3.1. Stress Energy Volumes
According to the proposed mill-related stress model, the stress energy distribution within the grinding area is the main indicator describing the comminution process. The most important comminution mechanisms occur due to bead–bead collisions at different relative velocities [
17].
Figure 2 shows the calculated section vertically along the cylinder axis, where only half of the area required analysis due to its symmetry. The cross-sectioned area represents the main analysis region. The dimensionless radial
Z′/
R (
R is the radial length) is plotted along the
Z′-axis. The dimensionless axial
X′/
L (
L is the axial length) is plotted along the
X′-axis.
To explore the velocity variations of the grinding beads in each subzone studied in detail, the time-averaged velocities of local grinding beads at different stirrer speeds are shown in the
X′
O′
Z′ coordinate plane in
Figure 3 and
Figure 4. The vertical axis represents the grinding bead velocities time-averaged and normalized by the stirrer-tip velocity (the circumferential velocity of the stirrer, as shown the linear velocity,
vs, at point “
s” in
Figure 2, and
vs =
π⋅
d⋅
nsr; here
d and
nsr are the diameter and rotation speed of the stirring disc, respectively). Operating at a total filling level of 80%, the grinding media velocity profiles plotted relative to the circumferential stirring shaft speeds specified by the manufacturer were almost identical at all rotational speeds examined. Similar to a disk mill, the velocity of the grinding beads decreases gradually in the simulation cell (
Z′/
R = 0.39 →
Z′/
R = 0) from the top of the stirrer to the grinding chamber wall. This is mainly because the grinding beads that fly out at high speed from the top of the stirrer due to centrifugal force are subject to the resistance of the fluid, resulting in the loss of kinetic energy. When the grinding beads hit the chamber wall during deceleration, further kinetic energy is lost and their velocity reaches the minimum value.
However, unlike beads in a disk mill, where their velocity is mainly affected by the radius of the disc [
23], the velocity of grinding beads in an accelerator mill increases due to centrifugal force and it generates the greater pressure from the chamber wall to the centre of the stirrer disc (
Z′
/R = 0 →
Z′
/R ≤ 0.69), until the grinding beads reach the maximum velocity near the stirrer shaft (
Z′
/R = 0.9,
X′
/L = 0.4). It was particularly evident that the grinding media were not driven by friction between the stirrer and beads, which is very common in disk mills. In fact, in the process of high-speed rotation by the acceleration stirrer, due to the strong centrifugal force, a certain degree of vacuum is formed at the entrance of each rotor close to the shaft. Under the action of the high-pressure flow at the exit of the rotor, the grinding beads are moved in a state of acceleration from the chamber wall to the stirrer shaft. When the high-speed grinding beads impact the stirrer shaft, the direction of their movement changes due to the drag of the fluid. The beads then impact the stirrer disc again, causing their kinetic energy to be further reduced. Therefore, along the axial direction of the stirrer shaft, the speed of the grinding beads shows a downward trend overall (
X′
/L ≥ 0.4), as shown in
Figure 3b.
Figure 4 shows the normalized average grinding media velocities plotted for the different grinding media fillings at a stirrer speed
nsr = 1200 rpm. In
Figure 4, it is particularly evident that the normalized velocity profiles are, in general, similar for the different stirrer speeds investigated above (
Figure 3). In the radial plane, although the filling rates of the grinding media are different, they all have the same or similar trends in speed changes. From the chamber wall to the stirrer shaft, the speed change of the grinding beads goes through four stages: a slow acceleration stage, a fast acceleration stage, a steady stage and a deceleration stage. In the radial and axial planes shown in
Figure 4, these stages correspond to the slow acceleration zone (
Z′
/R ≤ 0.39), fast acceleration zone (
Z′
/R ≤ 0.69), smooth zone (
Z′
/R ≤ 0.9,
X′
/L ≤ 0.4) and deceleration zone (
X′
/L ≥ 0.4), respectively.
