1. Introduction
Temperature is one of the most important factors in mineral processing as it can affect milling, classification, and flotation, among other operations [
1,
2,
3]. A comprehensive review of the effects of temperature on flotation revealed that temperature fluctuations affect all four flotation components, namely, water, ore, gas, flotation chemicals, and their interactions [
4]. An increase in the flotation pulp temperature leads to higher rates of surface reactions, intensifying the flotation process [
2]. Variations in temperature are known to affect not only collection zone pH, viscosity, and bubble formation mechanism, but also froth zone stability [
5]. By knowing a given pulp condition and understanding acting mechanisms, one may predict the change in recovery with respect to temperature [
6]. Generally, there is a larger impact of temperature variations in fatty-acid flotation, compared to xanthate-based sulphide flotation systems. Such disproportional response could be explained by relatively high solubility of xanthates in cold pulps compared to fatty acids [
2]. Therefore, in most cases, it is considered impractical to heat up sulphide pulps during flotation. Limited applications of sulphide pulp heating were mostly found in the separation of molybdenite and copper minerals, as well as in sphalerite recovery [
7]. Generally, in sulphide flotation, temperature changes may be used for controlling oxidative reactions and foamability [
2].
O’Connor et al. found that, in pyrite flotation, the increased froth stability at temperatures below 10 °C promoted excessive gangue entrainment, leading to poorer concentrate grades [
5]. According to Equation (1), entrainment is proportional to the water recovery in the concentrate [
8]:
where
is the recovery of fine gangue,
is a gangue material constant (dependent on particle size and specific gravity), and
is water recovery. As for the total recovery of a mineral of interest (hydrophobized mineral particles)
, it consists of two main parts: water recovery-controlled, and water recovery-independent, as demonstrated in Equation (2):
where
is the model’s extrapolated intercept on the recovery axis and
is entrainment factor for the mineral of interest. Water recovery (
), as shown in Equation (3), is a parameter that depends on two steps: water recovery from pulp zone to froth zone (
) and water recovery from froth phase to concentrate (
). The latter is largely affected by froth height
(dm) and residence time
(min), as shown in Equations (4)–(6) [
9]:
where
is air holdup,
is cross-sectional area of the froth phase (dm
2),
is the rate of air flow (L/min) passing though the froth zone,
is the fraction of the froth that reports to the concentrate, and
is water drainage rate (m/s). Liquid drainage and gas disproportionation constitute two major macroscopic processes destabilizing foams [
10].
Coalescence is another important destabilizing mechanism which occurs due to the drainage from inter-bubble liquid film, leading to lamella film thinning and rupture. Therefore, this mechanism, with lamella rupture and a subsequent reduction in foam height, also originates from the drainage macroprocess [
11,
12]. The rate of liquid drainage [
10] (also known as Reynolds drainage) depends on continuous phase viscosity (Equation (7)), which renders it a temperature-dependent parameter when considering Barrier’s equation [
13], Equation (8):
where
is the liquid film thickness (m),
is the difference between hydrostatic pressure and disjoining pressure (N/m
2),
is continuous phase dynamic viscosity (Pa·s),
is bubble radius (m),
and
are empirical constants, and
is the temperature (K).
Stabilization of foams may be achieved by increasing continuous phase viscosity, increasing disjoining pressure (by developing osmotic pressure with help of surfactants) [
10], attaching mineral particles to the bubbles (mechanically preventing bubble convergence) [
2,
14], and some other means. Flotation froth should satisfy two principal criteria: it should be stable enough to allow valuable mineral recovery, while possessing flexibility for gangue drainage [
2,
15].
Bhondayi summarized different attempts for froth stability assessment [
15], such as froth half-life time measurements [
16], recording froth height at equilibrium [
17,
18,
19,
20], froth phase bubble size measurements [
21,
22], etc. Froth height was found to have a linear negative impact on flotation rate constant
[
23]:
where
is intercept at zero froth height and
is the gradient of the flotation rate constant versus froth height plot.
Froth recovery is another important parameter affecting the flotation rate constant [
24], which depends on froth half-life time, as per Equation (11) [
25]:
where
is ore floatability parameter,
is bubble surface area flux (s
−1),
is froth recovery,
is a froth parameter, and
is froth half-life (s).
The froth stability mechanism was suggested by Nesset et al. to explain the observed variations in zinc concentrate grade at the Matagami plant (Canada). The proposed explanation was that smaller bubbles observed during flotation in winter decrease water drainage from the froth phase, leading to higher water recoveries and associated increased gangue entrainment [
26].
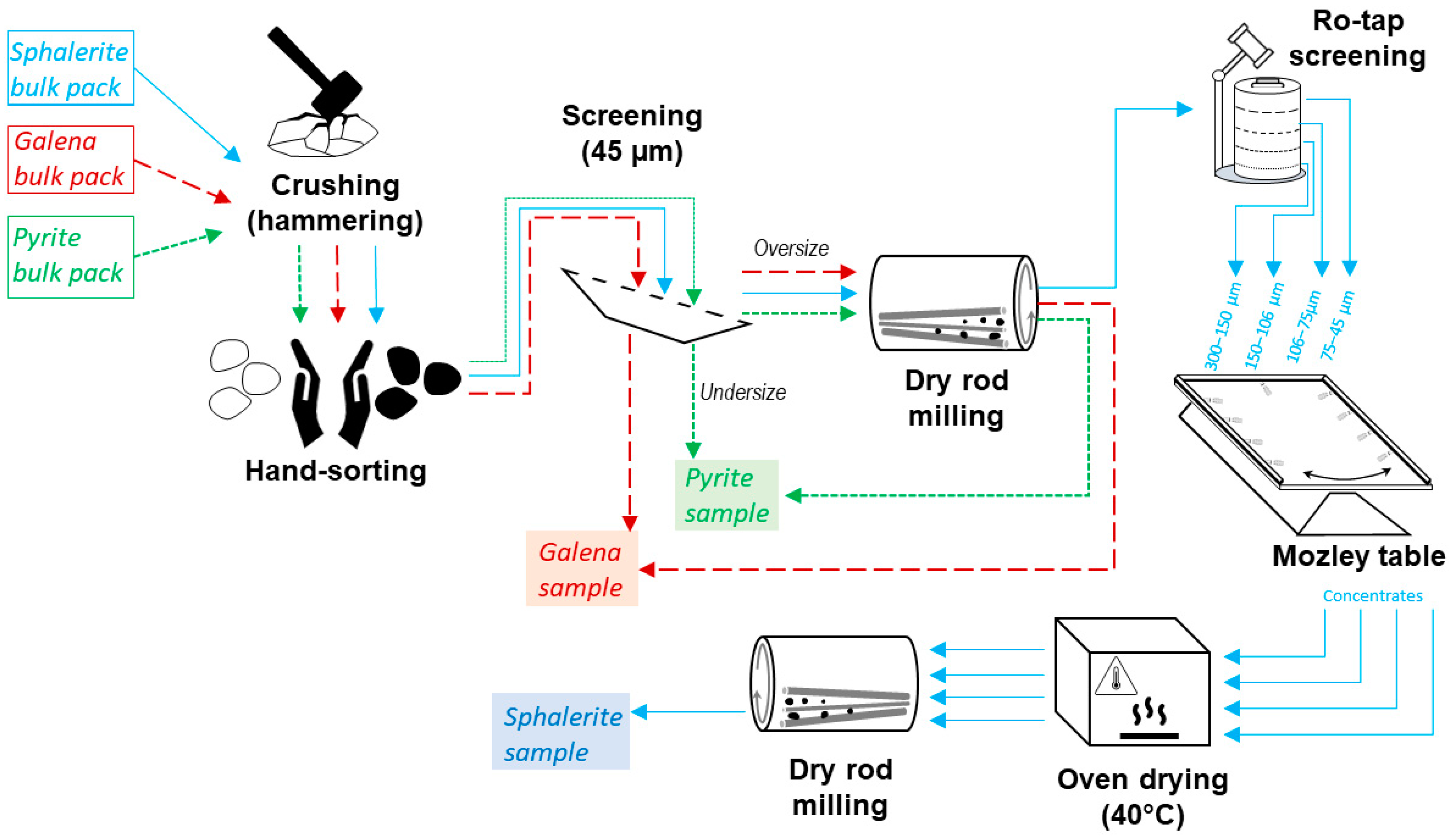
The aim of this research is to investigate the impact of temperature on Pb-Zn systems by performing flotation and foam stability tests with single mineral samples of pyrite, sphalerite, and galena. The test work will allow us to better understand the impacts of water recovery, foam height, and foam half-life time on the flotation responses, while simulating cleaner flotation conditions.
