
Influence of Two Mass Variables on Inertia Cone Crusher Performance and Optimization of Dynamic Balance


Abstract
:1. Introduction
2. The Coupled Model for Inertia Cone Crusher
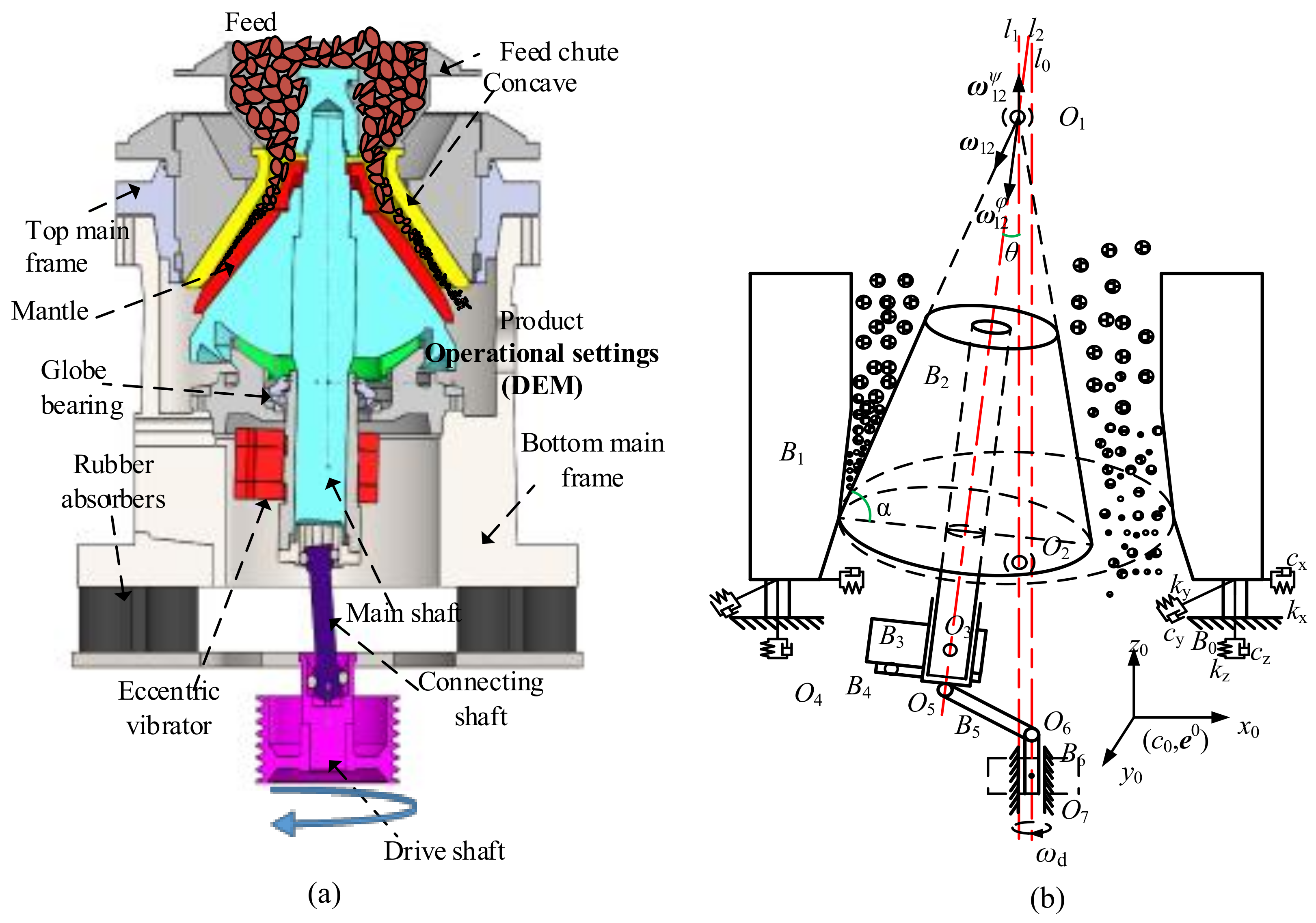
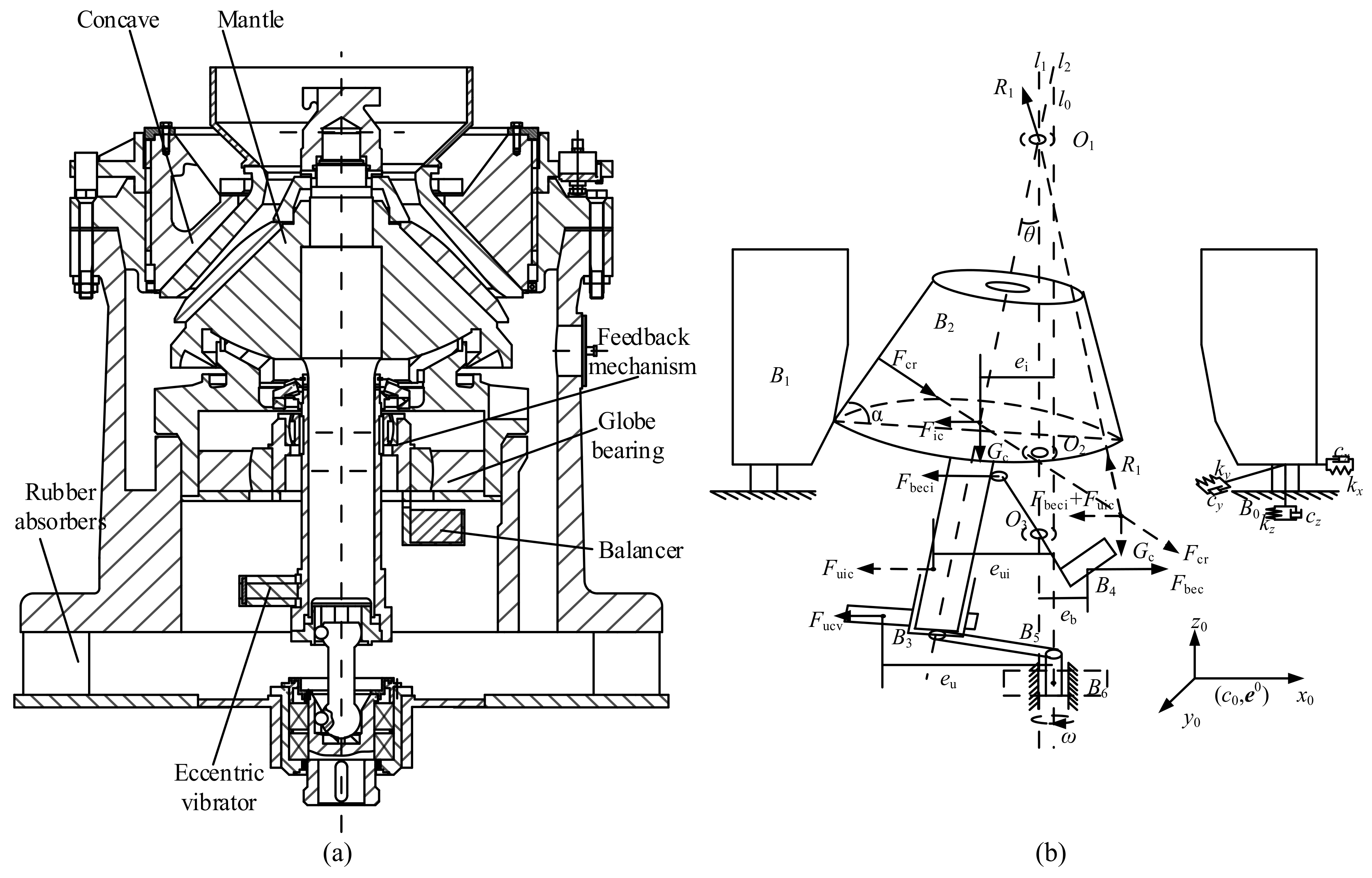
2.1. Inertia Cone Crusher Theory
2.2. Crusher Dynamic Model Using MBD
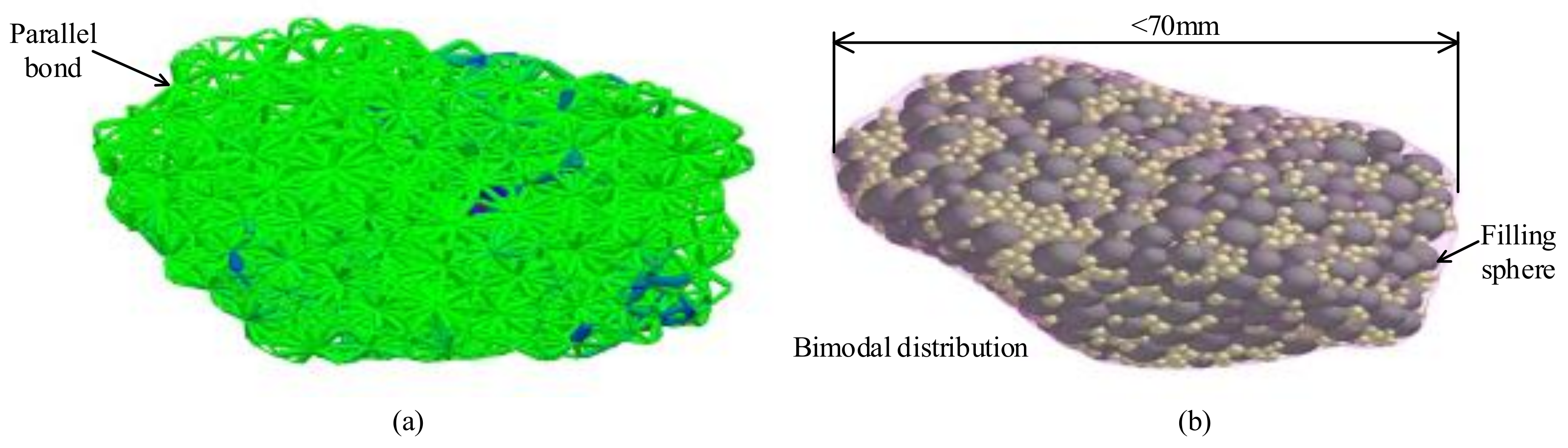
2.3. DEM Modeling of Slag Particles Using BPM
2.3.1. BPM Theory
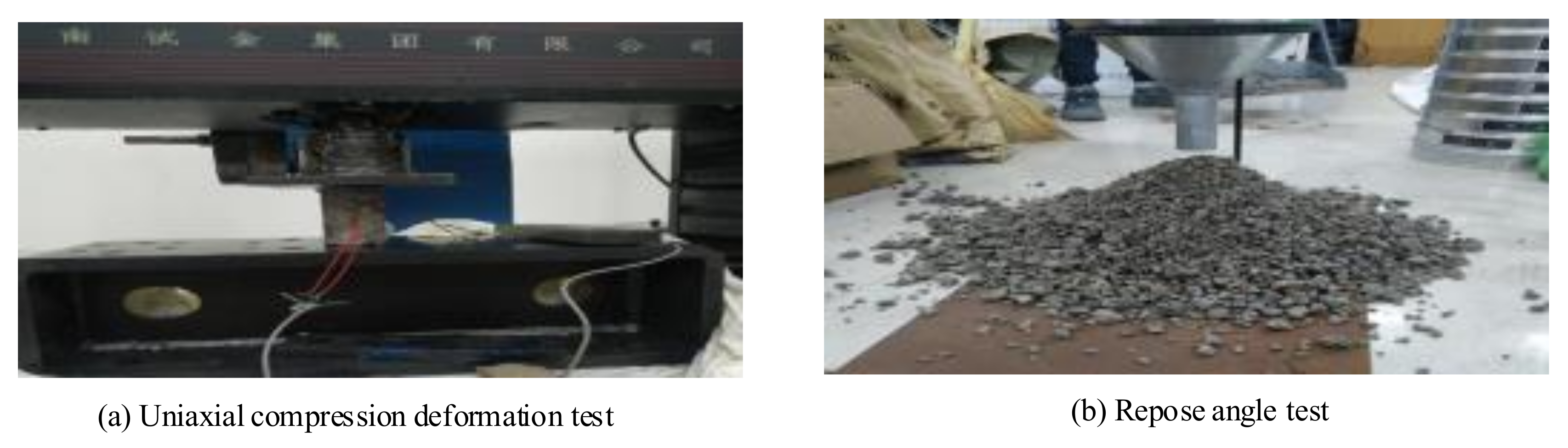
2.3.2. BPM Calibration
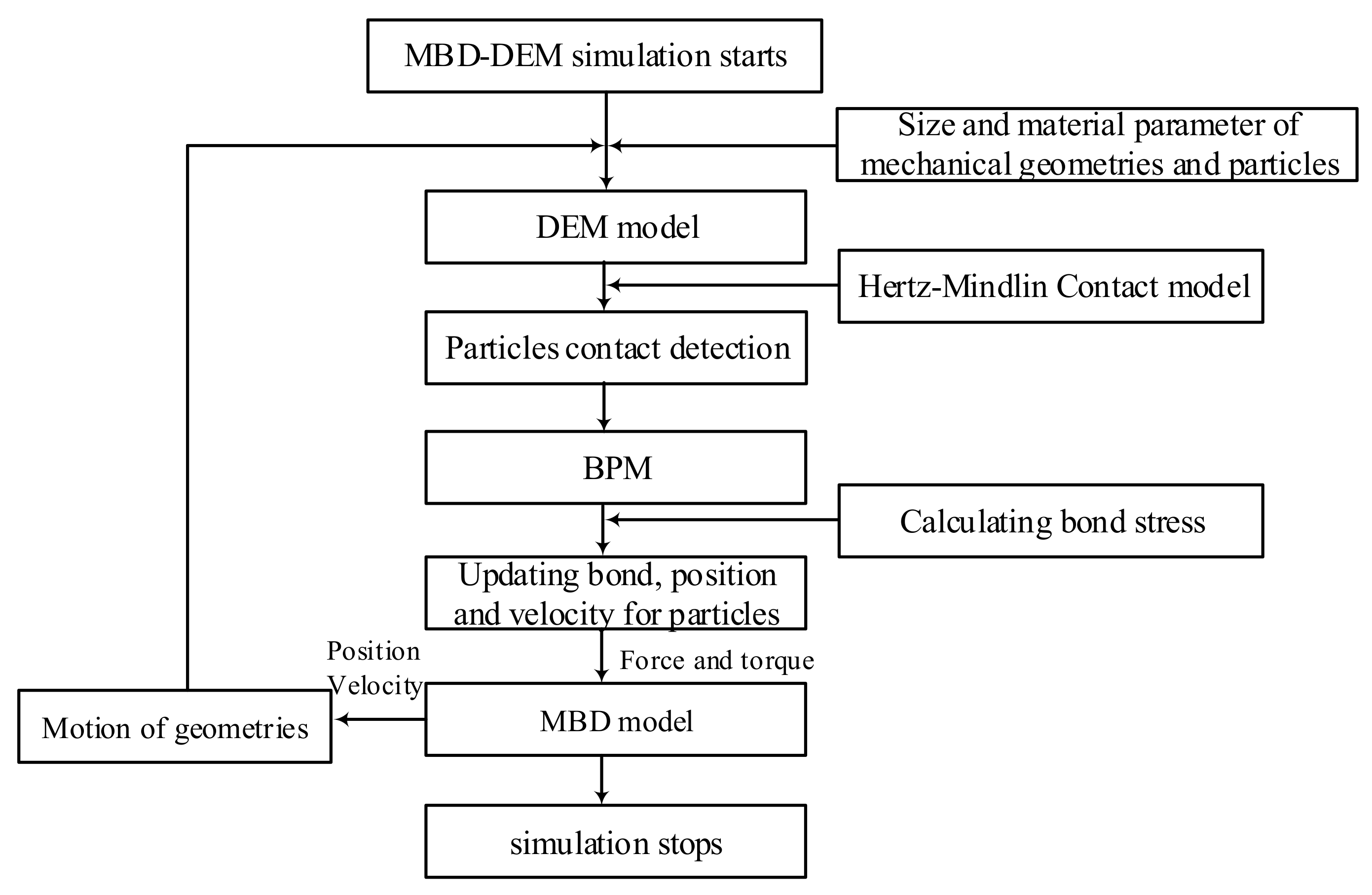
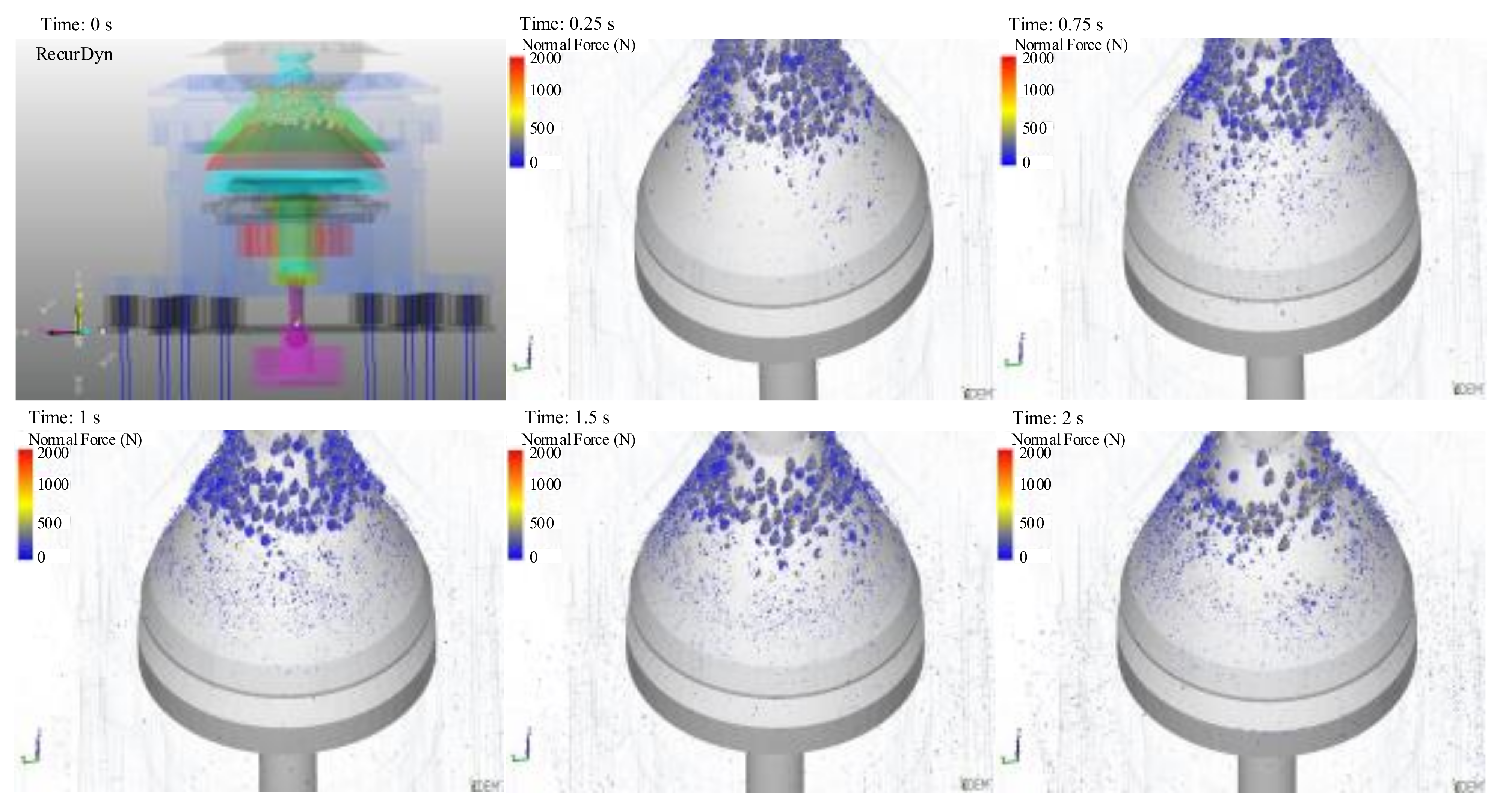
2.4. The Solution of the Coupled MBD-DEM Model in Software
3. Analysis of the Inertia Cone Crusher Performance
3.1. Influencing Factors and Performance Goals
3.2. Crushing Force Achievement Rate Analysis
3.3. Amplitude Analysis
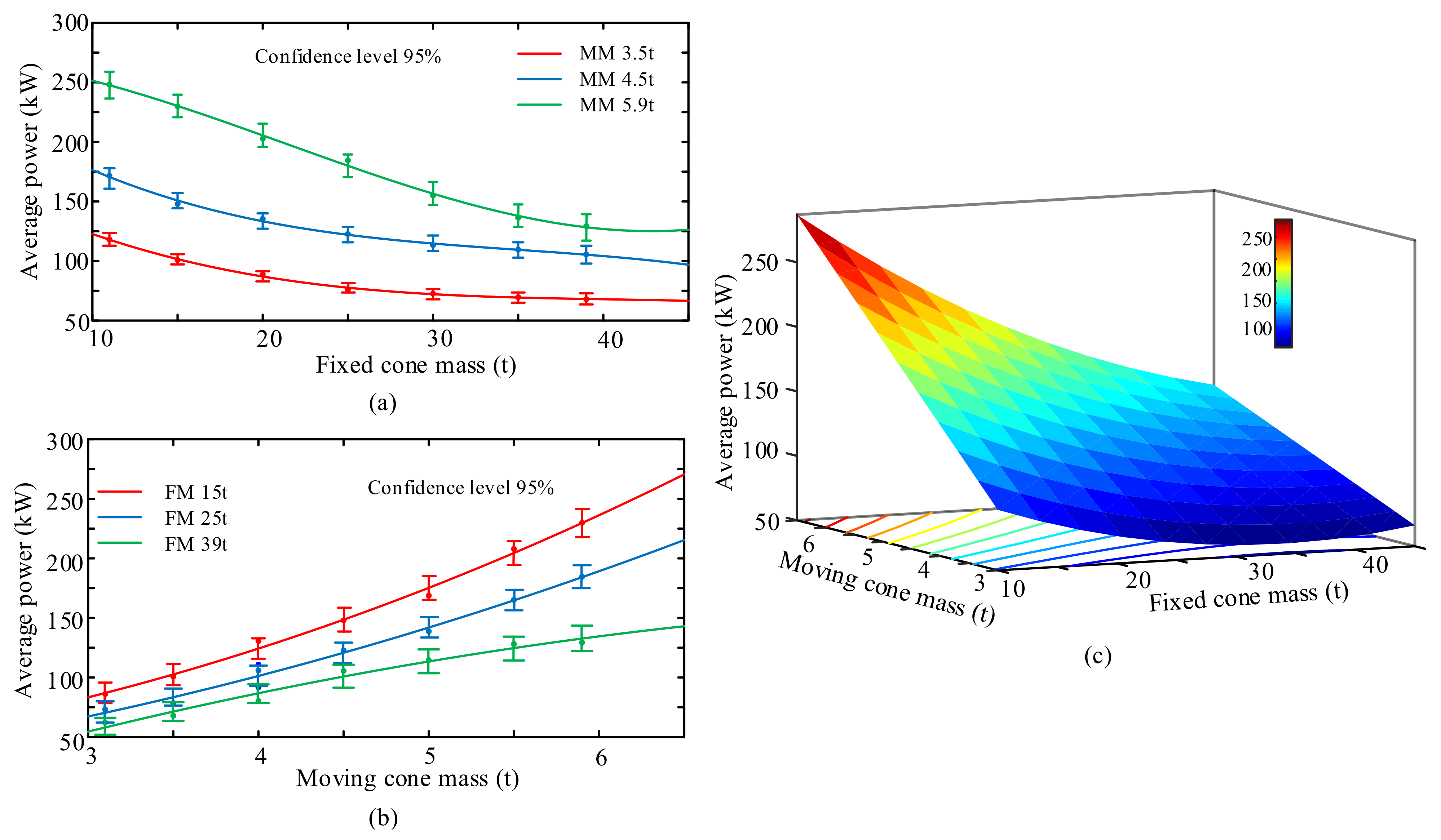
3.4. Average Power Analysis
3.5. Optimization Results
4. Design of Dynamic Balancing Mechanism
4.1. Mechanics Principle of Dynamic Balancing
4.2. Elementary Prototype of Laboratory Experiments
4.2.1. Experimental Devices
4.2.2. Amplitudes of Test Points
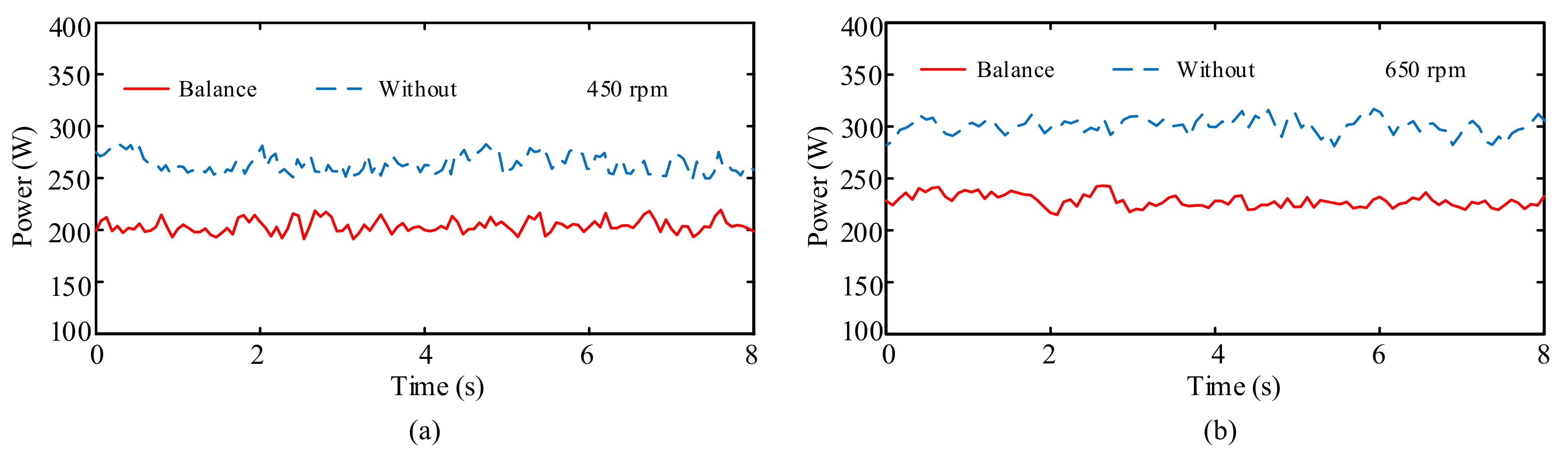
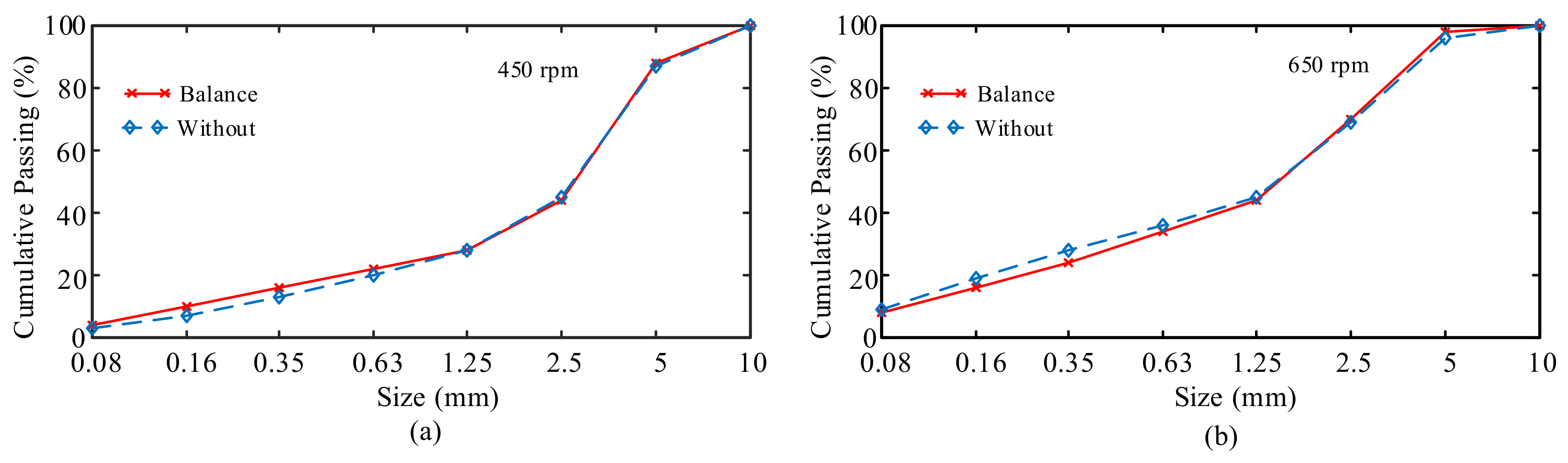
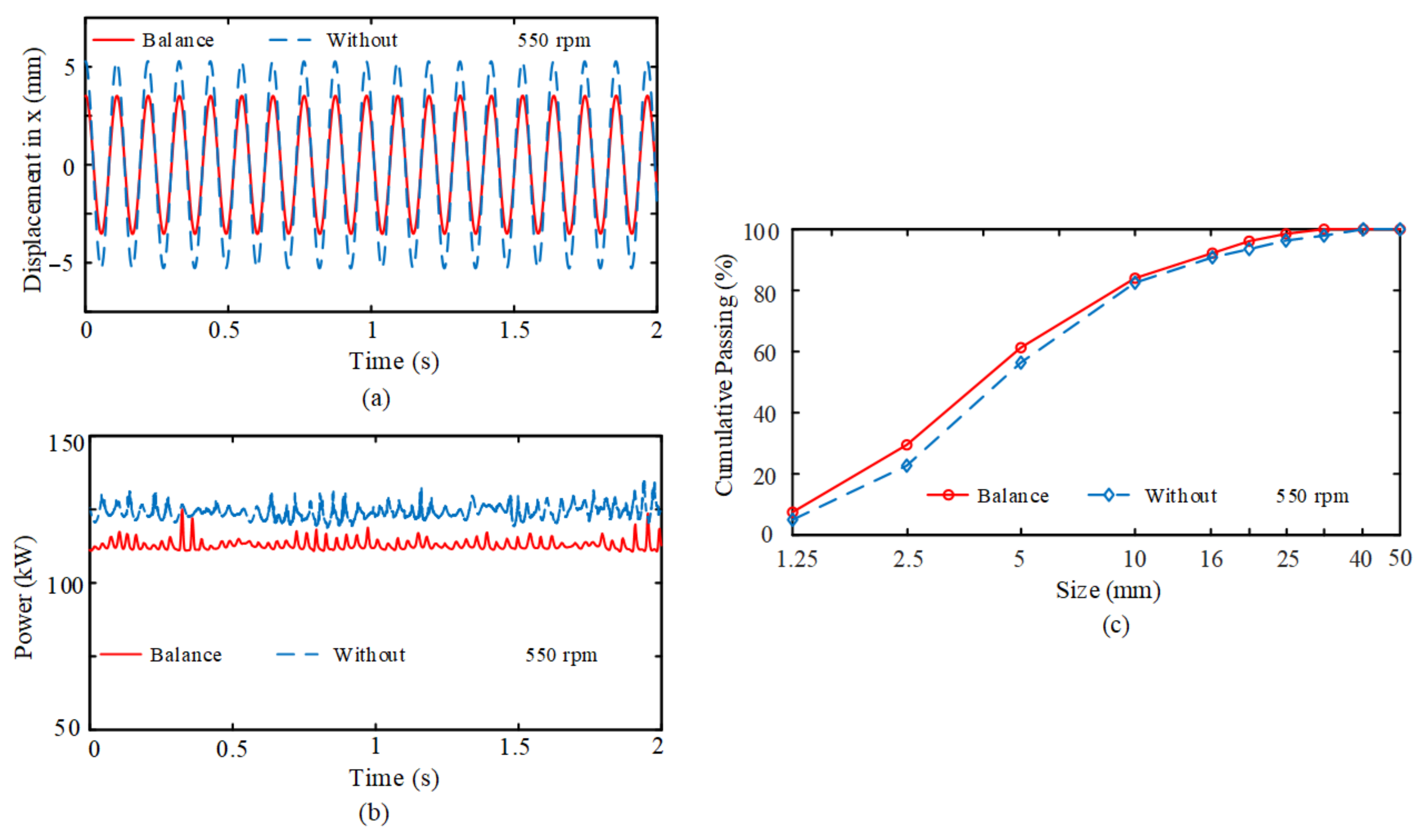
4.2.3. Power draw and Product Size Distribution
4.3. Optimization Verification of Industrial-Scale Inertia Cone Crusher
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Simulation Run | FM—m1 (t) | MM—m2 (t) | Achievement Rate—ηf (%) | Operative Force—Fo (kN) | Amplitude—As (mm) | Deflection Angle—γd (deg) | Average Power—Pa (kW) |
|---|---|---|---|---|---|---|---|