The average velocity of the grinding beads shown did not provide any direct indication of the grinding effectiveness. However, the changes in the velocity gradients of the grinding beads in each zone can be clearly seen in
Figure 3 and
Figure 4. The relative velocity of the grinding beads should be decisive for the stress energy [
22]. Therefore, it becomes particularly evident that zones with different stress energies exist in the accelerator mill grinding chamber. The volume with high stress energies is relatively small and the stress energy is not uniformly distributed in the grinding chamber. To effectively identify the stress energy distribution, the grinding chamber was subdivided into four volumes of different stress energies [
22], namely, stress energy volumes (SEVs).
Figure 5 shows the definition and dimensions of the investigated volumes (SEV_1–SEV_4) in the accelerator mill. Considering the symmetry of the grinding chamber’s structure, the cell element described by SEV_1–SEV_4 ranges from the middle of the stirrer disc to half of the length between the two stirrer discs. In the following analysis, the dynamic characteristics of grinding beads coupled with pesticides are described within each volume. For convenience of description, the coordinate origin is transformed from the point
o′ ({
X′,
O′,
Z′}) to the point
o ({
X,
O,
Z}).
3.2. Local Grinding Media Filling
The grinding media filling level is an important indicator that is used to characterize the frequencies of particle abrasion, impact and compression [
21]. The time-averaged local grinding media concentrations within SEV_1–SEV_4 at various stirrer speeds and total filling levels are shown in
Figure 6. Operating at a total filling level of 80% (
Figure 6a), an uneven distribution of the grinding media is particularly evident within the defined volumes. In all simulations, the lowest grinding media filling is in SEV_3, while the highest is in SEV_1. The stirrer speed seems to have no significant influence on any of the volumes until the stirrer speed is > 1200 rpm. When the stirrer speed
nsr = 400 rpm, the local grinding media filling levels within SEV_1 and SEV_2 increase, while those in SEV_3 and SEV_4 decrease, which is different from the case of the disk mill [
16]. It is particularly evident in
Figure 6a that, when the stirrer speed
nsr ≤ 1200 rpm, the local grinding media concentrations within SEV_1–SEV_4 remain basically unchanged.
This is because the amounts of grinding media thrown out at the top of the stirrer disc and sucked in at its bottom remain basically unchanged, thus forming a relatively stable self-circulation. However, when the stirrer speed is further increased (nsr > 1200 rpm), the centrifugal force is also further increased and more grinding media is thrown out from the top of the stirring disc, thus accumulating and extruding in SEV_1 and SEV_2. Meanwhile, in SEV_3 and SEV_4, there is a serious loss of grinding media, causing its concentration to decrease. That is, when nsr > 1200 rpm, the balanced self-circulation of grinding media is disrupted, which causes changes in its concentration in each SEV.
Figure 6b depicts the local grinding media filling levels in SEV_1–4 at a stirrer speed of 1200 rpm. An uneven distribution of grinding media can be seen at low total filling levels, while at high filling levels (
φ = 90%), the concentration tends to be even. The grinding media concentration within volumes SEV_1–4 increases almost proportionally to the total filling level. Obviously, the grinding media concentrations in SEV_1 and SEV_4 are higher than those in SEV_2 and SEV_3. This may be because the grinding media in SEV_2 and SEV_3 are always in an accelerated state and are seldom hindered by the chamber wall, stirrer shaft and stirrer disc, as they are in SEV_1 and SEV_4.
Figure 7 shows the local grinding media concentrations in the
Y0OZ0 coordinate plane at any given instant. It can be observed that there is a periodic shift in the circumferential distribution. Even when coupled with the pesticide solution, the local grinding media concentration is still affected by gravitational force. Therefore, large gaps are created within SEV_2 and SEV_3, which also explains why their local grinding media concentrations are relatively low (compare with
Figure 6).
For a quantitative comparison of the beads’ distribution, its fraction within a 15° fan-shaped volume was calculated. The local grinding media filling level in each 15° fan-shaped volume was time-averaged.
Figure 8 shows the grinding media filling in each 15° fan-shaped volume along the circumference. At a stirrer speed of 1200 rpm, the local grinding media filling level is basically constant at different total filling levels (
Figure 8a). However, except that the local filling level is >60% at a total filling level of 60%, the other local filling levels are lower than their corresponding total filling levels. Therefore, the uneven distribution of grinding media along the axial direction is particularly evident at different total filling levels.