4. Discussion
Aeration is the most important factor for foam height. As the gas flow rate increases, thicker foams are produced due to more bubbles accumulating [
45], which increases the volume and froth coefficient (a product of froth volume and froth stability in seconds).
Frother dosage is another important parameter for foam stability, proven by the foam height results presented. MIBC adsorption at the air/water interface increases electrostatic repulsion between bubbles, which retards the thinning of the liquid film. From the perspective of disjoining pressure, such electrostatic repulsion creates positive pressure, which stabilizes the foam [
46].
The aeration–pH interaction pair could be explained by aeration bubbles coming in full contact with water and helping dissolved CO
2 escape from the solution (outgassing). A subsequent drop in carbonates concentration provokes pH increase [
47].
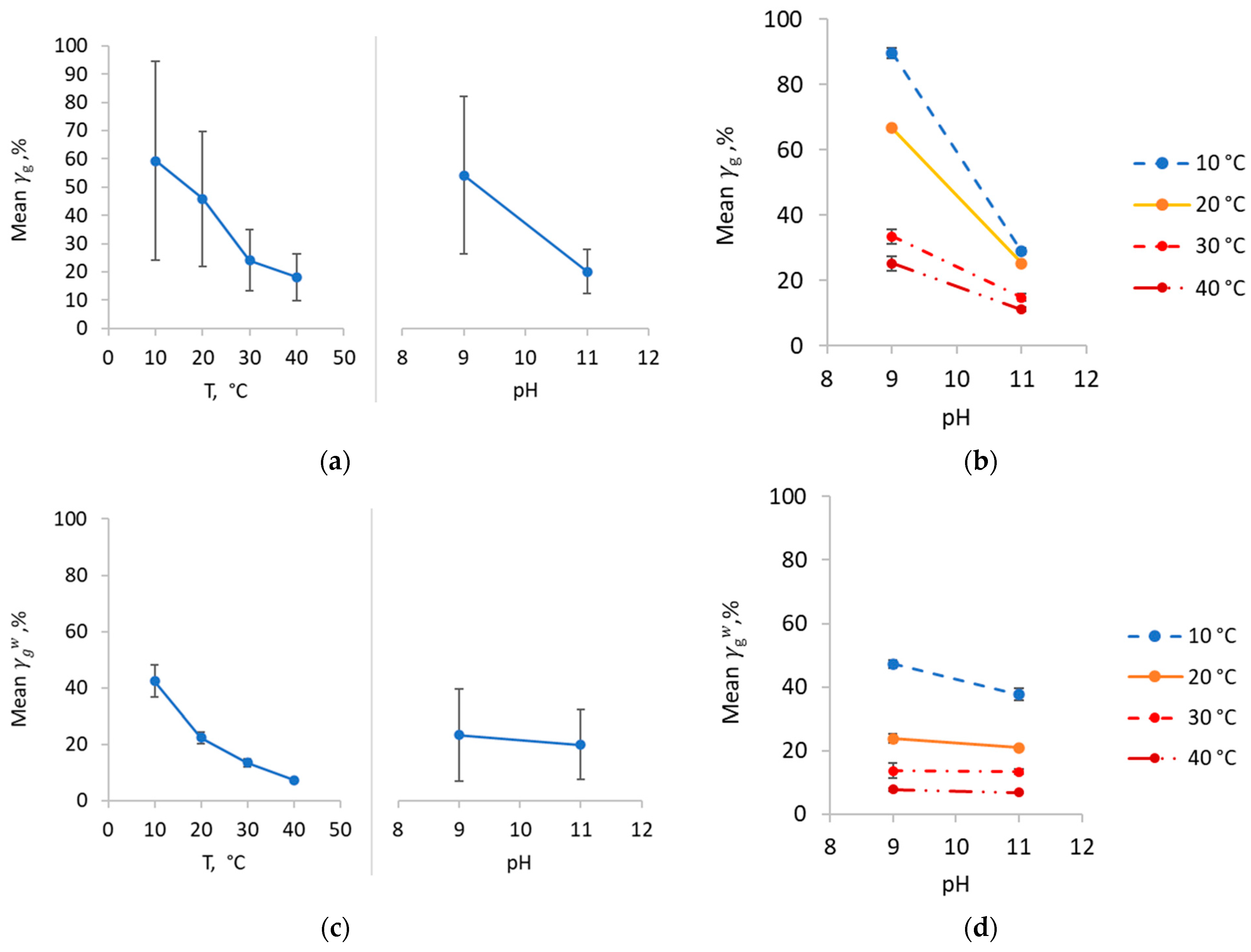
The observed increase in foam height with pH (when pH is controlled by lime) correlates well with the literature [
48,
