
Unraveling Dry Jigging: Insights into Pulsation, Energy Consumption, and Stratification Dynamics

Abstract
:1. Introduction
1.1. Dry Jigging: Overview and State of the Art
1.2. Core Issues and Goals
2. Materials and Methods
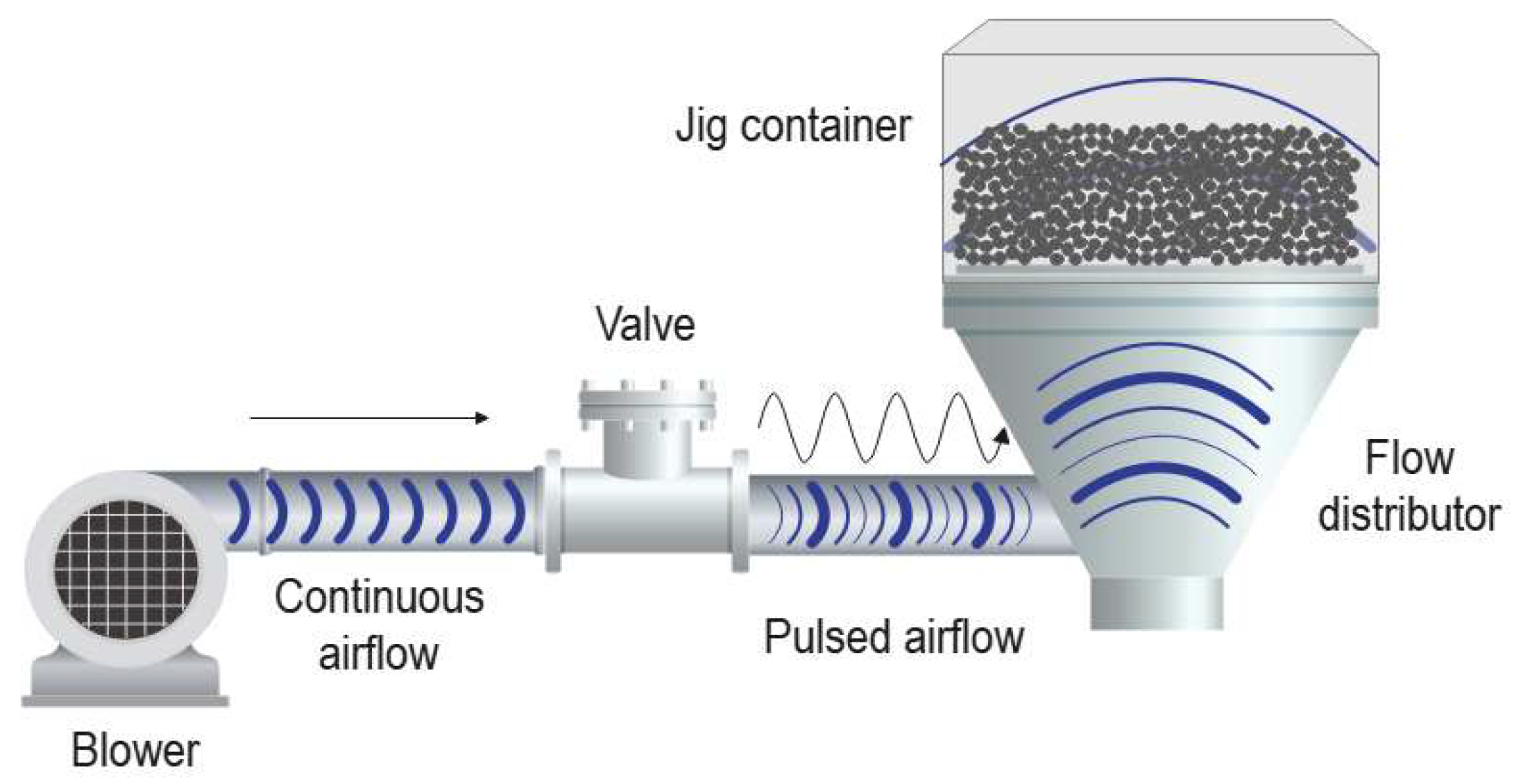
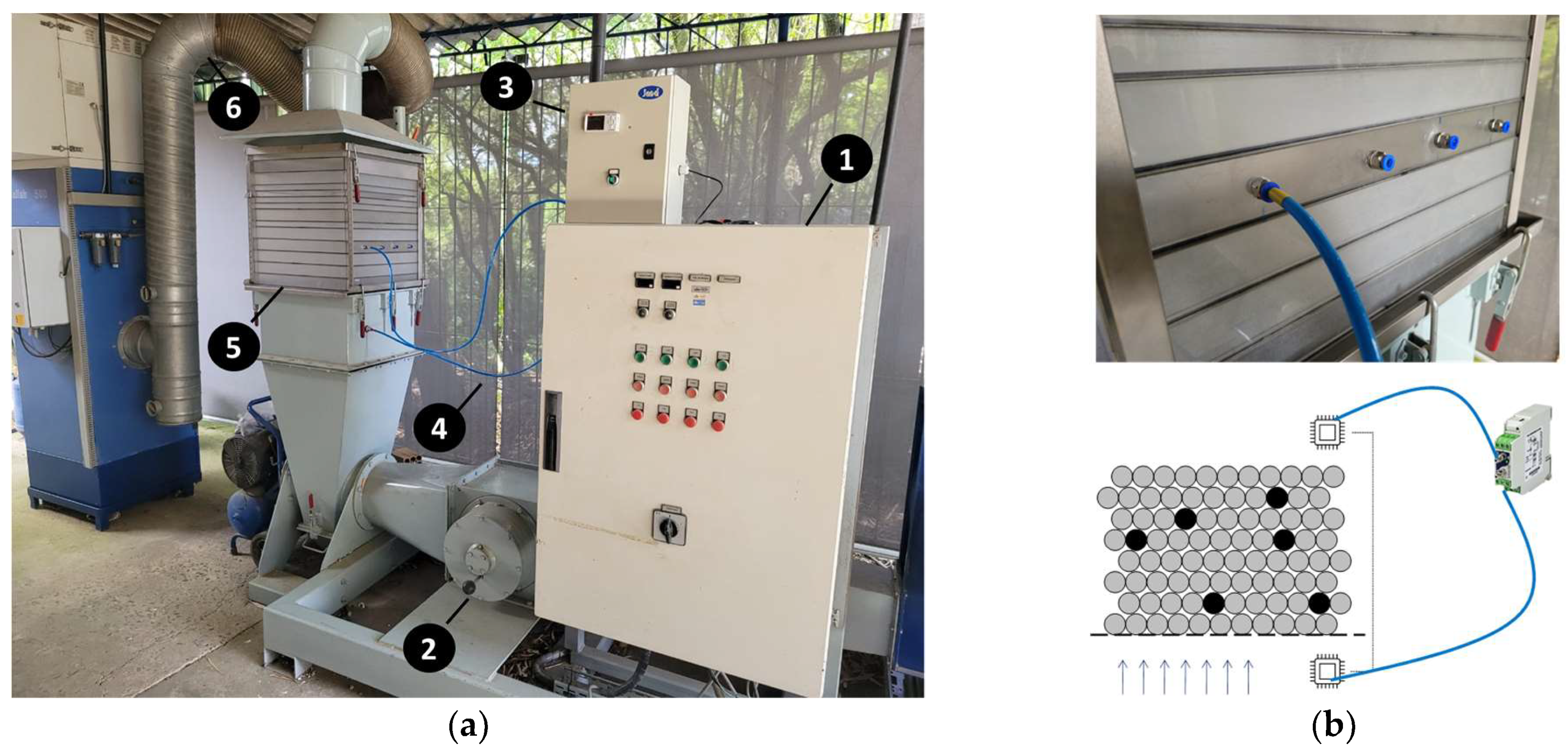
2.1. Equipment
2.2. Experimental Setup
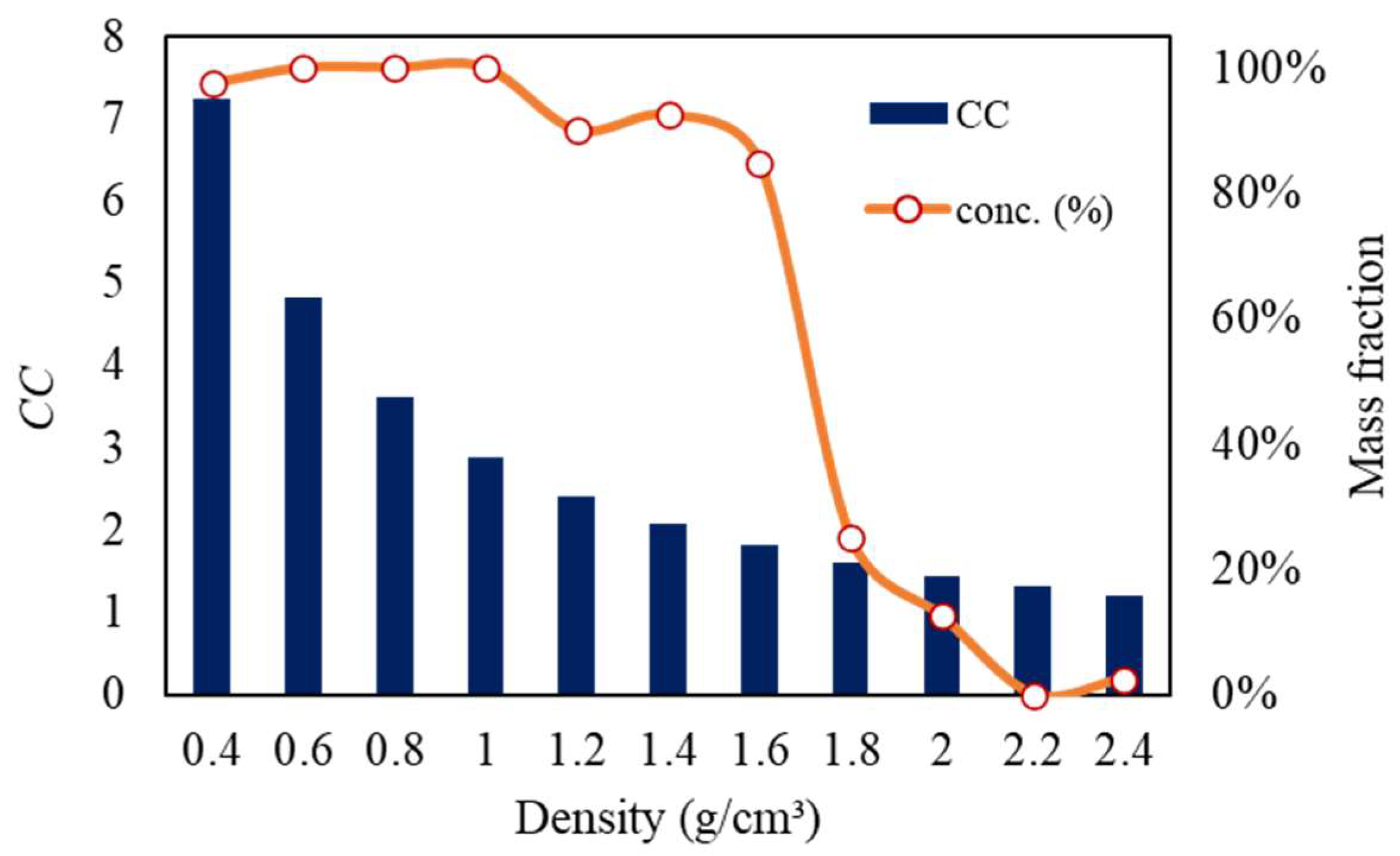
2.3. Stratification Analysis
2.4. Stratification Evolution Analysis
2.5. Transient Pulsation Tests
- Increasing frequency pulses: the relative airflow rate was maintained at 95% (2.9 m3/s), while the bed pulsation frequency was varied in the range of 55 to 85 CPM at each quarter of the jigging time, at a rate of (85 – 55)/3 = +10 CPM.
- Decreasing frequency pulses: the relative airflow rate was maintained at 95% (2.9 m3/s), while the bed pulsation frequency was varied in the range of 85 to 55 CPM at each quarter of the jigging time, at a rate of (55 – 85)/3 = −10 CPM.
- Increasing amplitude pulses: the pulsation frequency was maintained at 70 CPM, while the relative airflow rate was varied in the range of 90% to 100% at each quarter of the jigging time, at a rate of (100 – 90)/3 = +3.3%.
- Decreasing amplitude pulses: the pulsation frequency was maintained at 70 CPM, while the relative airflow rate was varied in the range of 100% to 90% at each quarter of the jigging time, at a rate of (90 − 100)/3 = −3.3%.
