1. Introduction
The flotation of fine particles smaller than 50 µm is a challenge for the mining industry [
1,
2]. At present, most of the processed ores in Kazakhstan are characterized by the close intergrowth of very thin, approaching colloidal, mineral inclusions.The mineral grains containing useful components are so small that the entire ore must be finely crushed in order to dissect them, isolate them into free particles and separate them from the host rock. The optimal grain size for flotation enrichment is ~70 µm, buta significant part of the currently mined ores requires much deeper grinding down to 30–40 µm. Because of this, a significant part of the uncovered monomineral grains containing useful metals is lost with microdispersions (super-slimes). If the microparticles of useful minerals have insignificant mass, they cannot accumulate kinetic energy in motion and overcome the water-structural energy barrier to connect with air bubbles. As a consequence, the non-ferrous metalextraction decreases from 50 to 30%, both at the selective and rougher flotation.
In the middle of the last century, the most effective method of microparticle enrichment was flotation, with many studies using aeration by gases released from aqueous solutions [
3,
4,
5,
6,
7]. The problem can be solved by the use of combined microflotation, where both micro- and macrobubbles participate in the flotation process [
8,
9,
10].
The problem of microparticle flotation can be solved by using air bubbles smaller than 50 µm in the flotation process [
11,
12]. There are various ways to produce microbubbles [
13,
14] and nanobubbles [
15,
16]. Thefundamentally new method, “turbulent microflotation”, was developed, since theuse of very small bubbles in the currently used flotation machines is associated with some technological difficulties [
17,
18]. The essenceof this method is that small air bubbles are formed outside the processed pulp. Microbubbles in the form of theconcentrated water-air microemulsion are formed in the generator, then mixed with the pulp and passed through a tubular static mixer (flotation reactor) as a turbulent flow. As a result, the microbubbles are mineralizedin the flotation reactor; they enlarge due to coalescence and aggregateinto large flotation complexes containing thousands of initial microbubbles, andthis contributes to the rapid separation of pulp by sedimentation.
Bubbles of different sizes are present simultaneously in the flotation system when using water-air microemulsion: microbubbles of 20–70 microns, medium bubbles due to the connection of several microbubbles, and macrobubbles generated by the flotation machine aerator.Microbubble and bubble cascades are mobile, more flotoactive, attract to themselves fine minerals smaller than 30 microns, and adhere to the macrobubblesurface, floatingto the pulp surface in the flotation concentrate form [
1]. The use of a water-air microemulsion frother solution intensifies the process of microparticle flotation. The purpose of this research is to study the effect of water-air microemulsion produced in a generator on the flotation ability ofsulfide minerals of non-ferrous metals and gold. This work’s novelty is to determine the generator operating parameters, to choose the optimal concentration of reagent solutionsin order to obtain a water-air microemulsion of the required amount to extract valuable mineral microparticles, and to study the effect of the WAME generator on sulfide ore flotation.
2. Experimental Section
2.1. Polymetallic Ores Samples
2.1.1. Polymetallic Cu-Pb-Zn-Fe Ore Sample
A sample of Cu-Pb-Zn-Fe polymetallic ore was used for the flotation experiments. The chemical composition of the initial ore samplewas: Cu 0.42%; Pb 0.52%; Zn 3.11%; Fe 6.21%; S 8.2%; Al2O3 7.74%; SiO2 54.0%; CaO 2.24%; MgO 8.38%. The sample contained 1.0 g/t gold, and 8.8 g/t silver. The main useful components in the ore werecopper, lead, and zinc. Gold is mainly associated with sulfides, especially closely associated with pyrite.
The ore contained chalcopyrite CuFeS
2, pyrite FeS
2, galena PbS, sphaleriteZnS, quartz α-SiO
2, calcite CaCO
3, talcum Mg
3Si
4O
10(OH)
4, chrysotile Mg
6Si
4O
10(OH)
8, albite NaAlSi
3O
8, and muscovite Kal
2Si
3AlO
10(OH)
2, which was confirmed by X-ray diffraction analysis.The X-ray phase analysis of the sample was performed on a D8 Advance (Bruker, Billerica, MA, USA), α–Cu, 40/40 tube voltage. Diffractogram decoding and interplanar distance calculation were performed using EVA software (Bruker, Billerica, MA, USA). The granulometric composition of the crushed Cu-Pb-Zn-Fe polymetallicore is shown in
Table 1.
Particle size analysis of the crushed ore showed that 87.0% of the useful minerals were concentrated in the fraction −0.074 mm.
2.1.2. Polymetallic Cu-Mo Ore Sample
The ore contained copper and molybdenum. Associated componentswere sulfur, lead, and zinc. The main minerals were chalcopyrite, bornite, and chalcocyte. The copper contentvaried in ores, from 0.2 to 1.6%, and the average content was 0.39%.
The chemical analysis of the ore sample showed the following concentrations of minerals: 0.009% molybdenum; 0.4% copper; 0.58% sulfur; 5.2% iron; 4.6% CaO; 16.5% Al2O3; 55.7% SiO2; 4.6% MgO; 0.27% Ti.