49]. The suggested mechanism explaining the increased stability is reduction of repulsive forces of bubbles and particles. This results in an increase in ionic strength of the pulp and subsequent shrinkage of the double layer. The mechanism has previously been confirmed by zeta potential measurements [
50,
51]. The increased foam stability eventually translates into increased water recovery and solids entrainment. Manipulation of lime dosages were also reported as a possible means of reducing frother consumption [
52]. In some cases, high salt concentration (such as that reported for Raglan Mine in Canada [
53]) in process water allows flotation to operate without frother.
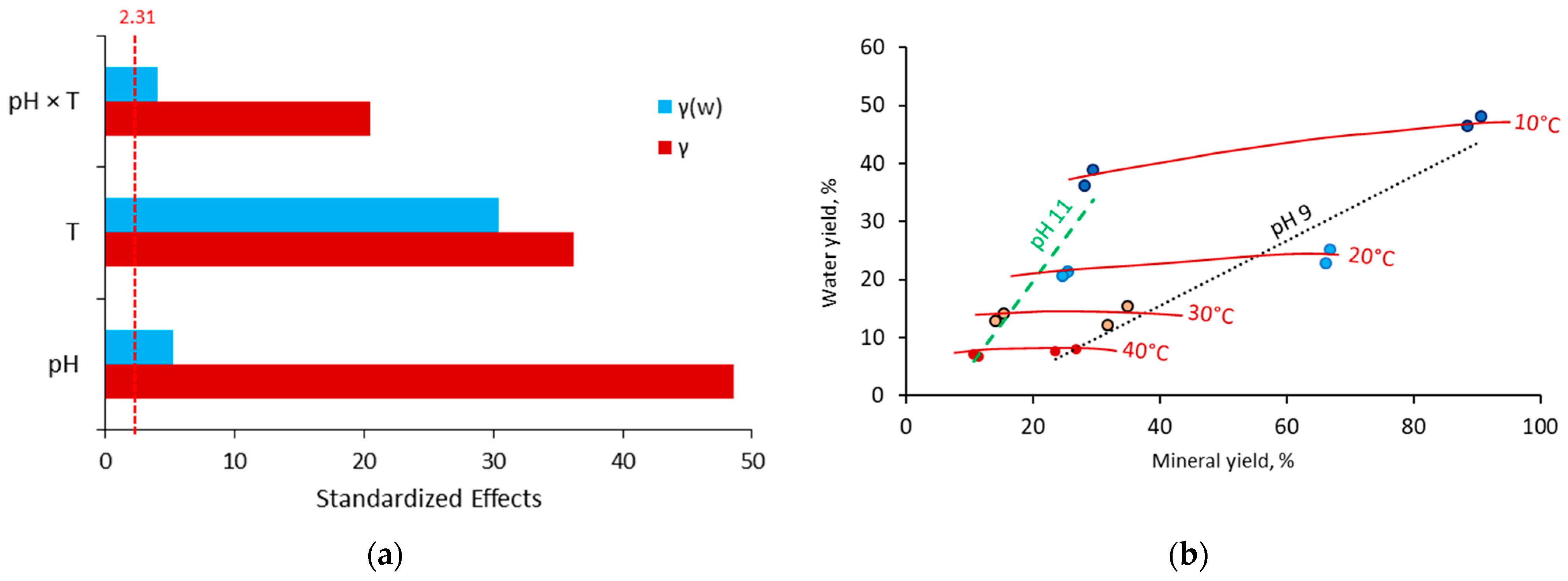
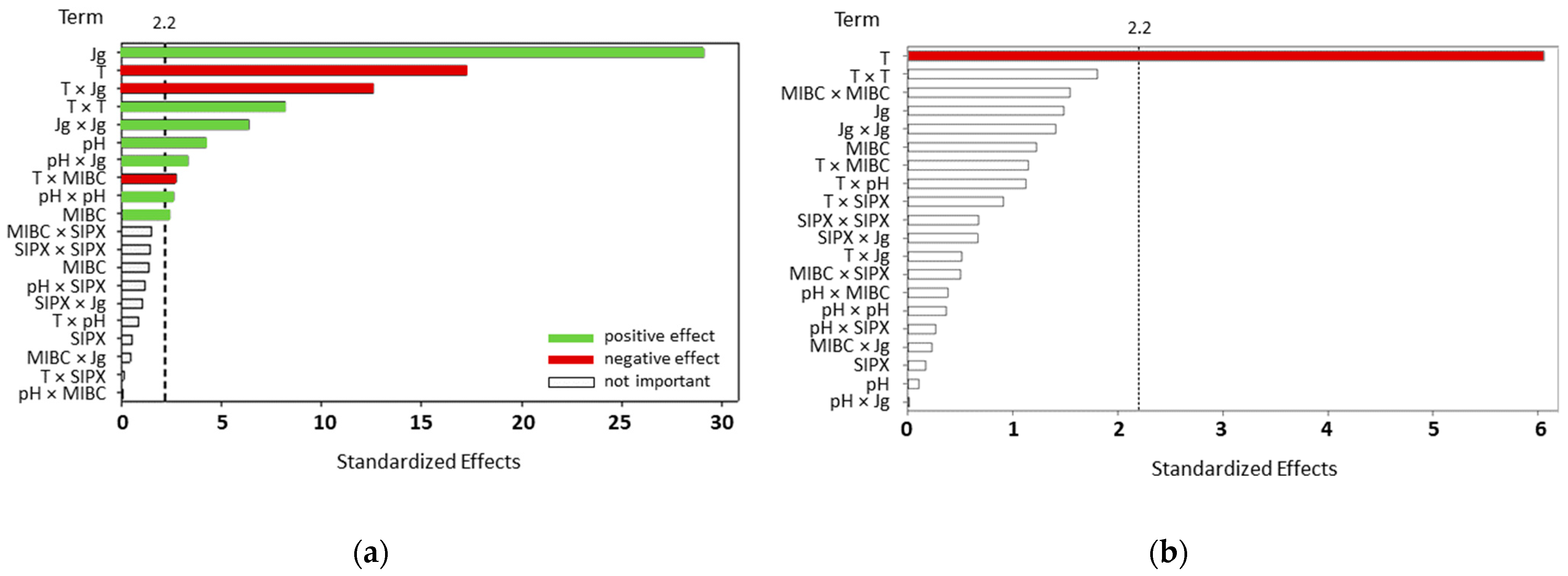
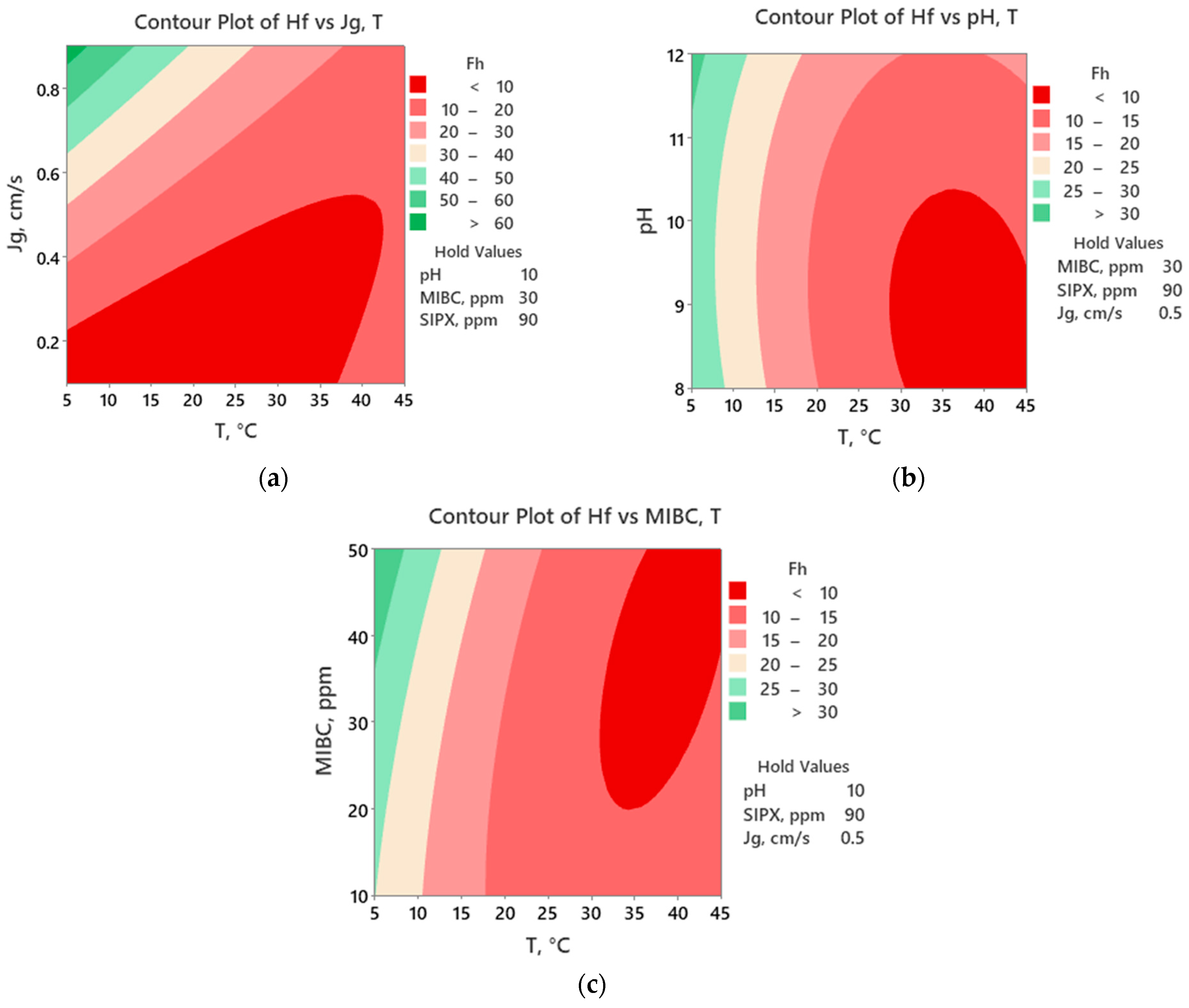
Another significant interaction between factors which control foam height was temperature and MIBC dosage. As seen from the Pareto chart (
Figure 16a), the interaction is negative, which could be explained by ease of MIBC evaporation, reflected by low flash point (41 °C) [
54]. In the industry, MIBC has been reported to evaporate directly from flotation cells [
55]. Thus, an increase in temperature speeds up MIBC evaporation, reducing frother concentration in the system, which produces less stable and, hence, lower height foam/froths.
