2.2. Methods
The chemical composition of the sample was determined. The major elements were analyzed by means of X-ray fluorescence (XRF) using a sequential EDX-7000 spectrophotometer (Shimazu, Kyoto, Japan). Minor elements were measured by inductively coupled plasma–mass spectroscopy (ICP–MS) (PlasmaQuant MS Q, Analytik Jena AG, Jena, Germany).
Mineralogical characterization was carried out by various methods, including mineral liberation analysis (MLA), X-ray diffraction analysis (XRD), and optical microscopy analysis.
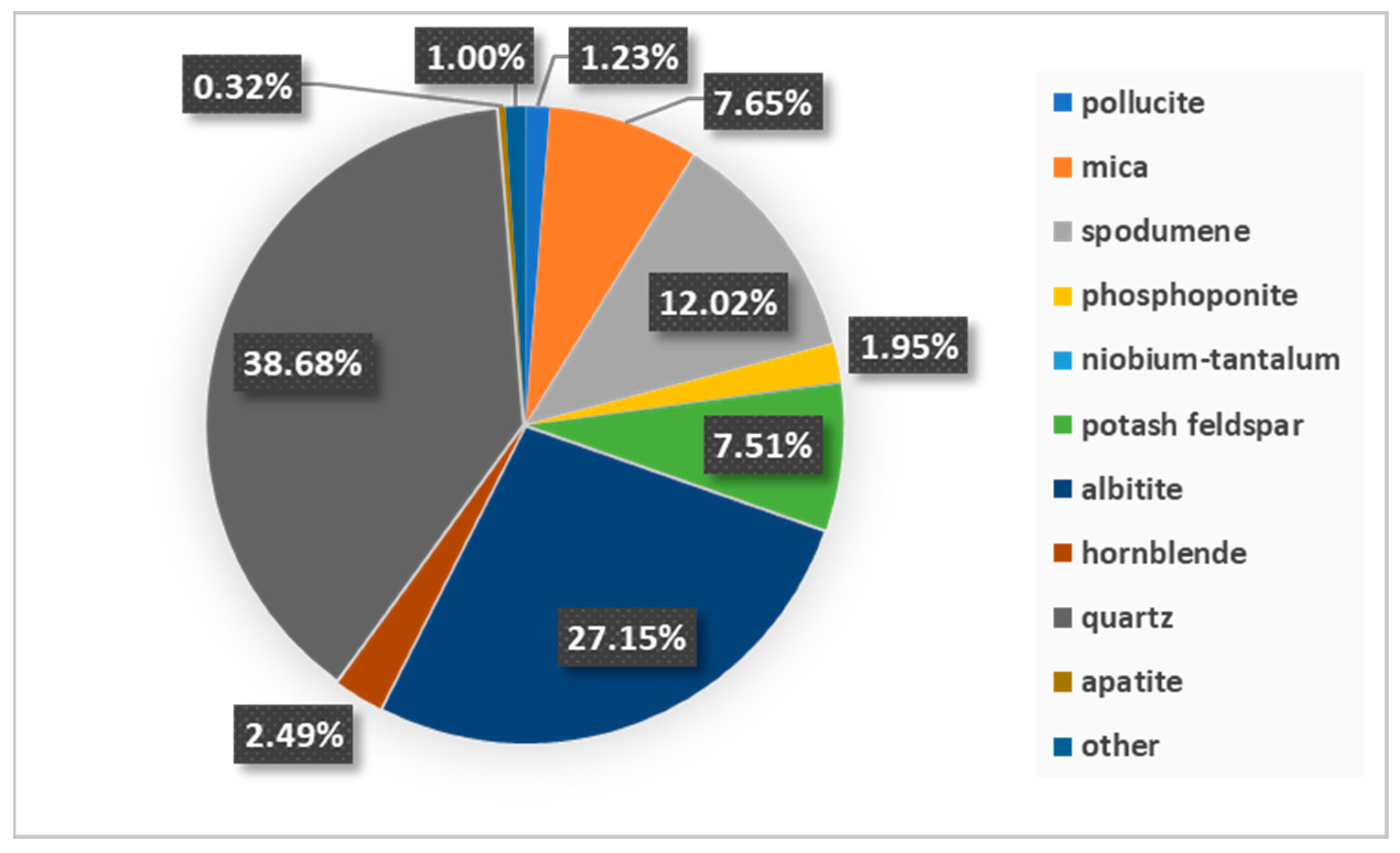
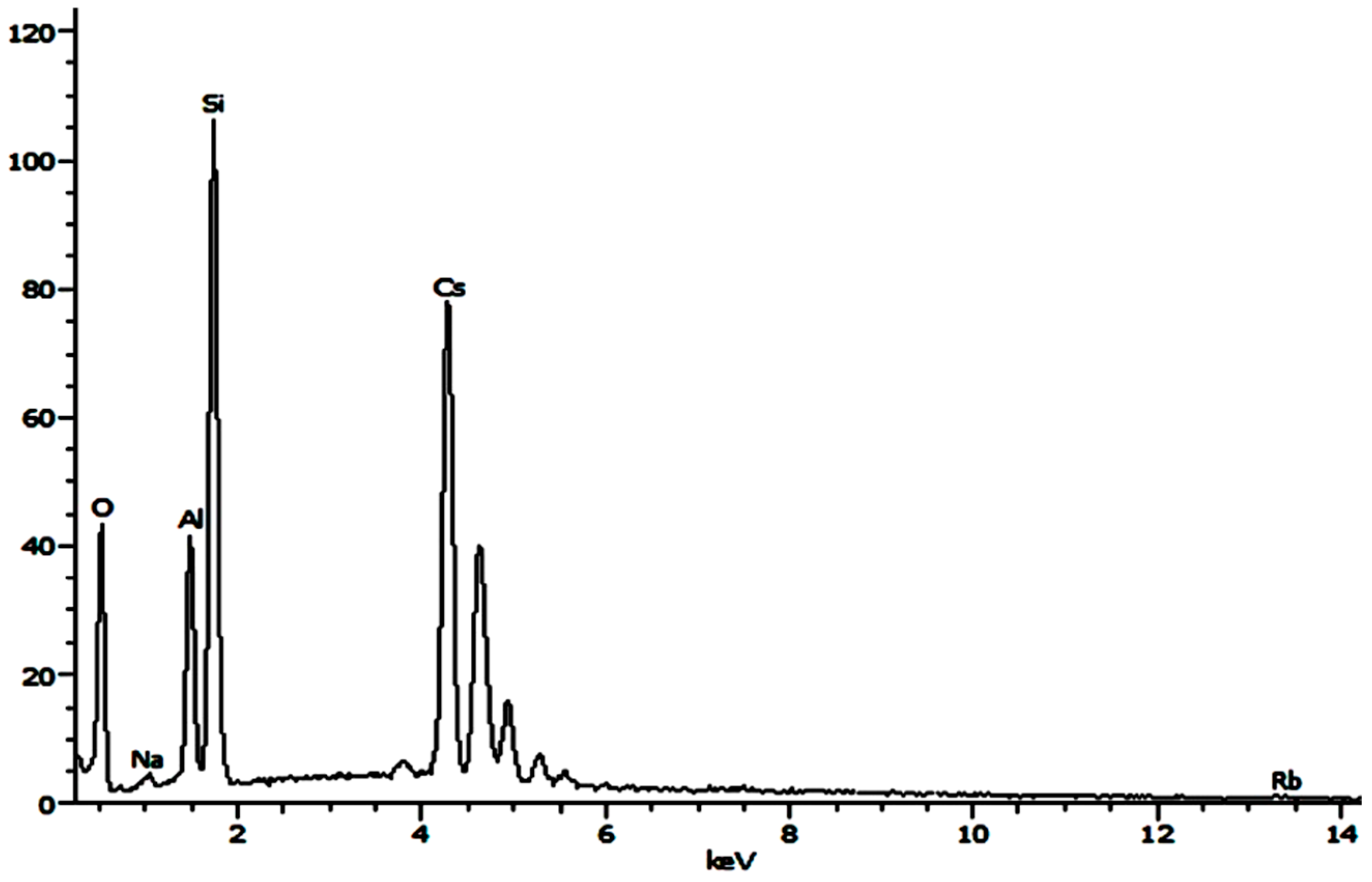
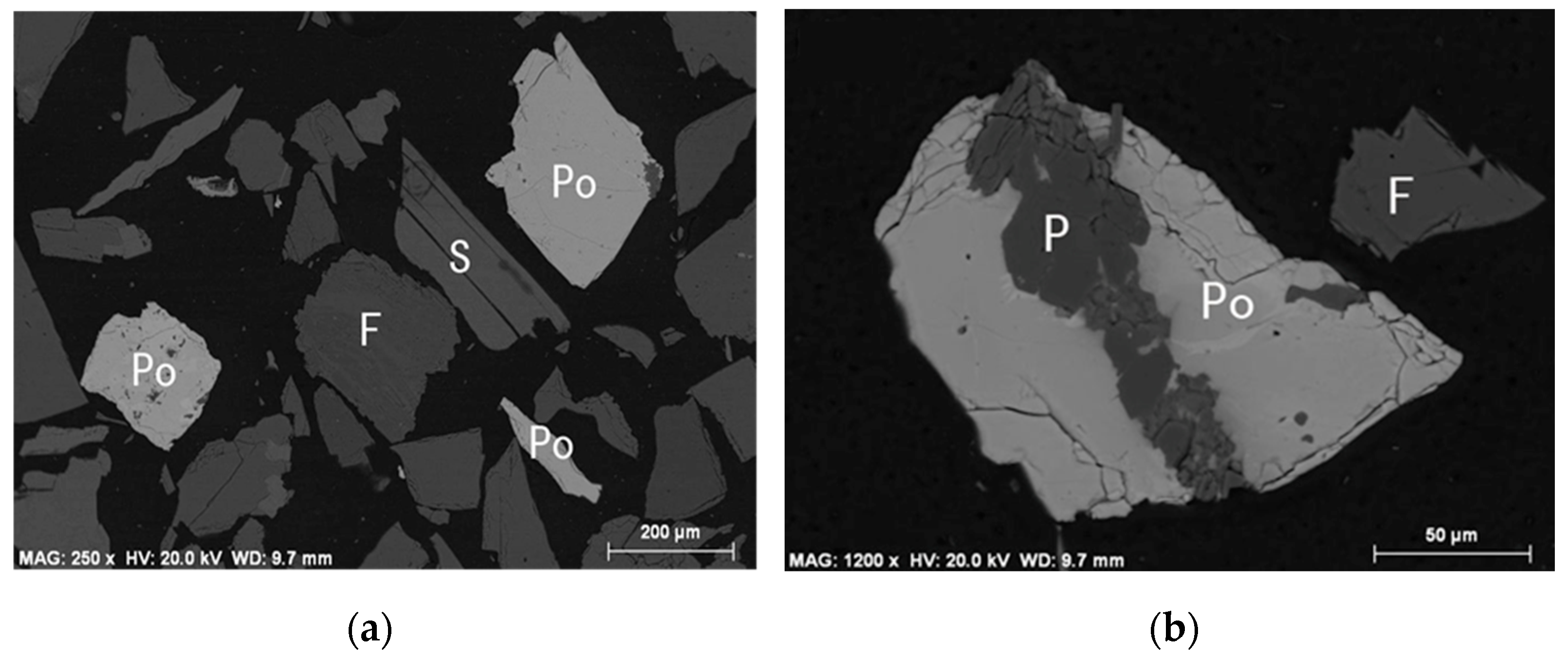
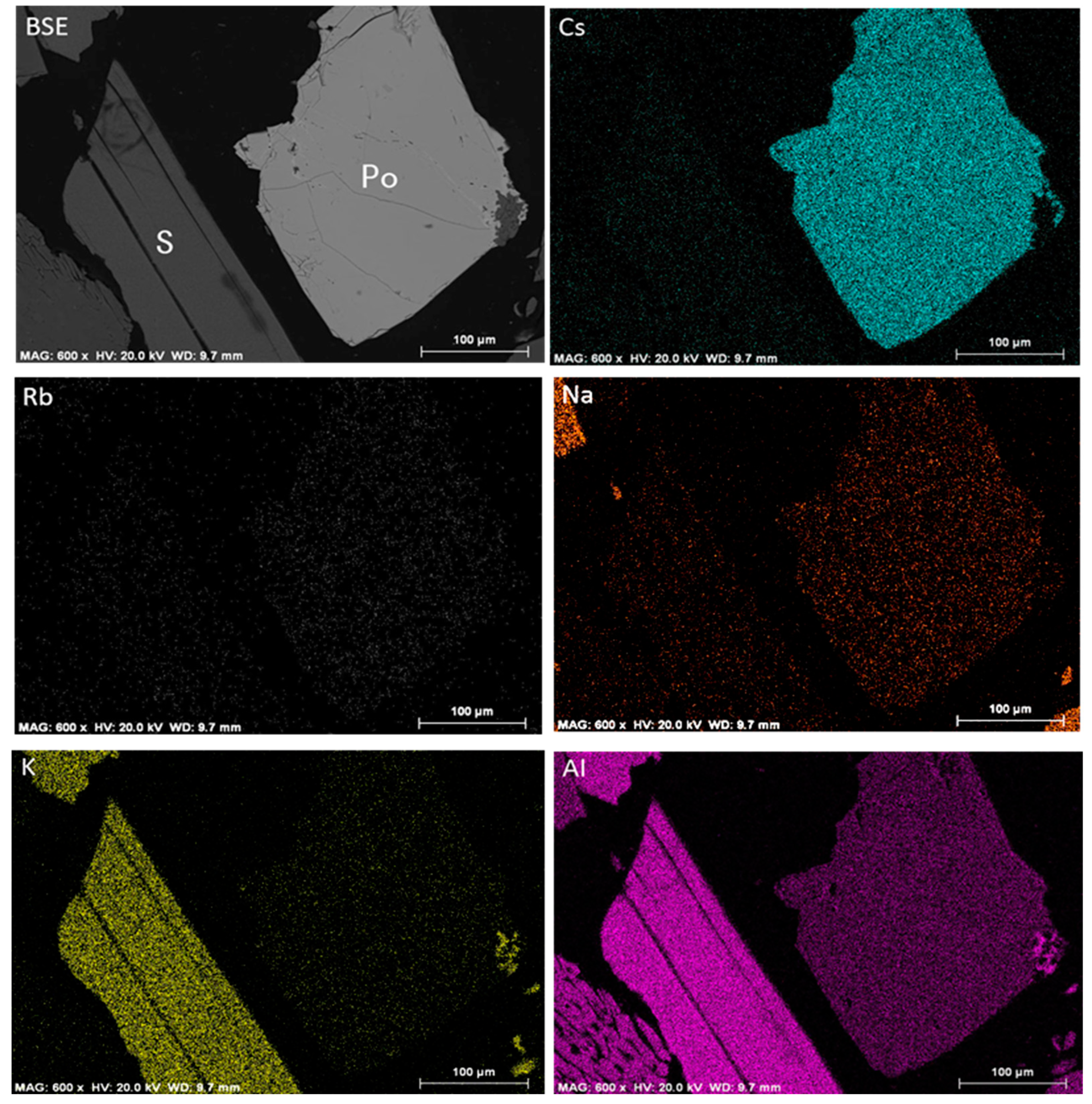
MLA system is an automatic mineral analyzer that is mainly used to accurately test the mineralogical characteristics and parameters of the process, such as mineral composition and content, particle size distribution, degree of liberation, mineral occurrence, the dissemination relationship, etc. The MLA system is composed of a scanning electron microscope (Jeol JSM6510, Japan Electronics Co., Ltd., Tokyo, Japan), an energy dispersive spectrometer (Genesis XM2 EDS, EDAX Inc., Berwyn, IL, USA), and MLA software (Suit2.9, JKTeck, Brisbane, Australia). MLA measurements were performed at 20 kV with a 1.5-micron pixel resolution using the XBSE method. The working principle of MLA is to use backscattered images to distinguish between different phases and to combine these images with the energy dispersive spectrometer to collect and analyze relevant information and then use image analysis technology to calculate and process the obtained data.