Chalcopyrite is the main copper-bearing mineral. It is characterized by a relatively uniform distribution. Inclusions sized 0.003–1.0 mm are its characteristic form. In enriched areas, chalcopyrite forms nests and clusters of 1.8–2.5 mm. Molybdenite forms single plates (0.001–0.1 mm) in quartz, chlorite-quartz-calicheptic, and calicheptic veins.
X-ray phase analysis showed that the ore contained quartz SiO
2, albite (Na,Ca)Al(Si,Al)
3O
8, anorthite (Ca,Na)(Si,Al)
4O
8, clinochlore Mg
5Al(Si
3Al)O
10(OH)
8, nepheline (K,Na)AlSiO
4, and muscovite KAl
2Si
3AlO
10(OH)
2. The granulometric composition of the crushed Cu-Mo polymetallicore is shown in
Table 2.
2.1.3. Gold-Bearing Ore Sample
The material composition of the sample was quartz-coated diorites with arsenopyrite-free gold mineralization. The average gold content in the studied sample is 2.4 g/t.
The chemical analysis of the ore sample revealed the following mineral concentrations: SiO2 62.44%, A12O3 15.0%, CaO 3.56%, MgO 1.18%, Fetotal 4.44%, Stotal 0.48%, Cu 0.01%, Pb 0.02%, Zn 0.01%, As 1.0%.
X-ray phase analysis showed that the ore contained quartz, clinochlore Mg2.5Fe1.65Al1.5Si2.2Al1.8O10(OH)8, muscovite KAl2Si3AlO10(OH)2, albite Na(AlSi3O8), and aluminian(Mg0.944Fe0.056)(Ca0.844Na0.142Fe0.014)(Si1.86Al0.14O6).
The rational composition of gold in a sample of gold-bearing ore is presented in
Table 3.