The impact of aeration–temperature interaction on foamability could be explained in several ways. Foamability was reported to decrease with an increasing gas solubility, which is temperature dependent [
56]. Another connection between aeration, temperature, and foam height could be attributed to bubble size. An increase in aeration would increase bubble sizes (which would impact foam drainage); however, an increase in temperature was reported to decrease bubble size [
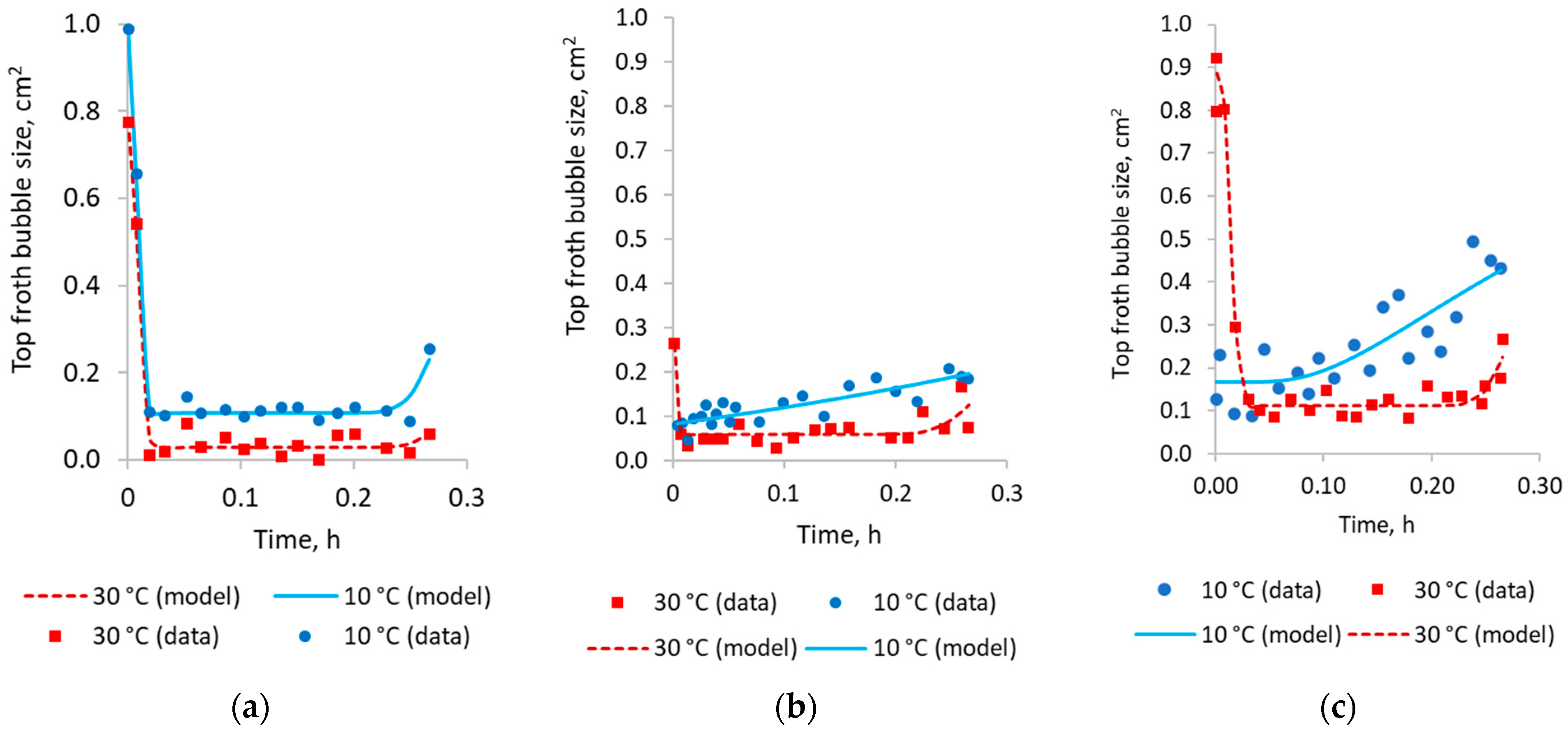
57]. A decrease in bubble size in the froth phase may also be observed in
Section 3.1. The observed bubble sizes reported in this work decrease at the beginning as a result of froth drainage and the subsequent bubble collapse. After reaching a steady state (amounts of froth generated and collapsed become equalized), due to low MIBC concentration in the flotation cell (by the frother reporting to the concentrates and the flotation pulp being diluted by the addition of water), the bubble size starts to increase again, indicating froth degradation with time. Concerning bubble size variations with temperature, some research claims such size variations originate from the pulp phase [
58] whereas, in other sources, it has been claimed that in thicker foams, bubble sizes are larger as a result of the processes occurring in the foam zone (coalescence) [
59]. Most probably, both mechanisms take place, to a different extent depending on the flotation conditions.
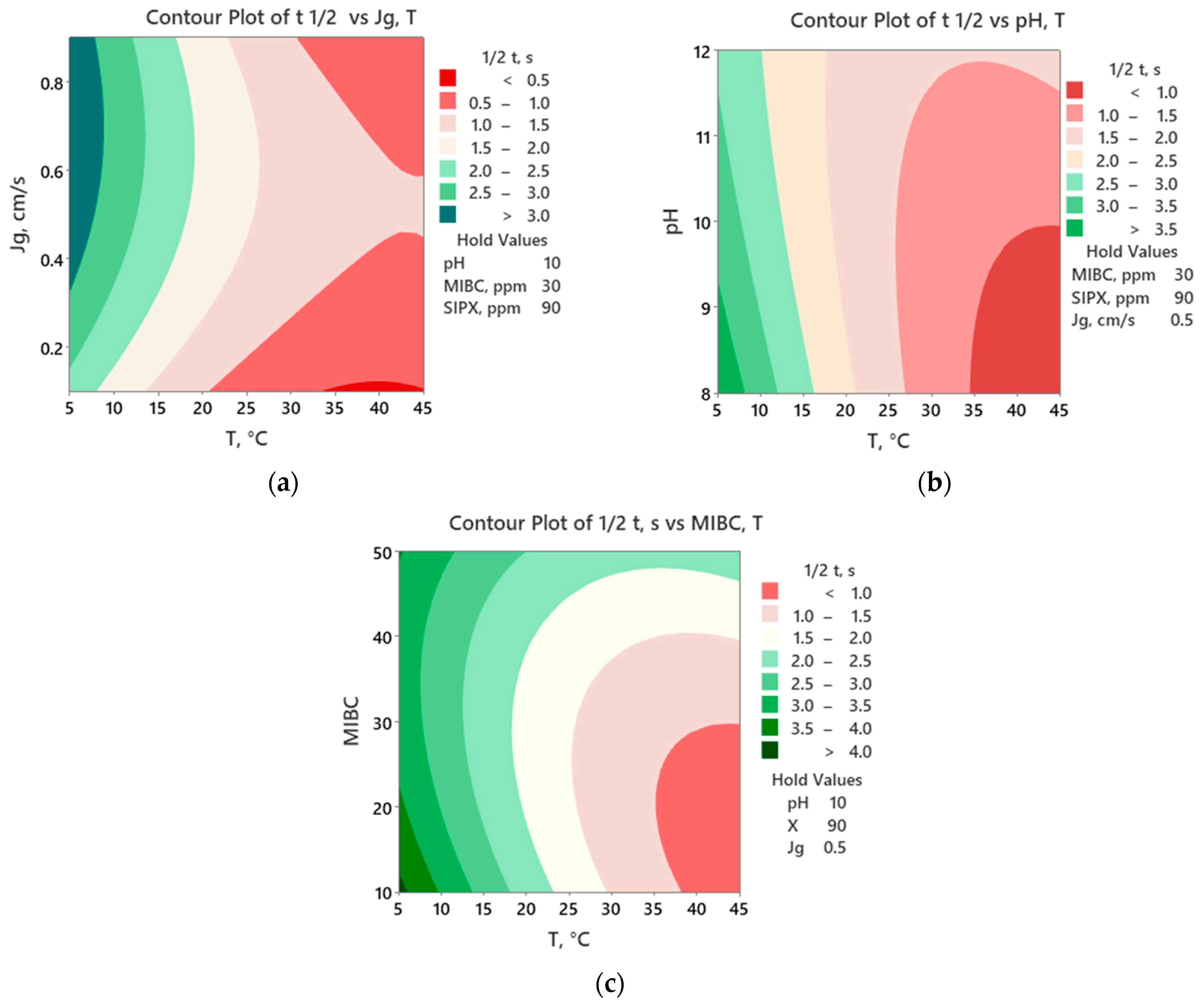
For another froth stability parameter—half-life—only temperature was found to be statistically significant. Interestingly, MIBC dosage did not play a critical role for foam stability. This can be explained by the fact that the operating conditions for the tests were above or close to the critical coalescence concentration (around 10 ppm) reported for MIBC in various sources [
31,
32,
60,
61,
62,
63]. This indicates that there was a negligibly low effect or no effect of the tested dosages on bubble size variation and hence, derived foam stability/instability.
