1. Introduction
Historically, flotation circuits have included cell banks; however, changes in the processed ore, operational grinding conditions, technological developments, valuable metal prices, energy, and water consumption have generated an evolution from circuits to flotation systems. These systems include flotation cell banks, flotation columns, and grinding units, with an arrangement that is complex to determine as the design alternatives markedly increase as the number of processing stages increases [
1].
When industrial aspects are considered, several issues arise. Flotation systems process a large number of mineralogical species, which increases the complexity of the problem. These species include particles of different sizes, shapes, and mineral compositions together with a liquid–gas medium, which makes the systems challenging to model. On the other hand, the design of these flotation systems is addressed by considering the experience of the designer and is supported by laboratory/pilot tests, simulation, and modeling. The number of design alternatives is significant, which limits the evaluation and selection of alternatives during laboratory/pilot tests. In addition, uncertainty, such as metal price and ore composition, adds complexity to the problem. Thus, the design of flotation systems considering all aspects mentioned is technically and economically non-viable.
The available literature reports design procedures focused on concentration circuits implementing mainly cell banks. These procedures are based on mathematical programming and include the following ingredients: a superstructure of alternatives, a mathematical model, and an algorithm to solve the problem [
2]. The resulting mathematical model is typically a mixed-integer non-linear programming (MINLP) problem, which is difficult to solve [
3]. Several authors have proposed implementing certain assumptions to handle the design problem. For example, Cisternas et al. [
4] proposed describing the recoveries in flotation stages via distribution functions, resulting in a mixed-integer linear programming (MILP) problem. They reported that there are few optimal structures for a wide range of recoveries; i.e., the recovery of mineralogical species has a minor effect on the optimal structures. Based on these results, methodologies to design flotation circuits in two steps were proposed [
5,
6,
7]: first, the researchers detected a set of optimal circuit structures using distribution functions to represent the stage recoveries, and second, the optimal design was determined for each of the optimal structures. Similarly, Acosta-Flores et al. [
8] proposed characterizing both the flotation stage recovery and grinding stage conversion through distribution functions. The authors reported that there were few optimal structures for the flotation systems.
Equipment selection has been investigated in a few works. Schena et al. [
9] used a series of generic superstructures to represent the equipment, including bank cells and grinding units. However, the grinding units were fixed to reduce the mathematical complexity of the problem. Later, Cisternas et al. [
10] utilized a hierarchized superstructure to select bank and column flotation units. However, fixed values of stage recoveries were utilized to avoid a mixed-integer non-convex non-linear problem. Later, Méndez et al. [
11] included the selection of grinding stages in the design of a flotation circuit. Again, the grinding unit types were fixed to solve the optimization problem.
On the other hand, uncertainty is inherent in industrial processes, including flotation systems. The effect of uncertainty on the metallurgical behavior of flotation systems could be critical, affecting the economic performance. Several approaches have been proposed in the literature to deal with this uncertainty [
12]; e.g., Cisternas et al. [
4] and Montenegro et al. [
13] used stochastic programming to develop a procedure based on an MILP model to design flotation circuits in which the recoveries in the flotation stages were described by distribution functions. Jamett et al. [
14] also applied stochastic programming to design flotation circuits. They used a bank model and limited instances during the design procedure to reduce the computational effort, and consequently the global optimum was not obtained. Liang et al. [
15] proposed a framework for the design and optimization of flotation circuits by using the distribution profiles of economic performance. Two sources of uncertainties were considered: first, the copper price and the feed stream; second, the kinetic parameters of the flotation cell model. To solve the MINLP problem under uncertainty, the fuzzy distributional robust optimization method based on possibility and necessity theories was implemented. However, these works neither considered the selection of flotation equipment nor grinding stages, which are essential aspects of industrial practice. Unlike these previous works, Acosta-Flores et al. [
8] included uncertainty in the flotation and grinding stages via the distribution functions and consequently in the design of flotation systems. However, they did not consider the selection of flotation equipment and did not study the effect of metal price on the flotation system’s design. According to Cisternas et al. [
2,
16], the metal price influences the structure of flotation circuits and thus must be thoroughly addressed during the design stage. Therefore, equipment selection, metal price uncertainty, and flotation and grinding stage uncertainty often are not studied as a whole during the design of flotation systems, as evidenced in works cited earlier and in other existing studies in the available literature (
Table 1).
Another approach proposed in the literature to address the uncertainty in processes is flexibility and resilience, which are significant components of the operability of industrial processes; i.e., these are applied after designing the process. Flexibility can be defined as the capability to adapt to new or changing requirements, whereas resilience can be defined as the capability to recover or adjust to misfortune. In this way, flexibility might be better suited for optimists, and resilience might be better for pessimists [
17]. These concepts are related to robust optimization; i.e., they provide conservative solutions [
18]. In the context of mineral processing, specifically flotation systems, flexibility and resilience have not been applied yet. For this purpose, the required conditions must first be analyzed to guarantee their application.
The basic model used for flexibility considers design variables related to the structure and equipment sizes of the plant, state variables, control state, and uncertain parameters, as well as equations representing the plant performance and constraints representing the operational feasibility. This approach considers a nominal value of the uncertain parameters and the expected deviations to analyze the feasibility of operation via mathematical optimization. In the context of flotation systems, a successful operation depends on the relationship between the recovery and the concentrate grade. The recovery and concentrate grade are opposing but can be included satisfactorily in expressions of economic types, such as the net-smelter-return formula [
2]. According to Cisternas et al. [
2], the structure is more influential on the economic performance of flotation systems than operational conditions. Thus, a flotation system with a poorly designed structure will be difficult to improve economically under uncertainty, even when modifying the operational conditions. Considering that processing stages exhibit operational uncertainty, a good structure would offer the possibility to establish nominal values for these stages, favoring both the operational feasibility and maximization of revenues generated by the flotation systems.
From the previous literature review, we observed the following: first, the impact of the metal price uncertainty on the design of flotation systems has not been addressed; second, the set of optimal structures for a specific flotation system is small; third, the uncertainty in the species stage recovery has a limited influence on the optimal structures; fourth, the selection of equipment for flotation systems operating under uncertainty has not been thoroughly addressed; and fifth, successful operation is related to the structure of the flotation system. Consequently, the following questions arise:
Is it possible to determine the structures presenting favorable conditions for operating the flotation systems?
Does the selection of flotation equipment and metal price influence the operability of the flotation systems?
Thus, the main objective of this work is to establish, from the design point of view, the requirements necessary for the operational feasibility of flotation systems.