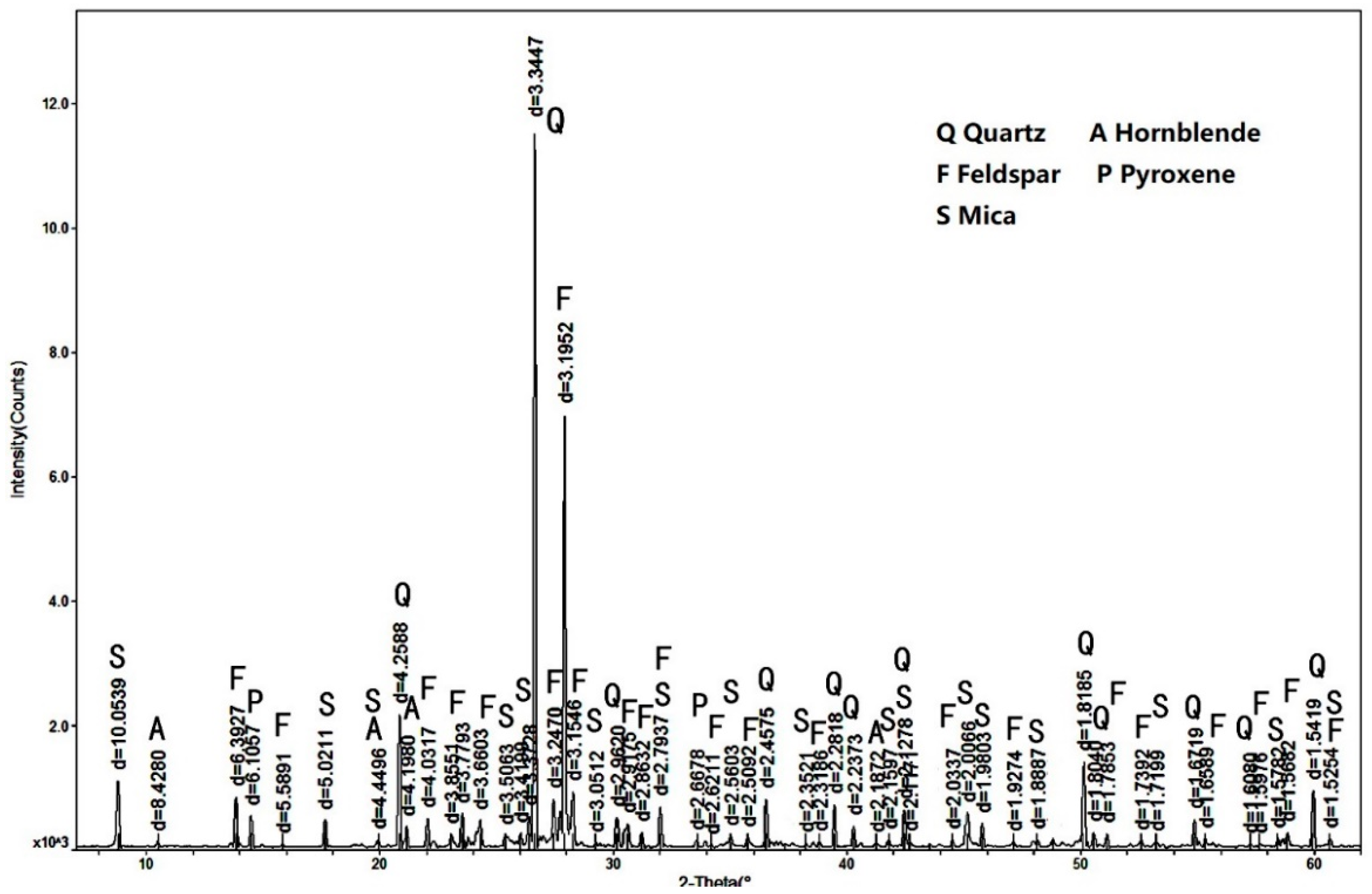
XRD patterns were recorded using a Rigaku D/MaxrA rotating anode X-ray diffractometer equipped with a Cu Kα tube and an Ni filter (λ = 0.1542 nm) at a scanning rate of 0.0167°/s.