The granulometric composition of the crushed gold-bearingore is shown in
Table 4.
2.2. Schemes and Reagent Regimes of Ore Flotation
2.2.1. Scheme and Reagent Mode of Cu-Pb-Zn-Fe Ore Flotation
Flotation experiments were carried out on laboratory flotation machines FML-1 and FML-2. The ore weighting for the experiment was 500 g. The flotation scheme included a cycle of rougher flotation from which copper-lead concentrate was obtained and two cleaner flotations of rougher concentrate. The scheme is presented in
Figure 1.
Rougher flotation was carried out at pH 8.0–9.0. The reagent mode of rougher flotation was: sodium sulfide was fed into the grinding process for mineral sulfidization; zinc sulfate and sodium cyanide were used for depression of zinc and iron sulfide minerals; sodium butyl xanthogenate was used as a collector; and oxal T-92 was used as frother. The rougher flotation time was 12 min. The collector and frother were fed fractionally in several portions into the rougher flotation. Additionally, sulfate and sodium cyanide were fed into the cleaner flotations, and the rougher concentrate was purified of zinc and iron minerals toobtain a higher-quality rougher concentrate.The collector and frother werefed into the scavenger flotation for the additional extraction of lead and copper minerals.
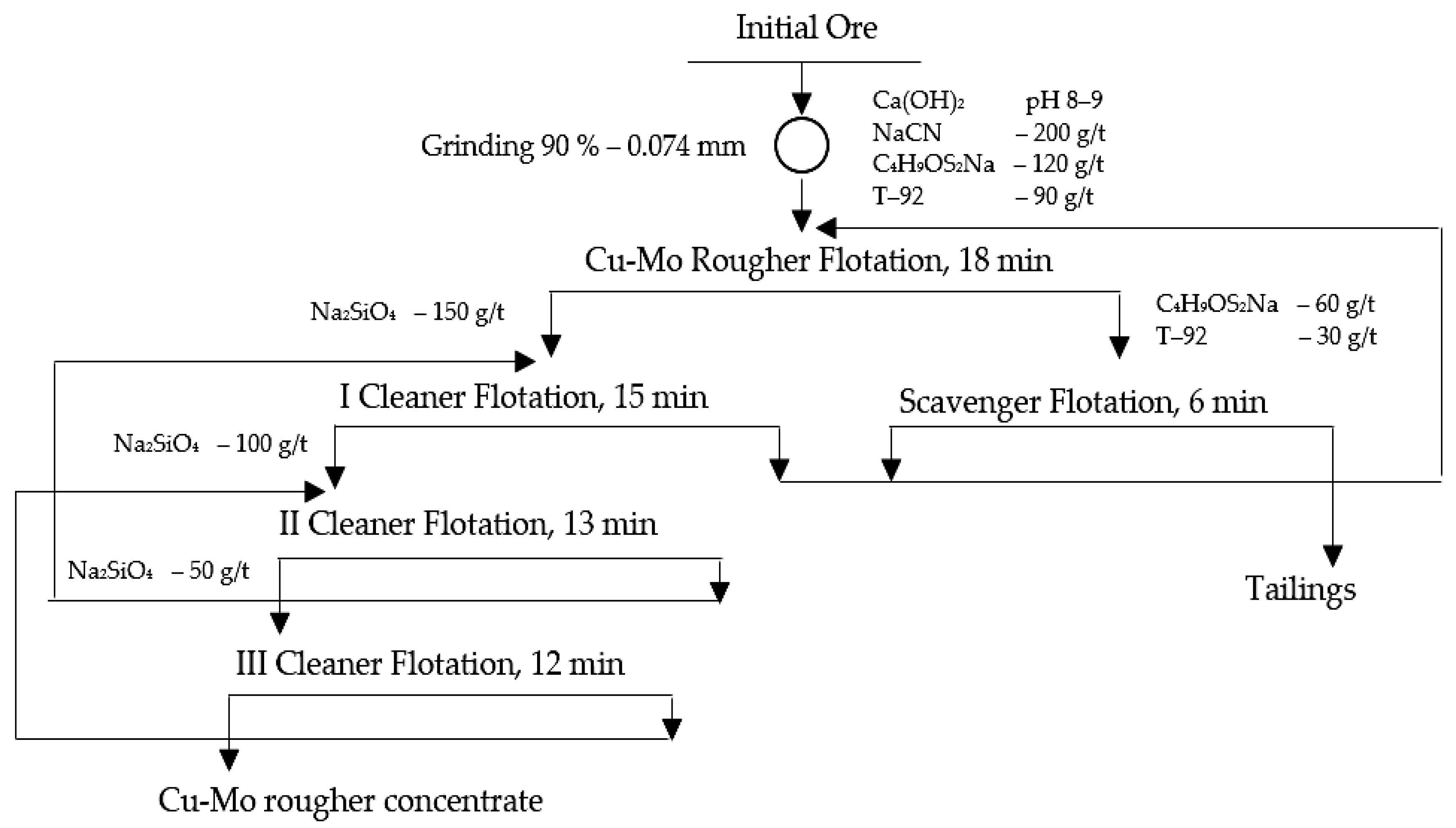
2.2.2. Scheme and Reagent Mode of Cu-Mo Ore Flotation
