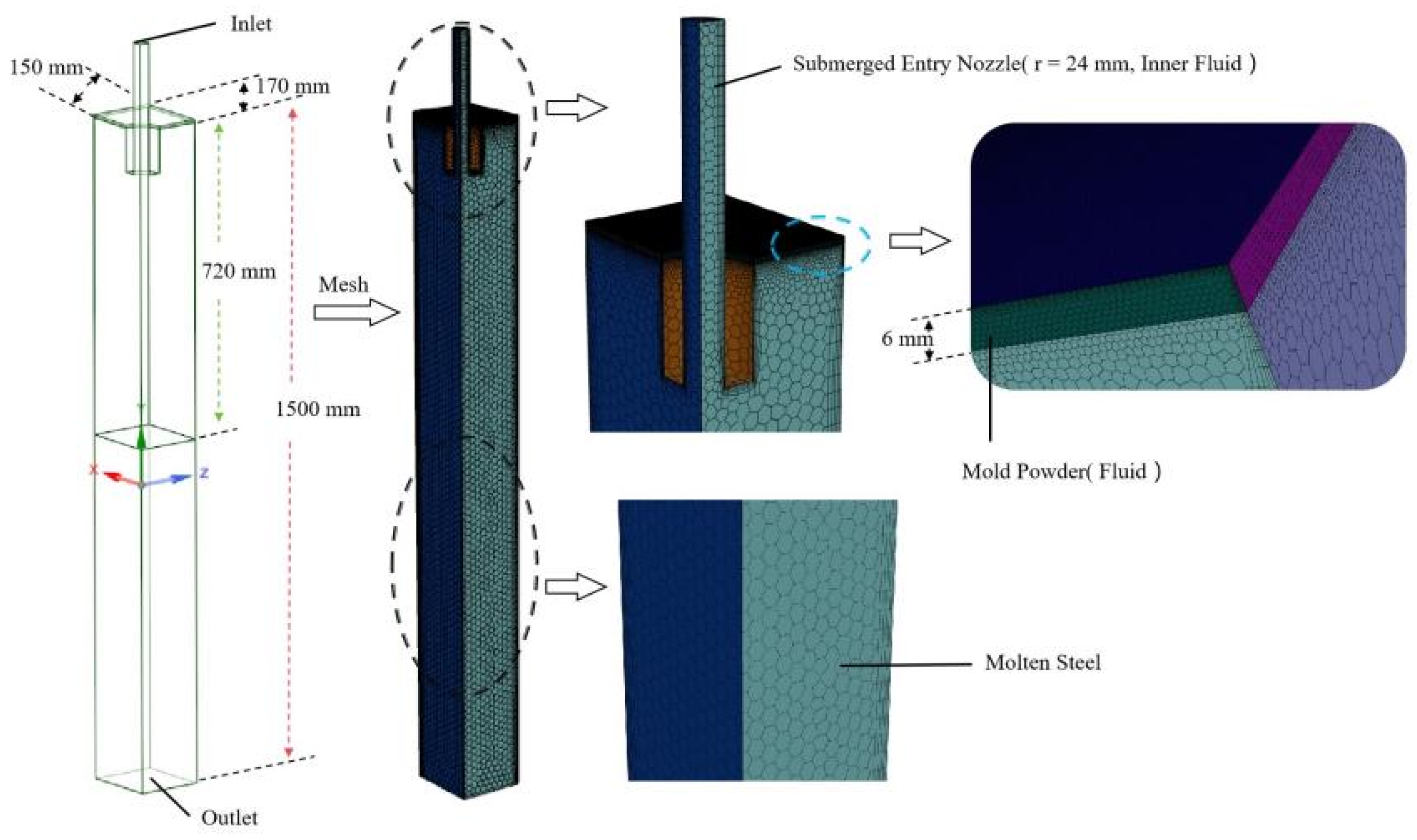
2.1.1. Geometric Models
2.1.2. Algorithm Model
2.2. Model Assumptions and Boundary Conditions
2.2.1. Assumption Conditions
2.2.2. Boundary Conditions
- 1.
- Inlet conditionsThe inlet velocity is determined using Equation (10), which is calculated based on the casting speed of the billet, the cross-sectional dimensions, and the inner diameter of the submerged nozzle. The direction of flow is aligned along the negative Y-axis. The turbulent kinetic energy and turbulent dissipation rate at the inlet are derived from empirical formulas, specifically Equations (11) and (12). The inlet temperature corresponds to the pouring temperature of the molten steel, which is calculated using the liquidus temperature of the steel grade being cast and the overheating temperature during actual casting, as shown in Equation (13).In the equations, represents the inlet velocity (m·s−1); denotes the casting speed of the billet (m·min−1); a and b refer to the width and thickness of the billet (m), respectively; d is the inner diameter of the submerged nozzle (m); represents the inlet turbulent kinetic energy (m2·s−2); denotes the inlet turbulent dissipation rate (m2·s−3); is the hydraulic diameter (m); T, and refer to the inlet temperature, liquidus temperature, and overheating temperature of the molten steel (K), respectively.
- 2.
- Outlet conditionsDue to the challenges in obtaining detailed parameters such as flow velocity and pressure at the outlet, the steel liquid outlet is defined as a free outflow type, meaning the fluid is assumed to be fully developed at the outlet.
- 3.
- Wall conditionsThe wall is modeled as a no-slip wall, and the near-wall flow field is handled using the standard wall function method. The steel liquid wall temperature near the crystallizer is set to the liquidus temperature of the molten steel. The wall temperature of the protective slag and the liquid slag near the crystallizer is set to the liquidus temperature of the protective slag. Other walls are treated as adiabatic walls.
- 4.
- Initial conditionsThe fluid is initially at rest, with the initial steel liquid temperature set to the casting temperature. The initial temperature of the slag layer is set to the liquidus temperature of the protective slag. All regions, except for the initial slag layer region, are initially set to steel liquid.
- 5.
- Free Liquid SurfaceThe surface of the steel liquid is covered by liquid protective slag. The surface of the slag layer is modeled as a free liquid surface (wall), with the free liquid surface temperature set to the liquidus temperature of the protective slag.
