Cracking and Microstructure Transition of Iron Ore Containing Goethite in Fe-C Melt Based on the HIsmelt Process





Abstract
1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Experimental Methods
2.3. Analytical Methods
3. Results and Discussion
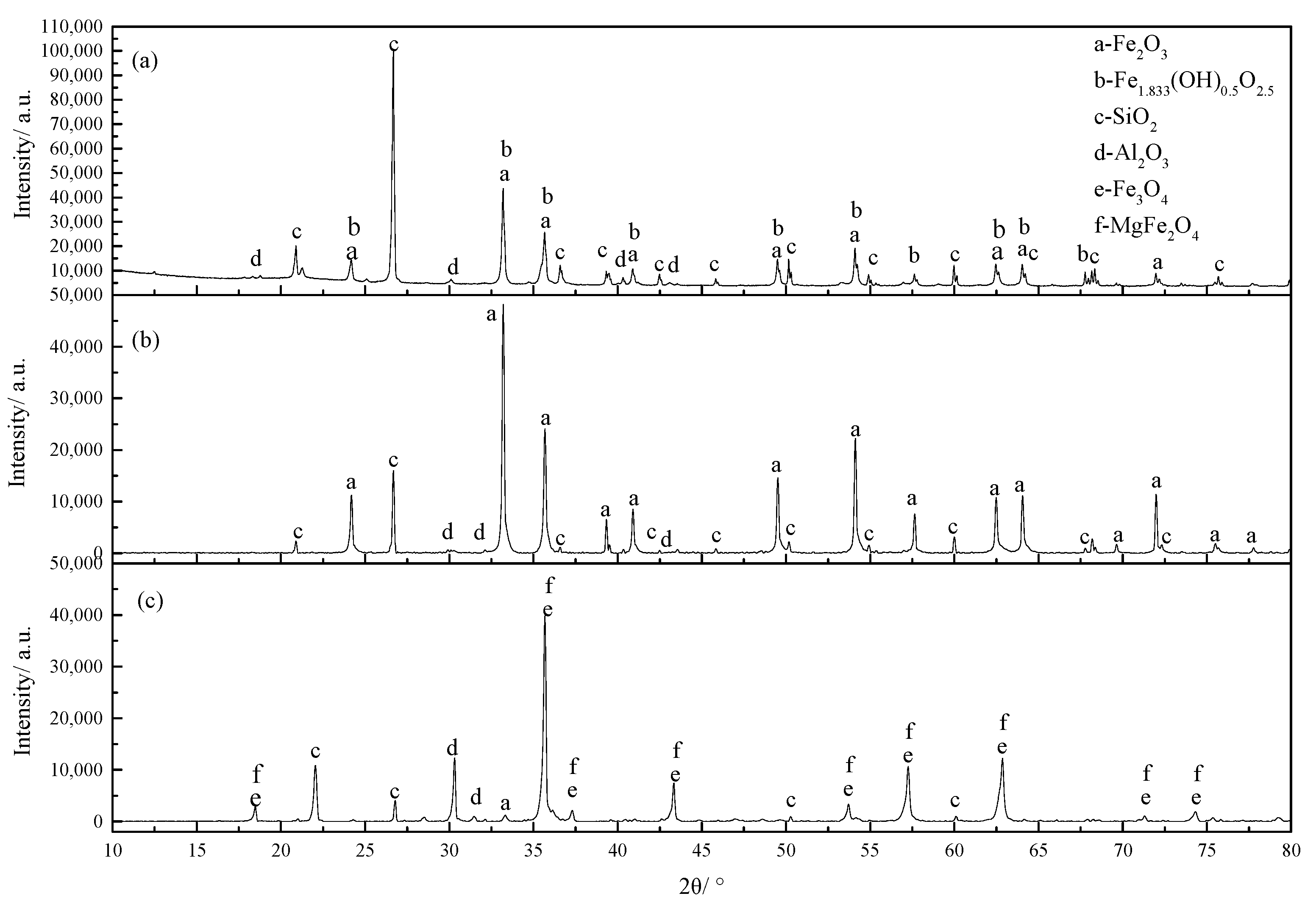
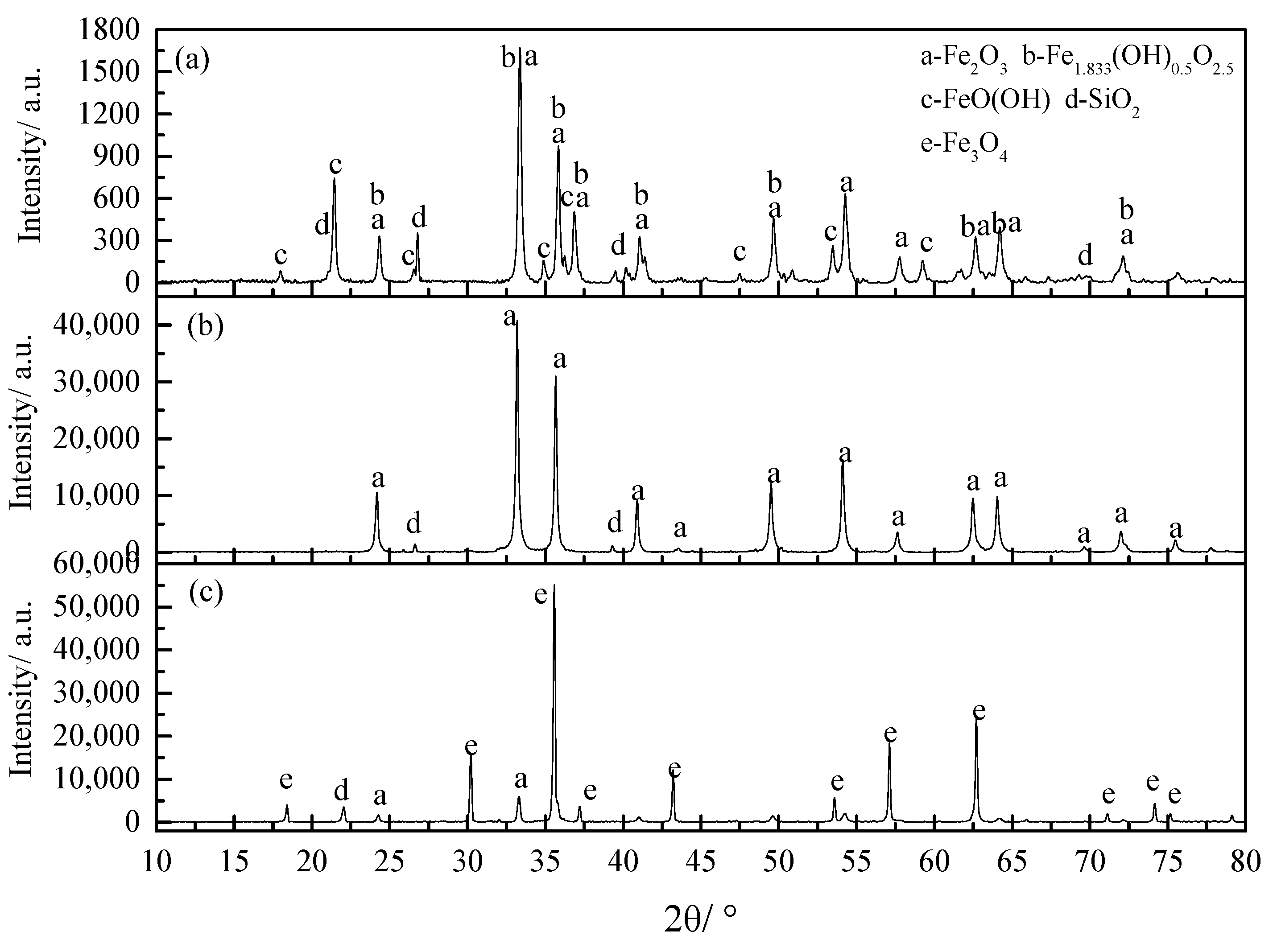
3.1. Thermal Decomposition Analysis
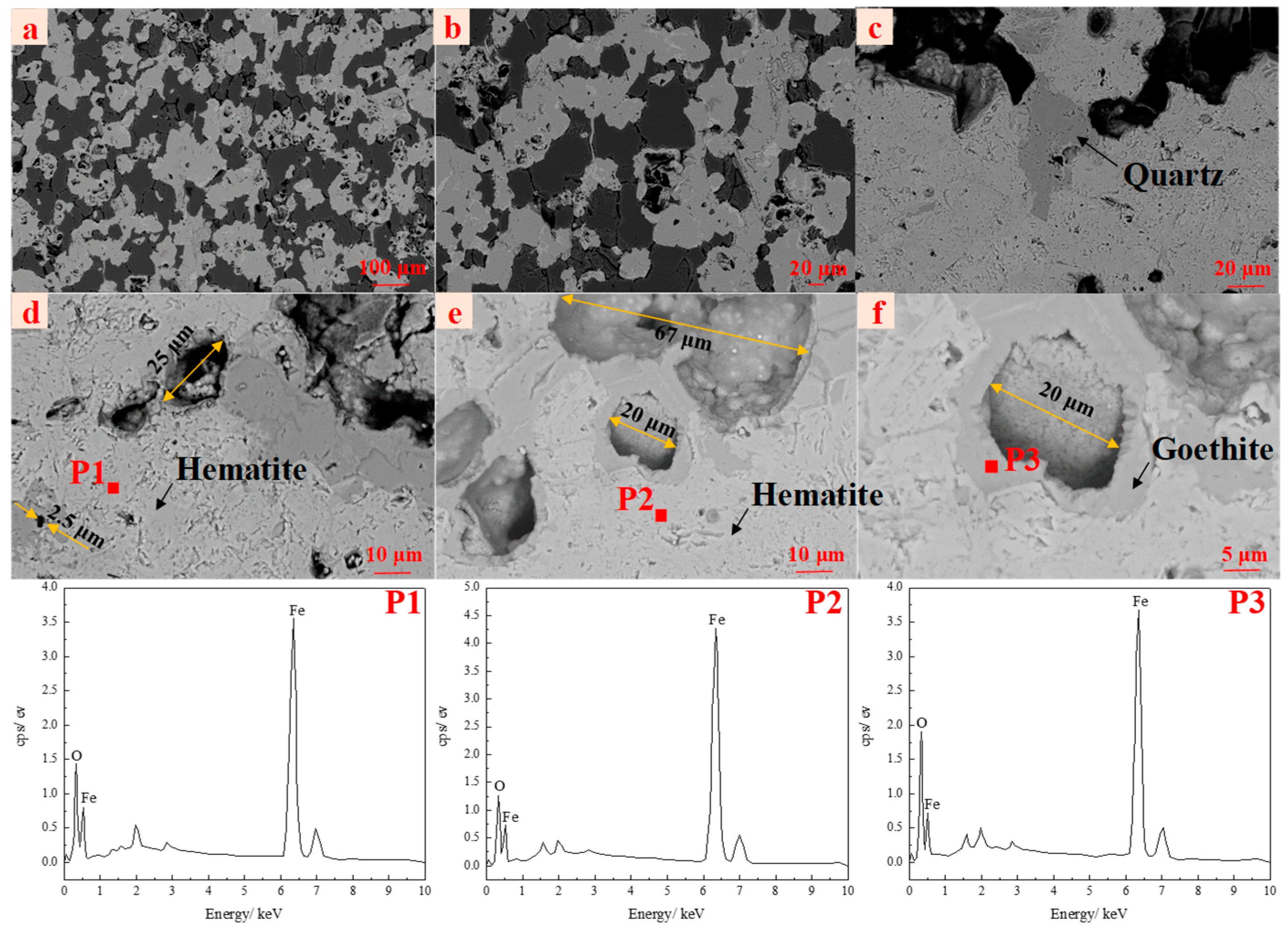
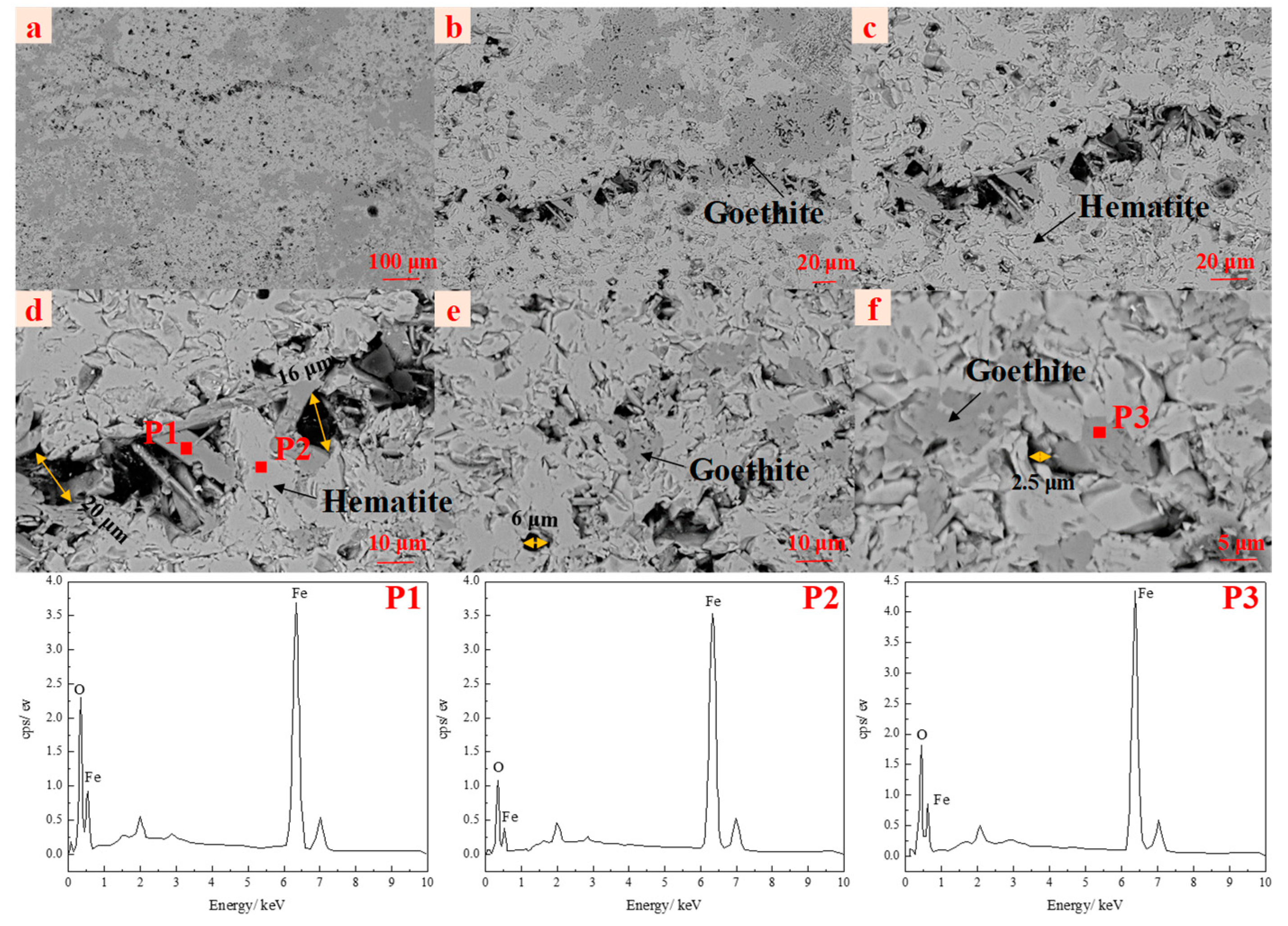