The flotation scheme included a cycle of rougher flotation to produce a copper-molybdenum concentrate and three cleaner flotation cyclesof the rougher concentrate. Lime was fed in during the grinding process to achievea pH of 8.0–9.0, along with sodium sulfide to sulfidize the minerals. The time of the copper-molybdenum rougher flotation was 16 min, and the time of thescavenger flotation was 7 min. Sodium butyl xanthogenate was used as a collector; T-92 was used as a frother.The liquid glass was fed into the cleaner flotation to depress the waste rock minerals. The scheme and reagent base mode are shown in
Figure 2.
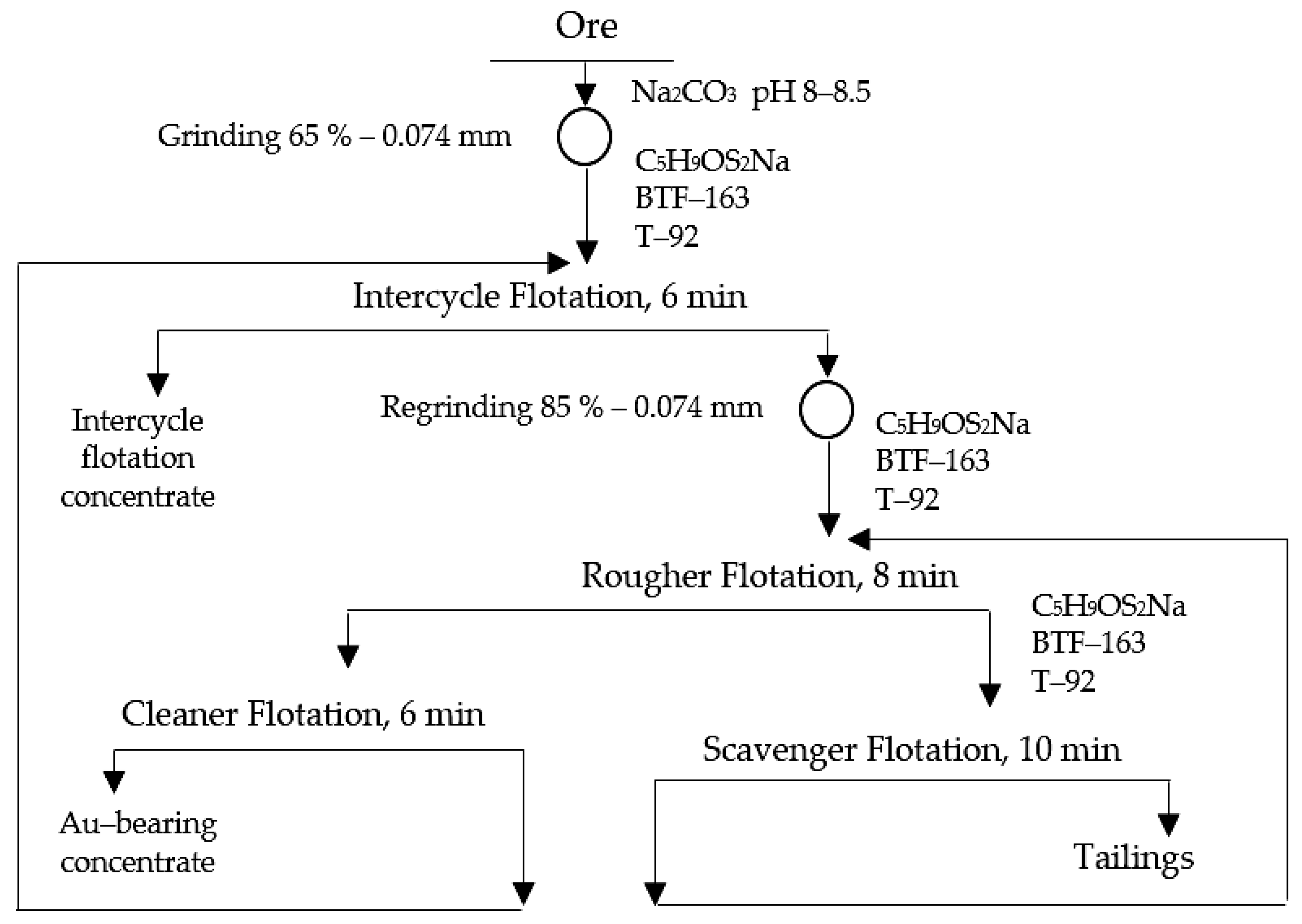
2.2.3. Scheme and Reagent Mode of Gold-Bearing Ore Flotation
The scheme of the flotation included inter-cycle, rougher, and scavenger flotations and cleanerflotations of the rougher product (
Figure 3).
Lime was fed in during the grinding process to achievea pH of 8.0–8.5. The experiments werecarried out on five 1000 g portions of ore. According to the basic mode, the total amount of reagents was: sodium butyl xanthate C5H9OS2Na—96 g/t; BTF-163—24 g/t; T-92—17 g/t. When using a WAME generator, the reagent amountwas: sodium butyl xanthate—96 g/t; BTF-163—24 g/t; T-92—8.5 g/t.
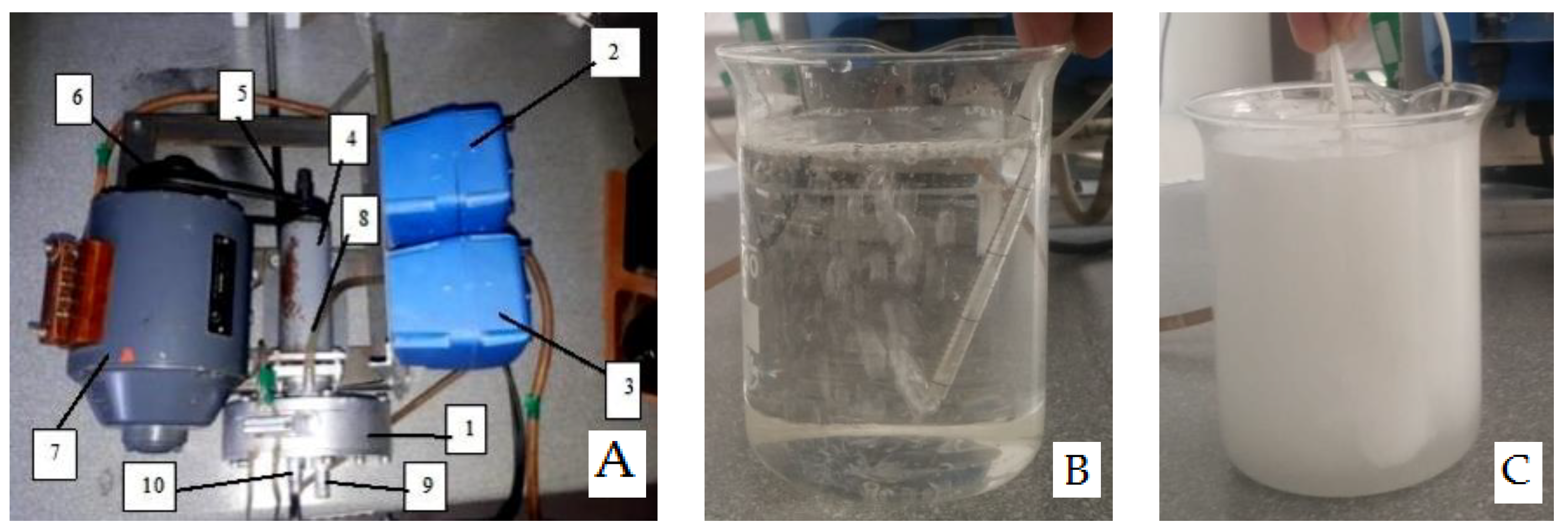
2.3. Water-Air Microdispersion Generator and Operating Parameters
The installation ofthe WAMEgeneratoris shown in
Figure 4.