3. Results
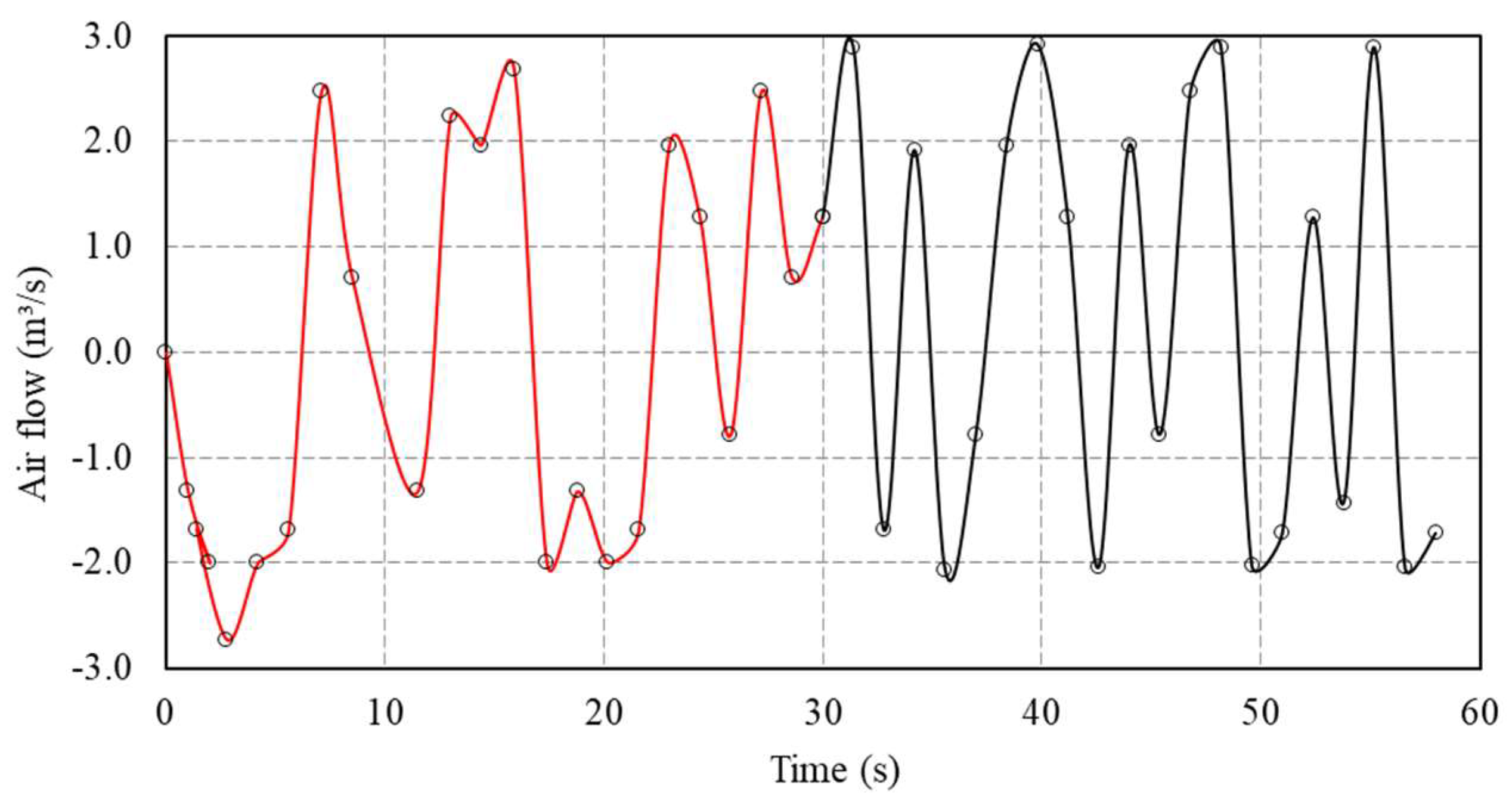
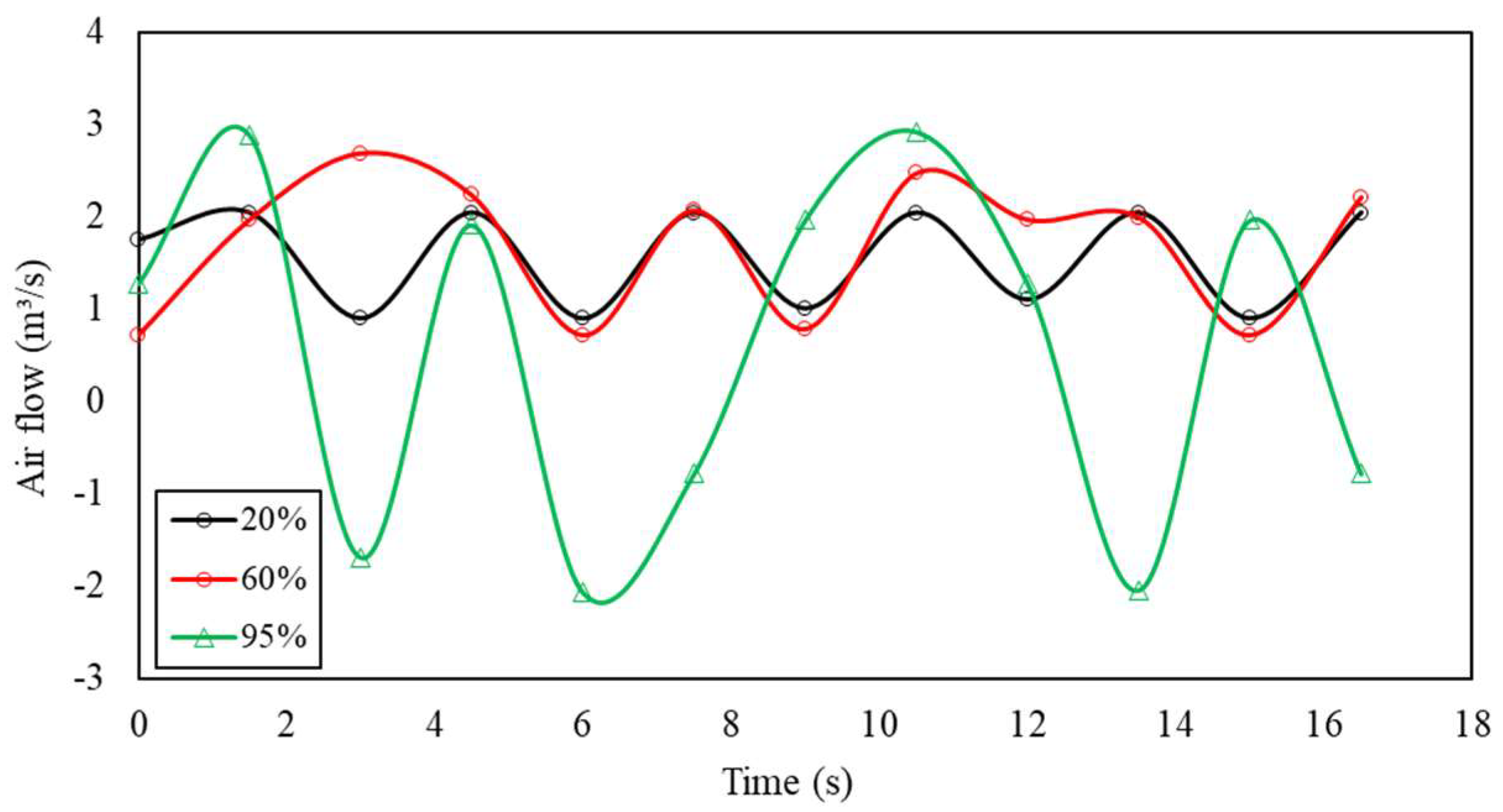
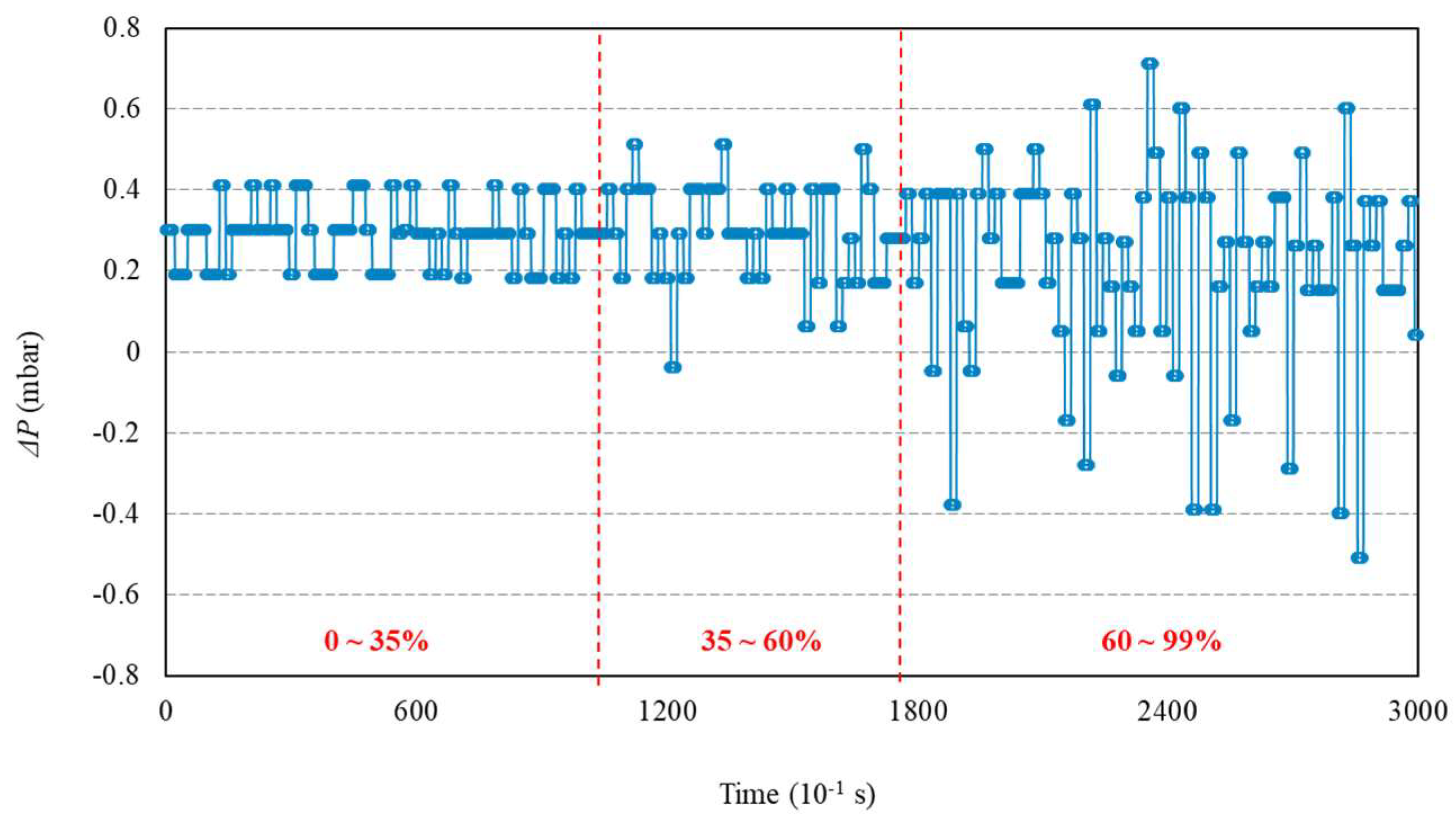