2.3. Model Calculation Method and Process
2.3.1. Calculation Method
2.3.2. Calculation Process
2.4. Model Process Parameters
3. Results and Discussion
3.1. Flow and Heat Transfer of Molten Steel
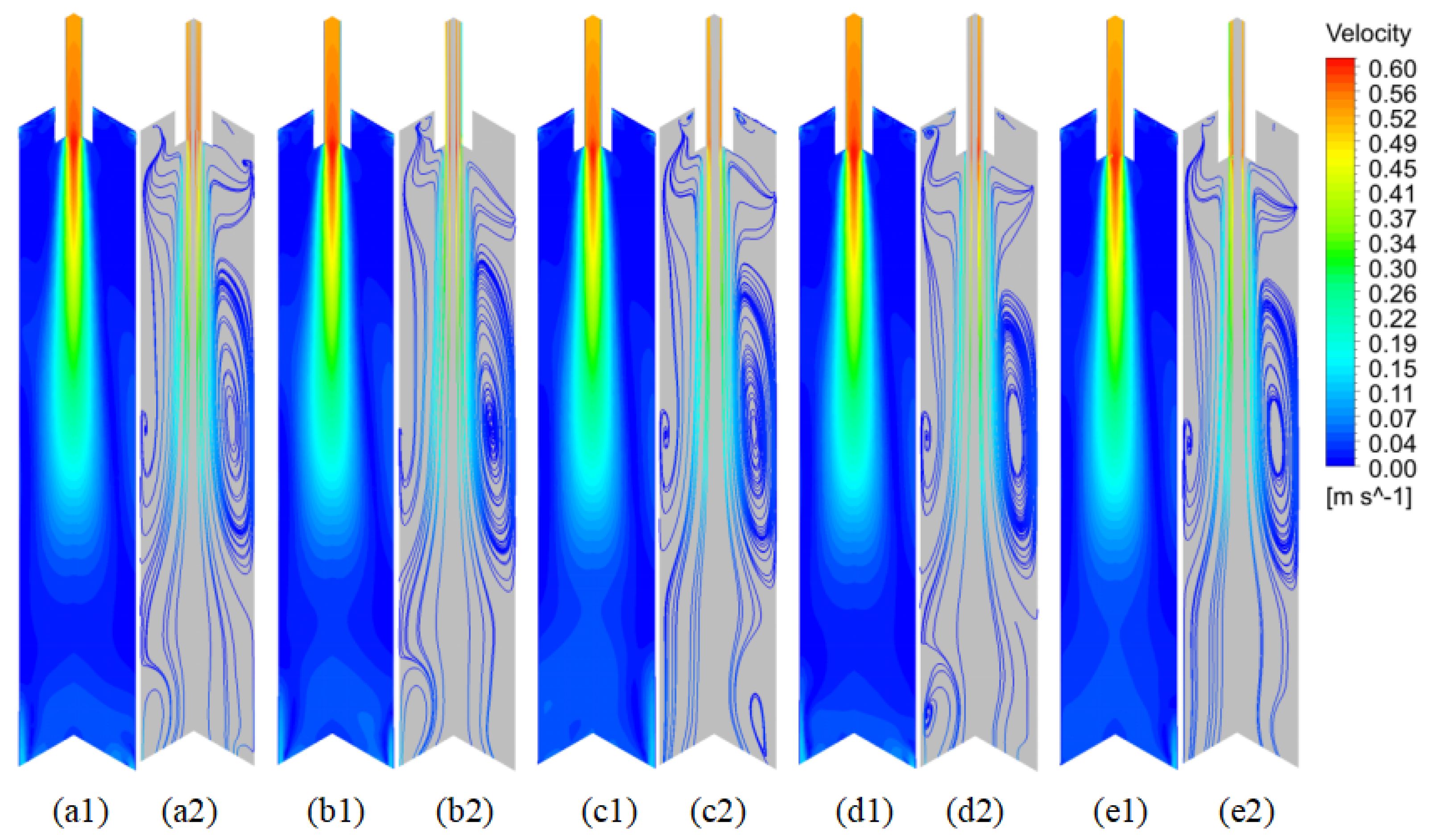
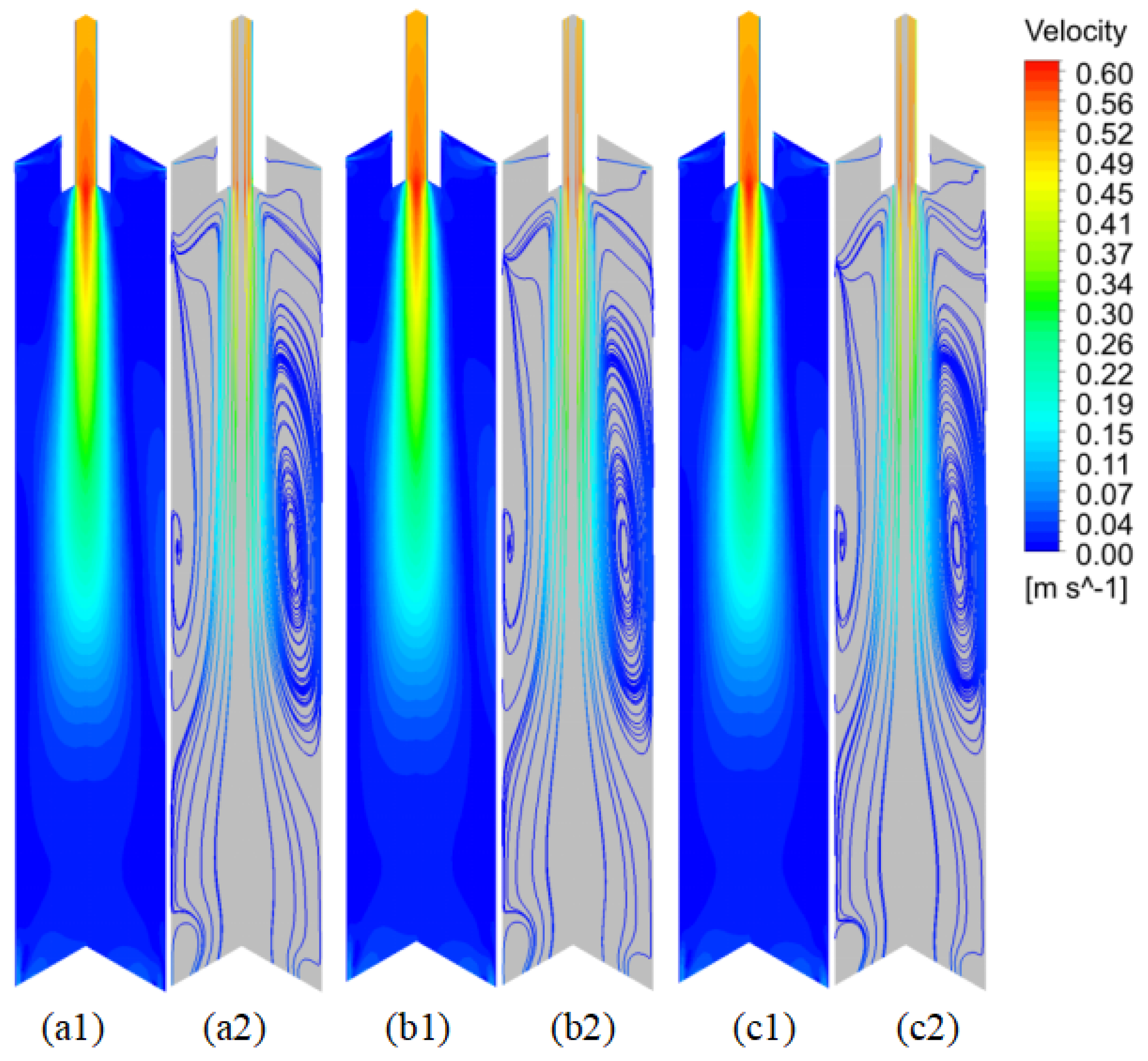
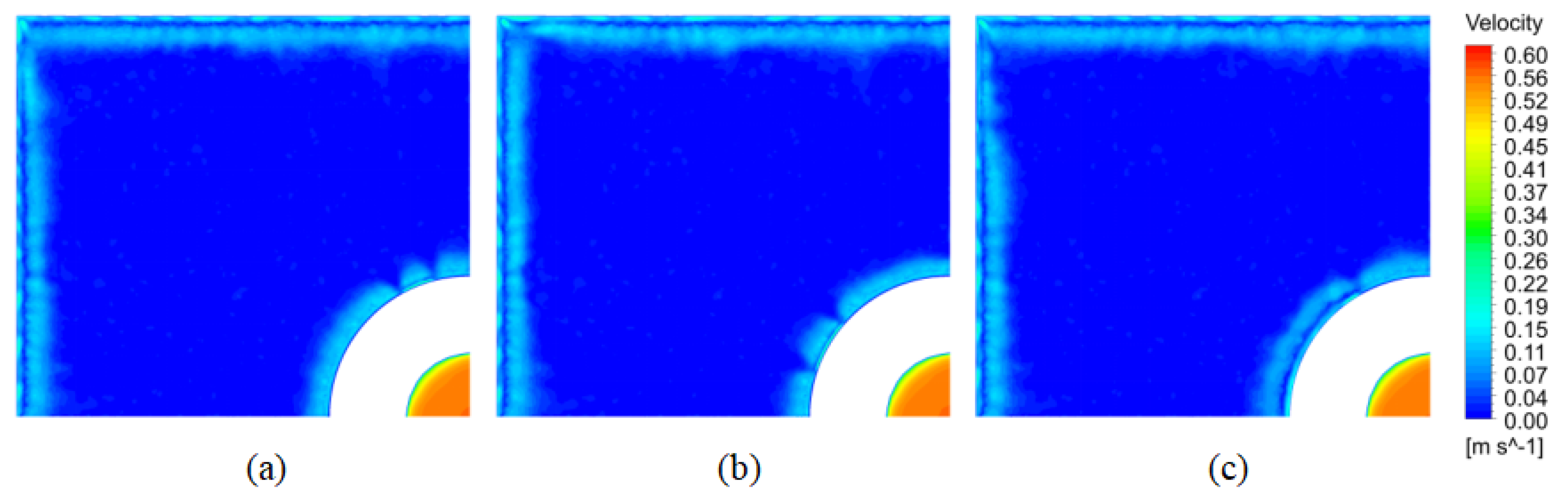
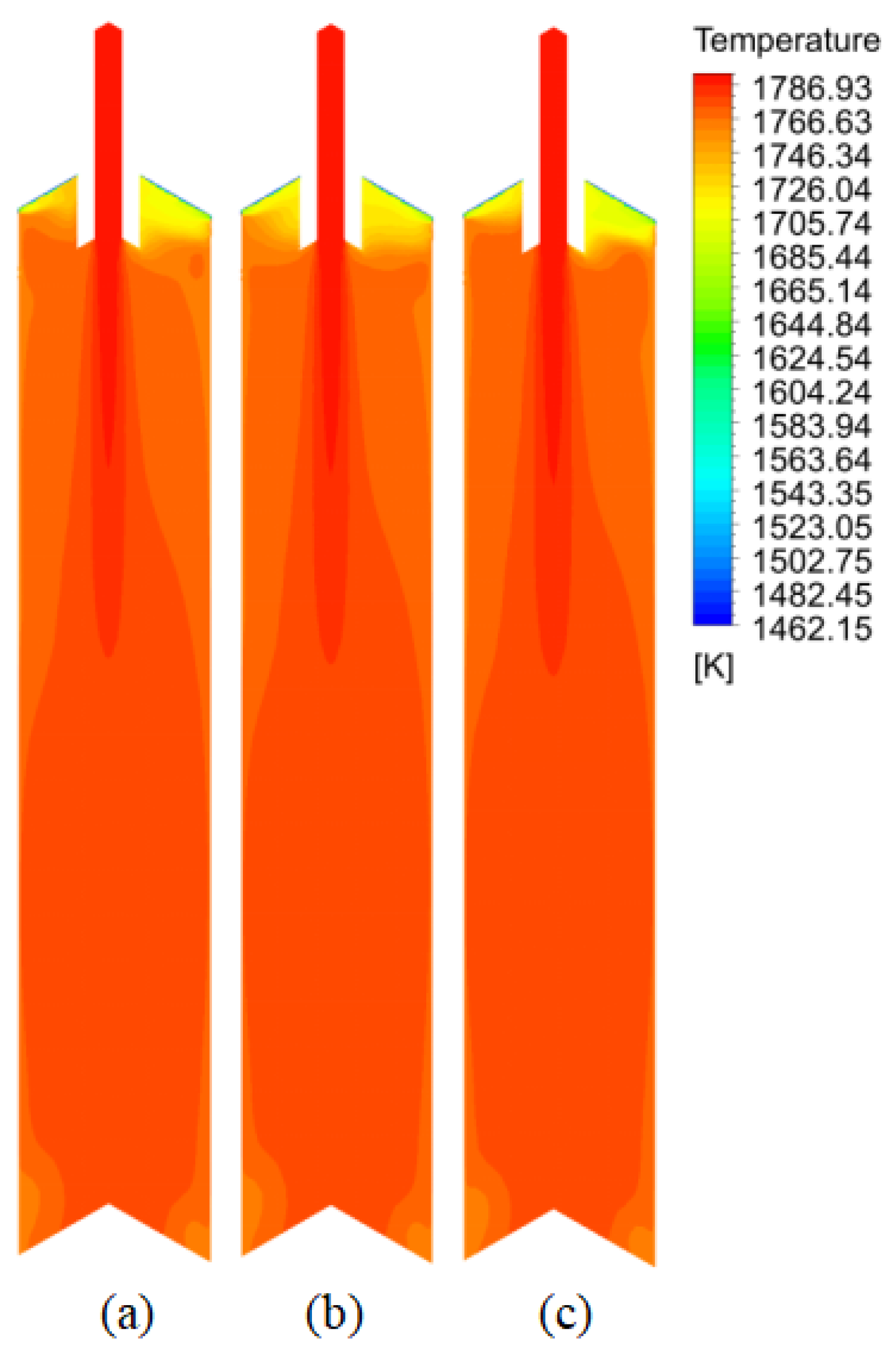
3.1.1. Effect of Casting Speed on Flow and Temperature Fields
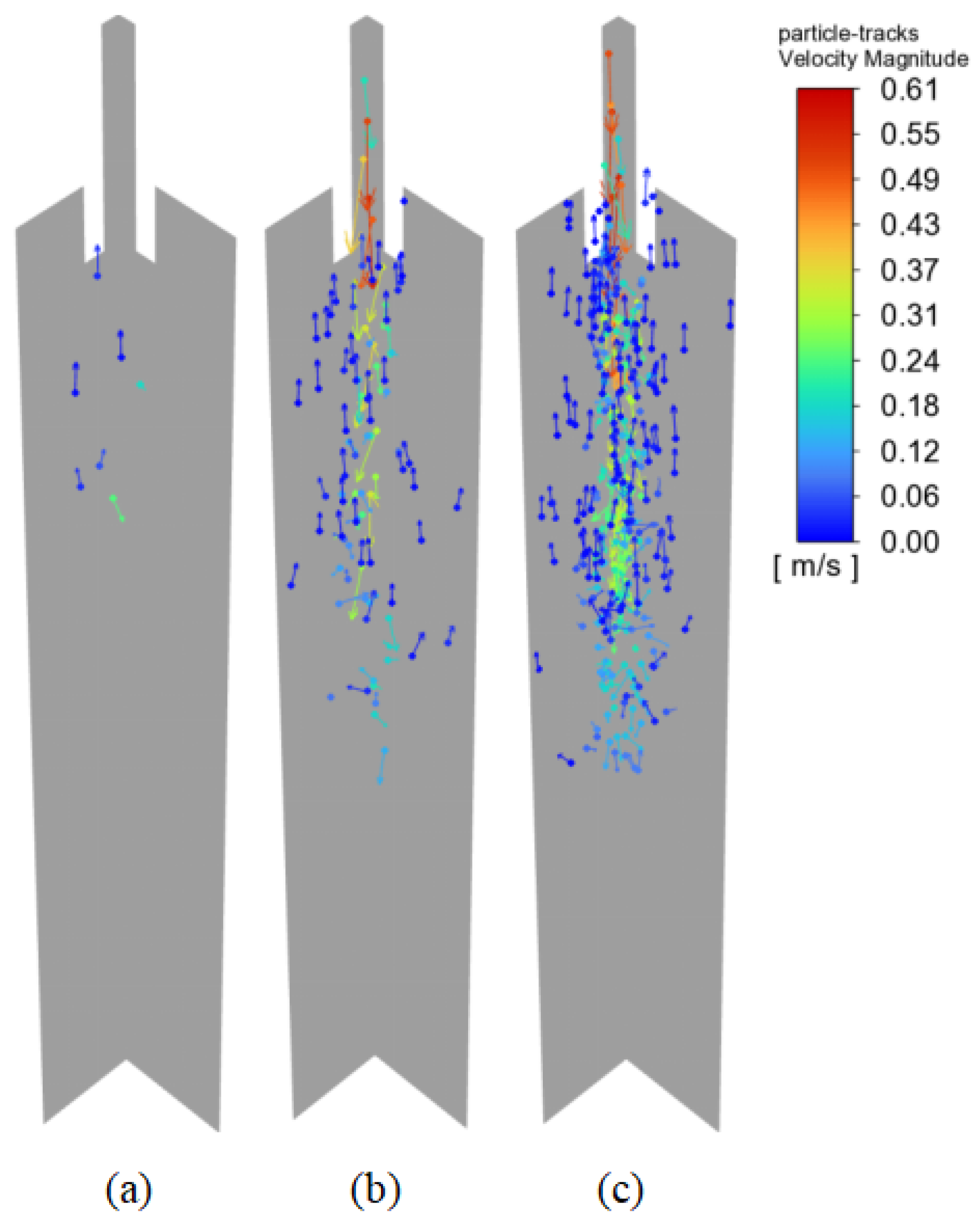
3.1.2. Effect of Argon Flow Rate on the Flow Field and Temperature Field