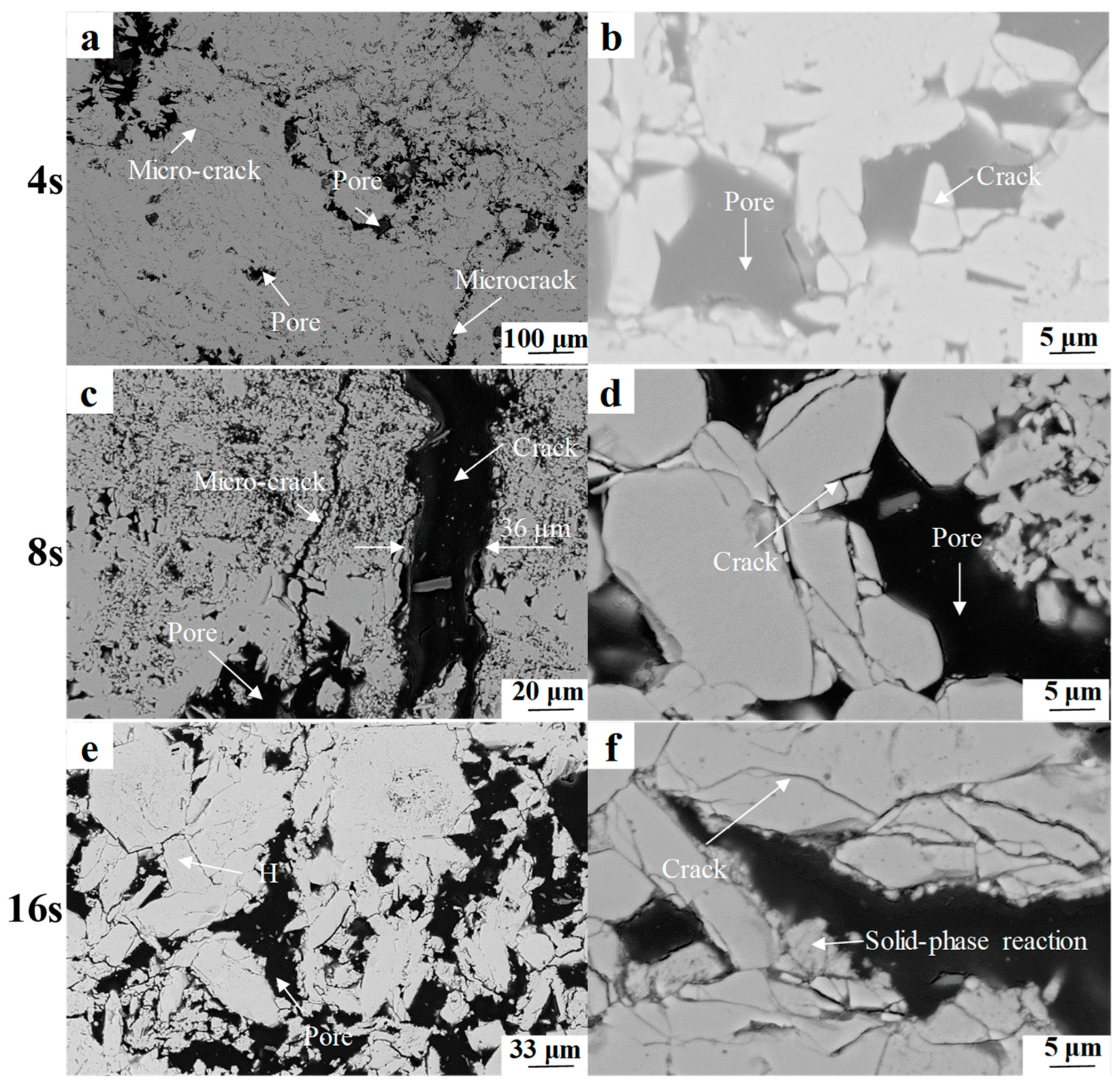
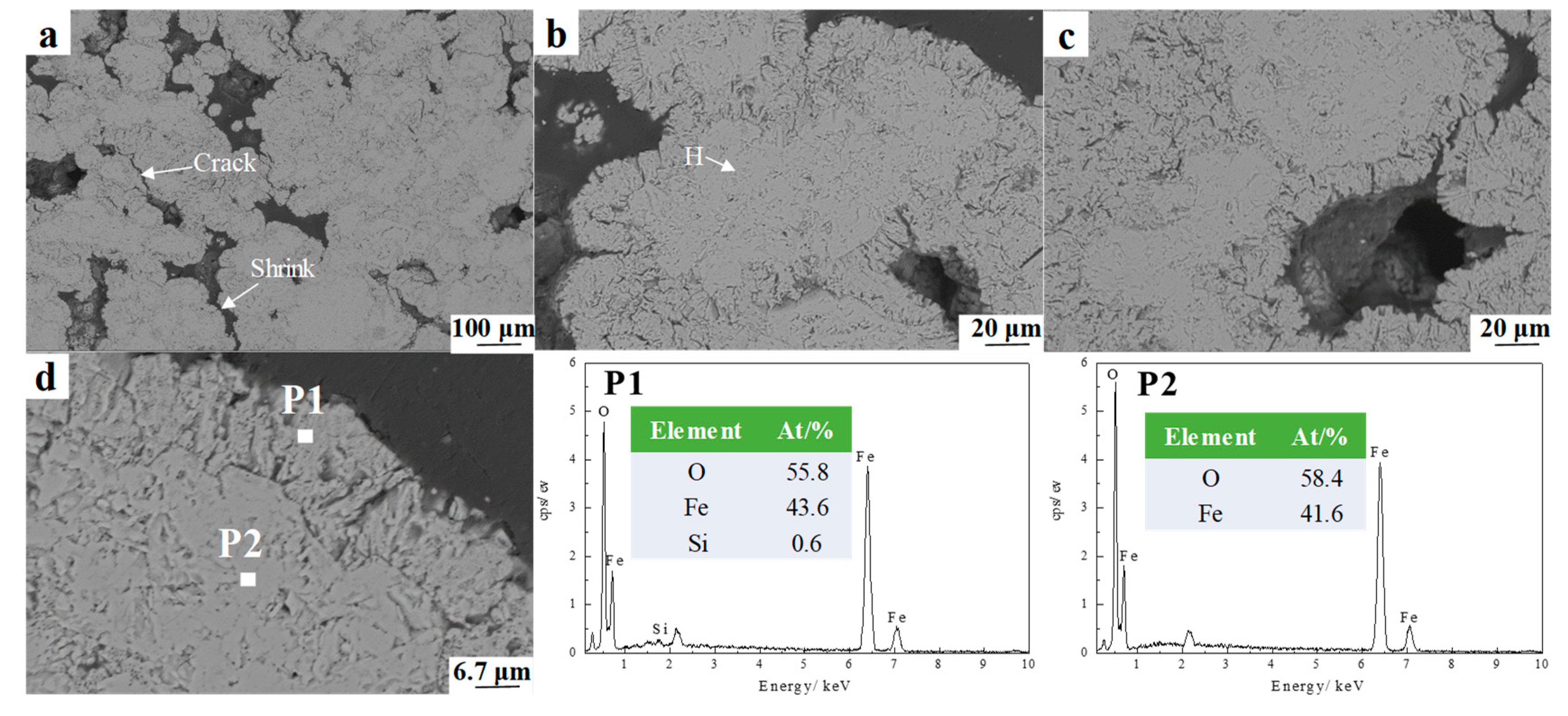
3.2. Study on the Evolution of Micromorphology
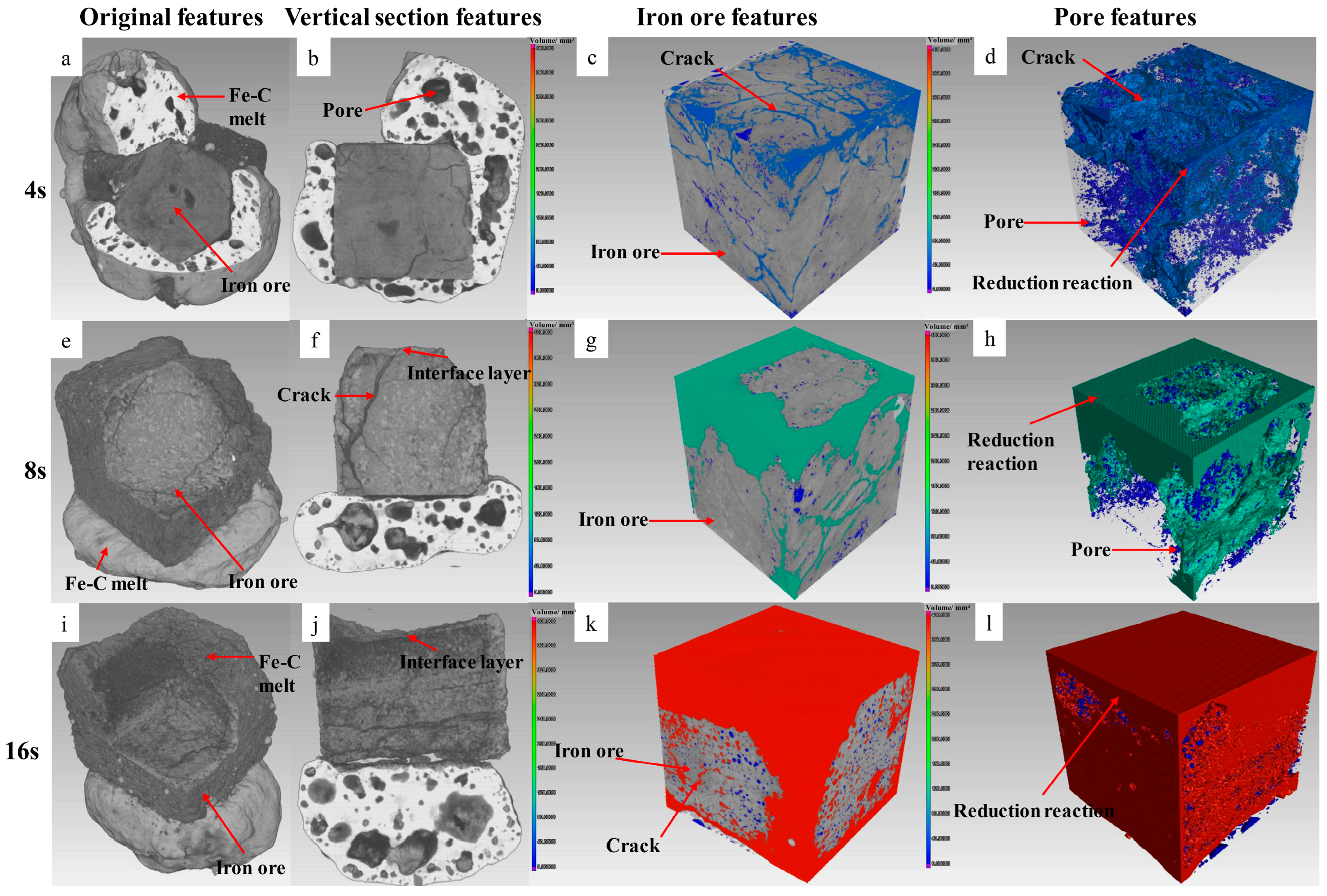
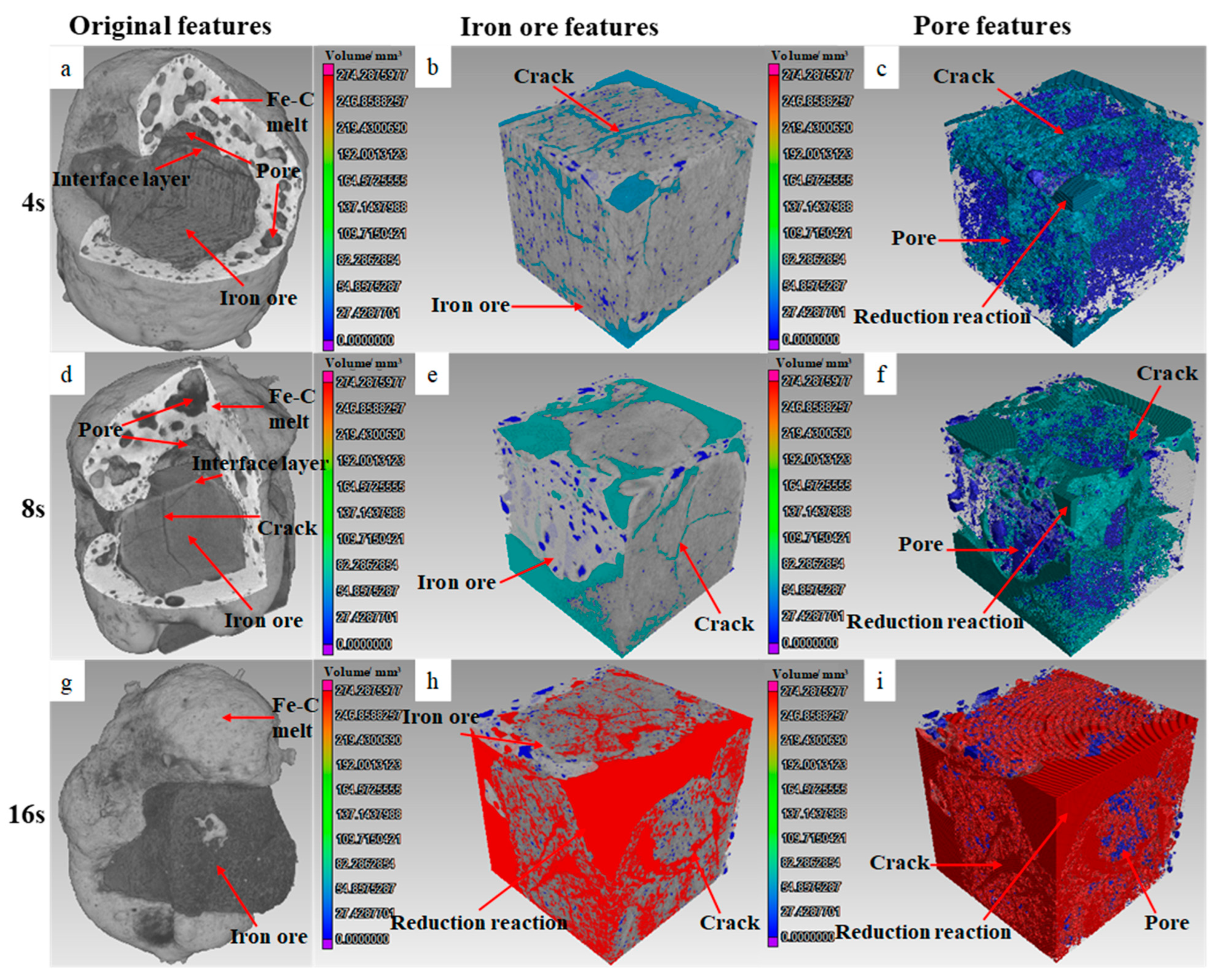