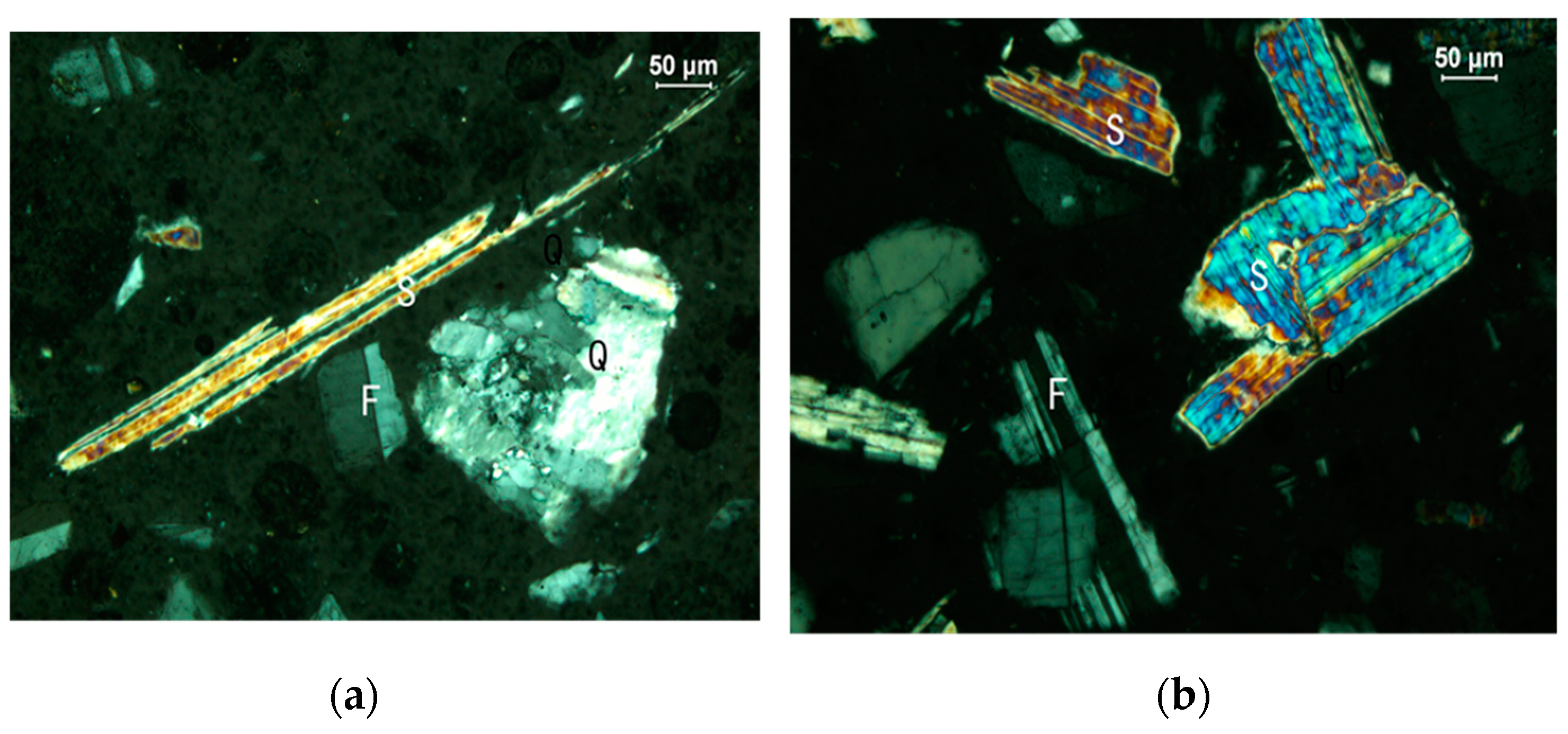
Optical microscopy analysis was performed on a ZEISS Axioskop 40 microscope.