Table 1.
Flotation system design methodologies, NLP = nonlinear programming, LP = linear programming, and MINLP = mixed integer nonlinear programming. Uncertainty described by distribution functions.
Table 1.
Flotation system design methodologies, NLP = nonlinear programming, LP = linear programming, and MINLP = mixed integer nonlinear programming. Uncertainty described by distribution functions.
| Reference | Model Type | Cell/Bank/Approximate Model | Grinding | Operational and Metal Price Uncertainty | Selection of Flotation Equipment |
|---|
| Mehrotra and Kapur, 1974 [19] | NLP | Bank | No | No–No | No |
| Reuter et al., 1988 [20] | LP | Bank | No | No–No | No |
| Reuter and Van Deventer, 1990 [21] | LP | Bank | Yes | No–No | No |
| Schena et al., 1996 [22] | MINLP | Bank | Yes | No–No | No |
| Schena et al., 1997 [9] | MINLP | Bank | No | No–No | No |
| Guria et al., 2005 [23] | NLP | Cell | No | No–No | No |
| Guria et al., 2005 [24] | NLP | Cell | No | No–No | No |
| Cisternas et al., 2006 [10] | MINLP | Bank | Yes | No–No | Yes |
| Méndez et al., 2009 [25] | MINLP | Bank | Yes | No–No | Yes |
| Ghobadi et al., 2011 [26] | MINLP | Bank | No | No–No | No |
| Maldonado et al., 2011 [27] | NLP | Bank | No | No–No | No |
| Hu et al., 2013 [1] | MINLP | Cell | No | No–No | No |
| Montenegro et al., 2013 [13] | MILP | Approximate | No | Yes–No | No |
| Cisternas et al., 2014 [16] | MINLP | Bank | No | No–No | No |
| Jamett et al., 2015 [14] | MINLP | Bank | No | Yes–No | No |
| Cisternas et al., 2015 [4] | MILP | Approximate | No | Yes–No | No |
| Acosta-Flores et al., 2018 [7] | MINLP | Bank–Cell | No | No–No | No |
| Lucay et al., 2019 [28] | MINLP | Bank | No | No–No | No |
| Liang et al., 2020 [15] | MINLP | Cell | No | Yes–No | No |
| Acosta-Flores et al., 2020 [8] | MILP | Approximate | Yes | Yes–No | No |
3. Applications
The methodology previously defined was applied to design structures for flotation systems and, consequently, to prove the hypotheses. Initially, the processed feed considered nine species, characterized by three main components: 9 t/h of chalcopyrite with 33% copper, 23 t/h of mixed mineral with 17% copper, and 350 t/h of gangue with 0% copper, where each of these main components includes three particle sizes. The superstructure implemented consisted of the following stages: Rougher (
), Cleaner1 (
), Cleaner2 (
), Scavenger1 (
), Scavenger2 (
), Cleaner–Scavenger (
), Regrinding1 (
), and Regrinding2 (
). The connections between the stages considered are described by the origin–destination matrix shown in
Table 2. In
Table 2, “x” and “o” represent tails and concentrate streams, respectively. For example, the concentrate from Cleaner1
can be sent to
or become the product
, whereas the tails can be sent to the stages
,
,
, and
.
In
Table 2, the symbols
and
represent the final tail and final concentrate, respectively. The origin–destination matrix represents a total of 21,600 flotation circuit structures. There are 120 input variables of the mathematical model, of which 72 are related to flotation stages and 48 are connected to grinding stages. The variables exhibit epistemic uncertainty due to the insufficient quantity of information and, according to the principle of indifference, can be described using uniform distribution functions [