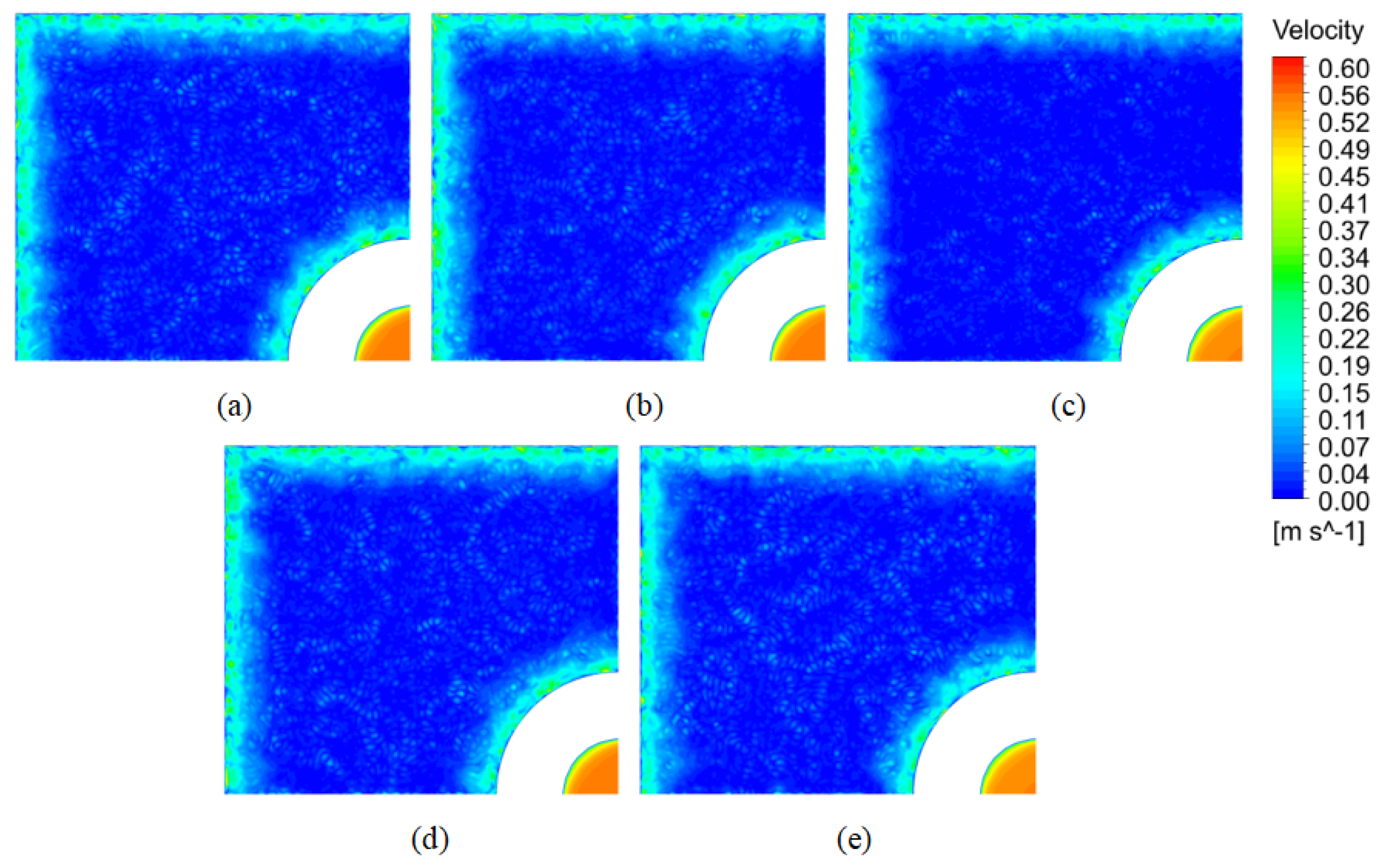
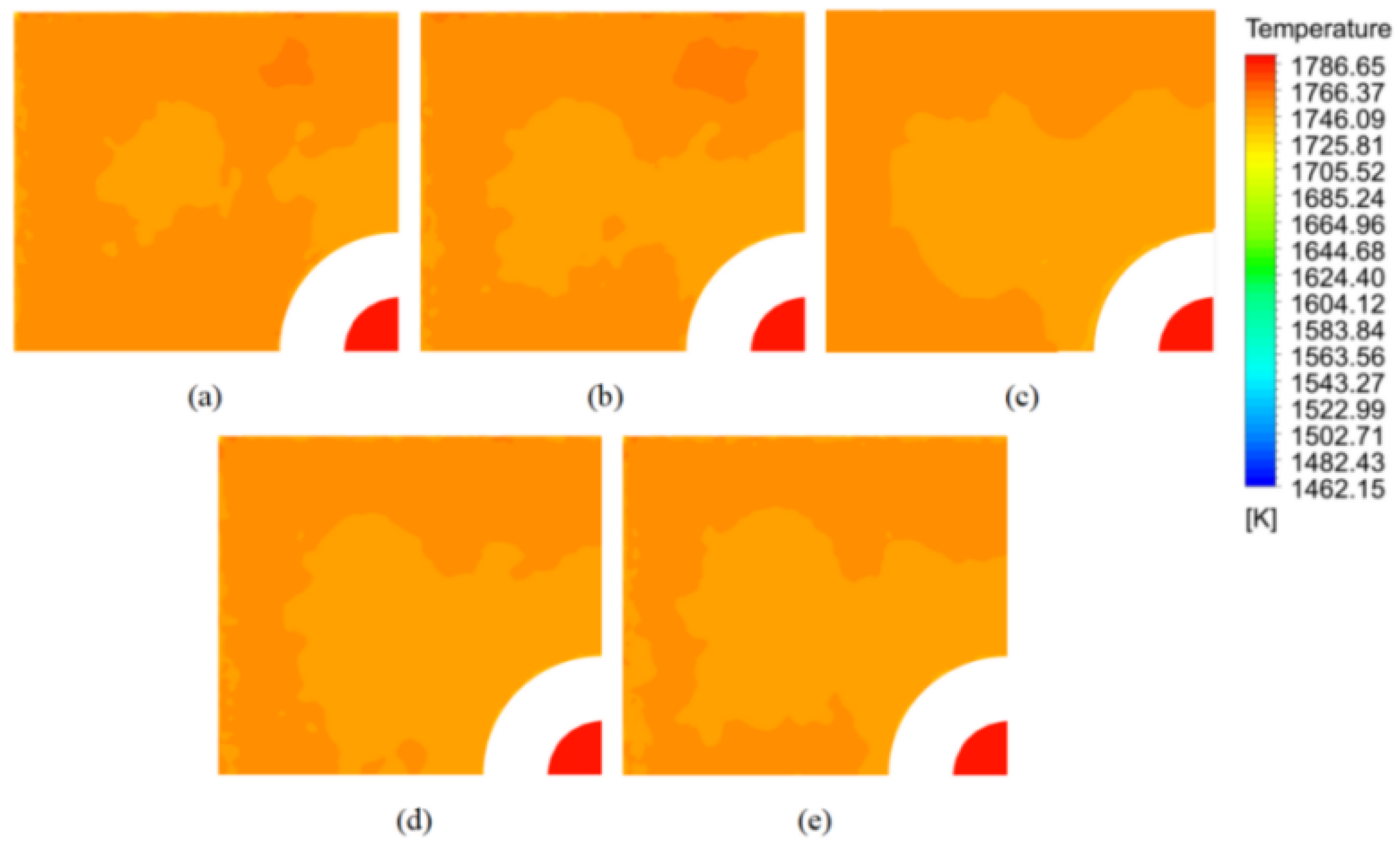
3.2. Flow and Heat Transfer of the Slag Layer
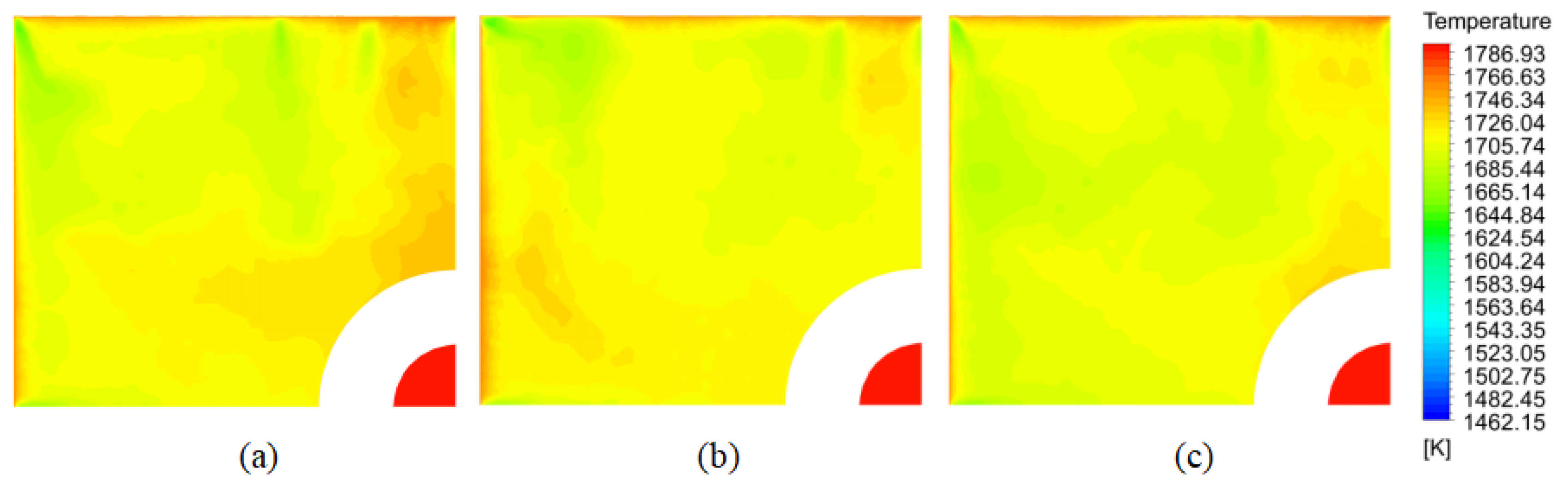
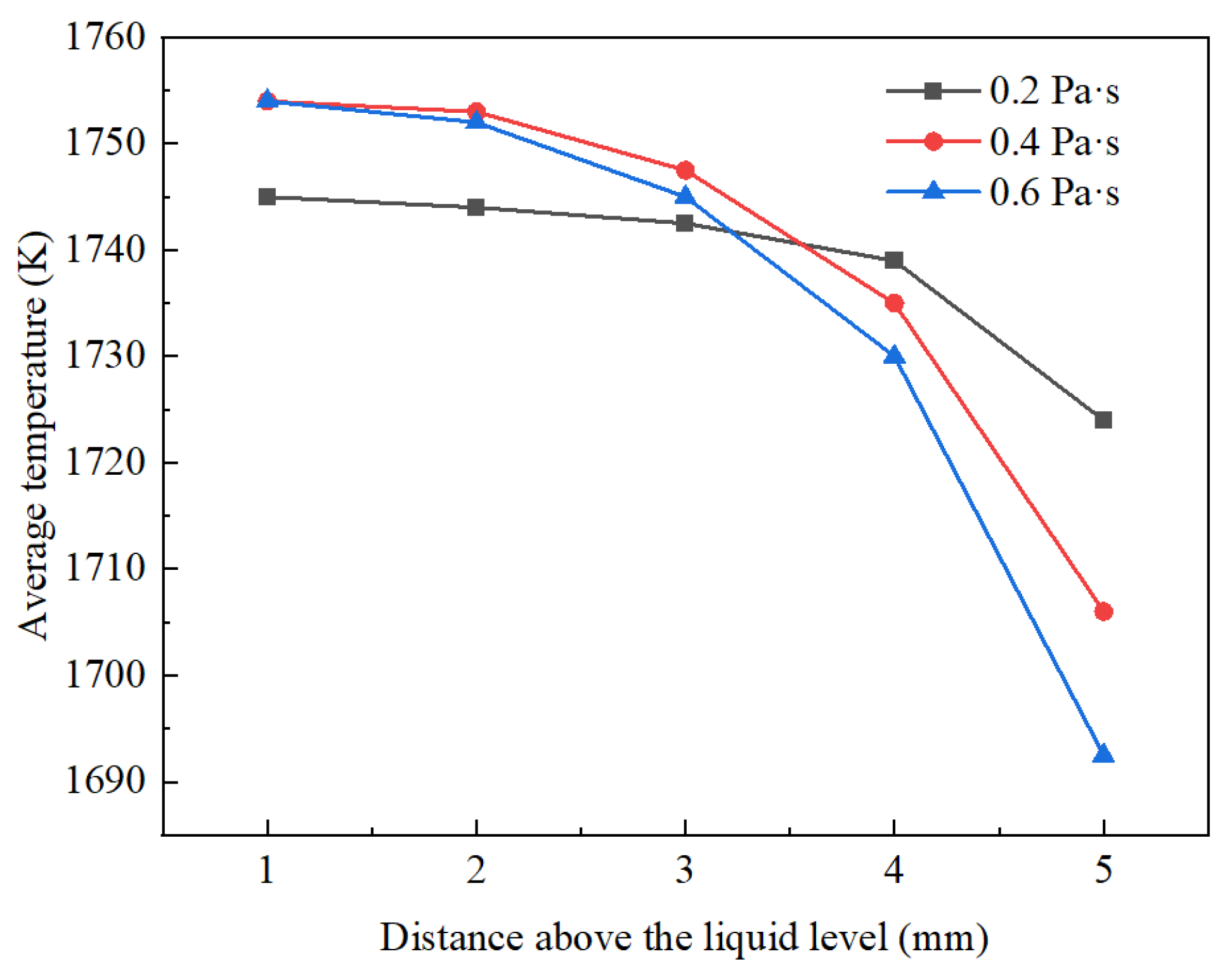
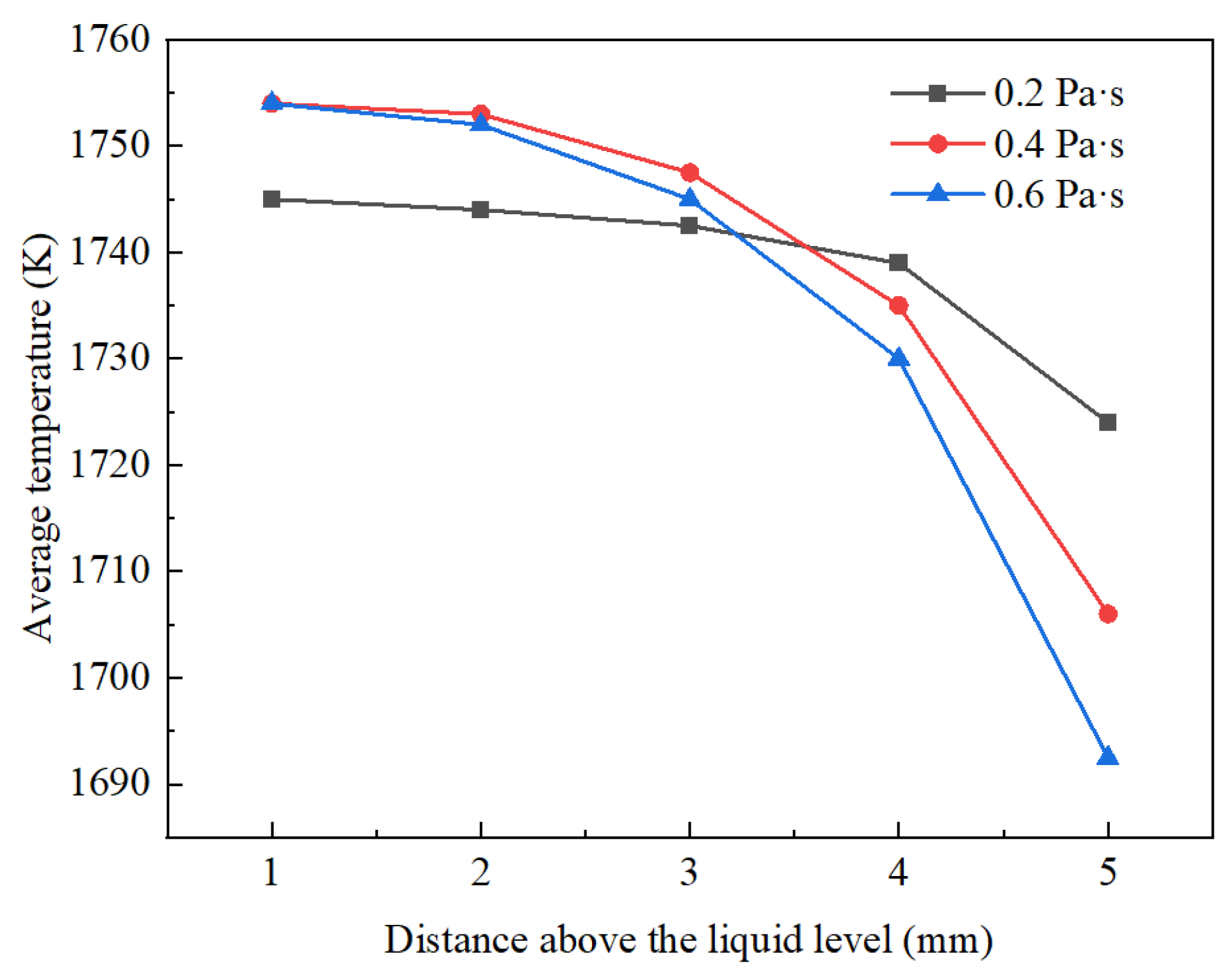
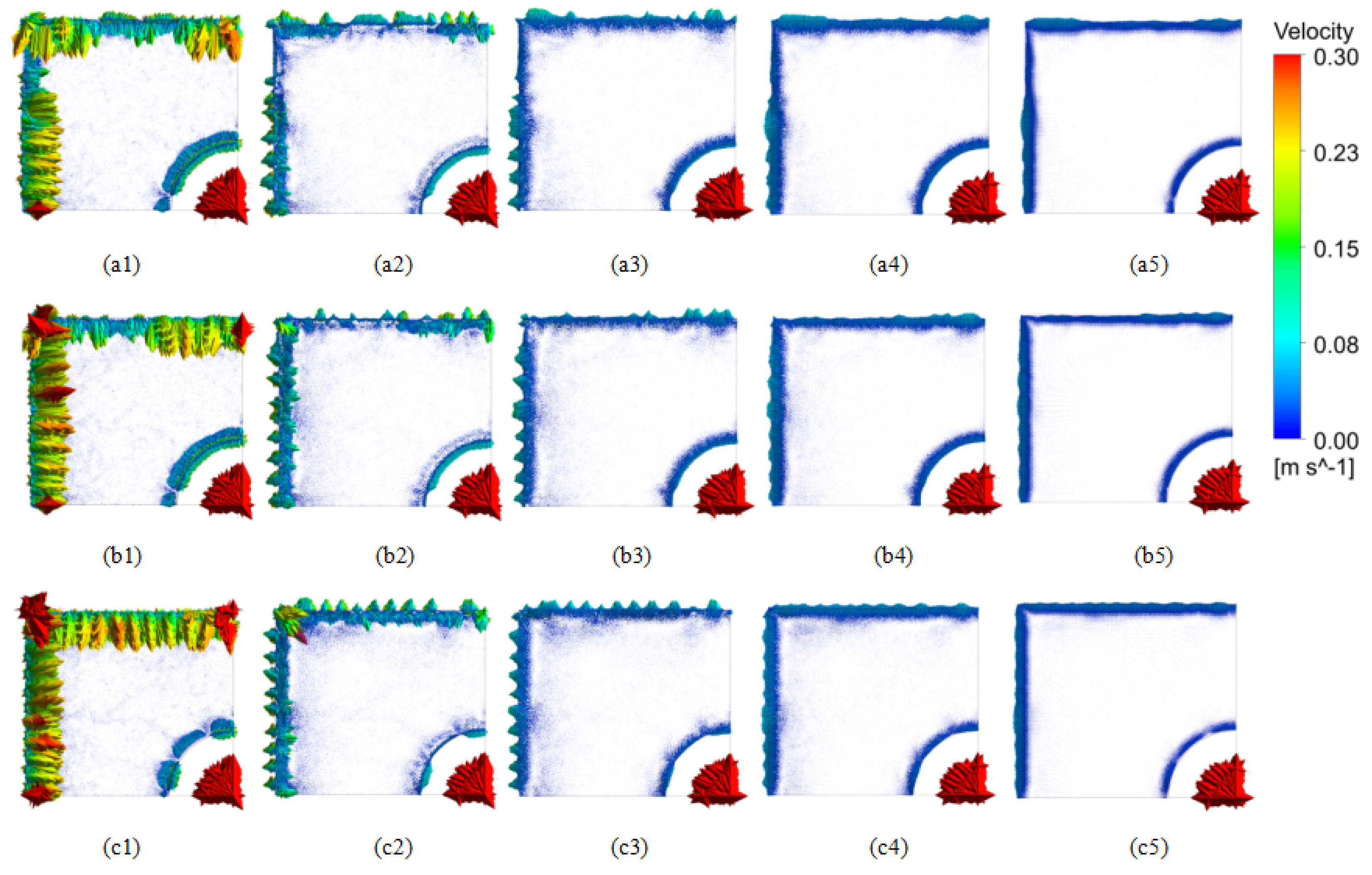
3.2.1. Effect of Protective Slag Viscosity on the Slag Layer
3.2.2. The Effect of Protective Slag Density on the Slag Layer
4. Conclusions
- 1.