The operation principle of the laboratory generator is that, through the metering pumps, air and frother solution enter through the inlet pipe into the dispersion chamber. There is an additional mixing of the mixture with the dispersion chamberrotor. Due to the high peripheral speed, the mixture is thrown to the periphery and passes through the slot between the rotor and the stator. The size of the slot between the stator and rotor is determined by the raw material composition and the required crushing degree. The rotor protrusions crush the air bubbles into microbubbles as the rotor rotates. The output is a water-air microemulsion, the sizeand stability of which depend on many factors: on the solution concentration, the frothertype, and the speed of generator rotation.
Optimal generator parameters: generator speed 6000 rpm; liquid:gasphase ratio L:G = 1:1; the dosing pump capacity 6–7.2 dm
3/min [
19,
20]. The optimal pulp temperature during flotation, which preserves the microemulsion stability, is 20–40 °C [
19].
2.4. Effect of Frother Solution Concentration on Stability and Size of WAME
The effect of the flotation agent concentration on the stability and size of the WAFE obtained from T-92 and sodium salt of dibutyl dithiophosphoric acid BTF-163 was studied. The reagent concentration varied from 0.05 to 50 g/dm3. The measurement temperature ranged from 20 °C to 40 °C. The size of WAME was determined using aparticle size analyzer SALD-2101 (Shimadzu, Kyoto, Japan).
The reagent solution’s electrokinetic potential was measured on a Photocor Compact (Photocor Ltd., Moscow, Russia). The adsorption of reagents was associated with a change in the surface tension of the reagent solution at the liquid–air interface. The analysis of the frother solution’s surface tension atvarious concentrations (solution pH was 8.5–9) was performed with a tensiometer, K20 EasyDyne series (KRUSS, Hamburg, Germany).
2.5. Frother Solution Foaming Ability
Reagent foamability was determined as follows. From the initial frothersolution, solutions of different concentrations were prepared, and then they were frothed. To do this, about 10–12 mLof frothersolution was poured into the foam generator, which was connected to a microcompressor and barbotaged through a solution of pre-cleaned and humidified air. When a certain volume of foam was reached, the air supply was stopped. The measurements of the foam volume and the liquid in the foam were carried out every 15–20 s.
3. Results and Discussion
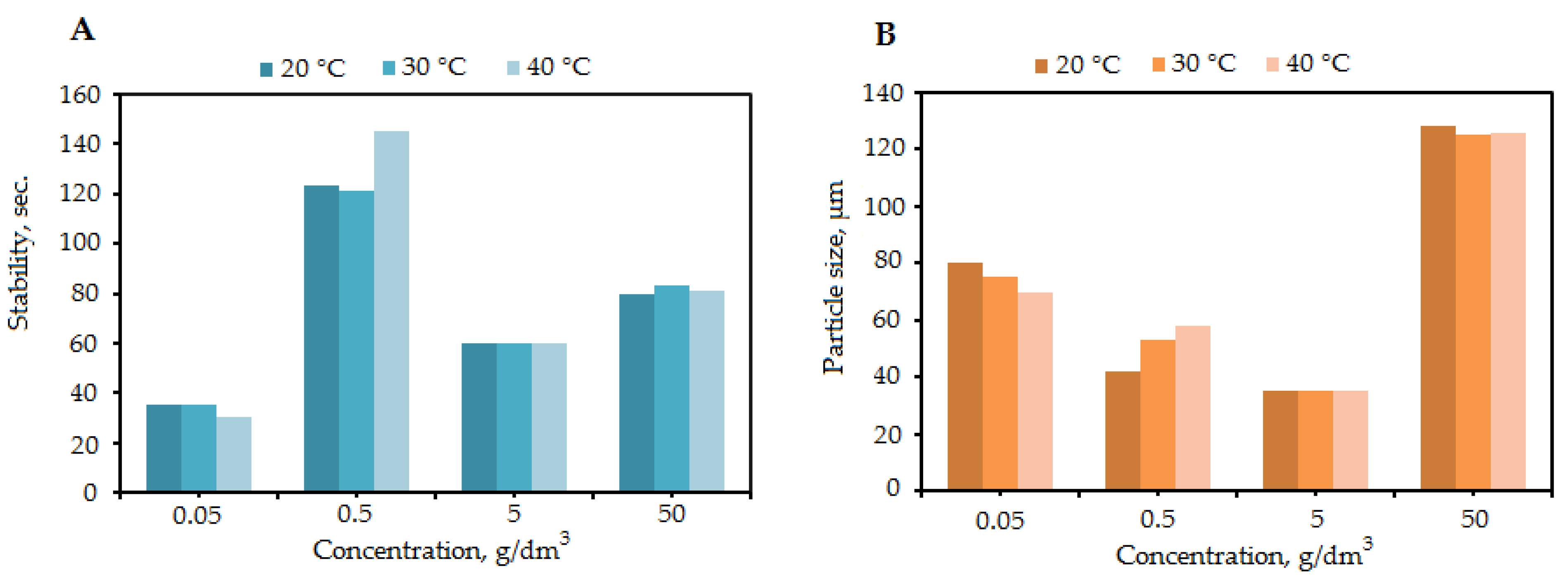
3.1. Effect of Frother Solution Concentration on Stability and Size of WAME
Figure 5 shows the results of the effect of the concentration of the reagent solution on the stability and size of the WAMEat a generator speed of 6000 rpm.