| 1 | 11 | 3.1 | 85.79 | 418.43 | 7.09 | 0.213 | 105.39 |
| 2 | 11 | 3.5 | 82.96 | 455.65 | 7.85 | 0.239 | 118.06 |
| 3 | 11 | 4.0 | 81.97 | 515.24 | 8.75 | 0.269 | 154.19 |
| 4 | 11 | 4.5 | 80.04 | 562.98 | 9.63 | 0.301 | 171.62 |
| 5 | 11 | 5.0 | 79.38 | 623.81 | 10.59 | 0.329 | 199.30 |
| 6 | 11 | 5.5 | 75.76 | 653.85 | 11.36 | 0.358 | 231.51 |
| 7 | 11 | 5.9 | 73.83 | 697.79 | 11.95 | 0.383 | 248.23 |
| 8 | 15 | 3.1 | 88.75 | 432.20 | 6.31 | 0.177 | 86.16 |
| 9 | 15 | 3.5 | 86.36 | 472.11 | 7.03 | 0.198 | 100.78 |
| 10 | 15 | 4.0 | 85.34 | 536.38 | 7.78 | 0.225 | 133.59 |
| 11 | 15 | 4.5 | 84.35 | 593.22 | 8.64 | 0.254 | 148.01 |
| 12 | 15 | 5.0 | 81.94 | 643.82 | 9.39 | 0.280 | 168.72 |
| 13 | 15 | 5.5 | 78.48 | 666.15 | 10.16 | 0.304 | 207.90 |
| 14 | 15 | 5.9 | 77.67 | 723.95 | 10.77 | 0.326 | 229.78 |
| 15 | 20 | 3.1 | 90.87 | 443.19 | 5.23 | 0.145 | 79.47 |
| 16 | 20 | 3.5 | 89.18 | 491.92 | 5.86 | 0.164 | 88.69 |
| 17 | 20 | 4.0 | 88.13 | 553.81 | 6.55 | 0.186 | 121.53 |
| 18 | 20 | 4.5 | 87.67 | 616.62 | 7.22 | 0.213 | 135.34 |
| 19 | 20 | 5.0 | 85.67 | 673.25 | 7.91 | 0.231 | 149.18 |
| 20 | 20 | 5.5 | 81.87 | 697.92 | 8.41 | 0.254 | 187.17 |
| 21 | 20 | 5.9 | 80.71 | 743.23 | 9.08 | 0.272 | 202.72 |
| 22 | 25 | 3.1 | 92.94 | 452.84 | 4.21 | 0.121 | 73.14 |
| 23 | 25 | 3.5 | 91.15 | 502.39 | 4.76 | 0.135 | 76.02 |
| 24 | 25 | 4.0 | 90.29 | 570.54 | 5.32 | 0.155 | 105.89 |
| 25 | 25 | 4.5 | 89.87 | 643.46 | 5.99 | 0.176 | 122.67 |
| 26 | 25 | 5.0 | 88.31 | 694.31 | 6.45 | 0.193 | 138.81 |
| 27 | 25 | 5.5 | 84.91 | 726.74 | 7.05 | 0.231 | 165.17 |
| 28 | 25 | 5.9 | 87.01 | 779.00 | 7.48 | 0.229 | 184.56 |
