1. Introduction
In the stages involved in the processing of kaolin for speciality applications, calcination is the stage that has the highest consumption of energy [
1]. Nevertheless, the focus of the minerals industry in recent years has been towards the sustainable extraction and processing of raw materials. As a consequence, mining companies are developing and implementing practices that include, among others, reduction of energy consumption and reduction of CO
2 emissions [
2]. In this scenario, the optimisation of the calcination process during the generation of kaolin products is of increasing importance.
The industrial calcination of kaolin occurs in calciners such as the Multiple Hearth Furnace (MHF) [
3]. The use of energy and resources in the process greatly depends upon the performance of the calciner, which is operated following a control strategy based on the online measurements of temperature, gas flow and feed rate for the calciner [
4]. The quality control of the calcined kaolin product (i.e., soluble alumina and brightness parameters) is carried out with laboratory analyses which prohibit consistent and timely feedback for process control. Buxton and Benndorf [
5] stated that, in this scenario, on-site sensor-based material characterisation has the potential to increase the performance of the process by ensuring the adherence of the product to the quality specifications, reducing the necessity of off-line analyses and providing reconciliation data for real-time monitoring and control.
To optimise the performance of the calciner, Jämsä-Jounela et al. [
4] proposed the concept for a control strategy enhanced by mineralogy-driven algorithms, which would also include the online measurement of the soluble alumina parameter. Recently, Guatame-García and Buxton [
6] proposed the use of infrared sensors to predict the soluble alumina content in calcined kaolin by using a Support Vector Regression (SVR) model. Such a measurement could be integrated into the proposed control strategy, thus providing physical data to optimise the performance of the calciner. The results from that study provided a proof of concept for the validity of the approach and encouraged a more thorough analysis to increase its reliability. The successful implementation of the soluble alumina measurement would depend upon the performance of the predictions and on their relevance for decision making in the control strategy.
In order take a step further towards the implementation of the infrared-based soluble alumina measurements as a monitoring tool in the calcination of kaolin, this study is a continuation on the previous work of the authors [
6]. The primary objective is to propose a framework for the monitoring and quality control of products in the generation of calcined kaolin that can be integrated into the enhanced control strategy. The product control builds upon the previously developed measurement of the soluble alumina, presenting an updated model to improve the accuracy of the predictions. This paper further discusses how the soluble alumina measurement can be incorporated into the enhanced control strategy. The integration of the monitoring of kaolin calcination products with the enhanced control strategy would improve its performance having a direct impact on the optimisation of the calcination process.
2. Industrial Calcination of Kaolin
Raw kaolin that is used for generating speciality products contains more than 90% of kaolinite and small amounts of muscovite, illite and quartz. In the industrial calcination of kaolin, the raw material is thermally treated to temperatures above 1000
using the soft calcination method, i.e., exposing the material to high temperatures for a prolonged time. In the initial stage of the process, around 600
, the kaolinite (Al
2Si
2O
5(OH)
4) dehydroxylates and transforms into amorphous metakaolinite (Al
2Si
2O
7) (Equation (
1)), which has typically high chemical reactivity. Around 980
, the metakaolinite transforms into the spinel phase (Al-spinel (Al
2O
3) and Si-spinel (SiO
2)) (Equation (
2)), followed by the nucleation of the spinel and transformation into characteristically abrasive mullite above 1100
(Equation (
3)) [
7,
8,
9].
In the calcination of kaolin for speciality applications, the aim is to generate a product in an intermediate stage between the amorphous and crystalline spinel phase. This stage marks the balance point between low reactivity, measured as the soluble alumina content (i.e., amount of Al
2O
3 that can be extracted under chemical attack with strong acids), and low abrasiveness, given by the presence of mullite. The presence of soluble alumina and mullite above-determined thresholds are deleterious in calcined kaolin products [
10].
The Multiple Hearth Furnace (MHF) that is used for the calcination of kaolin is presented in
Figure 1. The MHF is composed of eight hearths and eight burners, located at the fourth and sixth hearths, which combust natural gas to provide the necessary heat to trigger the calcination reactions. Adjustment of the gas flow controls the temperature inside the calciner [
3,
10,
11].
