1. Introduction
Lithium-ion batteries (LIBs) are widely used in different kinds of technology as an energy storage device, such as handheld devices (e.g., smartphones and tablets) or electric vehicles (EVs) [
1]. Their wide applicability is due to their superior electrical performance, such as high energy density, long life cycle, and no memory effect, and their lighter weight when compared to other types of batteries (e.g., lead–acid, nickel–metal hydride, and nickel–cadmium batteries) [
2]. The LIB concept was proposed by different researchers in the 1970s [
3]. Many innovations have been attributed to Yoshino for the development of rechargeable lithium-ion batteries, who registered the first patent [
4].
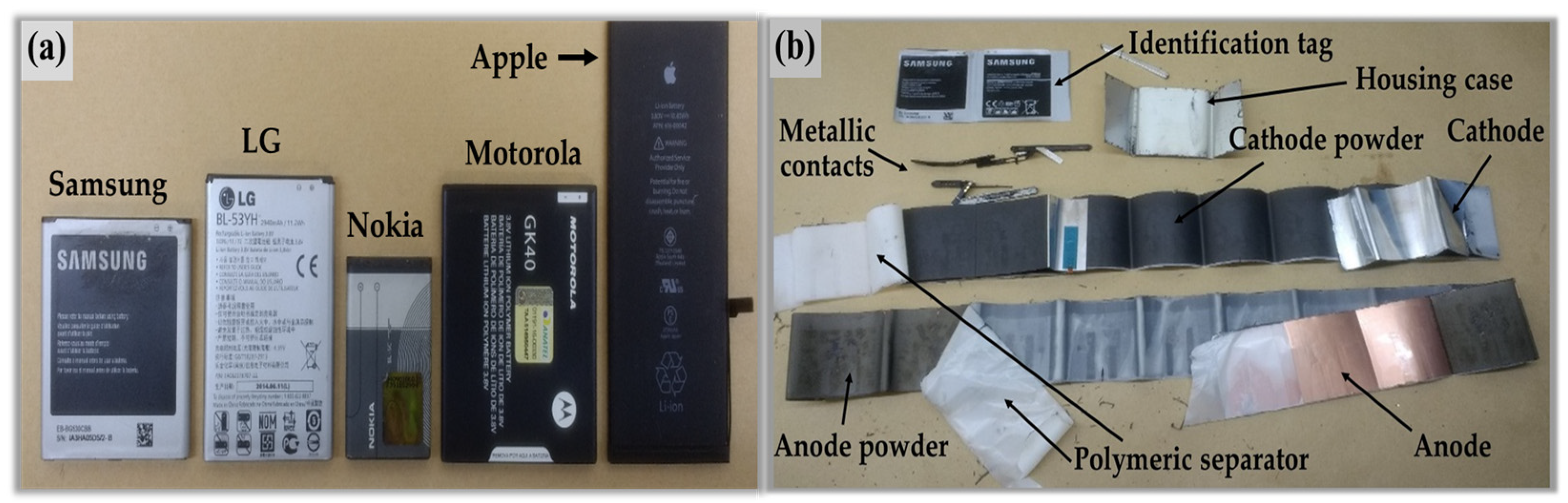
Lithium-ion batteries are composed of a cathode—transition metal powders such as cobalt, manganese, and nickel are usually used—a graphite anode, a porous polymeric membrane, which can allow the electrons to flow during charge and discharge processes, and an electrolyte—the means by which the flow of electrons occurs. This electron flow is generated by the movement of lithium ions between the cathodic and anodic powders. The cathode and anode collectors are composed of aluminum and copper, respectively. Polyvinylidene fluoride (PVDF) is a polymer used as a binder to adhere cathode (lithium-cobalt oxide) and anode (graphite) powders into support sheets [
5,
6], which can be a major obstacle to improving the efficiency of hydrometallurgical routes aiming to recover lithium and cobalt for recycling.
The largest lithium producers in 2020 were Australia and Chile, responsible for 48.1% and 26.0% of the world’s total lithium production, respectively. Among various industrial applications, 74% of lithium is destined for the manufacture of batteries and 14% for the ceramic and glass industry [
7]. Regarding cobalt, the majority of the world’s production in 2020 was attributed to the Democratic Republic of Congo with 68.9%, while Russia and Australia were responsible for 6.3% and 4.0%, respectively [
7]. Around 46% of the cobalt produced in 2018 was used in the manufacture of batteries, and according to a report by the German Mineral Resources Agency (DERA) [
8], this demand is due to intense EV development.