| 29 | 30 | 3.1 | 94.36 | 459.72 | 3.47 | 0.102 | 68.53 |
| 30 | 30 | 3.5 | 92.97 | 510.62 | 3.91 | 0.115 | 72.56 |
| 31 | 30 | 4.0 | 92.12 | 578.33 | 4.40 | 0.131 | 93.88 |
| 32 | 30 | 4.5 | 91.48 | 645.52 | 4.81 | 0.149 | 113.45 |
| 33 | 30 | 5.0 | 89.96 | 706.50 | 5.35 | 0.163 | 129.62 |
| 34 | 30 | 5.5 | 87.39 | 754.20 | 5.83 | 0.180 | 149.31 |
| 35 | 30 | 5.9 | 86.84 | 799.67 | 6.21 | 0.193 | 155.07 |
| 36 | 35 | 3.1 | 95.48 | 465.18 | 2.83 | 0.087 | 64.54 |
| 37 | 35 | 3.5 | 93.80 | 515.13 | 3.08 | 0.094 | 69.68 |
| 38 | 35 | 4.0 | 92.91 | 585.44 | 3.59 | 0.113 | 82.87 |
| 39 | 35 | 4.5 | 92.96 | 653.76 | 3.98 | 0.128 | 109.54 |
| 40 | 35 | 5.0 | 91.02 | 716.72 | 4.46 | 0.141 | 121.50 |
| 41 | 35 | 5.5 | 91.04 | 785.69 | 4.66 | 0.155 | 134.31 |
| 42 | 35 | 5.9 | 89.98 | 827.12 | 4.91 | 0.168 | 136.34 |
| 43 | 39 | 3.1 | 96.68 | 470.81 | 2.47 | 0.079 | 62.20 |
| 44 | 39 | 3.5 | 94.36 | 520.17 | 2.77 | 0.880 | 67.96 |
| 45 | 39 | 4.0 | 94.13 | 591.51 | 3.09 | 0.100 | 78.30 |
| 46 | 39 | 4.5 | 93.44 | 657.93 | 3.39 | 0.114 | 105.51 |
| 47 | 39 | 5.0 | 92.38 | 725.88 | 3.77 | 0.125 | 114.60 |
| 48 | 39 | 5.5 | 92.08 | 802.48 | 3.91 | 0.138 | 128.06 |
| 49 | 39 | 5.9 | 90.88 | 836.75 | 4.43 | 0.149 | 129.78 |
| Model | Regression Coefficient—B | Standardization Coefficient—Be | t Value | p Value | Confidence Interval for B | ||
|---|---|---|---|---|---|---|---|
| Lower | Upper | ||||||
| fη | FM | 0.628 | 1.097 | 7.718 | <0.01 | 0.464 | 0.792 |
| MM | −0.400 | −1.943 | 0.59 | ||||
| FM·FM | −0.011 | −0.937 | −8.080 | <0.01 | −0.013 | −0.08 | |