30].
Table 3,
Table 4 and
Table 5 give the uniform distribution function for the flotation stage (
Table 3) and grinding stages (
Table 4 and
Table 5). Here, the standard notation for the uniform distribution is utilized, which is X~U(a,b), where a and b are the lowest and highest values of x, respectively. The copper price exhibits stochastic uncertainty due to its unpredictable nature and according to [
36] must be described by the uniform distribution function. Standard operational conditions of grinding and flotation stages were extracted from the works reported in
Table 1. Subsequently, these values were used to define ranges of uncertainty in each process and for each mineralogical species. For example, the recovery of chalcopyrite ore with an average size exhibits a good recovery in the rougher stage. Thus, in this work, this was taken as being equal to 0.9. Based on this latter value, variations of
was considered, obtaining the range shown in
Table 3.
3.1. Uncertainty in Grinding and Flotation Stages, and the Selection of Equipment in the Recleaner Stage
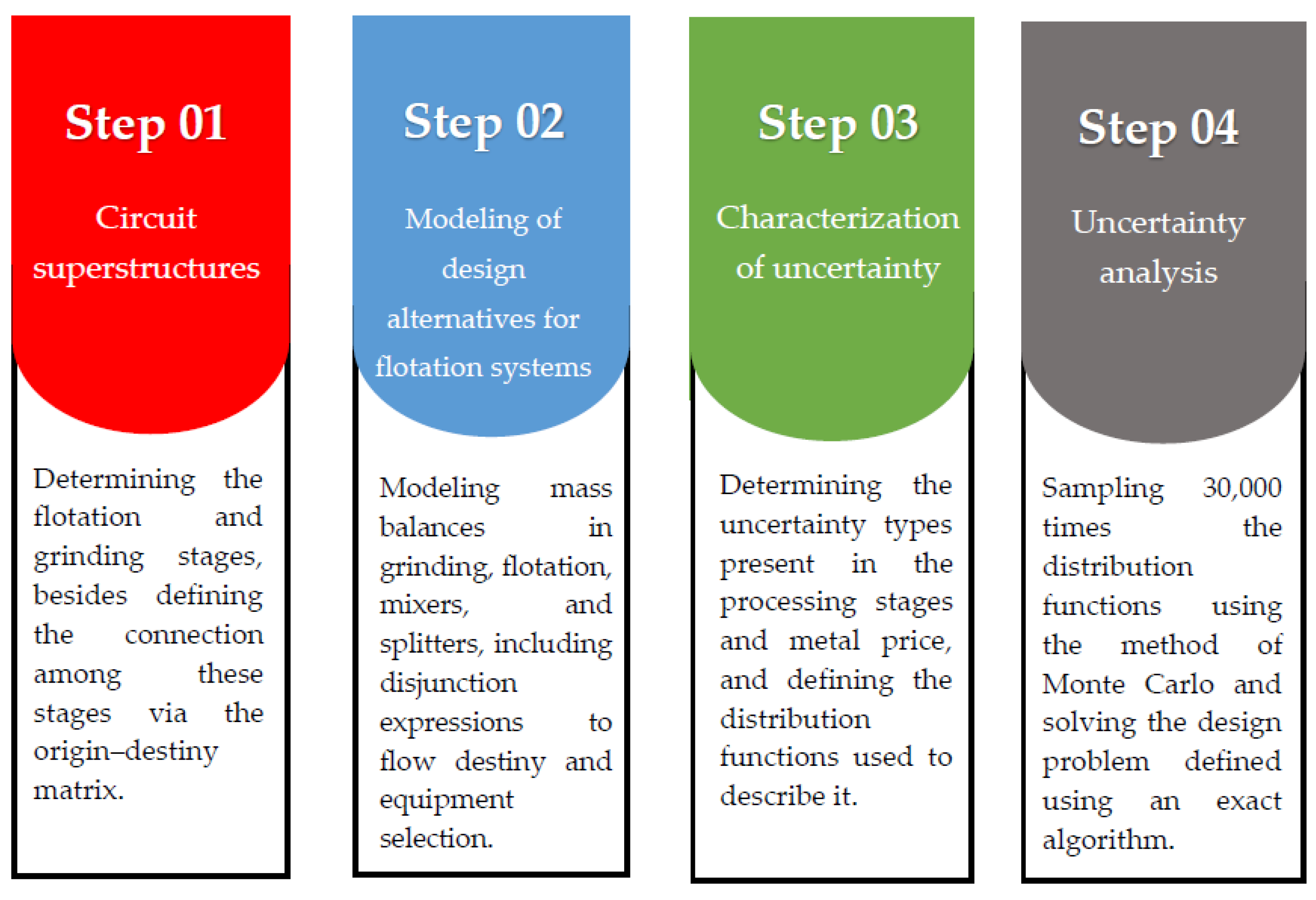
In this first instance, the model considers uncertainty in the processing stages and selects flotation equipment in the recleaner stage. Three scenarios were studied: the first considered the fixed copper price; the second considered a description of the copper price of [3000,4000] USD/t, and the third considered a representation of the copper price of [5000,7000] USD/t. The code was developed in GAMS, using a laptop with Intel Core i7 2.21 GHz and 16 GB of RAM. The code was evaluated 30,000 times (samples from the distribution functions) for each scenario, and the results obtained are shown below.
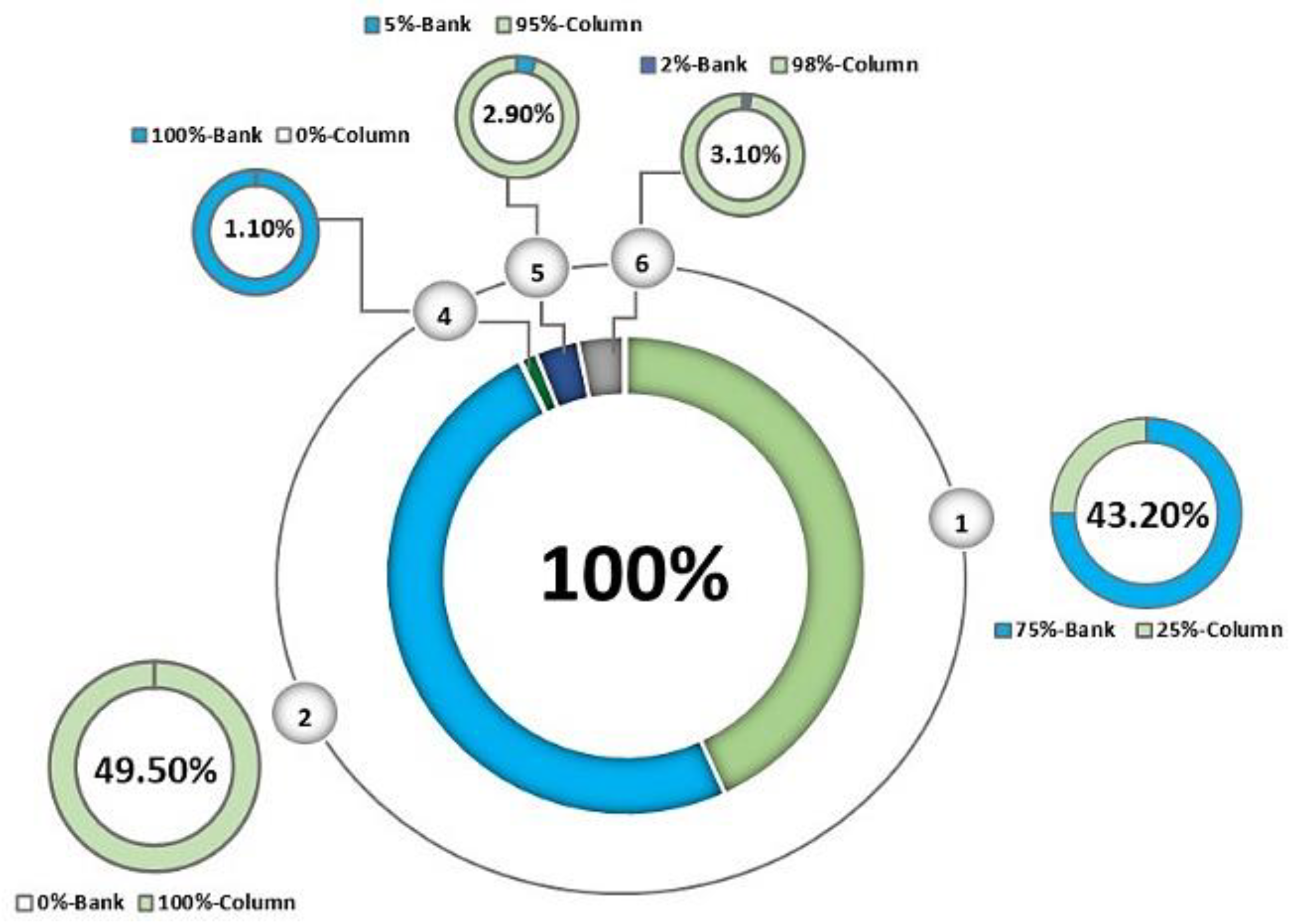
Figure 2 shows the structures of the flotation systems obtained by solving the MILP model using the fixed copper price. Seven structures arose from a total of 21,600 possibilities, with structure 1 (43.2%) and structure 2 (49.5%) predominating, as shown in
Figure 3. Here, only five optimal structures are shown because the other structures exhibited a low percentage appearance related to the operational conditions outlier, resulting in a degeneration of the design problem. Structures 1 and 2 are configurations that allow for the maximization of revenues in a wide range of values for recoveries and conversions in the flotation and grinding stages, respectively. This characteristic means that structures 1 and 2 offer a wide range of nominal values for the processing stages, around which it is possible to define constraints representing the operational feasibility of flotation systems. Thus, these results indicate that few structures exhibit favorable conditions to face uncertainty and, consequently, conditions favoring both the operational feasibility and maximization of the revenues generated.