Highly refined kaolin is fed into the calciner using an upper weigh feeder bin at the top of the furnace, followed by a weighed hopper via a rotary valve. The feed rate is expressed in kg/minute of zero moisture feed. Once inside the MHF, the kaolin flows downstream through the hearths of the furnace, stirred spirally by rotating rabble blades. Following the changes in the temperature profile, the calcination reactions previously described occur. At the bottom of the eighth hearth, the calcined kaolin is discharged through two drop holes on either side of the furnace base. The calcined kaolin, which leaves the furnace with an approximate temperature of 750
as a powder, is first cooled down to 100
using a high flow stream of ambient air (blast cooling) and then taken to cooler-bag filters to reach ambient temperature. Thomas et al. [
10] calculated a residence time for the kaolin within the furnace of 42 min under standard operating conditions. The time comprised between discharge and blast cooling is about 30 min.
In ideal conditions, the transformation from kaolinite to metakaolinite occurs at the fourth hearth, and the transformation of metakaolinite into Al-Si spinel occurs at towards the sixth hearth [
4]. As part of the process control strategy, the temperature at hearth six is manipulated to facilitate the absorption of Al into the spinel phase. Since the optimum calcination stage is defined by a point where kaolin has been fully but not excessively calcined, this step is a critical part of the process. At this specific point, over-heating would result in the nucleation of abrasive mullite, whereas under-heating would prevent the absorption of Al in the spinel phase, resulting in a product with high soluble alumina. The produced calcined kaolin has a soluble alumina target of less than