| MM·MM | −0.557 | −0.878 | −17.980 | <0.01 | −0.619 | −0.494 | |
| FM·MM | 0.083 | 0.759 | 7.940 | <0.01 | 0.062 | 0.104 | |
| Constant | 82.196 | 82.400 | <0.01 | 80.185 | 84.206 | ||
| fA | FM | −0.197 | −0.762 | −18.703 | <0.01 | −0.225 | −0.169 |
| MM | 2.162 | 0.836 | 58.740 | <0.01 | 2.063 | 2.261 | |
| FM·FM | 0.003 | 0.583 | 17.664 | <0.01 | 0.0025 | 0.0034 | |
| MM·MM | −0.131 | −2.331 | 0.025 | ||||
| FM·MM | −0.039 | −0.799 | −28.692 | <0.01 | −0.043 | −0.036 | |
| Constant | 3.708 | 19.341 | <0.01 | 3.192 | 4.224 | ||
| fP | FM | −1.679 | −0.340 | −2.641 | 0.011 | −2.960 | −0.398 |
| MM | 64.107 | 1.299 | 28.872 | <0.01 | 59.632 | 68.582 | |
| FM·FM | 0.068 | 0.697 | 6.689 | <0.01 | 0.048 | 0.088 | |
| MM·MM | 0.174 | 0.935 | 0.355 | ||||
| FM·MM | −0.979 | −1.039 | −11.804 | <0.01 | −1.146 | −0.812 | |
| Constant | −56.084 | −4.850 | <0.01 | −79.391 | −32.777 | ||
References
- Safronov, A.N.; Kazakov, S.V.; Shishkin, Y.V. New trends in inertia cone crusher studies. Miner. Process. J. 2012, 5, 40–42. [Google Scholar]
- Babaev, R.M.; Kishchenko, V.L. The effect of KID-1500 inertia cone crusher parameters upon preset crushed stone size fraction yield. Miner. Process. J. 2012, 1, 22–24. [Google Scholar]
- Savov, S. Constructive-mechanical review of conical inertial crushers (KID). Bulg. J. Eng. Des. 2012, 15, 23–28. [Google Scholar]
- Savov, S.; Nedyalkov, P.; Minin, I. Crushing force theoretical examination in one cone inertial crusher. J. Multidiscip. Eng. Sci. Technol. 2015, 2, 430–437. [Google Scholar]