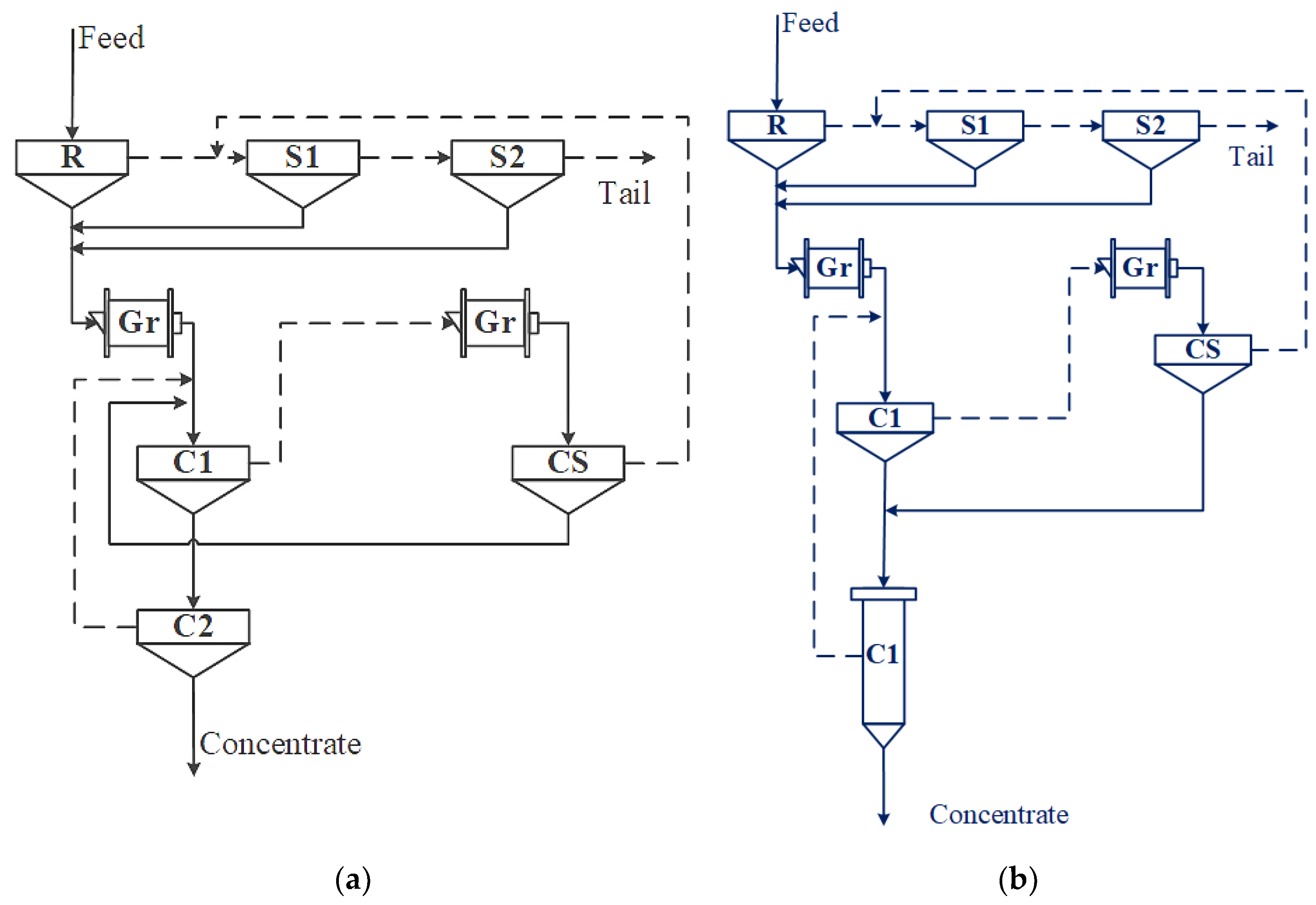
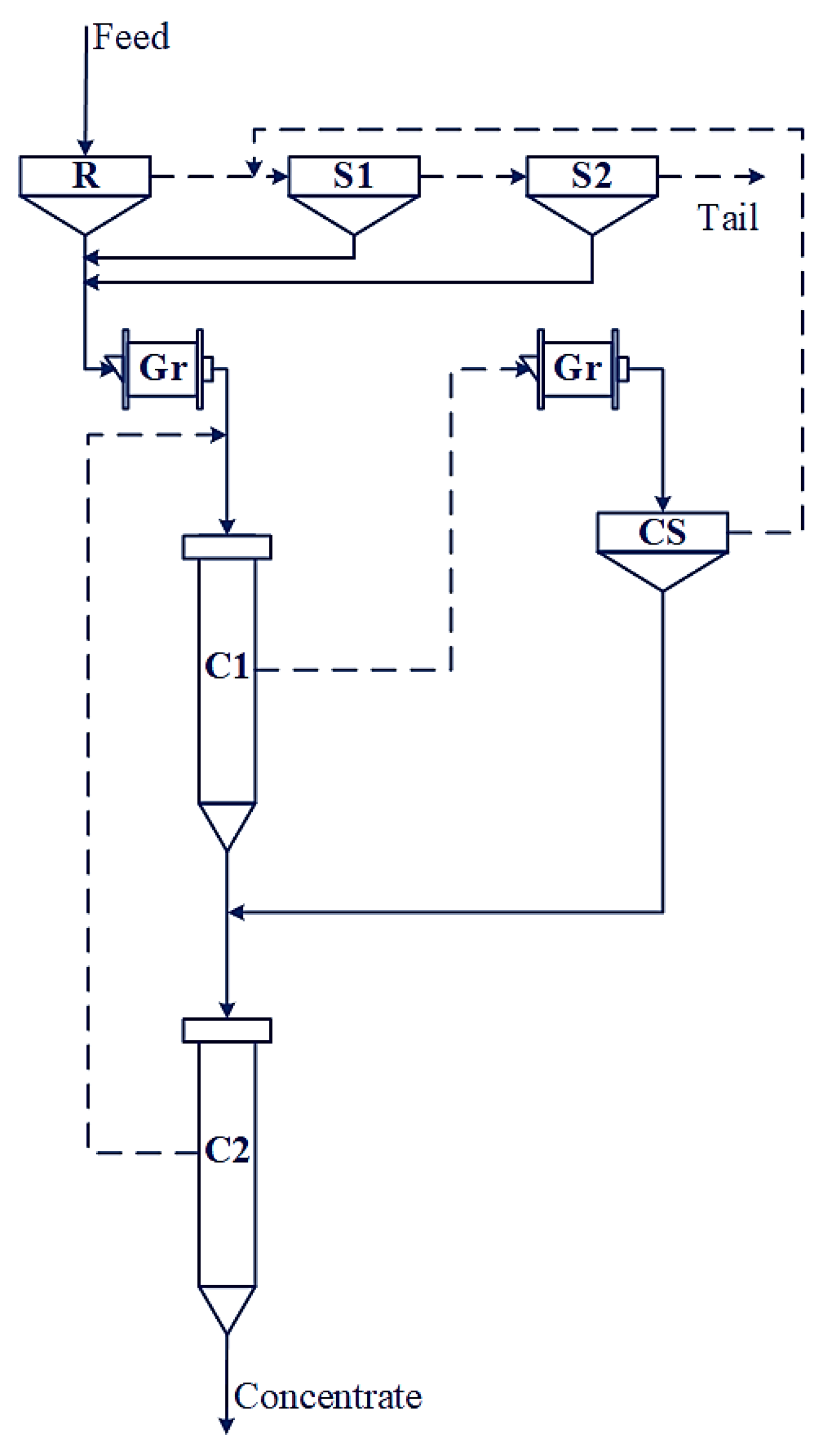
Figure 2 indicates that the selection of equipment influences the capacity to face the uncertainty by the optimal structures. Structure 1 exhibits a better capability to adapt to new situations when using the flotation columns in the recleaner stage, whereas structure 2 presents a better capacity to face operational changes when using the cell banks in the recleaner stage. The difference between structures 1 and 2 is that the first sends the concentrate of the cleaner–scavenger stage to the cleaner stage, whereas the second sends the concentrate of the cleaner–scavenger stage to the recleaner stage. This difference means that the recleaner stage receives a feeding with different metallurgical characteristics. In structure 1, those characteristics are improved by implementing cell banks favoring the recoveries of classes containing valuable species, whereas in the case of structure 2, those characteristics are improved by using flotation columns favoring an increase in the concentrate grade. These structures do not recirculate flows to the rougher