.
5. Product Monitoring
Currently, in the production of calcined kaolin, the method for the estimation of soluble alumina follows the procedure described by Taylor [
15]. Even though it provides accurate measurements, the fact that it is a laboratory-based technique that depends on highly specialised equipment creates a turnaround time of 3 to 4 days [
16]. Moreover, the number of assays per day are often limited to minimise the costs. These restrictions in the measurements prohibit timely operational feedback and process optimisation.
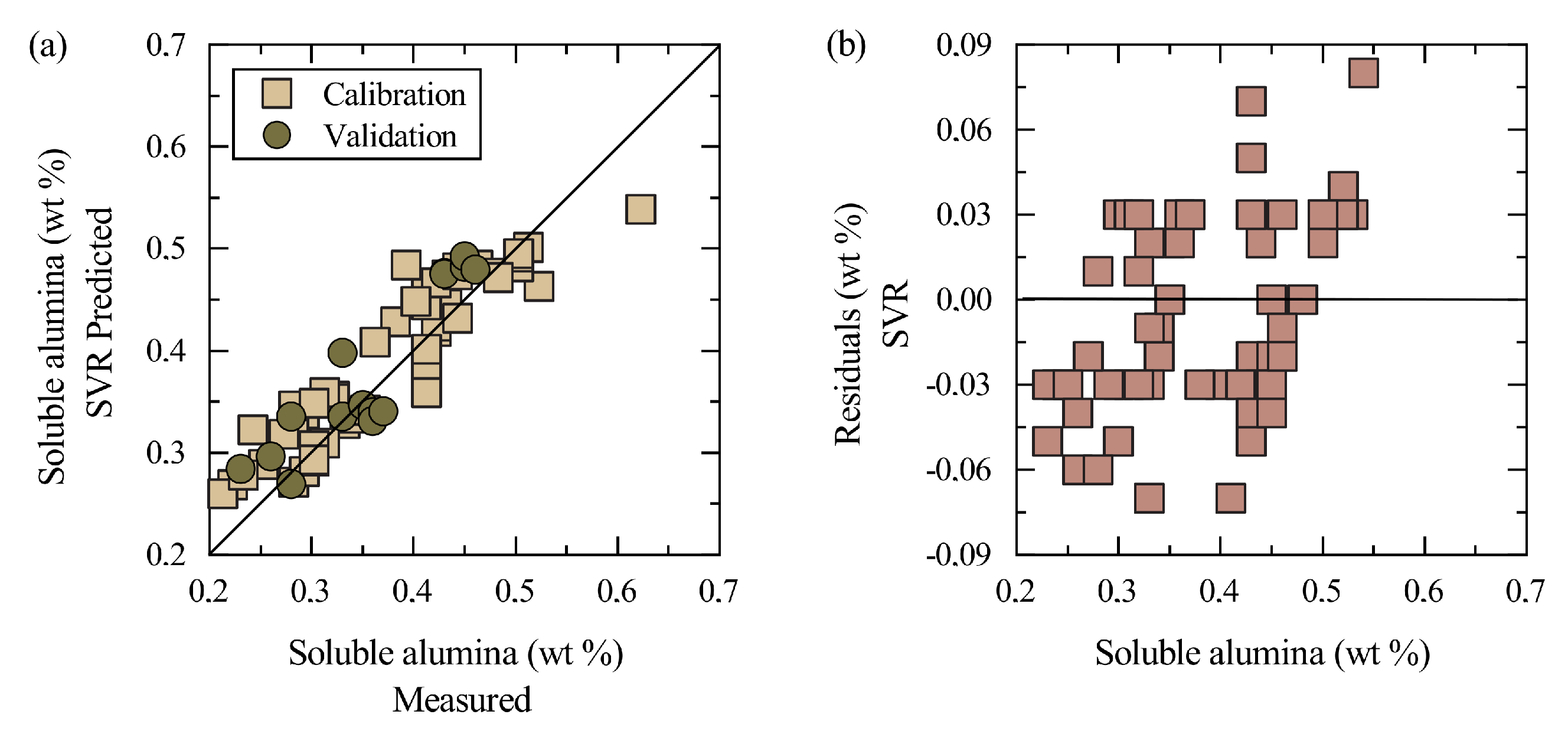
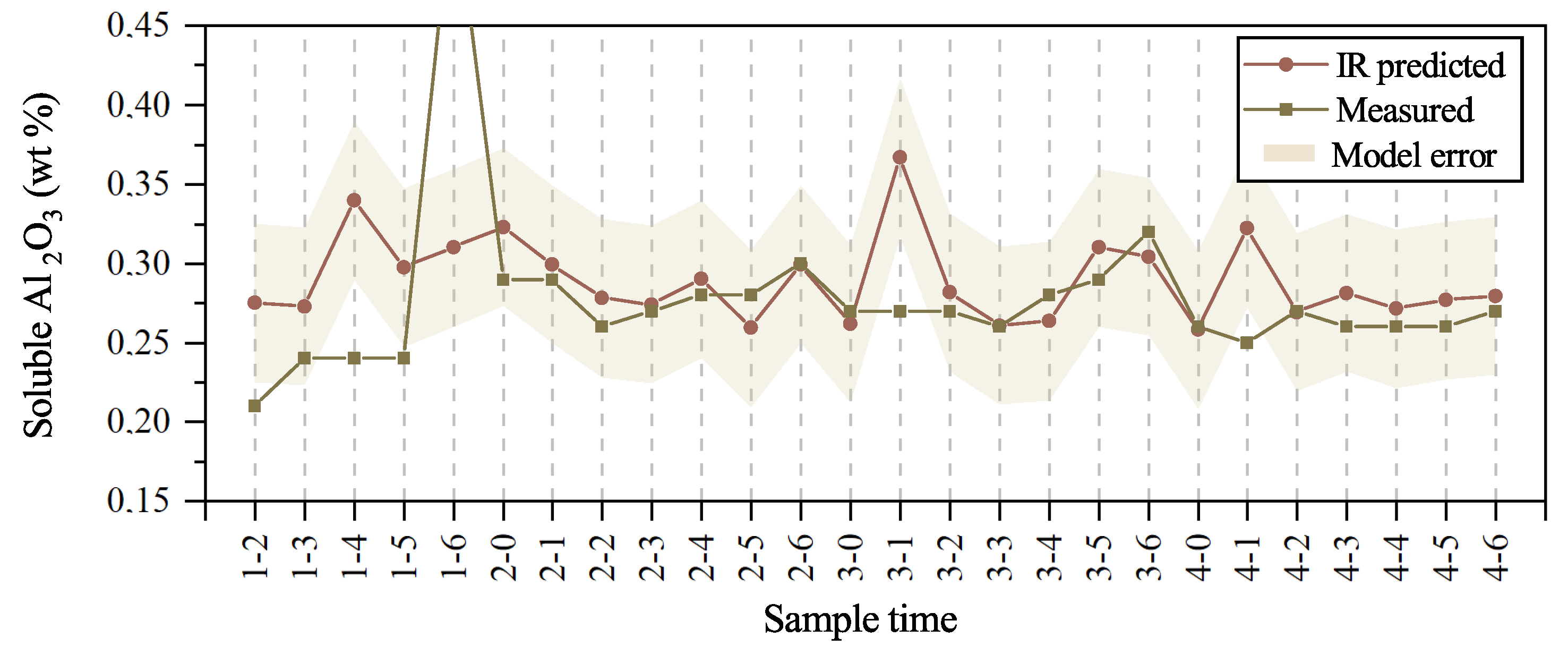
The proposed system for product monitoring aims to provide soluble alumina measurements that give timely feedback to the operation of the calciner. The system is based on the soluble alumina SVR-estimation using the IR spectra. The previous results indicate that there is a trade-off between a robust model that has a broad range of soluble alumina detection but a reduced accuracy, that is to say, the updated SVR model, and a model limited to a narrower detection range but with better accuracy, namely the original SVR model. Nevertheless, both models can estimate the amount of soluble alumina in the calcined kaolin with a level of accuracy that is acceptable for practical applications, as in the monitoring of the process.