- Xia, X.; Chen, B. Study on dynamic characteristics of inertia cone crusher and its application. In Proceedings of the XXV International Mineral Processing Congress (IMPC 2010), Brisbane, Australia, 6–10 September 2010; pp. 1399–1403. [Google Scholar]
- Cleary, P.W.; Sinnott, M.D.; Morrison, R.D.; Cummins, S.; Delaney, G.W. Analysis of cone crusher performance with changes in material properties and operating conditions using DEM. Miner. Eng. 2017, 100, 49–70. [Google Scholar] [CrossRef]
- Andre, F.P.; Tavares, L.M. Simulating a laboratory-scale cone crusher in DEM using polyhedral particles. Powder Technol. 2020, 372, 362–371. [Google Scholar] [CrossRef]
- Chen, Z.; Wang, G.; Xue, D.; Bi, Q. Simulation and optimization of gyratory crusher performance based on the discrete element method. Powder Technol. 2020, 376, 93–103. [Google Scholar] [CrossRef]
- Cheng, J.; Ren, T.; Zhang, Z.; Liu, D.; Jin, X. A dynamic model of inertia cone crusher using the discrete element method and multi-body dynamics coupling. Minerals 2020, 10, 862. [Google Scholar] [CrossRef]
- Xu, L. An approach for calculating the dynamic load of deep groove ball bearing joints in planar multibody systems. Nonlinear Dyn. 2012, 70, 2145–2161. [Google Scholar] [CrossRef]
- Langerholc, M.; Cesnik, M.; Slavic, J.; Boltear, M. Experimental validation of a complex, large-scale, rigid-body mechanism. Eng. Struct. 2012, 36, 220–227. [Google Scholar] [CrossRef]
- Li, C.; Honeyands, T.; O’Dea, D.; Moreno-Atanasio, R. The angle of repose and size segregation of iron ore granules: DEM analysis and experimental investigation. Powder Technol. 2017, 320, 257–272. [Google Scholar] [CrossRef]