Figure 8b depicts the extent to which the stirrer speed effectively influences the local grinding media filling level in each 15° fan-shaped volume along the circumference at a total filling level of 80%. It can be seen that, at about
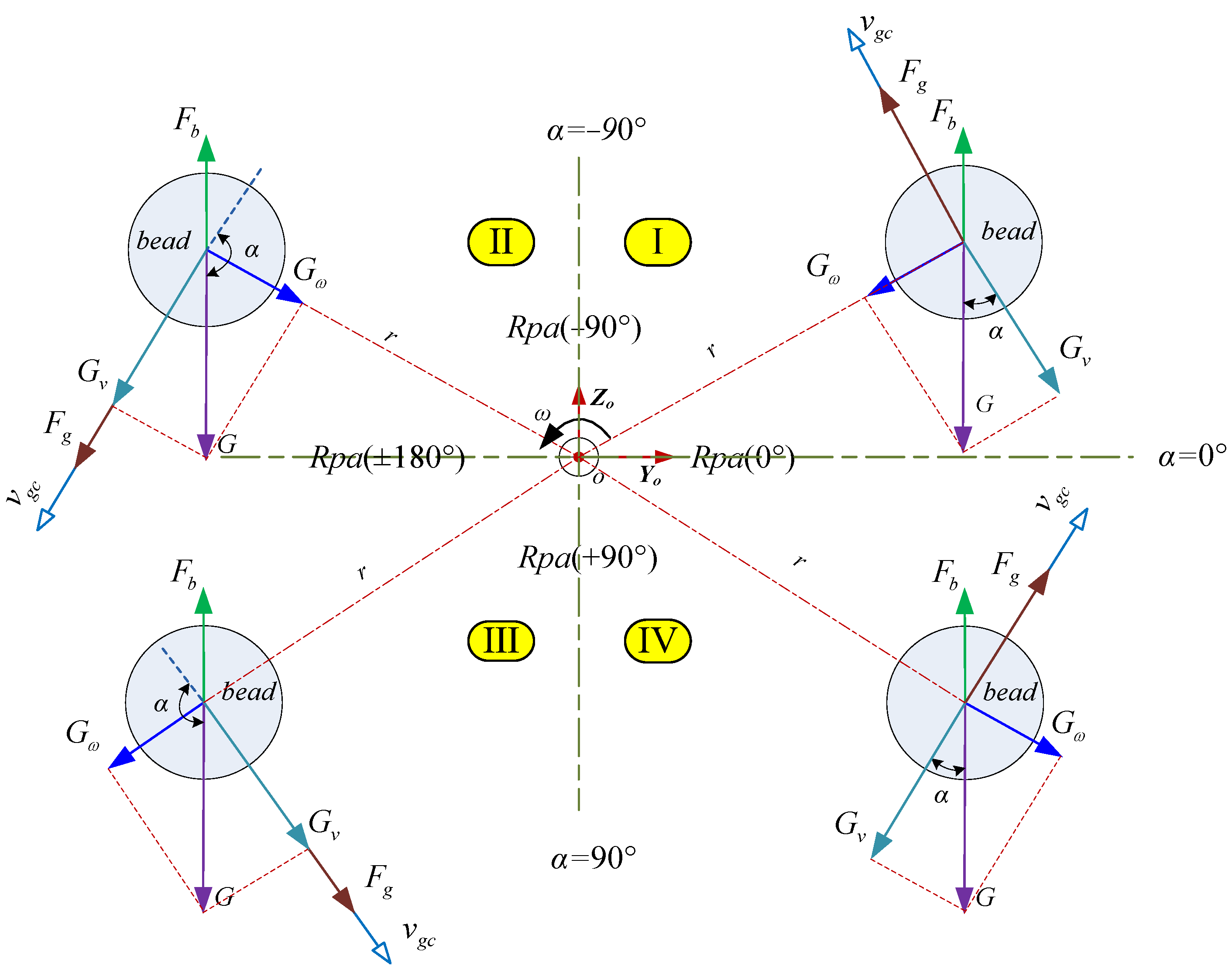
Rpa = 60°, the local grinding media concentration reaches the maximum for the various stirrer speeds. This phenomenon can be explained by the state of the force on the beads. The force acting on the beads along the radial and axial direction does not affect the beads’ concentration in each 15° fan-shaped volume. In addition, under the high-speed rotation of the stirring shaft, the circular motion is the main motion of the beads in the grinding chamber. Therefore, in this study, only the circumferential tangential force of the beads is taken into account. Moreover, the bead distribution in the chamber is mainly affected by long-term forces, such as the force between the fluid and grinding beads. To simplify the complex problems, the transient forces such as bead–bead or bead–chamber wall forces are no longer considered.