3.1. Air Pulse Characteristics
- Initially, there was a period of apparent stability, ranging from 0 to 35% of blower power.
- This was followed by an onset of instabilities in the range of 35 to 60%, characterized by discordant peaks of ∆P.
- Finally, there were curves showing variable ∆P peaks, indicating a high level of pulse instability as it approached maximum fan power.
3.2. Energy Consumption
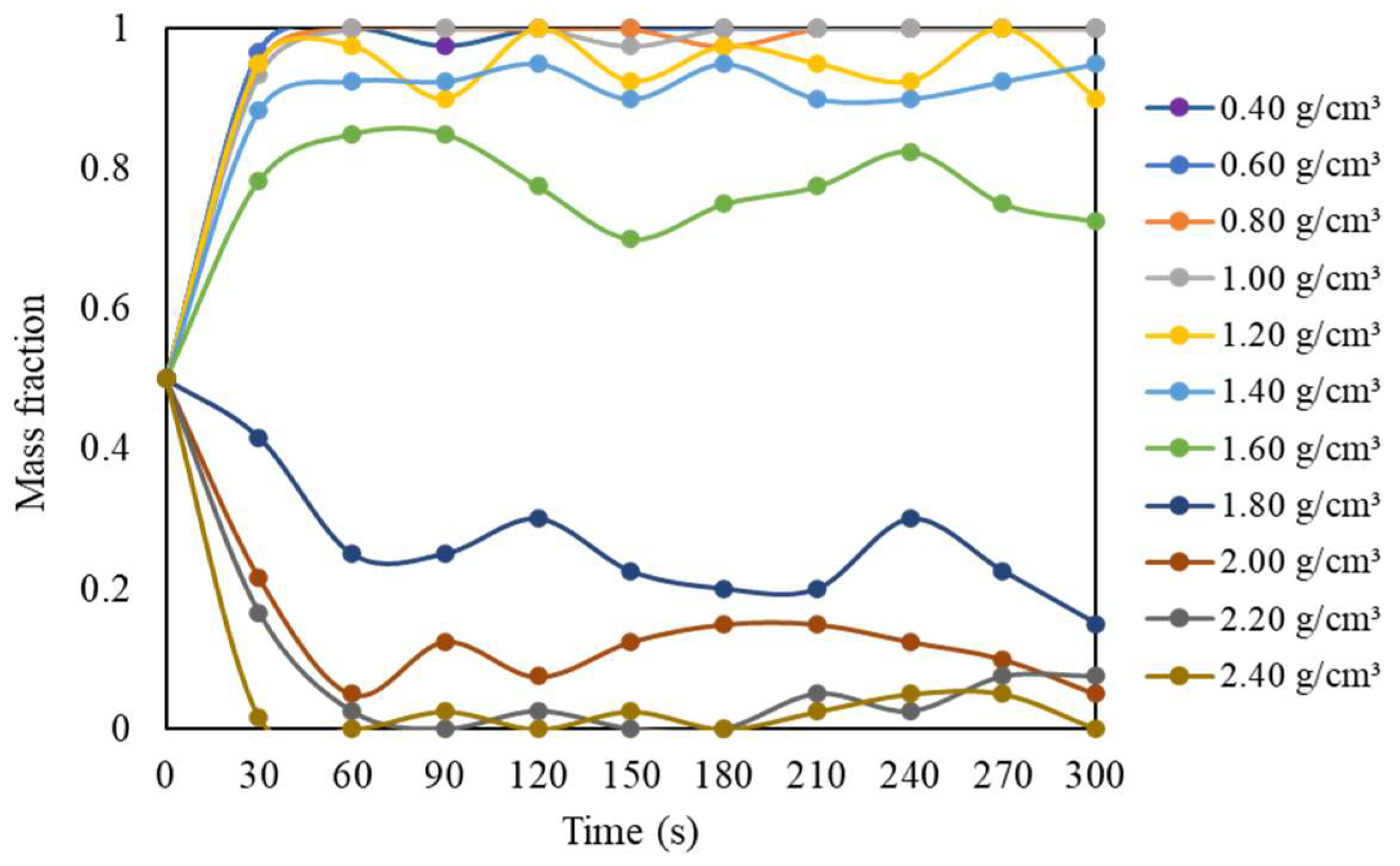