- Cundall, P.A.; Strack, O.D. A discrete numerical model for granular assemblies. Geotechnique 1979, 30, 331–336. [Google Scholar] [CrossRef] [Green Version]
- Barrios, G.K.P.; Tavares, L.M. A preliminary model of high pressure roll grinding using the discrete element method and multi-body dynamics coupling. Int. J. Miner. Process. 2016, 156, 32–42. [Google Scholar] [CrossRef]
- Chung, Y.C.; Wu, C.W.; Kuo, C.Y.; Hsiau, S.S. A rapid granular chute avalanche impinging on a small fixed obstacle: DEM modeling, experimental validation and exploration of granular stress. Appl. Math. Model. 2019, 74, 540–568. [Google Scholar] [CrossRef]
- Znamenskll, S.B.; Krivelev, D.M. Inertial Cone Crusher for Comminution of Ores of Varying Hardness Has Base with Cylindrical Vertical Support Element, on Which Driving Counter-Balance Is Mounted on Bearings, Counter-Balance Including Concentric Portion with V Belt Groove. Russia Patent No. 2097132-C1, 20 February 1996. [Google Scholar]
- Ren, T.; Huang, K.; Cheng, J.; Zhang, Z.; Jin, X. Vibration performance on novel inertia cone crushers. Chin. Mech. Eng. 2019, 30, 2704–2708. [Google Scholar]
- Orin, D.E.; McGhee, R.B.; Vukobratovic, M.; Hartoch, G. Kinematic and kinetic analysis of open-chain linkages utilizing Newton-Euler methods. Math. Biosci. 1972, 43, 107–130. [Google Scholar] [CrossRef]
- Potyondy, D.O.; Cundall, P.A. A bonded-particle model for rock. Int. J. Rock Mech. Min. Sci. 2004, 41, 1329–1364. [Google Scholar] [CrossRef]
- Quist, J.; Evertsson, C.M. Cone crusher modelling and simulation using DEM. Miner. Eng. 2016, 85, 92–105. [Google Scholar] [CrossRef]