3.3. Internal Crack Evolution
4. Conclusions
- (1)
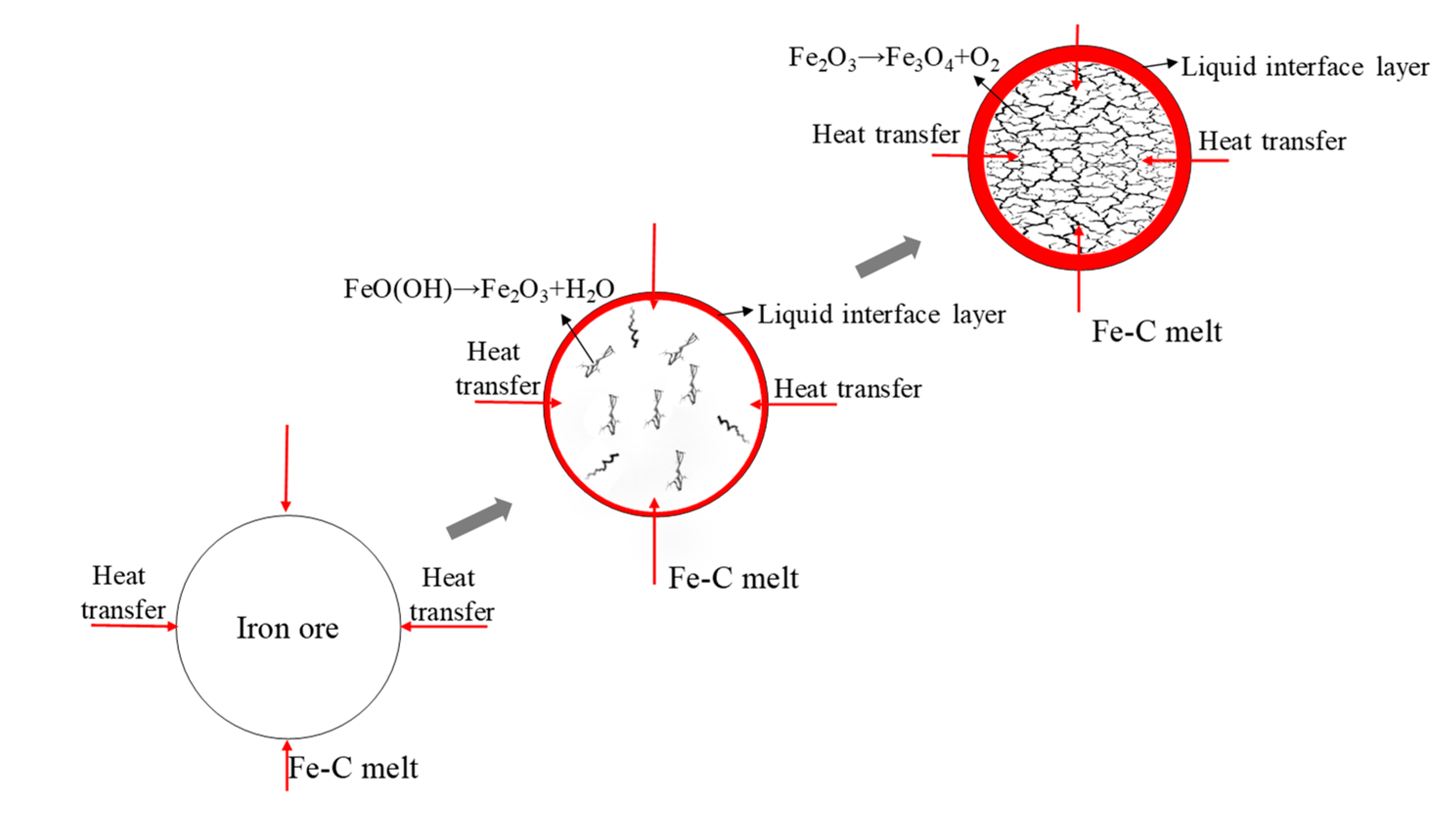
- In the decomposition process of iron ore, internal goethite decomposition occurs to produce water vapor and hematite. However, due to the difference in internal microstructure, differences in internal decomposition temperature arise. As the temperature continues to rise, the hematite begins to decompose to produce Fe3O4.