- Reducing the drawing speed to 0.35–0.45 m·min−1 more effectively reduces the impact velocity, impact depth, surface velocity, and temperature gradient while improving the uniformity of the liquid surface temperature. This helps prevent slag entrainment at the liquid surface, inadequate slag flow and melting, as well as uneven solidification of the shell. To some extent, this also leads to a more uniform and finer internal structure in large billets of special steel;
- 2.
- The upward movement of argon bubbles disrupts the upper recirculation zone of the molten steel. As the argon injection increases, it directly alters the recirculation trajectory of the molten steel, lowering the liquid surface temperature and increasing the risk of slag entrainment. In the continuous casting process of large billets of special steel, a smaller or even no argon flow is more beneficial for maintaining proper flow and heat transfer at the liquid surface;
- 3.
- A higher viscosity of the protective slag increases its flow resistance, resulting in an uneven temperature distribution within the slag layer and potentially causing dead zones and stratification. Lower viscosity enhances the fluidity of molten protective slag and its convective heat transfer performance; however, it also results in weaker resistance to shear deformation, which can lead to larger fluctuations on the molten steel surface and increase slag entrainment. Protective slag viscosity between 0.2 and 0.4 Pa·s ensures a more optimal flow and heat transfer within the crystallizer;
- 4.