- Wang, D.; Servin, M.; Berglund, T.; Mickelsson, K.O.; Ronnback, S. Parametrization and validation of a nonsmooth discrete element method for simulating flows of iron ore green pellets. Powder Technol. 2015, 283, 475–487. [Google Scholar] [CrossRef]
- Mindlin, R.D. Compliance of elastic bodies in contact. J. Appl. Mech. 1949, 16, 259–268. [Google Scholar]
- Ren, T.; Huang, K.; Cheng, J.; Zhang, Z.; Liu, D.; Jin, X. Multi-body dynamics Analysis and test verification for inertia cone crushers. Chin. Mech. Eng. 2020, 31, 2322–2331. [Google Scholar]
- Myers, R.H.; Montgomery, D.C. Response Surface Methodology: Process and Product Optimization Using Designed Experiments, 2nd ed.; Wiley: New York, NY, USA, 2008. [Google Scholar]






| Parameter | Value | Unit | |
|---|---|---|---|
| DEM material properties | |||
| Rock | Steel | ||
| Solid density | 4700 | 7800 | (kg/m3) |
| Shear stiffness | 1.48∙109 | 7.0∙1010 | (Pa) |
| Poisson’s ratio | 0.38 | 0.3 | |
| Rock_Rock | Rock_Steel | ||
| Coefficient of static friction | 0.56 | 0.7 | |
| Coefficient of restitution | 0.15 | 0.25 | |
| Coefficient of rolling friction | 0.01 | 0.01 | |
| BPM parameters | |||
| Normal stiffness | 556 | (GPa/m) | |
| Shear stiffness | 250 | (GPa/m) | |
| Normal critical stress | 32 | (MPa) | |
| Shear critical stress | 8.5 | (MPa) | |
| Bond disc radius | 3.2 | (mm) | |
| Machine | |||
| Mantle cone angle | 50 | (deg) | |
| Driving speed | 550 | (rpm) | |
| Fixed cone mass | 20,000 | (kg) | |
| Moving cone mass | 5500 | (kg) | |
| Rubber absorber properties | |||
| Stiffness coefficient kx,ky,kz | 350,350,970 | (N/mm) | |