- (2)
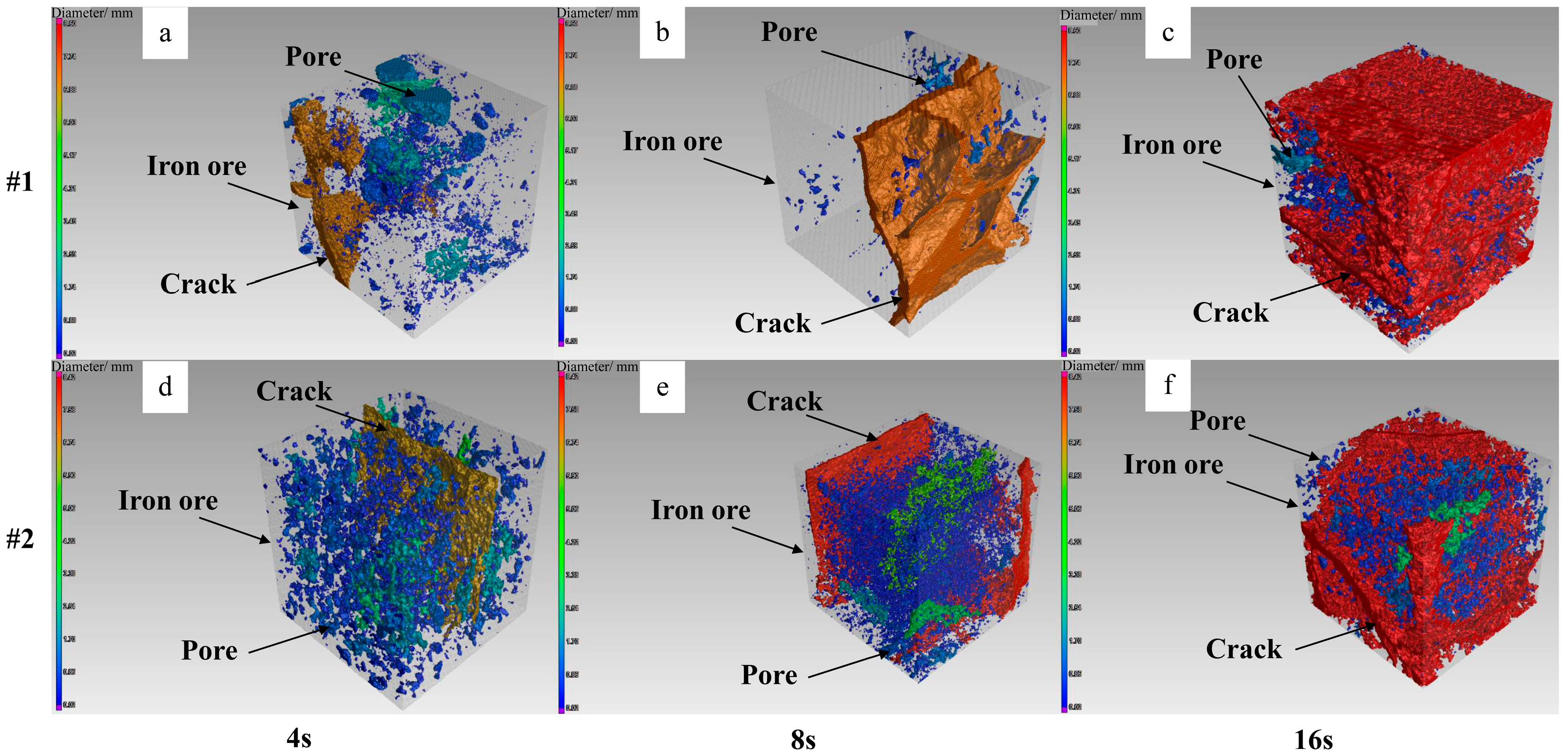
- The microstructural evolution revealed that the crack width produced during low temperature decomposition rupture was fine and increased with time within Fe-C melt, gradually extending to the liquid interfacial layer produced due to reduction reaction. The internal large grains of hematite break up to form finer grained hematite, and the gangue elements would react in solid phase with surrounding nascent Fe3O4.
- (3)
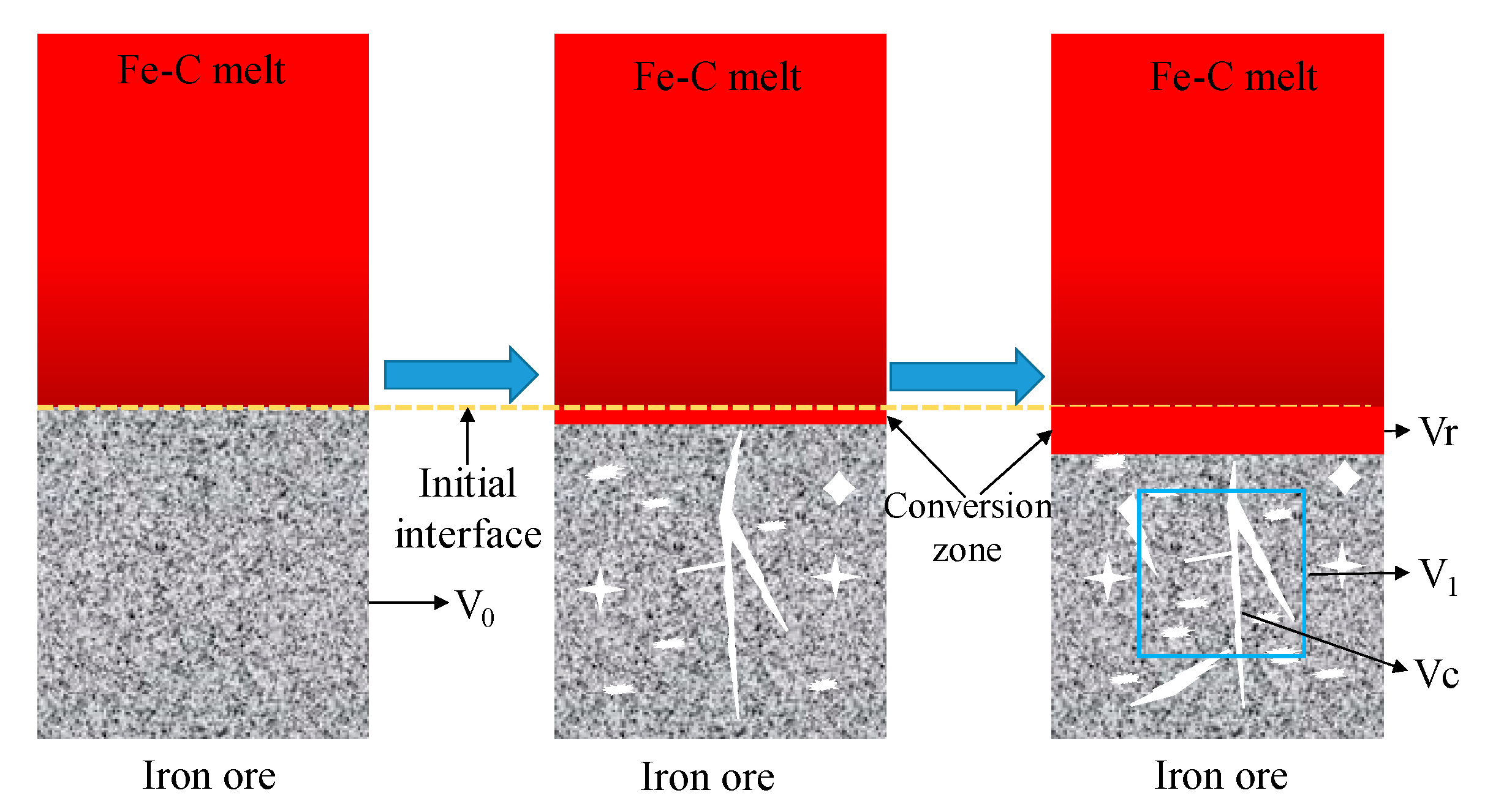
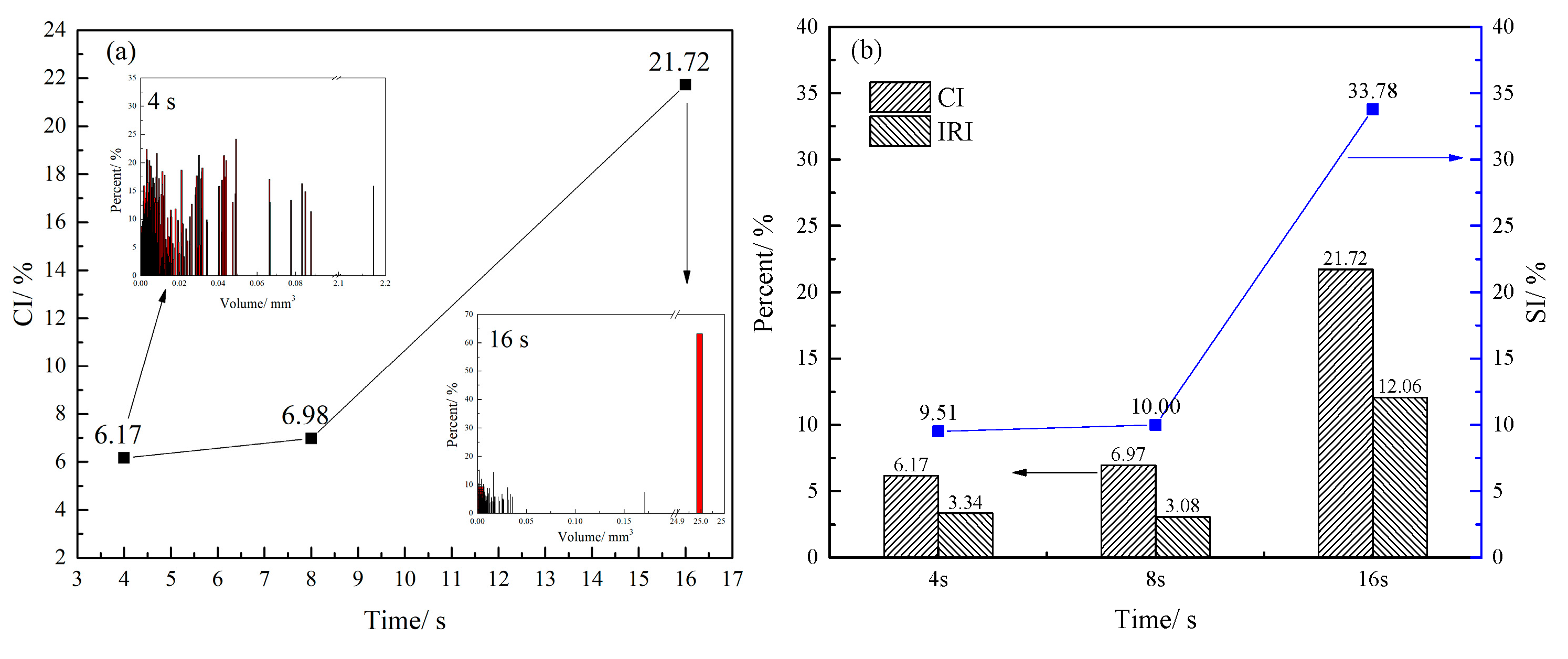
- After the iron ore is immersed in the Fe-C melt, when smelting reduction time is 4s, the CI of #1 iron ore can be up to 5.50% with the local connected pores mainly generated by decomposition reaction. As the time is extended to 8 s, the CI gradually increases, and the net-like cracks appear. In the late stage of smelting reduction, the disappearance of iron ore is mainly caused by interfacial reduction reaction, and for instance, the IRI of #1 iron ore at 16 s is 26.44% and the CI is 23.54%.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Dehghan-Manshadi, A.; Manuel, J.; Hapugoda, S.; Ware, N. Sintering Characteristics of Titanium Containing Iron Ores. ISIJ Int. 2014, 54, 2189–2195. [Google Scholar] [CrossRef]
- Ding, Y.L.; Merchant, A.J. Kinetics and Mechanism of Smelting Reduction of Fluxed Chromite Part 1 Carbon–Chromite–Flux Composite Pellets in Fe–Cr–C–Si Melts. Ironmak. Steelmak. 1999, 26, 247–253. [Google Scholar] [CrossRef]
- Ding, Y.L.; Merchant, A.J. Kinetics and Mechanism of Smelting Reduction of Fluxed Chromite Part 2 Chromite–Flux Pellets in Fe–C–Si Melts. Ironmak. Steelmak. 1999, 26, 254–261. [Google Scholar] [CrossRef]
- Strezov, V.; Evans, T.J.; Zymla, V.; Strezov, L. Structural Deterioration of Iron Ore Particles during Thermal Processing. Int. J. Miner. Process. 2011, 100, 27–32. [Google Scholar] [CrossRef]
- Veena, H.-G. Degradation Characteristics of Lron Ore Fines of a Wide Size Distribution in Fluidized-Bed Reductlon. ISIJ Int. 1998, 38, 10. [Google Scholar]
- Faria, G.L.; Jannotti, N.; da Araújo, F.G.S. Decrepitation Behavior of Manganese Lump Ores. Int. J. Miner. Process. 2012, 102–103, 150–155. [Google Scholar] [CrossRef]
- Dhawan, N.; Manzoor, U.; Agrawal, S. Hydrogen Reduction of Low-Grade Banded Iron Ore. Miner. Eng. 2022, 187, 107794. [Google Scholar] [CrossRef]
- Hayes, P.C.; Grieveson, P. Microstructural Changes on the Reduction of Hematite to Maanetite. Met. Mater. Trans. B 1981, 12, 579–587. [Google Scholar] [CrossRef]
- Moholwa, M.S.; Steenkamp, J.D.; Rutto, H.L. Method to Determine the Decrepitation Index of South African Manganese Ores When Heating in a Rotary Kiln. MethodsX 2022, 9, 101720. [Google Scholar] [CrossRef]
- Niu, L.; Zhang, J.; Wang, Y.; Huang, J.; Feng, B.; Liu, Z. Lump Iron Ore Pre-Heating Treatment to Improve Softening-Melting Performance and Reduce Energy Consumption in Ironmaking Process. JOM 2022, 74, 2733–2741. [Google Scholar] [CrossRef]
- Santos, L.D.; Brandao, P.R.G. Morphological Varieties of Goethite in Iron Ores from Minas Gerais, Brazil. Miner. Eng. 2003, 16, 1285–1289. [Google Scholar] [CrossRef]