The grinding beads in a free state in the pesticide solution are subject to three forces, as shown in
Figure 9, where
G is the mass force expressed as
, which is always in the same direction as the acceleration of gravity; and
Fb is the buoyancy force caused by the density difference between the fluid and grinding media.
Fb is always opposite to the direction of mass force
G, which is given by
[
9]. The circumferential tangential drag force of the fluid
Fg acting on a grinding bead can be determined by the circumferential tangential velocity of the bead relative to the fluid
vgs (=
vs −
vgc,
vs and
vgc represent the tangential velocity components of the fluid and bead along the circumference, respectively) and its projected area
sp:
. Here,
eg is the drag coefficient calculated by the Reynolds number [
9].
The magnitudes and directions of
Fb and
G do not change over time.
Gv and
Gω are the components of
G, along and perpendicular to the velocity
vgc, respectively. It can be seen from the velocity distribution in
Figure 3 that, except for a slight decrease in velocity in SEV_4, the beads are almost in an accelerated state. Because the primary motion of the bead is rotational motion in the chamber, we can determine that the beads have similar motion states if only the tangential motion of the beads is considered. Therefore,
Fg and
vgc are usually in the same direction. It is important to note that the direction of
Gv and
vgc is opposite or the same depending on the movement zone where the bead is located (I, II, III, IV). In steady state, supposing the fluid velocity
vs is close to the tip velocity of stirrer, when the grinding bead speed is low (
nsr = 800 rpm), it has the highest average velocity ratio, shown in
Figure 3, which means there is less drag force
Fg at 800 rpm. Therefore, the mass force
G plays a leading role in the bead movement at 800 rpm.
Along the counter-clockwise direction from −90° to +90° in
Figure 9,
Fg and
Gv are in the same direction and push the grinding beads to accelerate through the ±180° area (II, III), so the local grinding filling level,
φlg, is low (
Figure 8b). However, from +90° to 0° in the same direction, the situation is just the opposite:
Fg and
Gv are in the opposite direction. As α decreases,
Gv gradually increases (
Gv,
α = 0° =
G), causing the grinding beads to slow down and accumulate, thus forming a higher local grinding filling level (about
Rpa = 60° in
Figure 8b), while from 0° to −90° in the counter-clockwise direction, although
Gv is still opposite to the velocity
vgc, it will gradually tend to 0 as α increases (
Gv,
α=90° = 0). Therefore, it is impossible for beads to accumulate in this area (I).
When the stirrer speed is further increased (
nsr = 1000 rpm and 1200 rpm in
Figure 8b), it also can be confirmed from
Figure 3 that the average velocity ratio gradually decreases, which means the drag force
Fg is gradually increasing at 800 rpm and 1200 rpm. The role of
Fg in controlling the bead movement gradually increases. As a result, along the circumferential direction, the local grinding media concentration tends to be the same (
Figure 8b). With further increases in stirrer speed (
nsr = 1400 rpm), the average velocity ratio is the minimum, which means the drag force
Fg reaches the maximum at 1400 rpm. Therefore,
Fg has a dominant role in controlling the bead movement and the influence of the mass force
G can almost be ignored. Since the force acting on the grinding beads is basically the same at each moment, the concentration of local grinding beads tends to be consistent along the circumferential direction (
Figure 8b).