The oxal T-92 reagent produceda stable microemulsion at a concentration of 0.5 g/dm3 (121–145 s) with a size of 42–58 μm. A water-air microemulsion with 35–40 microns sizewas obtained at a concentration of 5 g/dm3. BTF-163 produced a stable microemulsion at a concentration of 0.5 g/dm3: the stability was 80 s, and the microemulsion size was 41–43 microns.
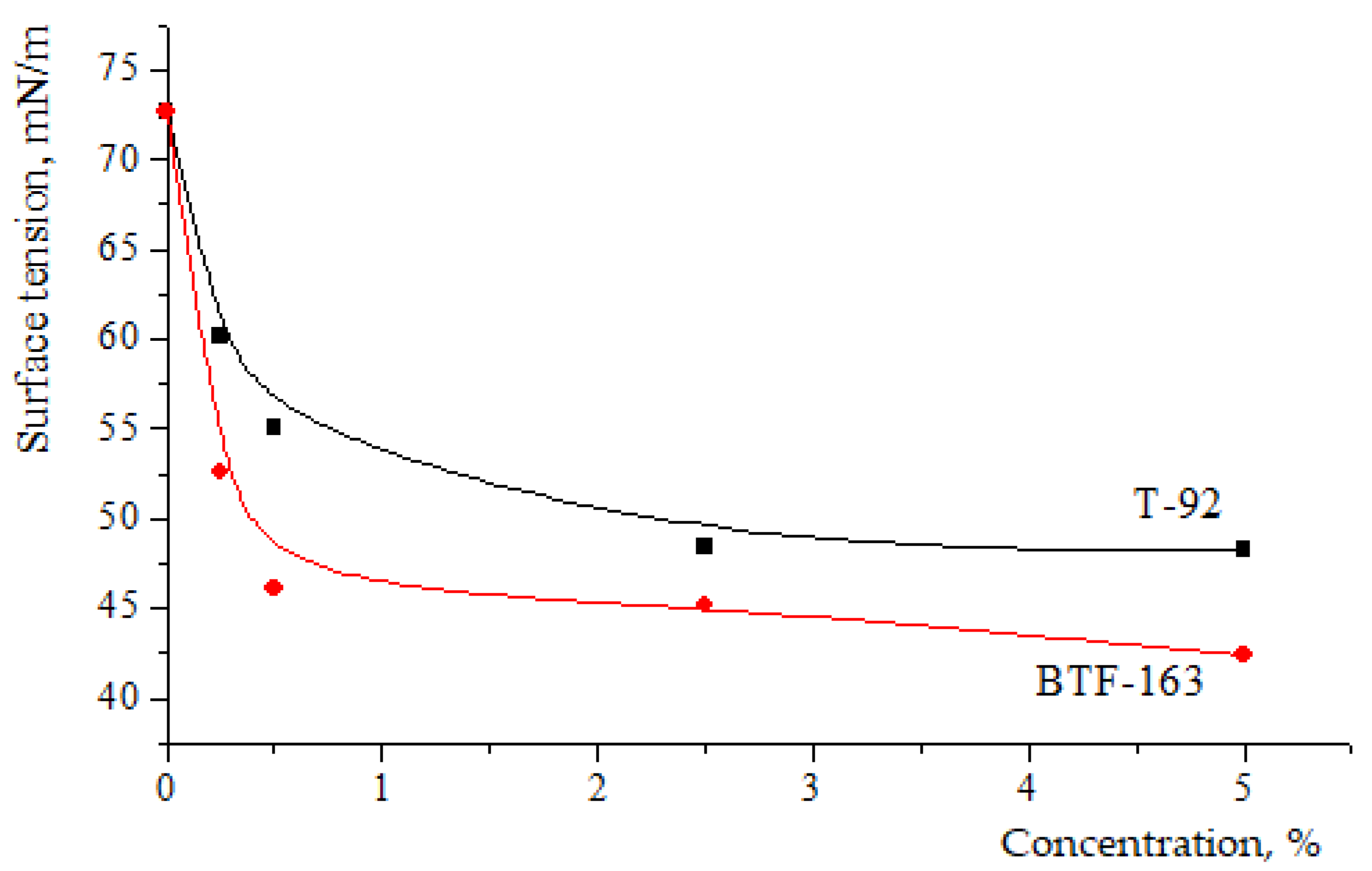
The surface tension of the reagent solution affects stability and microbubble size. T-92 produced stable microbubbles at a concentration of 5 g/dm
3 and a surface tension value of σ = 48.4 mN/m. BTF-163 produced stable microbubbles at a concentration of 0.5 g/dm
3 and a surface tension value of σ = 42.4 mN/m [
21].