When LIBs are discarded, alone or together with some equipment (e.g., smartphones, notebooks, tablets, GPS devices, etc.), they are denominated as waste from electrical and electronic equipment (WEEE). In general, the WEEEs contain about 60 metals, such as copper, cobalt, gold, platinum, lithium, silver, palladium, etc. Developing efficient methodologies for recovering these metals, in addition to avoiding the cost of extracting them from ores, would be environmentally favorable by reducing the impact of mining and by reducing pollution due to incorrect destinations given to WEEEs [
9,
10]. The useful life of LIBs, used as a power source for smartphones, is about 2 years, or 300 to 500 cycles [
6,
7,
11,
12], and represents a significant contribution to the generation of WEEEs [
5]. In cases of incorrect disposal, after their useful life cycle, LIBs can cause harmful environmental impacts due to the materials they are made of; moreover, they are an important source of raw materials for the recovery of metals with economic added value [
13]. Pretreatment processes, hydrometallurgy, and pyrometallurgy are the most extensively studied/employed kinds of recycling processes [
14].
There is no single definition of pretreatment, a usual preceding step adopted in hydrometallurgical processes, for recycling LIBs. Some authors [
15,
16] usually divide it into mechanical separation, mechanical–chemical processes, thermal treatment, and dissolution processes. Pretreatment was divided by Yao et al. [
17] into unloading, disassembly, and cathodic material separation, while Zhang et al. [
18] described the process as manual treatment, disassembly and classification, comminution (mechanical treatment), sieving, separation by particle size, and mechanical–chemical treatment. Due to it improving the yields recovered, the pretreatment process is widely used as a preparatory step in hydrometallurgy, as it was used in the present work.
Hydrometallurgical processes consist of dissolving metals in acidic or basic leaching solutions to extract them from waste. The most common methodologies use strong inorganic acids as leaching agents (e.g., HNO
3, H
2SO
4, and HCl). These processes are not considered environmentally friendly, as they release vapors and gases (NOx, SO
3, and Cl
2), and the solutions can permeate the soil when poorly managed or, in cases of accidents, cause damages to water resources and biodiversity, including harms to human beings [
19]. Alternative proposals to replace inorganic acids with organic acids, which are less harmful to the environment, have been studied. Musariri et al. used citric acid (C
6H
8O
7) and DL-malic acid (C
4H
6O
5), both 1.5 M, with the addition of H
2O
2 2%
v/
v as an oxidizing agent and a temperature of 95 °C. Citric acid was the most efficient agent, and it dissolved up to 95% of lithium and cobalt [
20]. With an aqueous mixture of citric and ascorbic acid (C
6H
8O
6), Nayaka et al. [
21] leached obsolete LIBs. Copper and lithium were obtained in the form of cobalt oxalate and lithium fluoride by selective precipitation and the addition of oxalic acid (C
2H
2O
4) and ammonium fluoride, respectively.
The presence of H
2O
2 in the leaching process for some metals results in valence decreases, such as Co
3+ becoming the more soluble Co
2+. Some studies corroborate that the presence of an oxidizing agent improves the performance of metal recovery for both organic and inorganic acids [
22]. In their work, Sattar et al. carried out leaching with 3M H
2SO
4 at 90 °C and recovered 92% of Li, 68% of Co, and 34.8% of Mn without adding H
2O
2. After the addition of 4%
v/
v H
2O
2, the metal leaching efficiency increased by more than 98% [
23].
In pyrometallurgy, the use of furnaces at high temperatures aims to reduce the oxides to a metallic alloy. Gases and slag also result from this process. In recycling LIBs, the great advantage of performing a pyrometallurgical process is that, in addition to being processed in a single batch, it does not require pretreatment to concentrate the material, as is usually carried out in hydrometallurgy [
18,
24]. LIB recycling operations, on an industrial scale, are more commonly conducted via pyrometallurgy. The main plants are located in North America, Europe, and Asia. Umicore has two pyrometallurgical processing plants in Belgium and China with capacities of 7000 t/year and 5000 t/year, respectively, while Retriev has a plant using a hydrometallurgical process in the United States/Canada, with a capacity of 4500 t/year. All pyrometallurgical routes adopt high temperatures, each one according to specific process parameters.