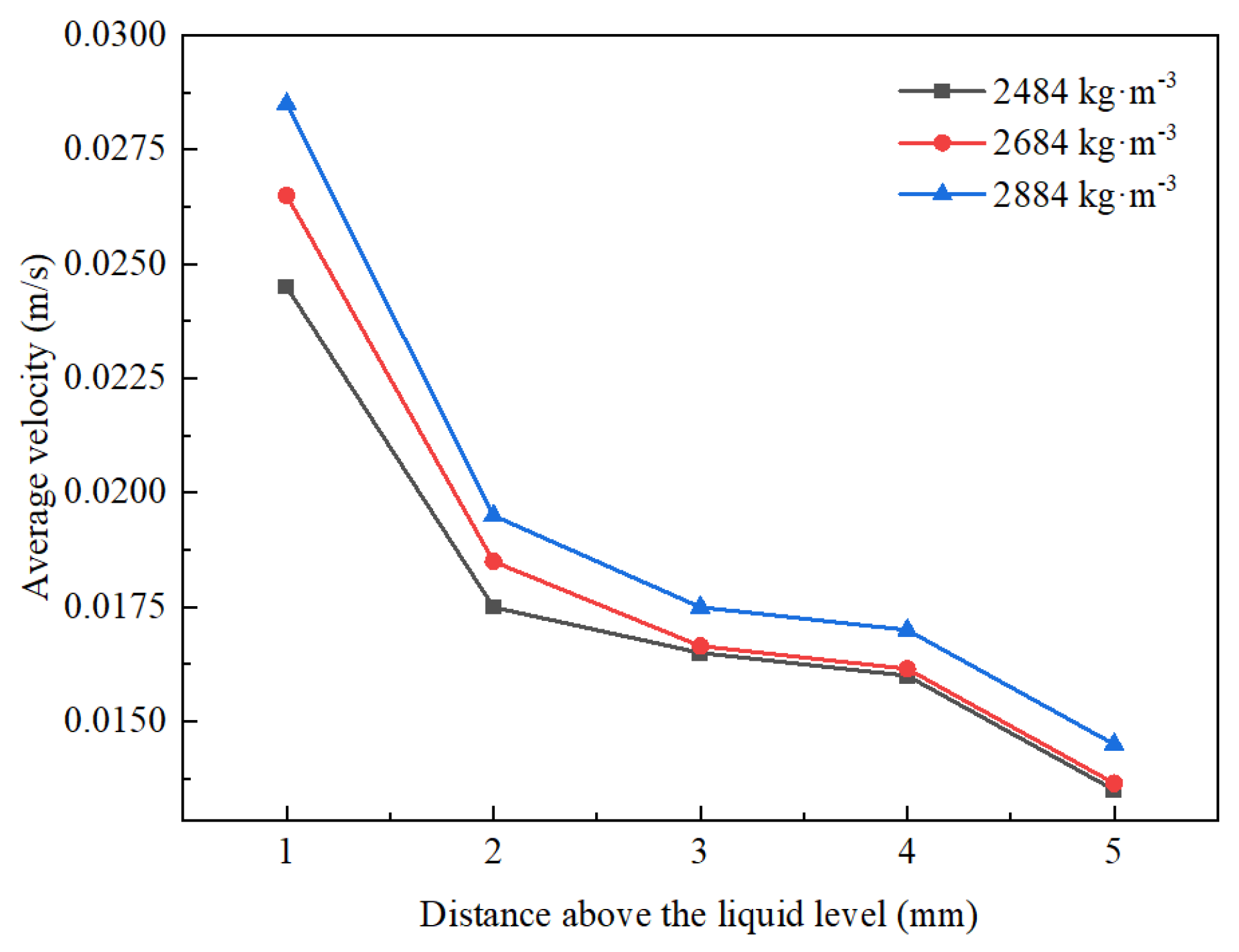
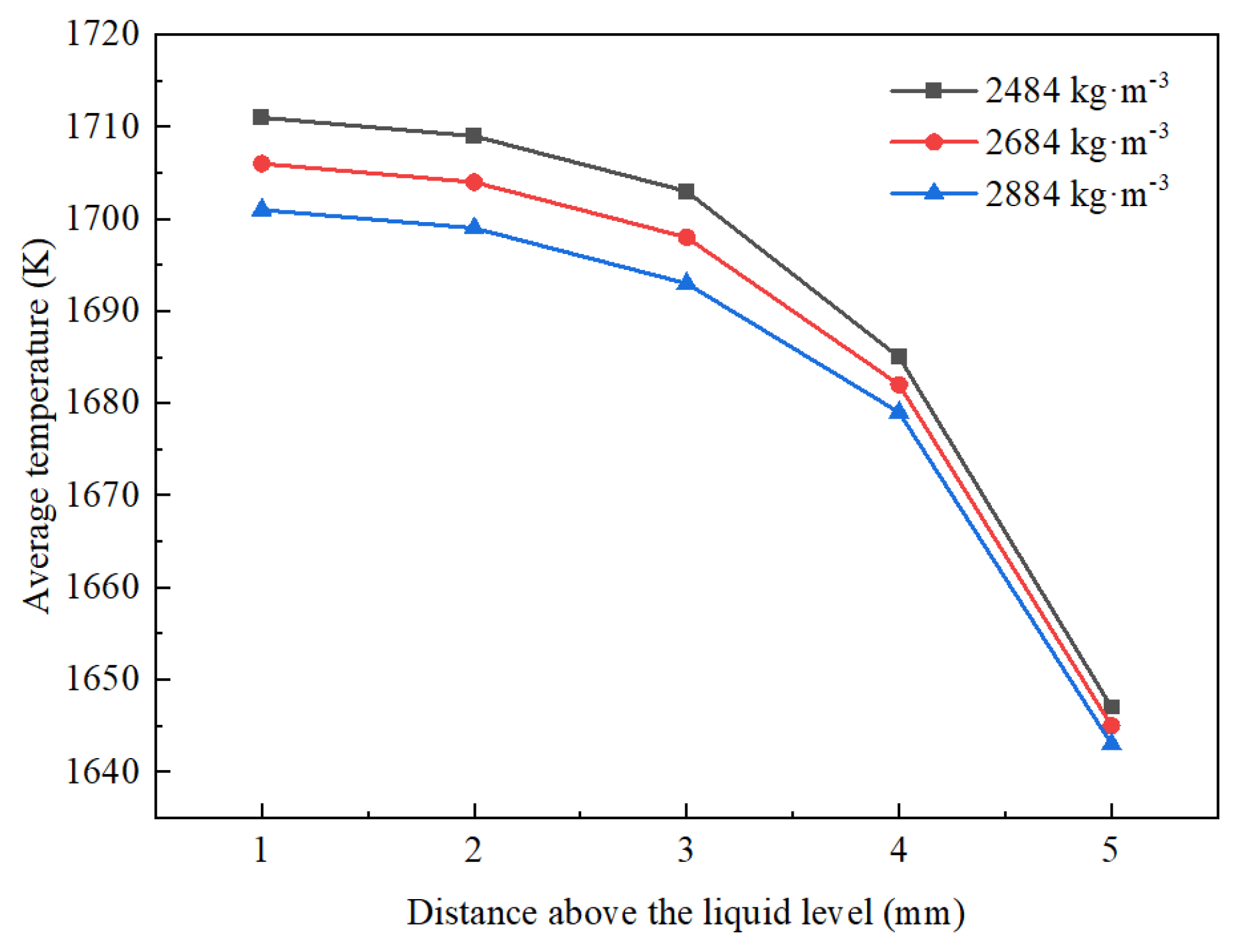
- Protective slags with different densities exhibit varying flow inertias in the crystallizer and exert different static pressures on the molten steel surface, thereby influencing the morphology, flow state, and stability of the molten steel surface. This also impacts the temperature gradient within the slag layer and the rate of heat transfer. Protective slags with densities ranging from 2484 to 2684 kg·m−3 exhibit better flow and heat transfer performance.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, Q.; Qu, Z.; Chen, F.; Liu, X.; Wang, G. Review of the Development of an Unbonded Flexible Riser: New Material, Types of Layers, and Cross-Sectional Mechanical Properties. Materials 2024, 17, 2560. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Z.; Wang, D.; Liu, G.; Qian, Y.; Xu, Y.; Xiang, D. Surface Modification of 42CrMo Steels: A Review from Wear and Corrosion Resistance. Coatings 2024, 14, 337. [Google Scholar] [CrossRef]
- Dolzhenko, A.; Tikhonova, M.; Kaibyshev, R.; Belyakov, A. Microstructures and Mechanical Properties of Steels and Alloys Subjected to Large-Strain Cold-to-Warm Deformation. Metals 2022, 12, 454. [Google Scholar] [CrossRef]
- Zaitsev, A.; Arutyunyan, N. Low-Carbon Ti-Mo Microalloyed Hot Rolled Steels: Special Features of the Formation of the Structural State and Mechanical Properties. Metals 2021, 11, 1584. [Google Scholar] [CrossRef]
- Kozłowska, A.; Grzegorczyk, B.; Morawiec, M.; Grajcar, A. Explanation of the PLC Effect in Advanced High-Strength Medium-Mn Steels. A Review. Materials 2019, 12, 4175. [Google Scholar] [CrossRef]
- Yang, L. China steelmaking technology progress in the 13th five-year plan and prospection. Iron Steel 2022, 57, 1–10. [Google Scholar] [CrossRef]
- Ohno, H.; Fukushima, Y.; Matsubae, K.; Nakajima, K.; Nagasaka, T. Revealing final destination of special steel materials with input-output-based material flow analysis. ISIJ Int. 2017, 57, 193–199. [Google Scholar] [CrossRef]
- Bjorhovde, R. Performance and design issues for high strength steel in structures. Adv. Struct. Eng. 2010, 13, 403–411. [Google Scholar] [CrossRef]
- Xia, S.; Wang, P.; Tang, Q.; Li, W.; Hu, K.; Zhang, J. Solidified end characteristics and center quality control of bearing steel bloom. Iron Steel 2024, 59, 99–110. [Google Scholar] [CrossRef]
- Lan, P.; Su, C.; Ai, H. Solidification Structure and Segregation in Billet Continuous Casting Under High Casting Speed for Alloyed Steel. Metall. Mater. Trans. B 2024, 55, 5093–5109. [Google Scholar] [CrossRef]
- Fredriksson, H. On the solidification of steel ingots and continuously cast steel billets and slabs. Can. Metall. Q. 1991, 30, 235–244. [Google Scholar] [CrossRef]
- Ma, F.; Liu, Q.; Zhang, J.; Wang, C.; Sun, J.; Li, M. Influence of jet characteristics nozzle on penetration behavior to vapor film in secondary cooling zones of continuous casting. Iron Steel 2022, 57, 101–109. [Google Scholar] [CrossRef]
- Yuan, Z.; Zhu, L.; Wang, X.; Wang, B.; Zhang, Y. Shear-thinning property of mold flux for thin slab continuous casting with high casting speed. Iron Steel 2022, 57, 97–108. [Google Scholar] [CrossRef]
- Liu, W.; Ren, L. Influence of outlet angle for submerged entry nozzle on fluid flow in a wide slab casting mold. Iron Steel 2022, 57, 83–92. [Google Scholar] [CrossRef]
- Hu, W.; Ji, C.; Zhu, M. Numerical simulation of continuous casting round blooms with different solidification end reduction strategies. Metall. Mater. Trans. B 2021, 52, 4130–4140. [Google Scholar] [CrossRef]
- Liu, H.; Chen, Y.; Qiu, H.; Wang, Z. Numerical simulation of coupled fluid flow and solidification in a curved round bloom continuous caster with a combined rotary electromagnetic stirring. Ironmak. Steelmak. 2022, 49, 506–521. [Google Scholar] [CrossRef]
- Qiu, D.; Zhang, Z.; Li, X.; Lv, M.; Mi, X.; Xi, X. Numerical Simulation of the Flow Field in an Ultrahigh-Speed Continuous Casting Billet Mold. Metals 2023, 13, 964. [Google Scholar] [CrossRef]
- An, H.; Bao, Y.; Wang, M.; Zhao, L. Effects of electromagnetic stirring on fluid flow and temperature distribution in billet continuous casting mould and solidification structure of 55SiCr. Metall. Res. Technol. 2018, 115, 103. [Google Scholar] [CrossRef]