Table 5 shows the size of the WAME and the electrokinetic potential of the reagent solution.
The change in the surface tension of the reagent solutions as a function of concentration is shown in
Figure 6.
The surface tension of the T-92 solution was 55.1 mN/m, and that of the BTF-163 solution was 46.1 mN/m at a concentration of 0.5%. The lower the frother solution surface tension, the more stable the foam stability. Usually, the highest foam stability corresponds to the concentration of the reagent at which there is a sharp decrease in surface tension.
3.2. Results of Polymetallic Cu-Pb-Zn-Fe Ore Flotation
The results of copper-lead rougher flotation without and with the use WAME generator are presented in
Table 6.
The copper-lead rougher concentrate was obtained at the optimum basic mode (
Table 4), andcontained 11.3% copper at 85.28% recovery, and 13.5% lead at 81.23% recovery.The copper-lead rougher concentrate with a copper content of 11.1% with 88.3% recovery, andlead 12.9% with 85.6% recovery was obtained using the air-water microemulsion generator. The application of the WAME generator allowed for the maintenance of the quality of the copper-lead rougher concentrate in terms ofthe copper and lead content and for the increase in copper extraction by 3.02% and lead extraction by 4.37%.
The copper-lead rougherconcentrate with 11.1% copper content at 88.3% recovery and 12.9% lead content at 85.6% recoverywas obtained with the use of the generator. The application of the WAME generator allowed for the maintenance of the quality of the copper-lead rougherconcentrate in terms of the copper and lead content and for the increase in copper recovery by 3.02% and lead recovery by 4.37%.
3.3. Polymetallic Cu-Mo Ore Flotation Results
The enlarged laboratory tests resultof the copper-molybdenum flotation cycle of copper-containing ore at the optimal basic mode and using the WAMEgenerator are shown in
Table 7.
The copper-molybdenum rougher concentrate with 1.45% yield, containing 22.3% copper at 82.4% recovery and 0.8% molybdenum at 70.2% recovery were obtained in the basic mode.The copper-molybdenum rougher concentrate with 1.57% yield, containing 22.1% copper at 87.6% recovery and 0.75% molybdenum at 74.9% recovery was obtained with the WAME generator.
The test results show that usingthe WAME generator allowed for the maintenance of the quality of the copper-molybdenum concentrate and for the increase in the copper recoveryby 5.2% and molybdenum recovery by 4.7%. Thus, using the WAME generator can improve the technological indicators of rougher flotations.
3.4. Gold-Bearing Ore Flotation Results
The tests resultof the laboratory experiments in the basic mode without and with a generator are presented in
Table 8.
The total concentrate yield compared to the basic mode decreased by 1.32% from 16.28% to 14.96%, the quality increased by 1.21 g/t (from 8.64 g/t to 9.85 g/t), and the recovery increased by 2.07% (from 83.59% to 85.66%) by using the WAME generator in all flotation cycles.
By using the WAME generator in the rougher and scavenger flotation cycles, indicators of flotation gold extraction were significantly improved in comparison with the basic mode. The concentrate quality increased by 5.3 g/t (from 8.64 g/t to 13.94 g/t), and extraction increased by 4.27% (from 83.59% to 87.86%).
By using a water-air microemulsion in a frother solution, the technological performance increase is associated with the frothing ability of the frother. The higher the reagent foaming ability, the larger the obtained water-air microemulsion volume is.
The concentrate yield, grade, and recovery—these three parameters need to be adjusted correctly in the flotation. If the foam product yield increases, the useful component content may decrease, and the recovery may increase. It is necessary to find the optimal parameters. In the case of the application of microbubbles, the parameters depend on theratio of microbubblesto useful mineralmicroparticles. It is assumed that for one valuable mineral particle with a size of less than 30 microns, the optimal number of microbubbles should be about 8–10 microbubbles.
Insufficient and excessive amounts of microbubbles negatively affect the flotation process. An insufficient amount will not allow for thecomplete extraction of fine useful minerals;an excessive amount worsens the froth product quality. The optimal amount can be adjusted by increasing or decreasing the frother flow. For example, in this study of polymetallic ore flotation, the frother amount did not change. In the gold-bearing ore flotation, the T-92 amountdecreased by half.