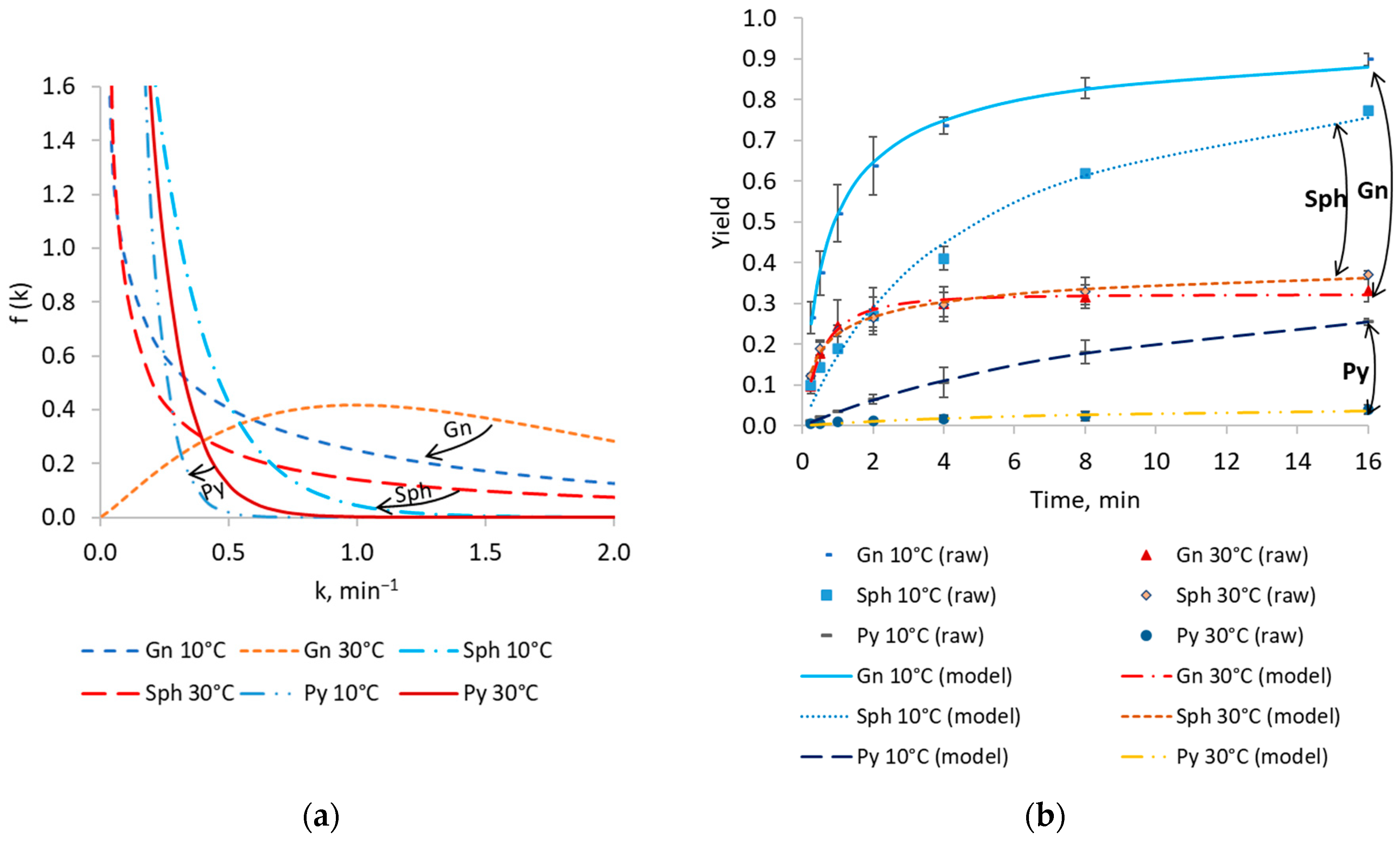
As for the flotation tests, it could be seen from the plots that the largest yields and fastest flotation kinetics were observed for galena, followed by sphalerite and pyrite. This could be attributed to galena being more electrochemically active than pyrite and adsorbing more collector [
64]. Moreover, simulations of water molecule adsorption on pyrite and galena surfaces revealed that pyrite is generally more hydrophilic, which was confirmed by contact angle measurements (approximately 50° for galena compared to 20° for pyrite) [
65,
66]. Sphalerite normally has an inert surface due to a broad band gap which prevents oxygen and xanthate adsorption and renders it poorly floatable in the inactivated state [