| Damping coefficient cx,cy,cz | 20,20,40 | (N·s/mm) | |
| Model | Degree Freedom | Mean Square | F Value | p Value | Determination Coefficient | |
|---|---|---|---|---|---|---|
| fη | Regression | 4 | 363.167 | 767.995 | <0.01 | 0.993 |
| Error | 44 | 0.473 | ||||
| Total | 48 | |||||
| fA | Regression | 4 | 75.010 | 9625.911 | <0.01 | 0.999 |
| Error | 44 | 0.008 | ||||
| Total | 48 | |||||
| fP | Regression | 4 | 27,049.462 | 954.059 | <0.01 | 0.989 |
| Error | 44 | 28.352 | ||||
| Total | 48 | |||||
| Experiment Case | Amplitude of First Point (mm) | Amplitude of Second Point (mm) | Amplitude of Rotation Point (mm) | Deflection Angle (mm) | |
|---|---|---|---|---|---|
| 450 rpm | Balance | 0.18 | 0.55 | 0.04 | 0.18 |
| Without | 0.49 | 2.11 | 0.22 | 0.63 | |
| 650 rpm | Balance | 0.21 | 0.66 | 0.05 | 0.24 |
| Without | 0.55 | 2.47 | 0.25 | 0.67 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cheng, J.; Ren, T.; Zhang, Z.; Jin, X.; Liu, D. Influence of Two Mass Variables on Inertia Cone Crusher Performance and Optimization of Dynamic Balance. Minerals 2021, 11, 163. https://doi.org/10.3390/min11020163
Cheng J, Ren T, Zhang Z, Jin X, Liu D. Influence of Two Mass Variables on Inertia Cone Crusher Performance and Optimization of Dynamic Balance. Minerals. 2021; 11(2):163. https://doi.org/10.3390/min11020163
Chicago/Turabian StyleCheng, Jiayuan, Tingzhi Ren, Zilong Zhang, Xin Jin, and Dawei Liu. 2021. "Influence of Two Mass Variables on Inertia Cone Crusher Performance and Optimization of Dynamic Balance" Minerals 11, no. 2: 163. https://doi.org/10.3390/min11020163