- Chen, Z.; Zeilstra, C.; Van Der Stel, J.; Sietsma, J.; Yang, Y. Thermal Decomposition Reaction Kinetics of Hematite Ore. ISIJ Int. 2020, 60, 65–72. [Google Scholar] [CrossRef]
- Kashiwaya, Y.; Yamaguchi, Y.; Kinoshita, H.; Ishii, K. In Situ Observation of Reduction Behavior of Hematite with Solid Carbon and Crystallographic Orientation between Hematite and Magnetite. ISIJ Int. 2007, 47, 226–233. [Google Scholar] [CrossRef]
- Qu, Y.; Yang, Y.; Zou, Z.; Zeilstra, C.; Meijer, K.; Boom, R. Thermal Decomposition Behaviour of Fine Iron Ore Particles. ISIJ Int. 2014, 54, 2196–2205. [Google Scholar] [CrossRef]
- Salmani, M.; Alamdari, E.K.; Firoozi, S. Isoconversional Analysis of Thermal Dissociation Kinetics of Hematite in Air and Inert Atmospheres. J. Therm. Anal. Calorim. 2017, 128, 1385–1390. [Google Scholar] [CrossRef]
- Darken, L.S.; Gurry, R.W. The System Iron—Oxygen. II. Equilibrium and Thermodynamics of Liquid Oxide and Other Phases. J. Am. Chem. Soc. 1946, 68, 798–816. [Google Scholar] [CrossRef]
- Ferreira, S.; Siguin, D.; Garcia, F. Thermal Analysis of Sintering of Magnetite Pellets. Ironmak. Steelmak. 1994, 21, 119–123. [Google Scholar]
- Qi, C.; Feng, G.; Xu, M.; Wang, X.; Wang, Z. A new method for evaluating decrepitation index (DI) of natural lump ore under BF ironmaking. Sinter. Pelletizing 2022, 47, 67–73+109. [Google Scholar] [CrossRef]
- Mizutani, M.; Nishimura, T.; Orimoto, T.; Higuchi, K.; Nomura, S.; Saito, K.; Kasai, E. In-Situ Evaluation Method for Crack Generation and Propagation Behaviors of Iron Ore Burden during Low Temperature Reduction by Applying Acoustic Emission Method. ISIJ Int. 2018, 58, 1413–1419. [Google Scholar] [CrossRef]
- Bo, Z.; Jie, G.; Huaiwei, Z.; Jiajun, M.; Qiuju, L.; Dongyan, W.; Xin, H. Experimental Investigation on the Optimal Carbon/Hydrogen Ratio for Developing an Iron Bath Reactor with H 2 -C Mixture Reduction-II. Rev. Metall. 2012, 109, 261–269. [Google Scholar] [CrossRef]
- Bogdanov, S.P.; Lavrov, B.A.; Udalov, Y.P.; Germanskii, A.M. Effect of Solid Reagent Dispersion in Heterogeneous Chemical Reactions. Refract. Ind. Ceram. 2016, 57, 85–91. [Google Scholar] [CrossRef]
- Coetsee, T. A Review of Ore Smelting in High Carbon Ferromanganese Production. Miner. Process. Extr. Metall. Rev. 2020, 41, 255–278. [Google Scholar] [CrossRef]
- Leczo, T. HIsmelt Technology: The Future of Ironmaking. Iron Steel Technol. 2009, 6, 21176745. [Google Scholar]
- Mourão, M.B. Kinetics and mechanism of reactions between iron oxides and iron-carbon melts. Steel Res. 2000, 71, 3–8. [Google Scholar] [CrossRef]
- Gao, L.; Ma, T.; Yan, Z.; Hu, M. Dissolution Kinetics of Titanium in Carbon-Saturated Iron. In Proceedings of the 10th International Symposium on High-Temperature Metallurgical Processing, San Antonio, TX, USA, 13 February 2019; Jiang, T., Hwang, J.-Y., Gregurek, D., Peng, Z., Downey, J.P., Zhao, B., Yücel, O., Keskinkilic, E., Padilla, R., Eds.; Springer International Publishing: Cham, Switzerland, 2019; pp. 545–552. [Google Scholar]