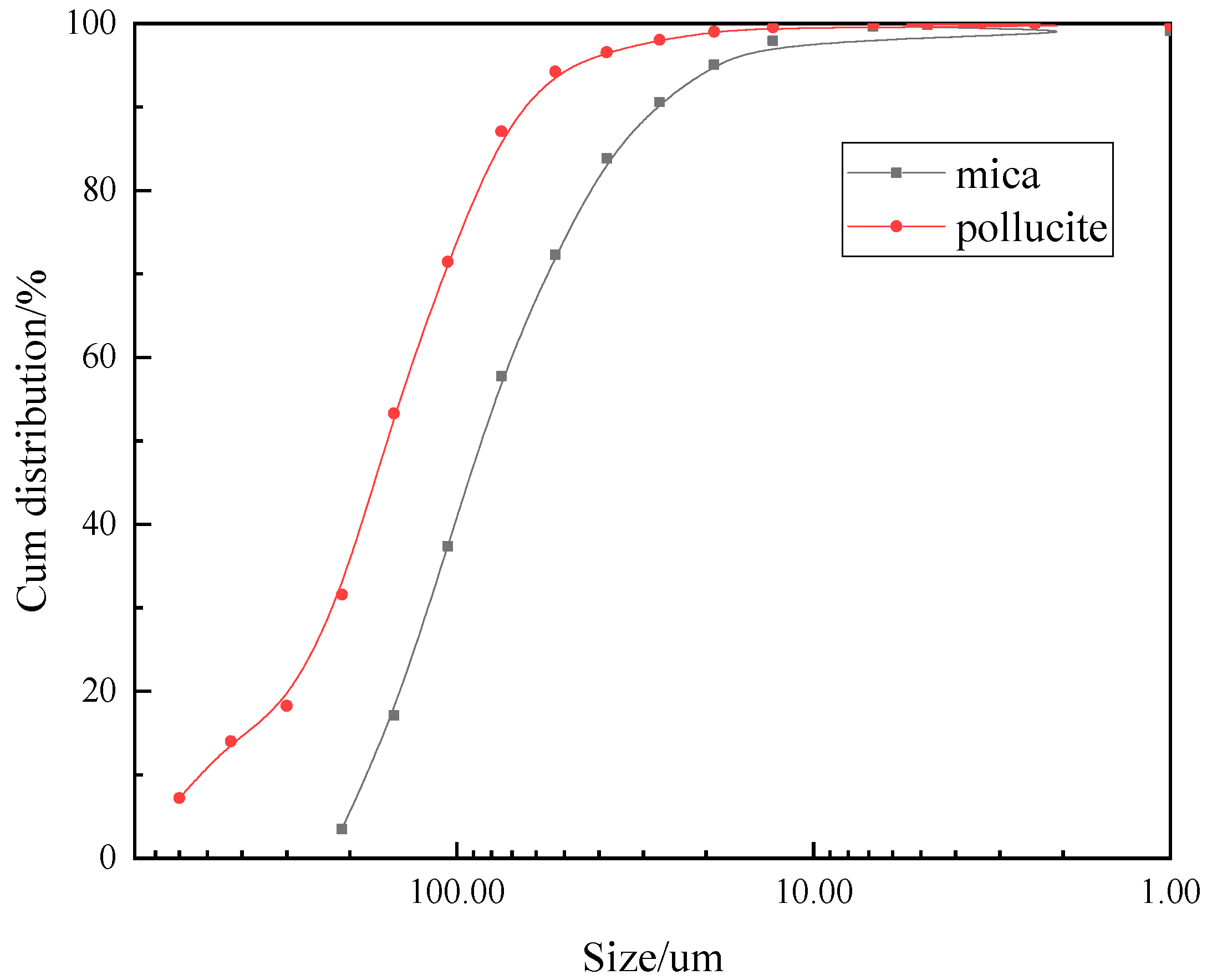
Samples were taken to determine the feed sample particle size distribution of the ore using a laser particle size instrument (Bettersize 2000, Dandong Baxter Instrument Co., Ltd., Dandong, China).