3.3. Grinding Media Velocity Distribution
According to the mill-related stress model, the comminution process can be described by the related grinding bead velocity distribution in the chamber [
22]. The grinding media velocity coupled with fluid velocity is described within energy volumes SEV_1–4.
Figure 10 shows that, in the
XOZ coordinate system of
Figure 5, the normalized mean grinding media velocities at various stirrer speeds along the axial direction (X axis) for a filling level of 80%. In order to show the normalized mean velocity of beads in detail, each SEV is divided into different subzones, and then the bead velocity of subzones in the same radius is calculated to obtain multiple velocity curves in each SEV shown in
Figure 10. It can be seen that the grinding media clearly moves fastest in SEV_3 and SEV_4. However, the grinding media speed decreases in the plane of symmetry near the energy zone (
X/L = 0.1) and that near the stirrer (
X/L = 0.9), which results in a large velocity gradient. SEV_2 is the main acceleration zone. Since the grinding beads are rarely hindered, their speed at a given radius tends to be consistent. The mean grinding media velocity in SEV_1 is the lowest of all investigated cases. However, at the exit at the top of the stirrer, the grinding beads have a higher average speed due to centrifugal acceleration (
X/L = 0.8). Therefore, there is also a higher velocity gradient (
Figure 10a–c). From a statistical point of view, the velocity distributions of the grinding media in
Figure 10a–c are similar. However, when the grinding speed is increased to 1400 rpm, the scenario is slightly different. As shown in
Figure 10d, the grinding beads in SEV_3 and SEV_4 achieve a higher average velocity and form a certain velocity gradient. However, the grinding bead speeds in SEV_1 and SEV_2 are seriously weakened and tend to be consistent. It can be confirmed that, under the action of centrifugal force, the grinding beads thrown out at high speed accumulate in SEV_1 and SEV_2, thus reducing the numbers of beads in SEV_3 and SEV_4. As the local filling level is reduced, the bead speeds in SEV_3 and SEV_4 increase. Similar results have been found for grinding bead motion in disk-mills [
16,
24].
Figure 11 shows the normalized mean grinding media velocities in SEV_1–4.
Figure 11a shows the case at 1200 rpm. It can be confirmed that the grinding bead velocities in all volumes decrease with increases in filling level. In SEV_1, the grinding media velocities seem to be less affected by filling level than in other volumes. Surprisingly, although the local filling level in SEV_4 is higher than that in SEV_2, the local mean bead velocity in SEV_4 is still higher than that in SEV_2. On the other hand, it can also be clearly seen that when the filling level is low (i.e.,
φ = 60%), the mean grinding media speed in each volume differs greatly, thus forming a wider speed distribution. However, as the filling level increases (i.e.,
φ = 90%), the bead velocities in each volume gradually tend to be consistent, thereby reducing the range of velocities.
Figure 11b shows the mean grinding bead velocities normalized by stirrer tip velocity for volumes SEV_1–4 at a total filling level of 80%. Below a stirrer speed of 1200 rpm, the same decreases in the normalized mean bead velocities are observed for all volumes. When the stirrer speed reaches 1400 rpm, the normalized mean grinding bead velocities for volumes SEV_3 and SEV_4 increase, while those for volumes SEV_1 and SEV_2 decrease. This is due to the higher local grinding bead concentration, which slows down their movement [
16]. Therefore, the local grinding media velocity depends not only on the stirrer speed but on the local filling level. Similar results can be found in
Figure 6a and
Figure 10d, which are discussed in detail above.
3.4. Stress Energy Distribution
The comminution process in stirred media mills is, as a rule, determined by the stress intensity (
SI) at each stress event and the stress number (
SNg), defined as the number of the grinding bead contacts per time and unit mill volume [
20]. The distributions of the stress intensity accumulated from all impact directions for the translational normal impact (
SEtn) and translational shear (
SEts) within SEV_1–4 are shown in
Figure 12. The stress intensity depends on the relative speed of the bead–bead collisions and reflects the relative velocity gradient of the beads.