- Liu, Y.; Jiang, M.; Xu, L.; Wang, D. A Coupling Dynamic Model for Dissolution and Reduction of Chromium Ore in a Smelting Reduction Converter. J. Iron Steel Res. Int. 2012, 19, 5–10. [Google Scholar] [CrossRef]
- Liu, Y.; Jiang, M.-F.; Wang, D.-Y.; Xu, L.-X. Dissolution Kinetics of Chromium Ore in Slag System for Stainless Steelmaking. Can. Metall. Q. 2012, 51, 24–30. [Google Scholar] [CrossRef]
- Thrierr-Sorel, A.; Larpin, J.-P.; Mougin, G. Etude Cinétique de La Transformation de La Goethite Alpha-FeOOH En Hematite Alpha-Fe2O3. Annal. Chim. 1978, 3, 305–315. [Google Scholar]
- Goss, C.J. The Kinetics and Reaction Mechanism of the Goethite to Hematite Transformation. Mineral. Mag. 1987, 51, 437–451. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, Z.; Yang, T. Non-Blast Furnace Ironmaking; Metallurgical Industry Press: Beijing, China, 2015. [Google Scholar]
- Xing, L.; Qu, Y.; Wang, C.; Shao, L.; Zou, Z.; Song, W. Kinetic Study on Thermal Decomposition Behavior of Hematite Ore Fines at High Temperature. Metall. Mater. Trans. B 2020, 51, 395–406. [Google Scholar] [CrossRef]
- Udalov, Y.P.; Mikhailov, M.N.; Smirnov, V.V.; Sharov, D.Y. Interaction of Molten Iron with Materials Containing Hematite. Glass Phys. Chem. 2008, 34, 305–312. [Google Scholar] [CrossRef]
- Udalov, Y.P.; Lavrov, B.A.; Smirnov, V.V.; Sharov, D.Y.; Sidorov, A.S. Interaction of Molten Iron with Ceramics Based on Iron and Aluminum Oxides. Glass Phys. Chem. 2004, 30, 90–97. [Google Scholar] [CrossRef]
- Udalov, Y.P.; Mikhailov, M.N.; Fil’chakov, I.F. Interaction of a Ceramic Material Based on Hematite with Molten Iron Produced by an Aluminothermic Reaction. Glass Phys. Chem. 2007, 33, 174–179. [Google Scholar] [CrossRef]
- Ozturk, B.; Fruehan, R.J. Dissolution of Fe2O3 and FeO Pellets in Bath Smelting Slags. ISIJ Int. 1992, 32, 538–544. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | TFe | FeO | SiO2 | Al2O3 | CaO | MgO | TiO2 | K2O | Na2O | S | P | LOSS |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| #1 | 65.54 | 0.31 | 0.79 | 1.64 | 0.04 | 0.01 | 0.14 | 0.02 | 0.07 | 0.04 | 0.05 | 2.94 |
| #2 | 63.85 | 0.56 | 3.46 | 0.74 | 0.06 | 0.03 | 0.04 | 0.02 | 0.10 | 0.03 | 0.07 | 3.74 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, G.; Zhang, J.; Liu, Z.; Tan, Y.; Wang, Y. Cracking and Microstructure Transition of Iron Ore Containing Goethite in Fe-C Melt Based on the HIsmelt Process. Minerals 2023, 13, 448. https://doi.org/10.3390/min13030448
Wang G, Zhang J, Liu Z, Tan Y, Wang Y. Cracking and Microstructure Transition of Iron Ore Containing Goethite in Fe-C Melt Based on the HIsmelt Process. Minerals. 2023; 13(3):448. https://doi.org/10.3390/min13030448
Chicago/Turabian StyleWang, Guilin, Jianliang Zhang, Zhengjian Liu, Yubo Tan, and Yaozu Wang. 2023. "Cracking and Microstructure Transition of Iron Ore Containing Goethite in Fe-C Melt Based on the HIsmelt Process" Minerals 13, no. 3: 448. https://doi.org/10.3390/min13030448
APA StyleWang, G., Zhang, J., Liu, Z., Tan, Y., & Wang, Y. (2023). Cracking and Microstructure Transition of Iron Ore Containing Goethite in Fe-C Melt Based on the HIsmelt Process. Minerals, 13(3), 448. https://doi.org/10.3390/min13030448