- Yang, J.; Chen, D.; Long, M.; Duan, H. Transient flow and mold flux behavior during ultra-high speed continuous casting of billet. J. Mater. Res. Technol. 2020, 9, 3984–3993. [Google Scholar] [CrossRef]
- Yang, J.; Chen, D.; Qin, F.; Long, M.; Duan, H. Melting and Flowing Behavior of Mold Flux in a Continuous Casting Billet Mold for Ultra-High Speed. Metals 2020, 10, 1165. [Google Scholar] [CrossRef]
- Vakhrushev, A.; Kharicha, A.; Wu, M.; Ludwig, A.; Tang, Y.; Hackl, G.; Nitzl, G.; Watzinger, J.; Bohacek, J. On Modelling Parasitic Solidification Due to Heat Loss at Submerged Entry Nozzle Region of Continuous Casting Mold. Metals 2021, 11, 1375. [Google Scholar] [CrossRef]
- Ma, J.C.; Sun, H.Z.; Wang, X.B.; Lv, X. Numerical simulation of billet continuous casting solidification based on the measurement of shell thickness and surface temperature. Appl. Mech. Mater. 2011, 80, 81–85. [Google Scholar] [CrossRef]
- Yang, J.; Xie, Z.; Meng, H.; Hu, Z.; Liu, W.; Ji, Z. A three dimensional real-time heat transfer model for continuous casting blooms. ISIJ Int. 2023, 63, 1360–1372. [Google Scholar] [CrossRef]
- Fang, Q.; Ni, H.; Zhang, H.; Lv, Z. The Effects of a Submerged Entry Nozzle on Flow and Initial Solidification in a Continuous Casting Bloom Mold with Electromagnetic Stirring. Metals 2017, 7, 146. [Google Scholar] [CrossRef]
- Ren, B.Z.; Chen, D.F.; Wang, H.D.; Long, M.; Han, Z. Numerical simulation of fluid flow and solidification in bloom continuous casting mould with electromagnetic stirring. Ironmak. Steelmak. 2015, 42, 401–408. [Google Scholar] [CrossRef]
- Hirt, C.W.; Nichols, B.D. Volume of fluid (VOF) method for the dynamics of free boundaries. J. Comput. Phys. 1981, 39, 201–225. [Google Scholar] [CrossRef]
- Hrenya, C.M.; Bolio, E.J.; Chakrabarti, D.; Sinclair, J.L. Comparison of low Reynolds number k-ϵ turbulence models in predicting fully developed pipe flow. Chem. Eng. Sci. 1995, 50, 1923–1941. [Google Scholar] [CrossRef]
- Chattopadhyay, K.; Isac, M.; Guthrie, R.I.L. Considerations in using the discrete phase model (DPM). Steel Res. Int. 2019, 82, 1287–1289. [Google Scholar] [CrossRef]
- Mingtao, X.; Min, C. Numerical Simulation for Two-Phase Flow, Heat Transfer, and Inclusion Transport in Bloom Mold Considering the Effects of Argon Gas Injection and Mold Electromagnetic Stirring. Steel Res. Int. 2022, 93, 2100848. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter Name | Parameter Value |
|---|---|
| Steel Grade | SFQ590 |
| Casting Speed (m·min−1) | 0.35, 0.45, 0.55, 0.65, 0.75 |
| Billet Cross-sectional Dimensions (mm) | 300 × 340 |
| Nozzle Inner Diameter (mm) | 48 |
| Nozzle Outer Diameter (mm) | 105 |
| Casting Temperature (K) | 1793 |
| Slag Layer Thickness (mm) | 6 |
| Argon Flow Rate (L·min−1) | 0.50, 0.75, 1.00 |
| Protective Slag Viscosity (Pa·s) | 0.2, 0.4, 0.6 |
| Protective Slag Density (kg·m−3) | 2484, 2684, 2784, 2884 |
| Crystallizer Electromagnetic Stirring | None |
| C | Si | Mn | P | S | Cr | Ni | Mo | Al | V | Ti |
|---|---|---|---|---|---|---|---|---|---|---|
| 0.38 | 0.6 | 1.45 | 0 | 0.048 | 0.18 | 0.12 | 0 | 0.015 | 0.13 | 0.02 |
| Parameter Name | Parameter Value |
|---|---|
| Density (kg·m−3) | 6.913 |
| Viscosity (Pa·s) | 0.006 |
| Thermal Conductivity (W·m−1·K−1) | 34 |
| Specific Heat Capacity (J·kg−1·K−1) | 821 |
| Liquidus Temperature (K) | 1762 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ding, Z.; Wang, C.; Wang, X.; Xiao, P.; Zhu, L.; Wang, S. The Influence of Process and Slag Parameters on the Liquid Slag Layer in Continuous Casting Mold for Large Billets. Crystals 2025, 15, 388. https://doi.org/10.3390/cryst15050388
Ding Z, Wang C, Wang X, Xiao P, Zhu L, Wang S. The Influence of Process and Slag Parameters on the Liquid Slag Layer in Continuous Casting Mold for Large Billets. Crystals. 2025; 15(5):388. https://doi.org/10.3390/cryst15050388
Chicago/Turabian StyleDing, Zhijun, Chao Wang, Xin Wang, Pengcheng Xiao, Liguang Zhu, and Shuhuan Wang. 2025. "The Influence of Process and Slag Parameters on the Liquid Slag Layer in Continuous Casting Mold for Large Billets" Crystals 15, no. 5: 388. https://doi.org/10.3390/cryst15050388
APA StyleDing, Z., Wang, C., Wang, X., Xiao, P., Zhu, L., & Wang, S. (2025). The Influence of Process and Slag Parameters on the Liquid Slag Layer in Continuous Casting Mold for Large Billets. Crystals, 15(5), 388. https://doi.org/10.3390/cryst15050388