Figure 12a,b show that, at a total grinding media filling level of 80%, although the stirrer has different speeds (
nsr = 800 rpm and 1400 rpm, respectively), the stress intensity distributions are nearly the same. Collisions with higher stress intensity can be found in SEV_1 and SEV_3, with SEV_3 having the higher stress intensity. Except for this, no significant difference in stress intensity can be seen between SEV_2 and SEV_4. At a stirrer speed of 1200 rpm, the highest stress intensity can be found in SEV_3 (
Figure 12c). However, when the total filling level increases to 90%, the distribution of the stress intensity changes and the highest value is found in SEV_1 (
Figure 12d). Therefore, all the cases show that the higher stress intensities are mainly distributed in SEV_1 and SEV_3, which are less affected by stirrer speed. However, the filling rate can significantly change the stress intensity distribution. In addition, unlike in disk mills where the collisions with the highest stress intensity occur close to the disc circumference [
22], the area of highest stress intensity in an accelerator mill mainly occurs away from the edge of the stirring disc in a wider area near the chamber wall and stirring shaft.
In a batch grinding process, the other key indicator that determines the comminution result is the stress number (
SNg), which is defined as the number of the grinding bead contacts per time and unit mill volume. In the following, the stress number is evaluated for 1 s.
Figure 13a,b show that the locally averaged stress number changes distinctly for stirrer speeds of 800 rpm and 1400 rpm at a total filling level of 80%. In
Figure 13a, a moderate number of collisions can be found in SEV_1, followed by SEV_4. When the speed is increased to 1400 rpm, the high collision zone expands from SEV_1 to SEV_2, while the
SNg of SEV_4 is weakened. Between the two stirrer discs, a peak in the
SNg can be found in a grinding bead diameters distance to the stirrer disc top. The highest
SNg (>15 × 10
8/m
3 s) can be found in this area (
Figure 13b). Overall, the
SNg that the product particles are captured at and stressed by the grinding media increases with stirrer speed [
15].
In
Figure 13c,d, SEV_1 also shows the highest absolute number of collisions, followed by SEV_2 and SEV_4. It is evident that the highest
SNg occurs in SEV_1 and the lowest occurs in SEV_3. This is the case for all investigated stirrer speeds and total grinding media filling levels. At a high total filling level of 90%, densely packed grinding media are tightly stressed toward the outer chamber wall, resulting in a lower local collision frequency (e.g., in SEV_1) compared to the reference case (
Figure 13c). However, the total stress number derived from bead collisions increases with the total filling level. Such findings can also be confirmed in [
16].
The collision stress energy (
SEcs) is an exclusive characteristic of WSMM and represents the power consumed by the product particle crushing. By calculating the product of stress intensity
SI and stress number
SNg, a locally resolved collision stress energy per volume,
SEcs, can be obtained [
17].
Figure 14a–d show the locally averaged collision stress energies per unit volume under various parameters. As expected, the collision stress energy distribution shows the same dependency with various parameters. However, all cases show that the peak collision stress energy occurs in SEV_1, and a medium number of collisions occur in SEV_2 and SEV_4. The lowest collision stress energy occurs in SEV_3. Compared with the stress intensity distribution in
Figure 12, as well as the stress number distribution in
Figure 13, it can be clearly seen that the collision stress energy distribution is very similar to that of the stress number distribution but is quite different from that of the stress intensity distribution. Therefore, we can be sure that the stress number distribution is more important than the collision stress intensity distribution. Taking the different process parameters into account, the highest local collision stress energy was, in all cases, found between the top surface of the stirrer disc and the grinding chamber wall. With increases in stirrer speed (
Figure 14b) and grinding media filling level (
Figure 14d), the collision stress energy increases significantly and the dominance of the high collision stress energy in SEV_1 expands radially to SEV_2 and SEV_4. Nevertheless, except for these cases, no significant difference in collision stress energy can be found in SEV_3.
It is known that the type of collision stress energy indicates the way that product particles are stressed and is an exclusive characteristic of the WSMM grinding mechanism. Thus, to understand the stressing processes, it is necessary to identify the types of stress energy for the whole energy spectrum.