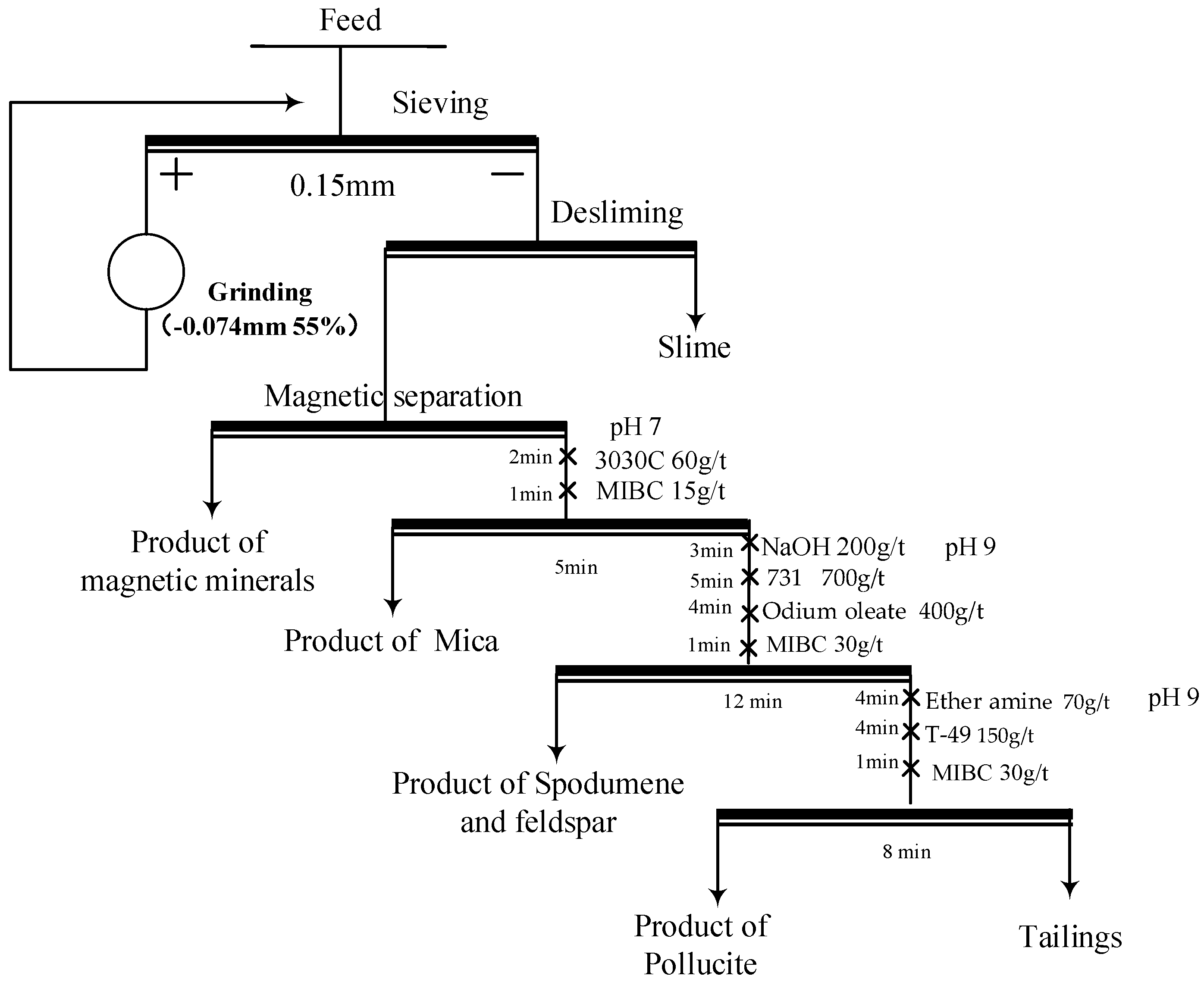
To prepare the ore for froth flotation, the sample (1000 g) was screened by a sieve with a mesh size of 0.15 mm. The oversize particles were ground to −150 µm and were deslimed afterward. After desliming, magnetic separation was conducted to purify the froth flotation feed by removing the Fe minerals. After magnetic separation, froth flotation was adopted. Froth flotation experiments were conducted using a 1.5 L stirred froth flotation cell. The slurry was stirred at 660 rpm. The solid content in the cell was then adjusted to 33% via the addition of approximately 1.2 L of tap water. In the stage of mica flotation, the pH value of the pulp was 7. After mica flotation, the pH value of the pulp was controlled at 9 with NaOH (AR, Macklin). The collector (details was shown in
Table 1) and frother (MIBC, Macklin) were added at the selected dosages. The pH was readjusted before the addition of the reagent to ensure that froth flotation occurred at the target pH during the conditioning period, which was set at 3 min.
Wet screening was carried out using an XSB-88 standard vibration sieve machine.
A wet magnetic separator (XCSQ 50 × 70) manufactured by Wuhan Exploration Machinery Co., Ltd. was used to run the tests. The magnetic field intensity was 1 Tesla, and the magnetic concentration was 20%.
A hydrocyclone (JAX-75) was used for desliming, the pulp concentration was 12% (solid–liquid weight ratio), and the working pressure was 0.4 Mpa.


 ,
, 








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}