The SVR models can be incorporated and become an integral part of the enhanced quality control strategy for the MHF proposed by Jämsä-Jounela et al. [
4]. The control strategy seeks to optimise the capacity of the furnace and minimise its energy consumption while maintaining the quality standards of the calcined product.
Figure 5 presents a simplified version of the concept of the quality control scheme of the furnace developed by Jämsä-Jounela et al. [
4], with focus on the input of the IR-based soluble alumina measurement.
In practice, the quality requirements for soluble alumina specify a threshold of as the maximum amount allowed in the product. Therefore, that threshold is the critical value that the monitoring and control system should focus. In this scenario, a combination of the updated and original models would give a more reliable estimation of the quality of the samples.
At first instance, the updated SVR model can provide with an initial estimation of the soluble alumina content in the product, and discriminate low or high values. Based on the response of both models, as observed in
Figure 2 and
Figure 3, a low–high threshold can be set at
. Low values do not impose a warning for the process, and therefore, precise estimation is not highly relevant. Nevertheless, low soluble alumina might suggest over-calcination of the kaolin, in which case, the mullite content of the calcined product should be considered. The furnace control strategy includes a soft-sensor for the determination of mullite, which also dictates changes in the feed rate.
In the case of high values, the soluble alumina content can be re-calculated using the original model that would generate a more accurate estimation. Since the accuracy of the original model is , a threshold at can be set as the point where action needs to be taken to increase the temperature in the furnace, which is controlled by adjusting the gas flow to hearths 4 and 6.
The implementation of an IR-based monitoring strategy for calcined products would enable the frequent collection of data, also creating permanent records. The integration of these data with other historical plant records could be used to perform trend analysis, develop soft-sensors and explore the opportunities for detecting other properties. Furthermore, the routine collection of data would serve to periodically recalibrate the models with the laboratory measurements that are regularly taken for official reporting.
With the existing instrumentation, the system can be used in a semi-offline mode, that is to say, on-site but with the intervention of an operator who collects the sample and manipulates the instrument. The biggest impact of the proposed framework is on the reduction of the turnaround time for operational feedback, which enables the optimisation of the processes with a direct effect on the energy consumption of the furnace and the use of the raw materials. The product monitoring could be carried out at earliest after blast cooling when the temperature of the calcined material allows its manipulation. The collection of the infrared measurements following the procedures used in this work and the calculation of the soluble alumina value using the SVR models takes approximately 10 min. Consequently, the infrared-based soluble alumina value can be obtained about 45 min after the discharge of the calcined powder. This delay is not only adequate for operational feedback but also indicates a significant time improvement from the current laboratory measurements, which are on the scale of days. The implementation of the system does not require extensive knowledge of chemometrics or infrared spectroscopy. A regular plant operator with minimal training could perform the measurements.
Even though the infrared instruments used for conducting this research are portable, full on-site implementation of the methods proposed in this work requires adapting the spectrometers to the mine operations. Adapting the spectrometer to an industrial set-up would require a system to collect and present the samples to the instrument, protection of the spectrometer head to avoid the need for constant cleaning, protection against dust –which is abundant at the operations–, and protection against humidity or moisture, to minimise the influence from the environment. The full automation of the system would require major design modifications of the instrument to make it more robust and autonomous.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}