Figure 15a,b show the locally averaged stress energies resulting from translational normal impacts and translational shear, respectively. The numbers of bead–bead collisions that occur are evaluated for 1 s at a stirrer speed of 1200 rpm and total grinding media filling level of 80%. It can be seen that, regardless of the translational normal impact or translational shear, the highest collision stress energies also take place in SEV_1. This is evident at all investigated stirrer speeds and total filling levels. It is worth noting that the collision stress energy resulting from the translational shear direction (
SEts) is an order of magnitude higher than that resulting from the translational normal impact direction (
SEtn).
This is also demonstrated in
Figure 16a,b, where
SEcs,sum is the sum of all locally averaged stress energy
SEcs,
SEts,sum denotes the sum of trans-latoric shear energy
SEts in a single SEV. and
SEV_total is the sum of the ratio of
SEts,sum/
SEcs,sum.
Figure 16 shows that SEV_1 has the highest relative translational shear energy, followed by SEV_2, SEV_4 and SEV_3. Nevertheless, in
Figure 16a, the ratio of
SEts,sum/
SEcs,sum in SEV_1 remains basically unchanged, while those in SEV_2, SEV_4 and SEV_3 increase continuously with the total filling level. Therefore, the total proportion of translational shear energy,
SEV_total, constantly increases. However, at a total filling level of 80% under different stirrer speeds, the situation becomes a little different (
Figure 16b). At stirrer speeds < 1000 rpm, the ratio of
SEts,sum/
SEcs,sum in every volume increases but, after that, although it increases slightly in SEV_1 until 1200 rpm, it decreases in the other volumes. Therefore, this leads to a decrease in the total proportion of translational shear energy(
SEV_total). This may be due to the particularly high centrifugal force squeezing most of the beads onto the chamber wall (SEV_1), reducing the numbers of beads in other volumes and resulting in a reduction in collision energy. However, we must note that in this case, the translational shear energy,
SEts,sum, still accounts for 80% of the total collision stress energy(
SEcs,sum). Dominance of the shear component has also been reported in other literature [
25].
3.5. Energy Efficiency
During the comminution process in WSMMs, only a small part of the kinetic energy of the grinding media is used for comminution. According to the stress model proposed by Kawade et al. [
21], the maximum stress energy obtained by the grinding media,
SEnet, defined as the net stress energy transferred to the chamber, can be obtained according to Equation (2), which is used to calculate the energy utilization rate for various parameters. By accumulating the local stress energies for 1 s and relating them to the volume, a locally resolved stress energy from grinding bead collisions was obtained.
Figure 17 shows the absolute values of
SEcs,sum and
SEnet and their ratio under different filling levels and stirrer speeds. In
Figure 17, all cases have in common the increasing grinding media filling level at a stirrer speed of 1200 rpm and stirrer speed at a total grinding media filling level of 80% increases the net stress energy
SEnet. There is a nearly proportionate increase in
SEnet in
Figure 17a, while in
Figure 17b, there is a slightly disproportionate and increasing trend in
SEnet. In
Figure 17a, the collision stress energy
SEcs,sum also increases with
SEnet. However, the ratio of
SEcs,sum/SEnet decreases at a total filling level of 90%. Therefore, among filling levels of 60%, 70%, 80% and 90%, 80% is expected to be the most energy efficient. In
Figure 17b, looking at the range of 800–1400 rpm, the collision stress energy
SEcs,sum increases with
SEnet until 1400 rpm.
SEcs,sum achieves the highest stress energy (0.0068 × 10
7) at 1200 rpm; however, the ratio of
SEcs,sum/
SEnet is lower than that at 1000 rpm. The
SEnet exhibits the highest collision stress energy at 1400 rpm, but its energy efficiency is the lowest. On average, in terms of energy efficiency, 1000 rpm may be the most favourable stirrer speed. In fact, most of the energy of the grinding media is dissipated as heat via several mechanisms, such as friction against the chamber wall, bead–bead contacts and bead wear/deformation [
22]. However, the ‘true’ stress energy contributing to particle crushing, and the energy efficiency simulation, remain unknown and need to be addressed in future [
15,
17].




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}