67,
68]. Activated sphalerite, on the contrary, has contact angles closer to the ones observed for galena [
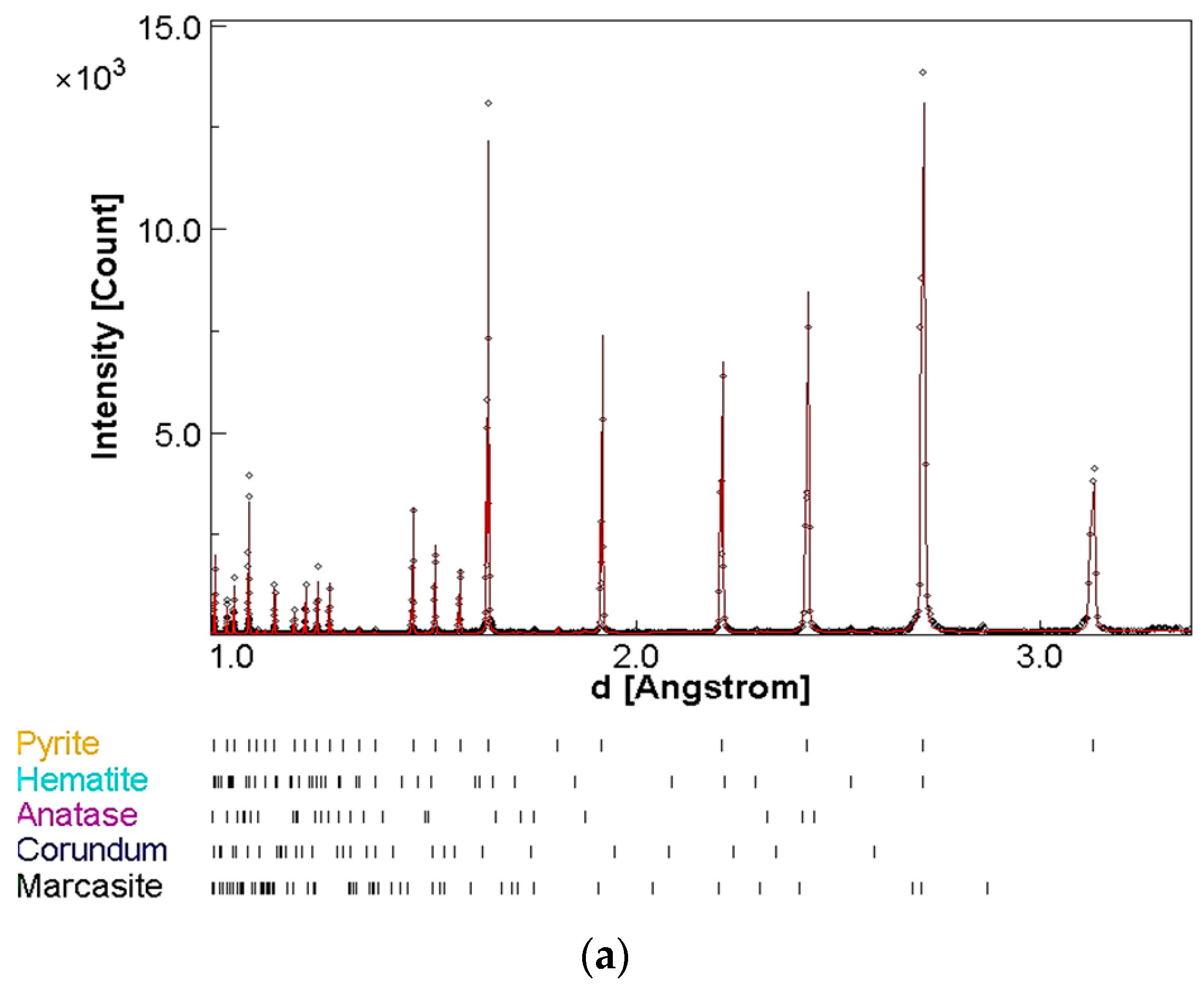
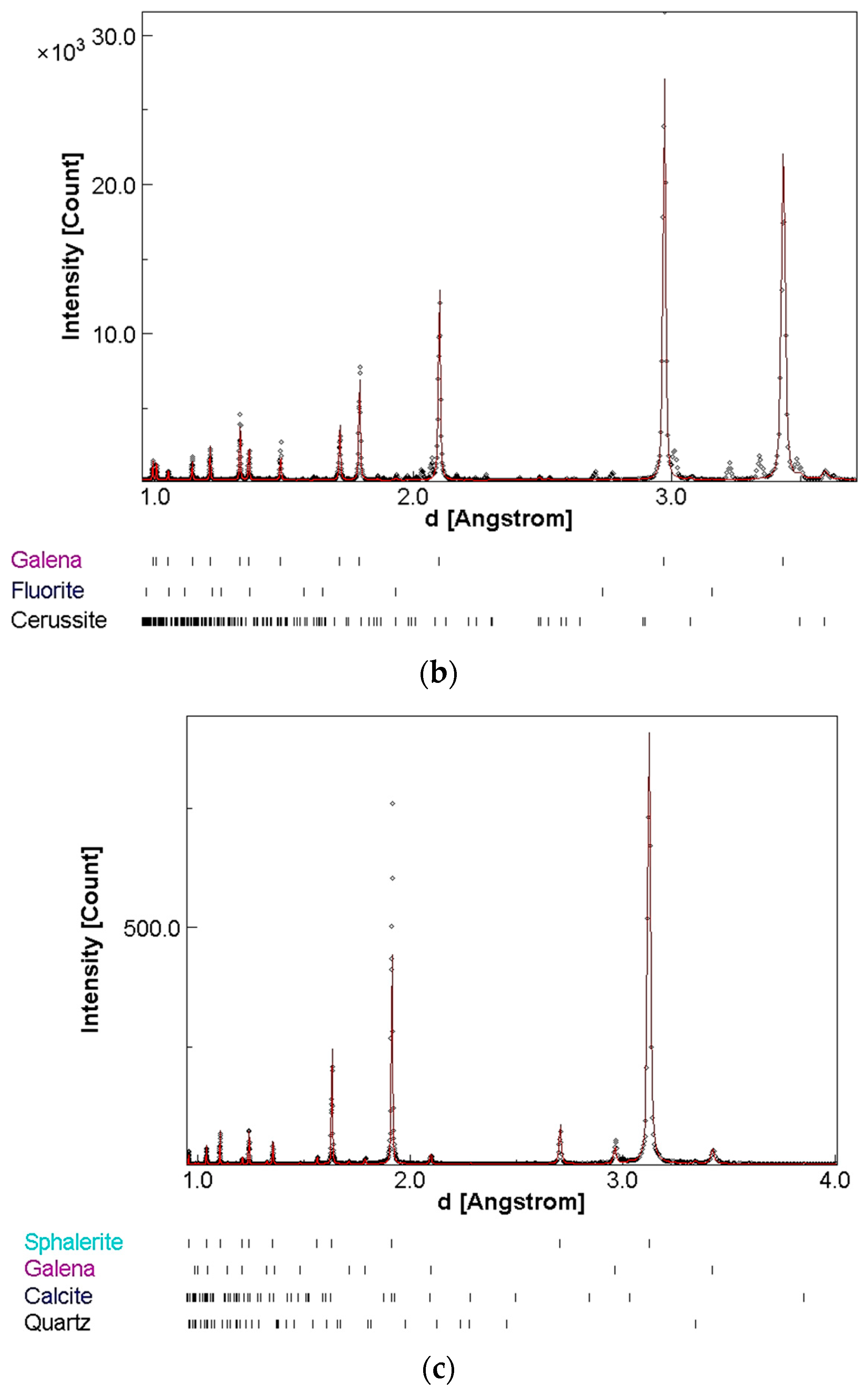
69]. In this work, based on the flotation results and mineralogical composition of sphalerite sample, it may be suggested that a certain degree of sphalerite activation occurred, most probably due to the presence of galena (as shown in
Table 1).
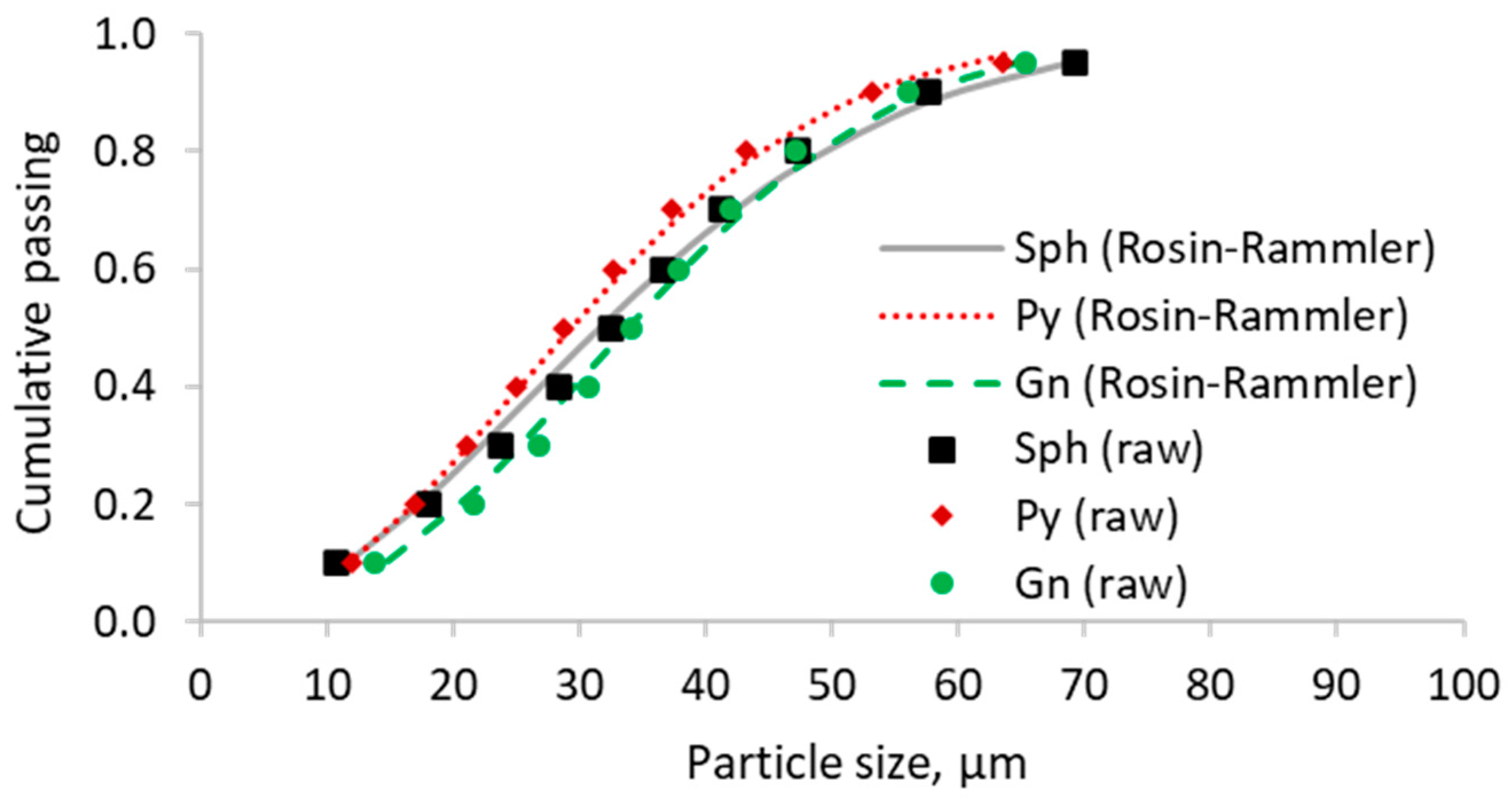
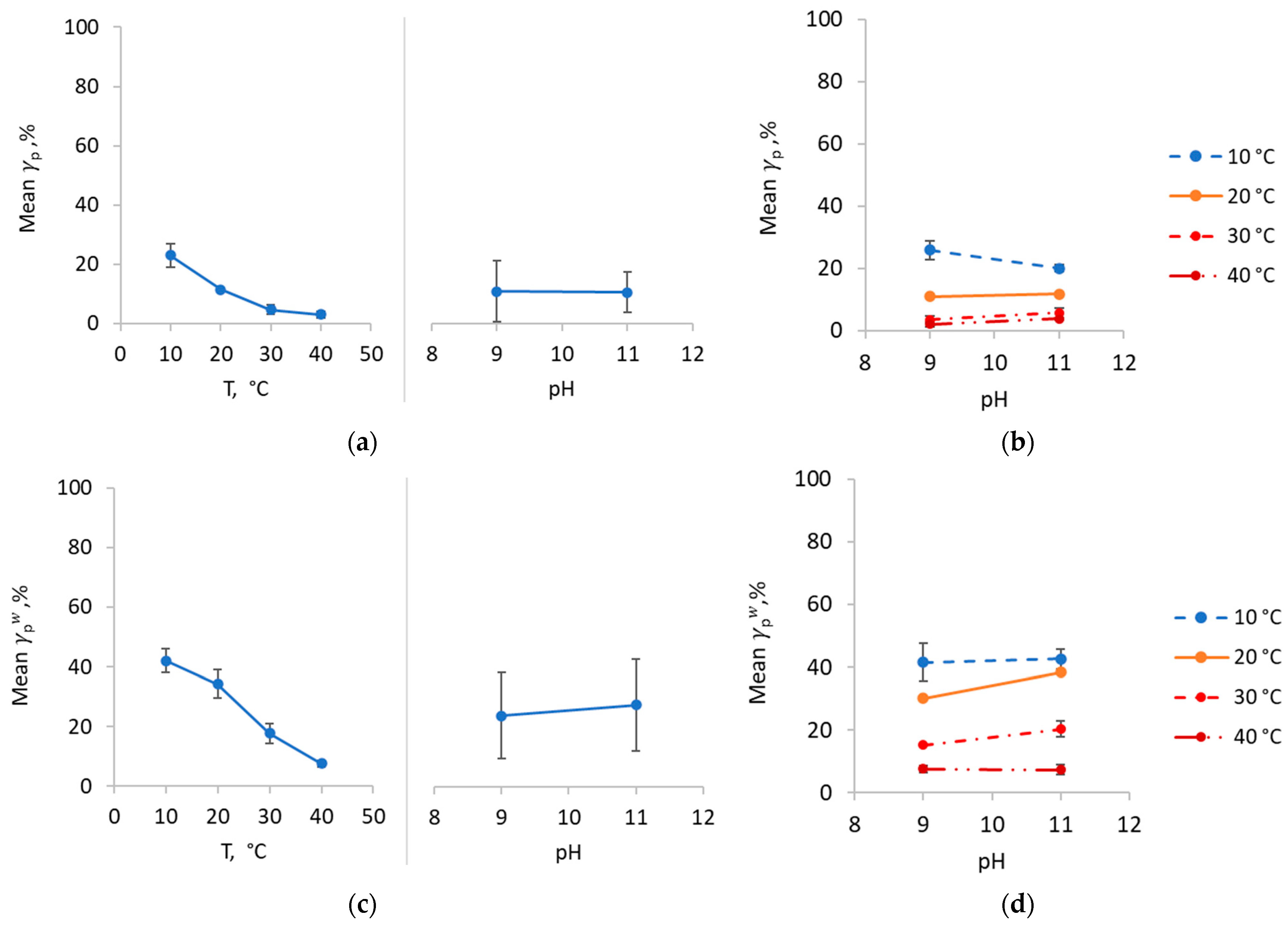
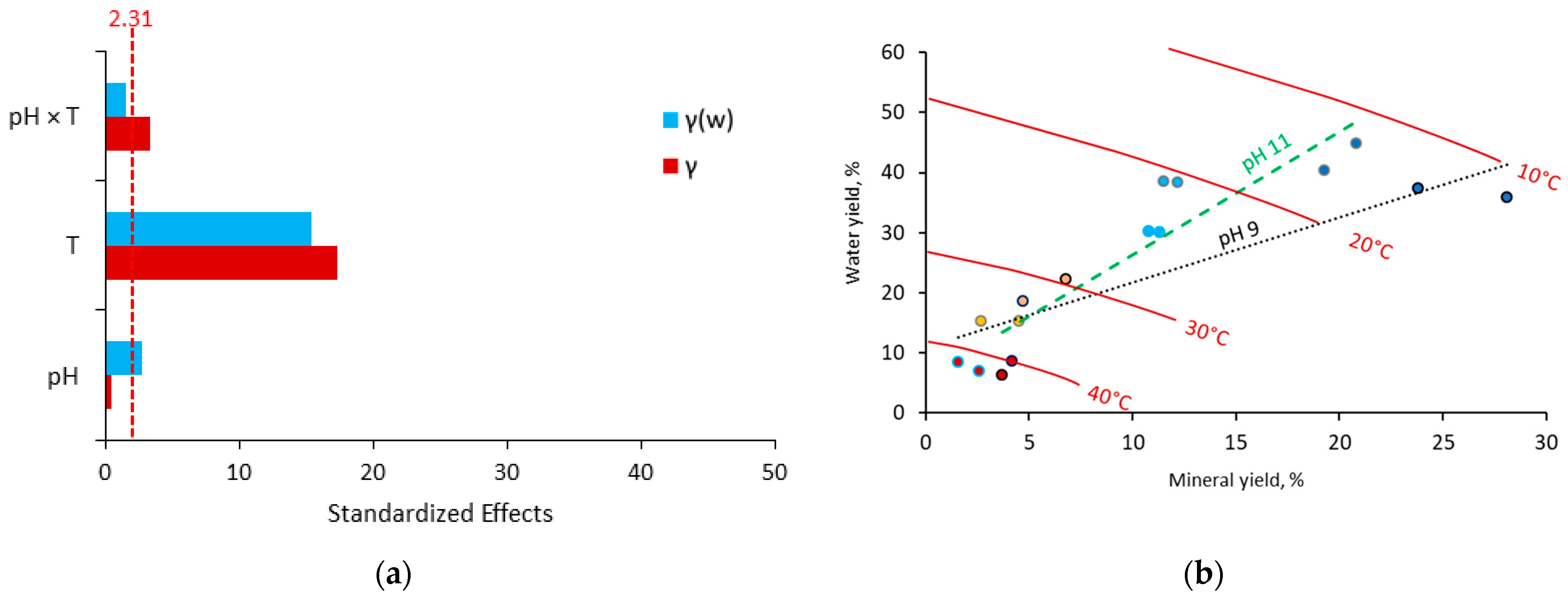
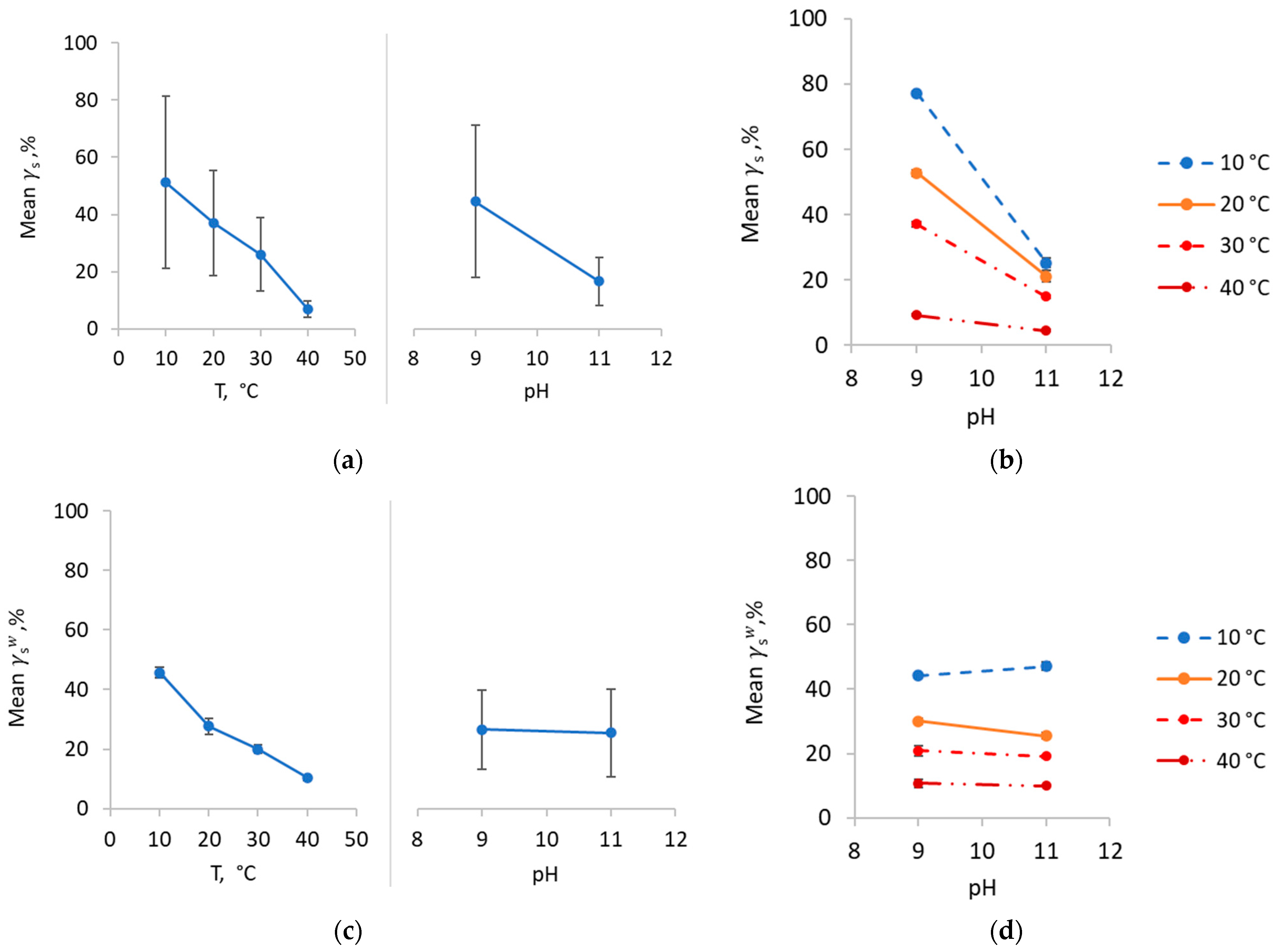
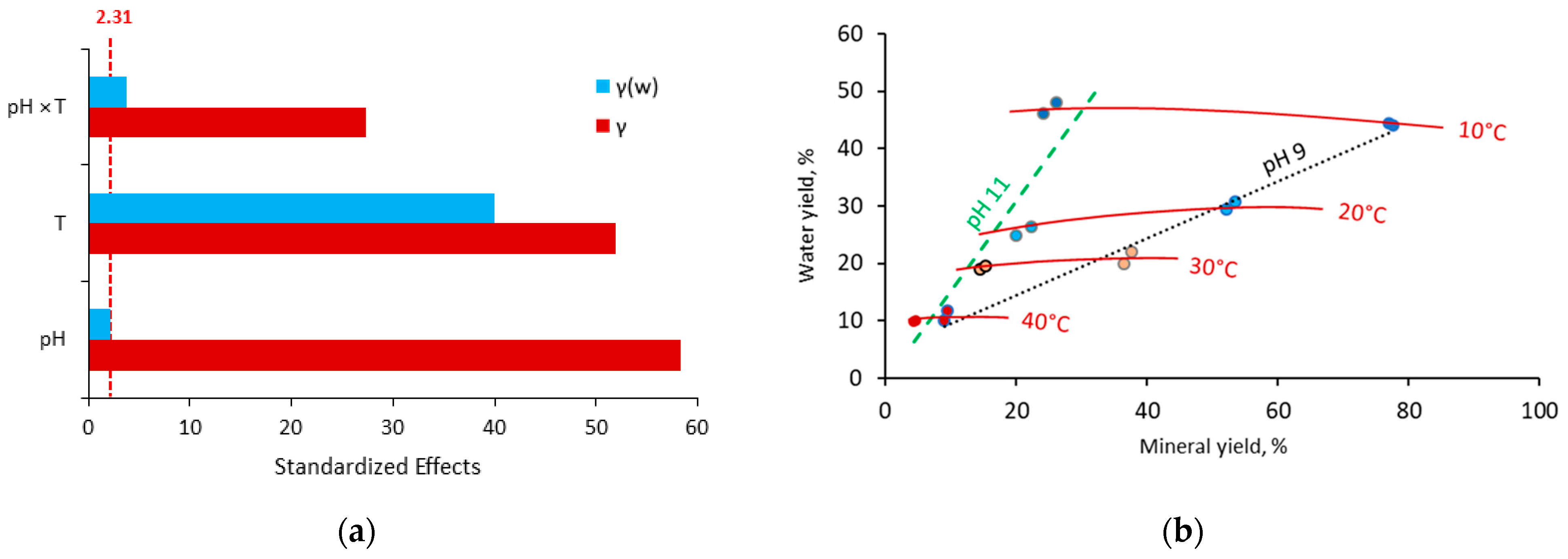