stage, reducing the overload of the flotation systems. It is important to indicate that different targets of concentrate grades can also influence structures for flotation systems. Designing structures for flotation systems considering predefined metallurgical parameters is called reverse optimization. This alternative approach makes an MINLP problem more challenging to solve than the MILP model presented in this work.
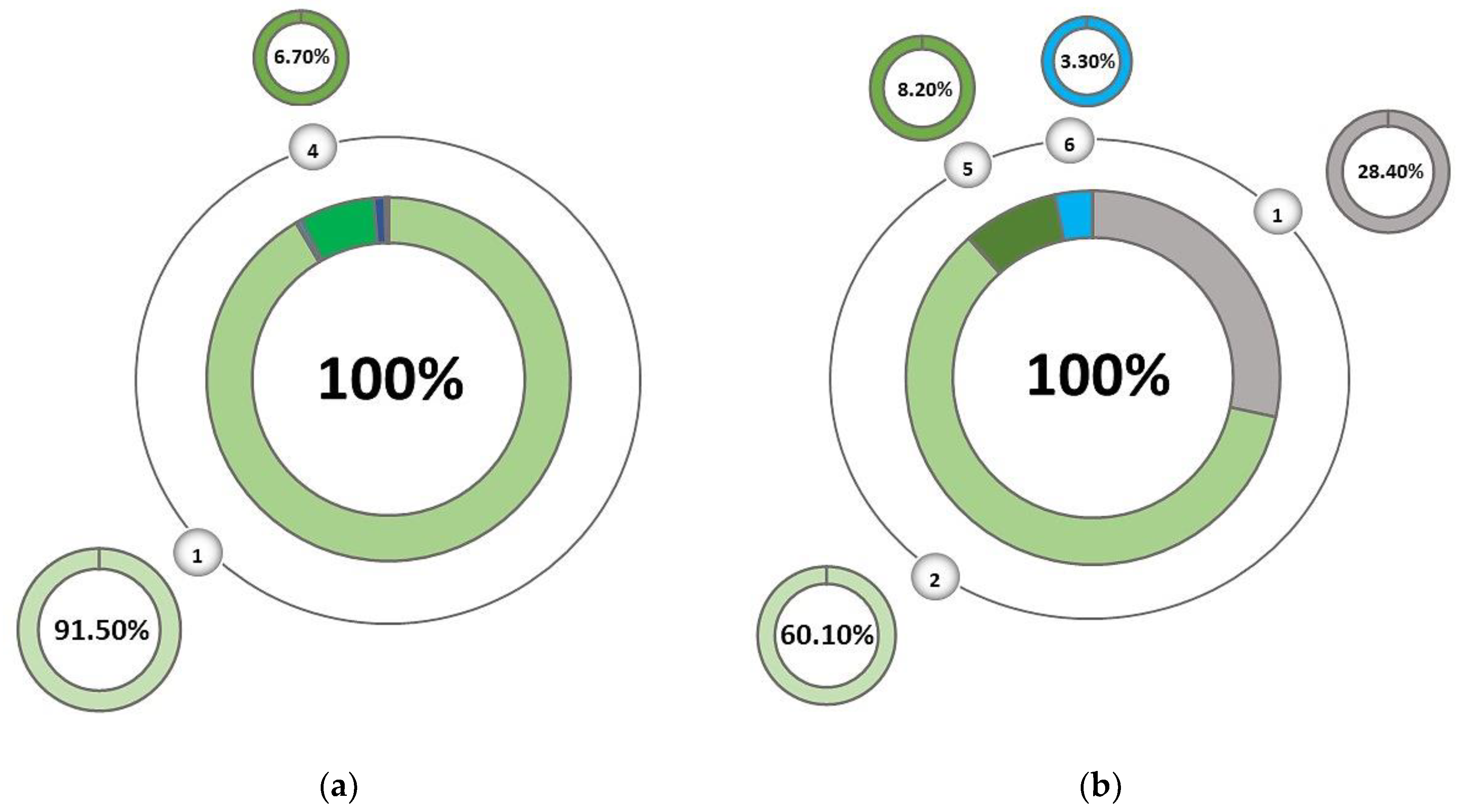
The effect of no equipment selection was also analyzed; specifically, the design problem was solved considering the following instances: first, the recleaner stage using columns, and second, the recleaner stage using a flotation bank. The results are shown in
Figure 4 and reveal that structure 1 was predominant when the recleaner stage implemented cell banks, whereas structure 1 and structure 2 were predominant when the recleaner stage used columns. Thus, the type of flotation equipment used in the recleaner stage influences the optimal structures for flotation systems and consequently their capability to face uncertainty, which is consistent with the previous results.