3.5. Frother Solutions Foaming Ability
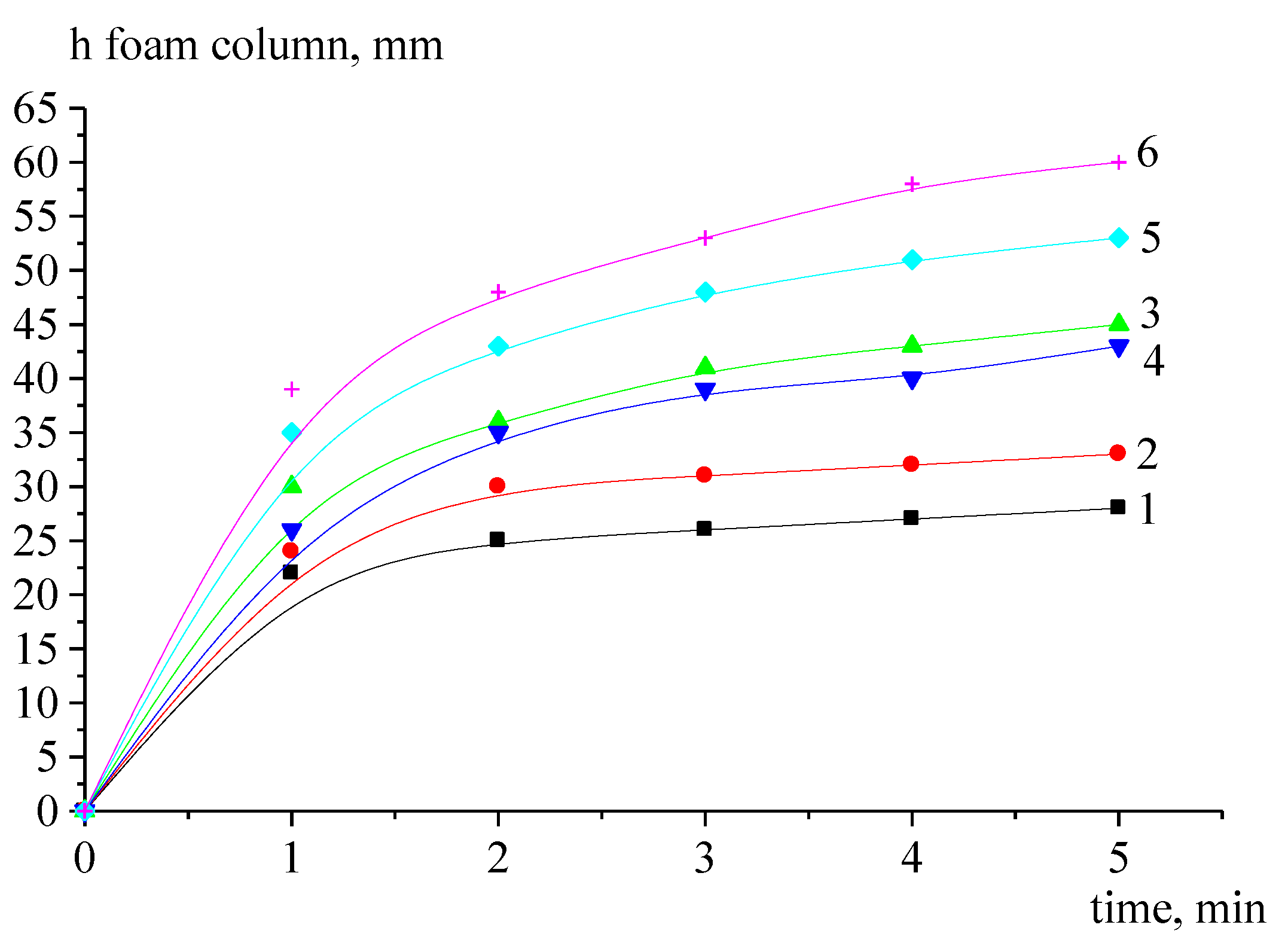
Figure 7 shows the foaming ability of reagentsT-92 and BTF-163 at different concentrations: 0.05; 0.1; and 0.5%.
The foaming ability increases with increasing concentration. This is due to micelle formation, as when the critical concentration of micelle formation (CCM) is reached, the maximum foam volume is observed. The adsorption layer with the maximum mechanical strength is formed in the CCM region. The reagent foaming ability depends on the reagent composition [
22]. The diffusion rate of the molecules into the surface layer decreases with a further increase in the frother solution concentration (above the CCM). This explains some of the decrease in the foaming ability [
23,
24].
The foam stability decreases if the sizes of the bubbles in contact with each other are significantly different. This is explained by the fact that there is a large difference in capillary pressures between bubbles of different sizes. Compounds containing one of the polar groups, -OH, =COOH, =C=O, -NH2, -SO2OH, or -HSO3, in their composition are the most effective.
The foam stability is also affected by the reagent structure. The frother surface activity depends on the hydrophilic–lipophilic balance, i.e., on the polar and non-polar group ratio. Reagent T-92 is a mixture of aliphatic alcohols, esters, and organic acids. Non-polar groups have short radicals, so polar groups such as OH-, COO-, etc., prevail. BTF-163 is a phosphorus-containing sulfhydryl flotation agent. It has a more branched structure with two long radicals and one sulfhydryl polar group, has both collecting and foaming ability, and has more pronounced surface activity. Therefore, the T-92 is less active than the BTF-163.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}