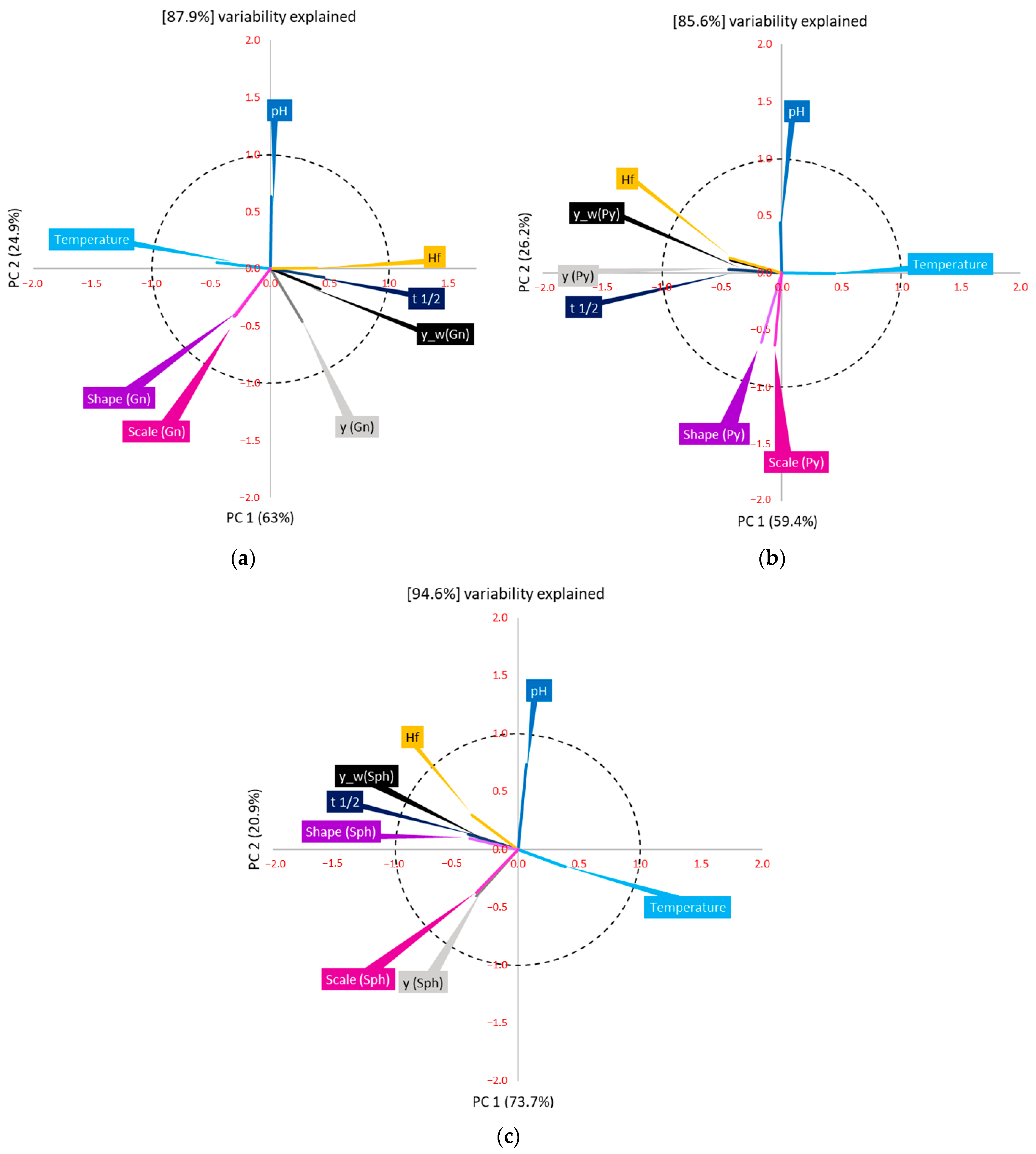
Regarding the impact of temperature on water recovery and mineral yields, from
Figure 11,
Figure 13 and
Figure 15, it can be concluded that only the galena plot clearly exhibited
fraction of the feed, the flotation of which is independent from water recovery. Higher correlations of mineral yields and water recoveries observed for pyrite and sphalerite compared to galena could be attributed to lower mineral densities for the first two minerals (5 and 4.1 g/cm
3, respectively, versus 7.6 g/cm
3) [
70], which makes their drainage from the froth less efficient.
As mentioned in the Introduction, particles are known to enhance foam stability. However, for understanding the fundamental aspects of froth stability, the demonstrated correlations between flotation (three-phase system), and foam stability tests (two-phase system) help to better understand the behavior of the froth flotation process, without masking the impact of individual factors by a strong stabilizing effect of particle presence. As the next research step, froth stability tests will be performed to investigate the extent of foam stabilization with particles. In addition, it should be emphasized that the design of the experiment was used in the research for understanding and explaining flotation and foam stability systems, rather than for optimizing the responses.

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}