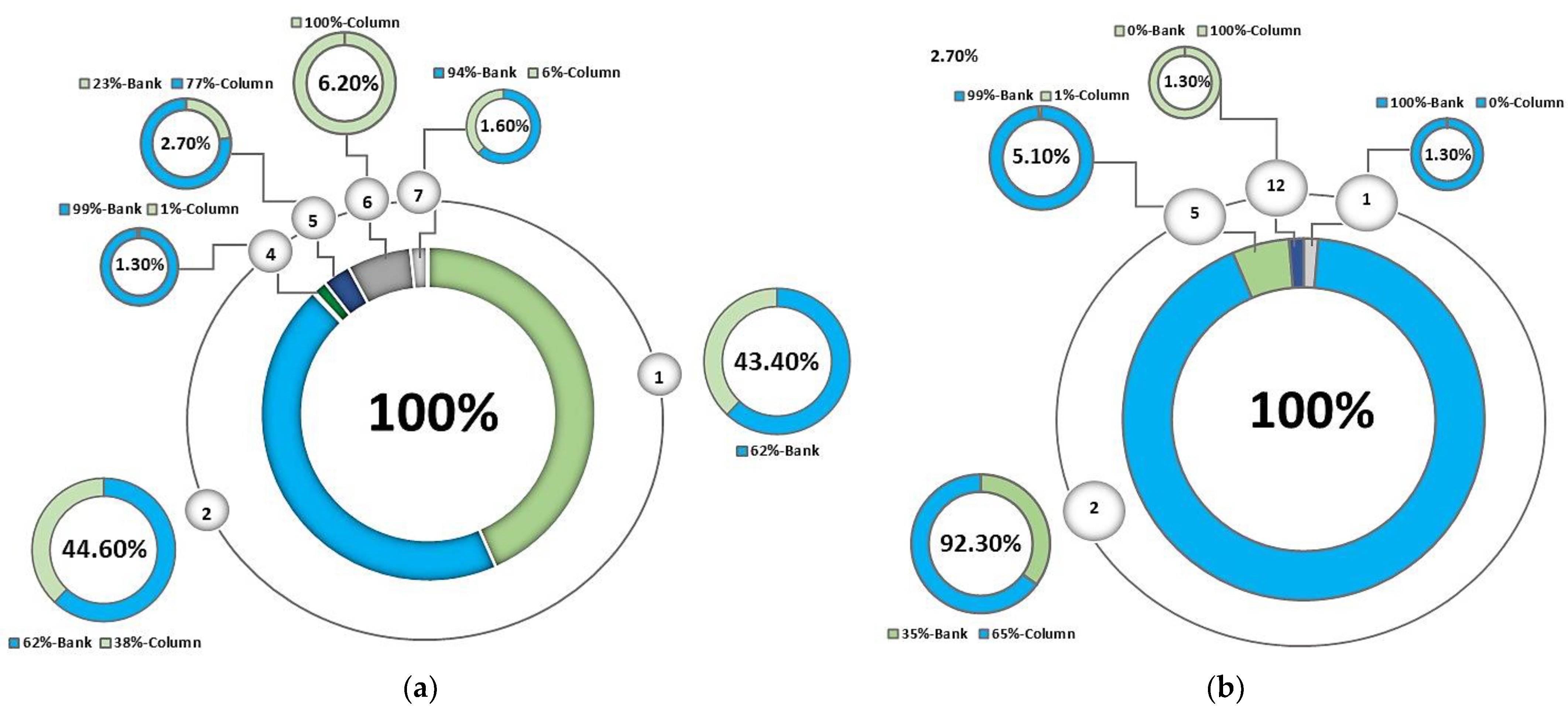
Figure 5a shows the structures for flotation systems provided by the methodology when the copper price exhibits uncertainty as described by U[3000,4000] USD/t. Nine optimal structures were identified, where 3, 8, and 9 can be considered outlier configurations due to their low appearance percentage (not shown). Again, despite uncertainty in the copper price, the methodology indicated that few structures exhibited favorable conditions to face uncertainty and, consequently, conditions favored both the operational feasibility and maximization of revenues. The uncertainty of the copper price slightly modified the results obtained in the first scenario. In fact, despite uncertainty in the copper price, structure 1 (43.4%) and structure 2 (44.6%) predominated. The flotation equipment type influenced the optimal structures. In fact, structures 1, 4, 5, and 7 considered selecting equipment, whereas structures 2 and 6 did not consider choosing between columns or cell banks. Structure 1 exhibited a better capability to face operational uncertainty when implementing cell banks (62%) compared with flotation columns (38%) in the cleaner stage. Structure 2 showed a better capability to adapt to operational uncertainty when implementing flotation columns (100%) in the cleaner stage. All the structures obtained considered six flotation stages and two grinding stages. These latter stages improved the liberation of valuable species and the quality of the final concentrate, consequently increasing the revenues.
Figure 5b also shows the optimal structures of flotation systems provided by the code when the copper price exhibits uncertainty, as described by U[5000,7000] USD/t. In general, structures 1, 5, and 12 did not consider selecting flotation equipment, whereas structure 2 considered selecting between columns and cell banks depending on the operational conditions. A high copper price reduced the number of primal optimal structures—i.e., those obtained when the copper price was described by U[3000,4000] USD/t—and promoted the appearance of new structures. In general, the primal structures with a low percentage of appearance tended to disappear, which could be related to their low capacity to maximize the recovery of classes containing valuable species. Thus, a high copper price reduced the number of structures, favoring both the operational feasibility and maximization of generated revenues. In this scenario, structure 2 was predominant with 92.3% appearance, which could be attributed to the following: first, this structure provides a high rate of recovery of copper; second, it exhibits flexibility by including columns or cell banks depending on operational conditions; and third, it exhibits robustness to face economic and operational uncertainty.