This work aimed to develop a hybrid route, mixing a heat pretreatment step—at around 650 °C, not so high as pyrometallurgy because it is intended only to decompose the PVDF binder—and a following hydrometallurgical step that should be more environmentally favorable due to the use of 1.5 M DL-malic acid instead of an inorganic acid. A hydrometallurgical process with 2 M sulfuric acid was used as a control. The addition of hydrogen peroxide H
2O
2 10%
v/
v as an oxidizing agent was also evaluated—an optimized condition, according to the work of Dutta et al. [
25]. This hybrid condition makes this route innovative, as the vast majority of studies focus either on hydrometallurgy or pyrometallurgy exclusively.
4. Conclusions
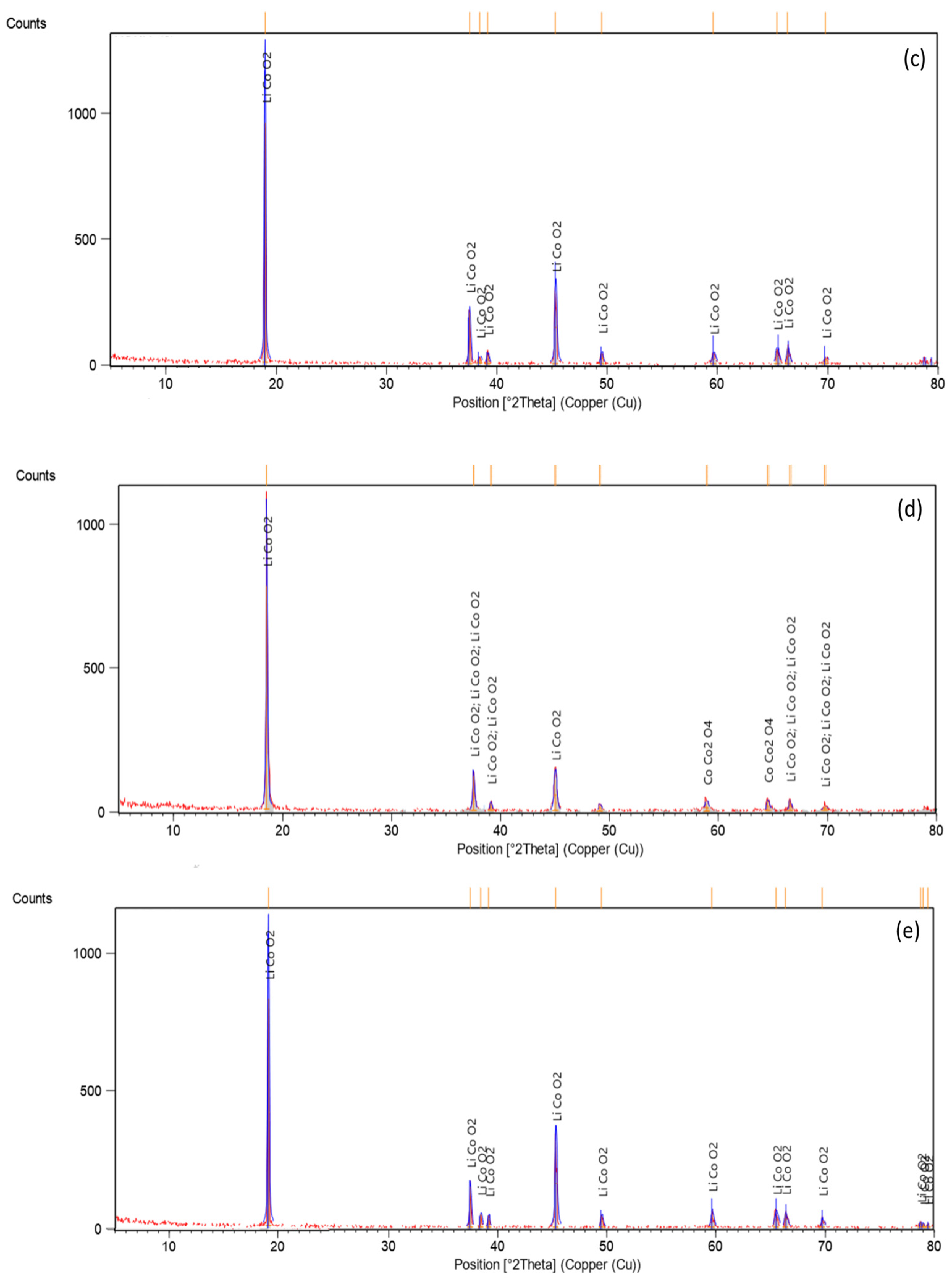
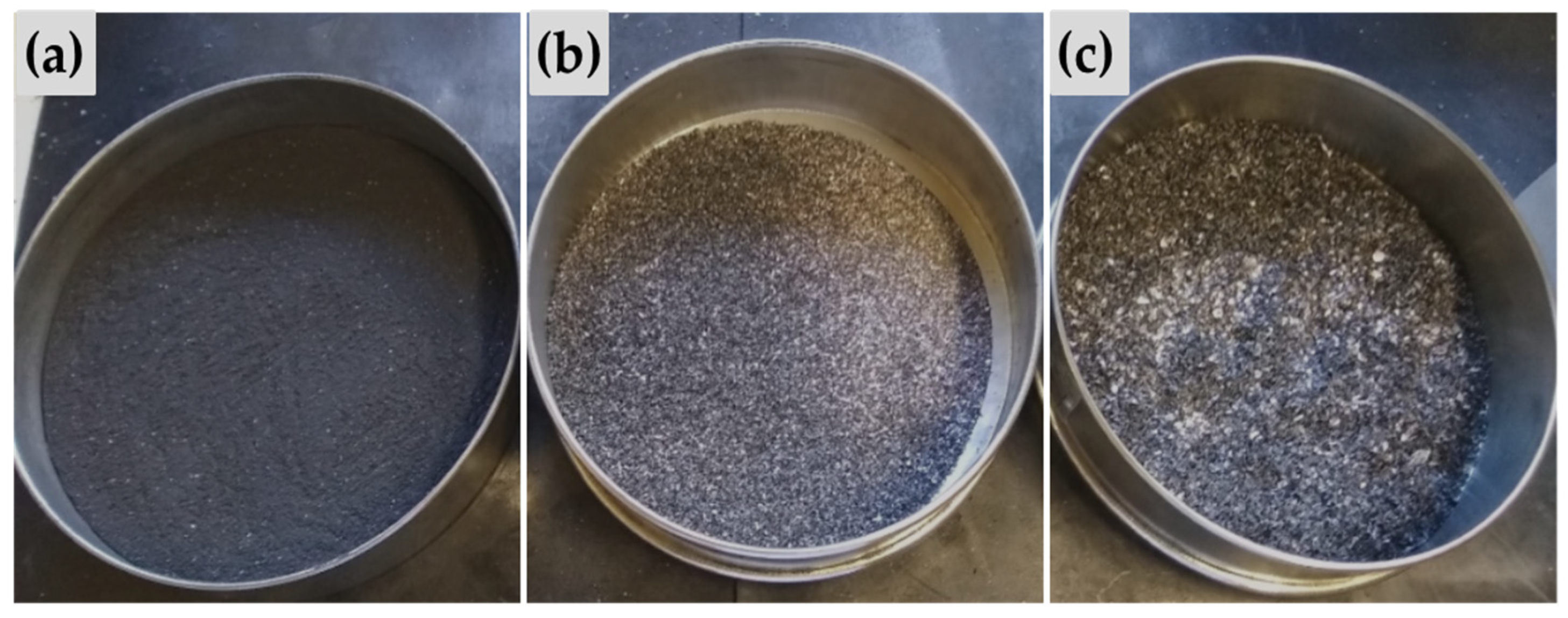
The battery characterization showed data consistent with the literature; the supporting foils of the cathode and anode are mostly (more than 95%) composed of aluminum and copper, respectively. It was also verified that the fraction with the highest content of the metals of interest (Co and Li) had particles smaller than 500 μm in size and represented 69.1% of the total mass comminuted.
An important conclusion was obtained from the heat pretreatment study. The total decomposition (when the mass tends toward 0) of PVDF, which is present as a cathodic powder binder, occurs around 630 °C, and for samples that were subjected to heat pretreatment, the best results were obtained for 1 and 3 h of processing. However an economical evaluation is necessary to determine if the cost of 2 h more of heat processing can be justified by the efficiency improvement.