3.2. Uncertainty in Regrinding and Flotation Stages and Selection of Equipment in Cleaner and Recleaner Stages
In this second instance, the design methodology considered uncertainty in the processing stages and equipment selection in the cleaner and recleaner stages. Similarly, three scenarios were analyzed; fixed copper price, uncertainty in copper price characterized by
[3000,4000] USD/t, and copper price uncertainty characterized by
[5000,7000] USD/t. The following conditions were incorporated in the code: (a) if the cleaner stage implements columns, then the recleaner stage must implement columns; and (b) if the cleaner stage implements cell banks, then the recleaner stage can implement cell banks or columns. These conditions were implemented using the logic constraints described in [
37]. Again, the code was executed 30,000 times for each scenario, and the results obtained in this instance are shown in
Figure 6.
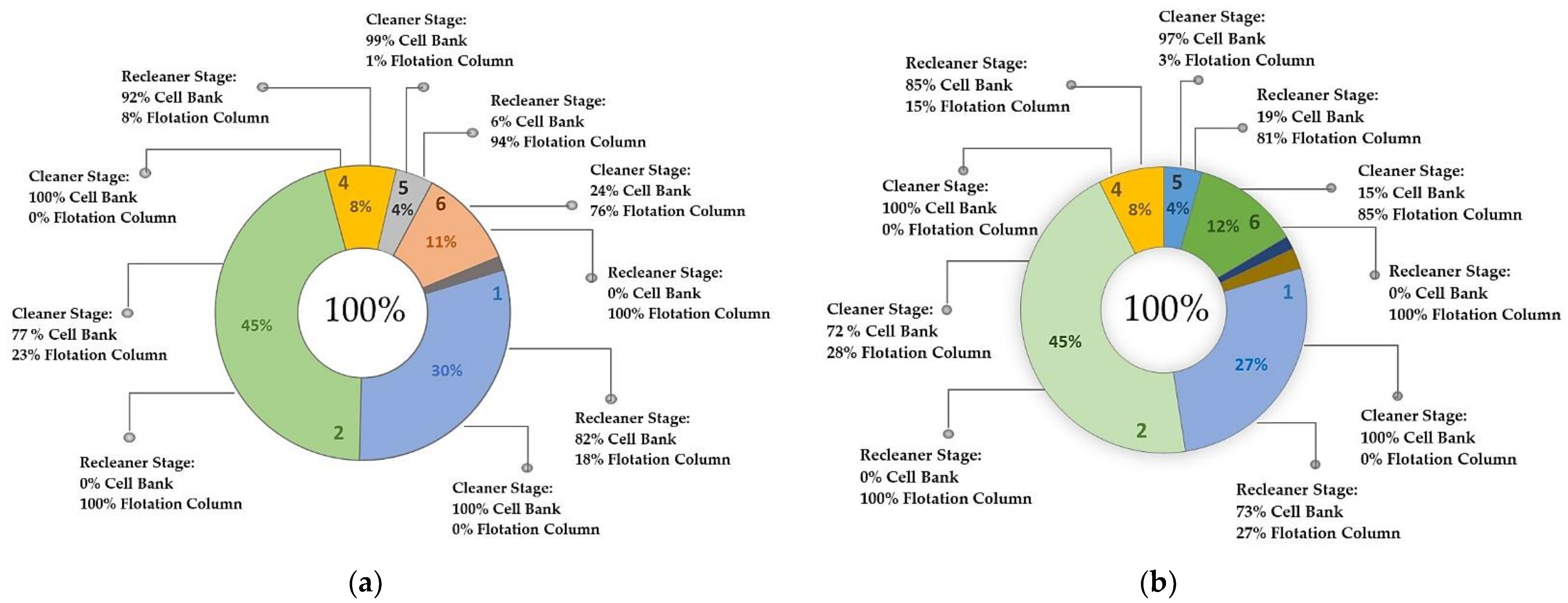
Figure 6a shows the structures of flotation systems obtained with a fixed copper price. Nine optimal structures appear in this scenario, with structure 2 (45.2%), structure 1 (29.9%), structure 6 (10.9%), structure 4 (7.8%), and structure 5 (4%) predominating, whereas structures 3, 7, and 8 can be considered as outlier configurations. This figure shows that optimal structures implemented a cell bank or flotation column in cleaner and recleaner stages. For example, structure 1 utilized cell banks in the cleaner and recleaner stages in 100% and 82% of the cases studied, respectively. Therefore, in the recleaner stage, flotation columns were utilized in 18% of the cases studied. This description is performed for other configurations. In the cleaner stage, structure 2, structure 4, structure 5, and structure 6 implemented banks and columns in 77% and 23%, 100% and 0%, 99% and 1%, and 24% and 76% of cases, respectively. In the recleaner stage, structure 2, structure 4, structure 5, and structure 6 implemented banks and columns in 0% and 100%, 92% and 8%, 6% and 94%, and 0% and 100% of cases, respectively. Thus, selecting flotation equipment in the cleaner and recleaner stages influenced the optimal flotation structures. Again, the results indicate that few structures exhibited favorable conditions for facing uncertainties, at the same time offering conditions favoring both optimal operation and the maximization of the revenues generated. In industrial practice, structures 1 and 2 are observed. The first structure implemented cell banks in the cleaner and recleaner stages, favoring recovery. This dispositive utilized a mechanic system that generates turbulence, benefiting the contact between particle and bubble and consequently increasing the recovery of species. The second structure implemented flotation columns in the recleaner stage. This equipment exhibited the absence of a mechanic system and the presence of wash water, reducing the entrainment of impurities and consequently increasing the concentrate grade [
38].
Figure 6b shows the optimal flotation structures provided by the code when the copper price uncertainty was described by U[3000,4000] USD/t. Here, structure 2 (44.9%), structure 1 (27.2%), structure 6 (12.1%), and structure 4 (7.4%) were predominant. This figure shows that in the cleaner stage, structure 1, structure 2, structure 4, structure 5, structure 5, and structure 6 implemented banks and columns in 100% and 0%, 72% and 28%, 100% and 0%, 97% and 3%, and 15% and 85% of cases, respectively. In the recleaner stage, structure 1, structure 2, structure 4, structure 5, and structure 6 implemented banks and columns in 73% and 27%, 0% and 100%, 85% and 15%, 19% and 81%, and 0% and 100% of cases, respectively. Thus, selecting the flotation equipment influenced the optimal structures for flotation systems. Again, the methodology indicates that few structures exhibited favorable conditions to face uncertainty, and consequently conditions favoring both optimal operation and the maximization of revenues were generated. The copper price uncertainty had a slight effect on the predominant optimal structures. Structure 2 preserved the utilization of cell banks or columns in the cleaner stage and columns in the recleaner stage (see
Figure 7).
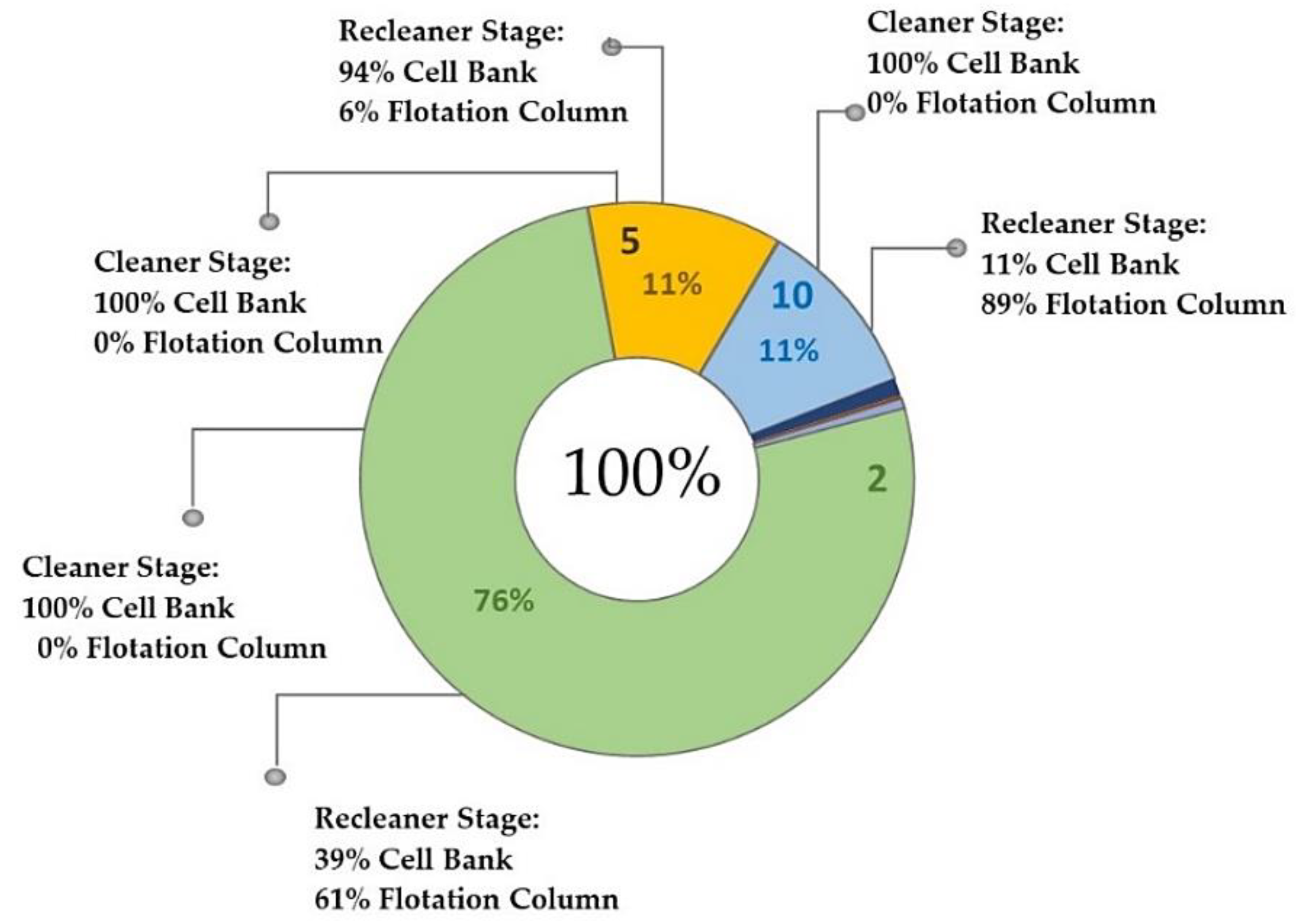
Figure 8 shows the optimal structures obtained when the copper price uncertainty was described by U[5000,7000] USD/t. Here, a high copper price reduced the number of primal optimal structures (U[3000,4000] USD/t) and promoted the appearance of new structures. Again, the primal optimal structures with a low percentage of appearance tended to disappear. All structures implemented cell banks in the cleaner stage, perhaps to maximize the recovery of classes containing valuable mineralogical species. Here, structure 2 was predominant with 76.2% appearance and implemented flotation columns (61%) and cell banks (39%) in the recleaner stage. This high percentage of appearance could be attributed to its good capacity for recovery, flexibility, and robustness in facing uncertainty.
The methodology and instances analyzed indicated that few structures exhibited favorable conditions for facing uncertainty. At the same time, these structures offered conditions favoring both optimal operation and the maximization of revenues generated by flotation systems. Such favorable conditions were proportional to the percentage representing structures in the optimal set; i.e., a higher percentage of the structure implied a greater capacity to face operational and metal price changes. In addition, selecting flotation equipment influenced the selection of the optimal flotation structures independently of the magnitude of the copper price uncertainty. On the other hand, considering that the recovery of mineralogical classes is related directly to the type of flotation equipment, we showed that the recovery influences the optimal structures for flotation systems, contradicting the reports presented in [
2,
4]. The structures obtained in this work are distinct from those published by Acosta-Flores et al. [
8]. Both cases can be attributed to the range of uncertainty used to describe recoveries for flotation equipment, which is based on the design characteristics described above.
From the industrial point of view, the proposed methodology can be applied in different situations. In the early stage of design, the methodology would be useful to identify alternatives for their evaluation and comparison with other industrial designs. In the design stage, it can be integrated with the approach implemented by the designer. In the operation stage, the methodology can be applied to search for improvements in industrial systems by evaluating configuration alternatives that include the selection/inclusion of flotation and grinding equipment. Furthermore, it could be integrated with the mine planning model by incorporating the uncertainty in fed mineralogical species. For example, geometallurgy aspects could be included in planning, relating these issues with a plant’s retrofitting.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}