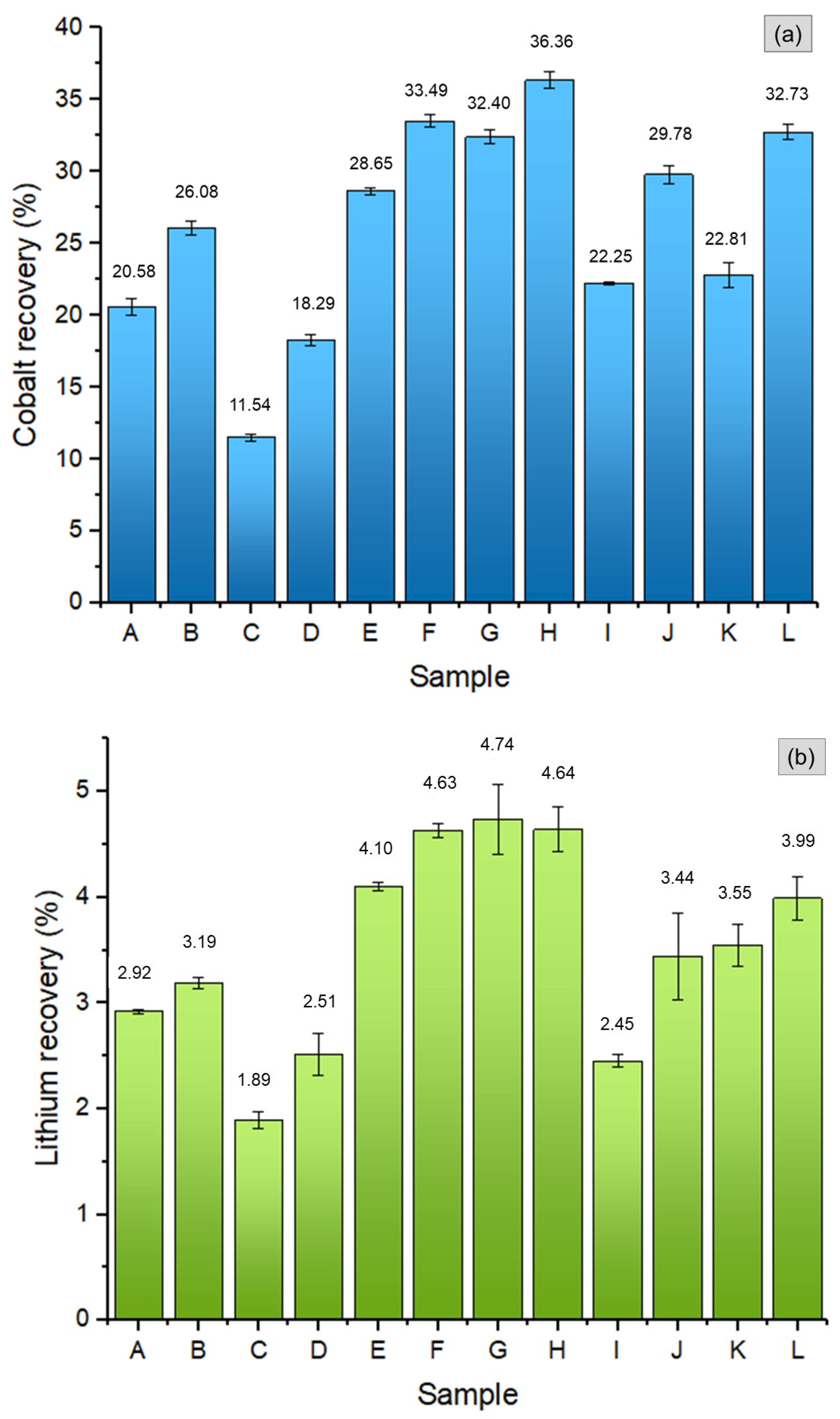
In addition to the heat pretreatment, the main objective of this work was achieved by obtaining a more environmentally friendly metallurgical route through the use of an organic leaching agent. By comparing the best conditions for the two acids used in this process, it was found that DL-malic acid reached a leaching potential of 88.92% for Co and 74.30% for Li compared to sulfuric acid’s leaching potential (inorganic and not environmentally friendly). The use of malic acid, associated with an oxidizing agent and heat pretreatment for 1 h and 3 h, proved to be promising, with extraction contents very close to those of sulfuric acid.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}