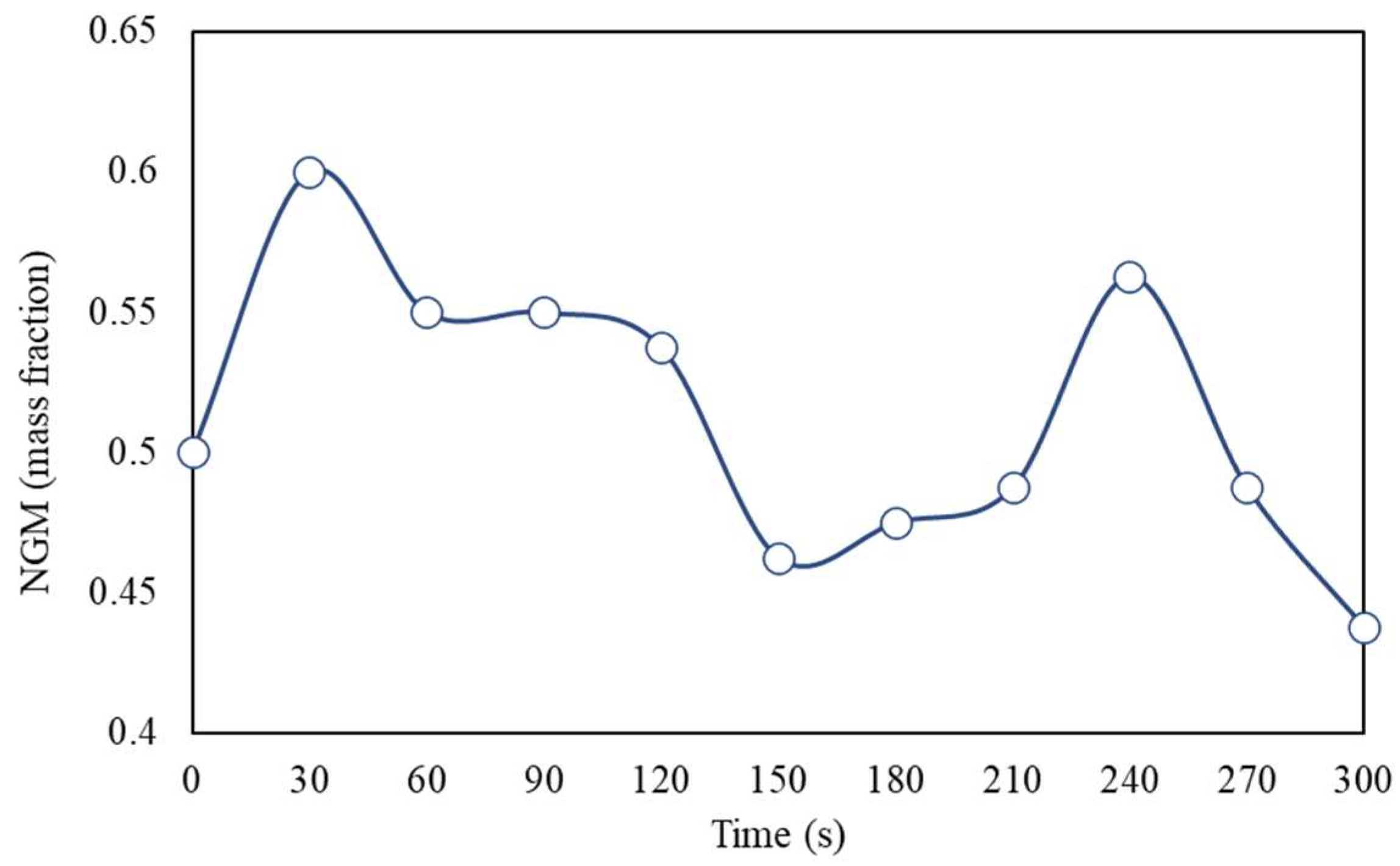
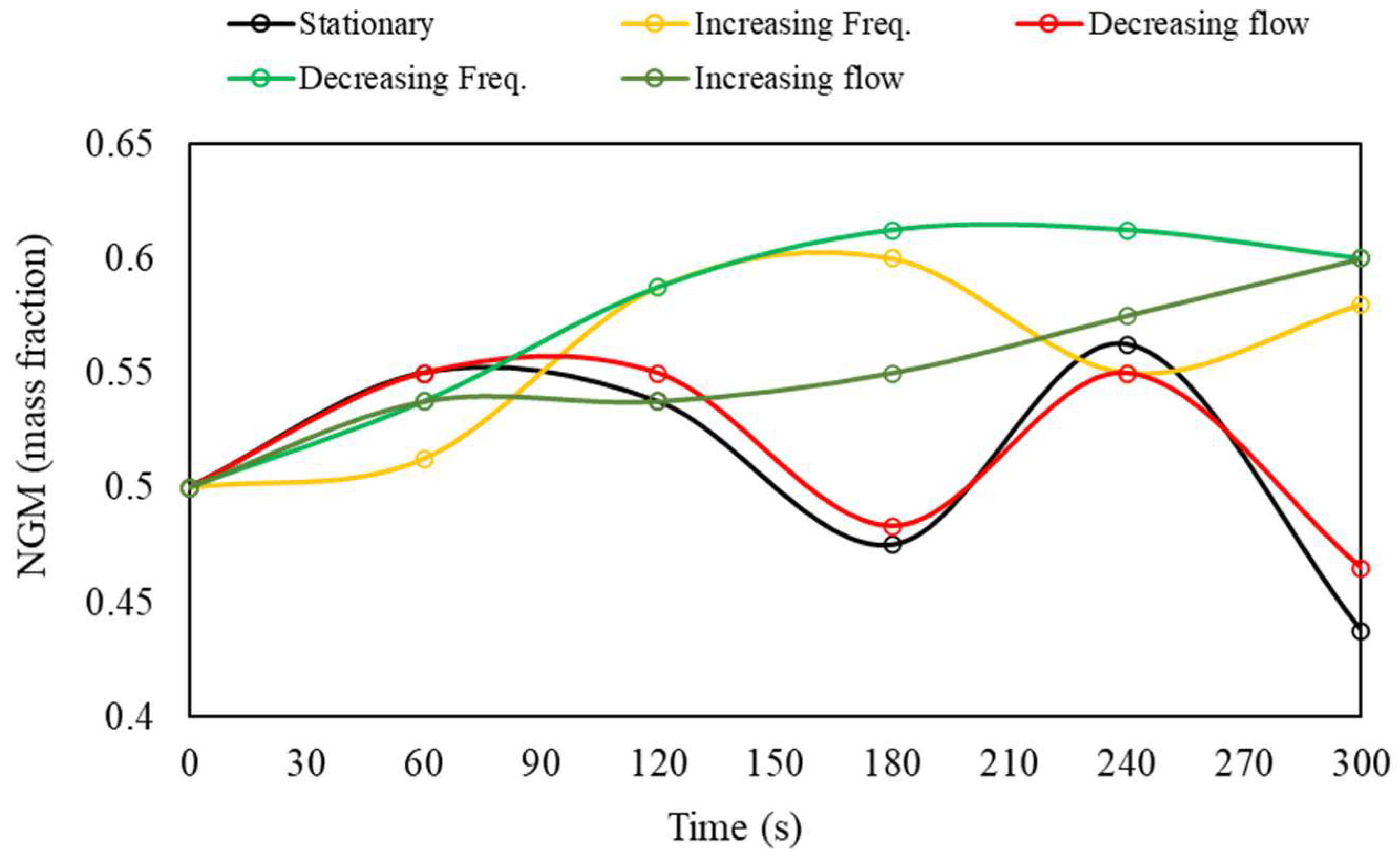
3.3. Stratification Evolution over Time
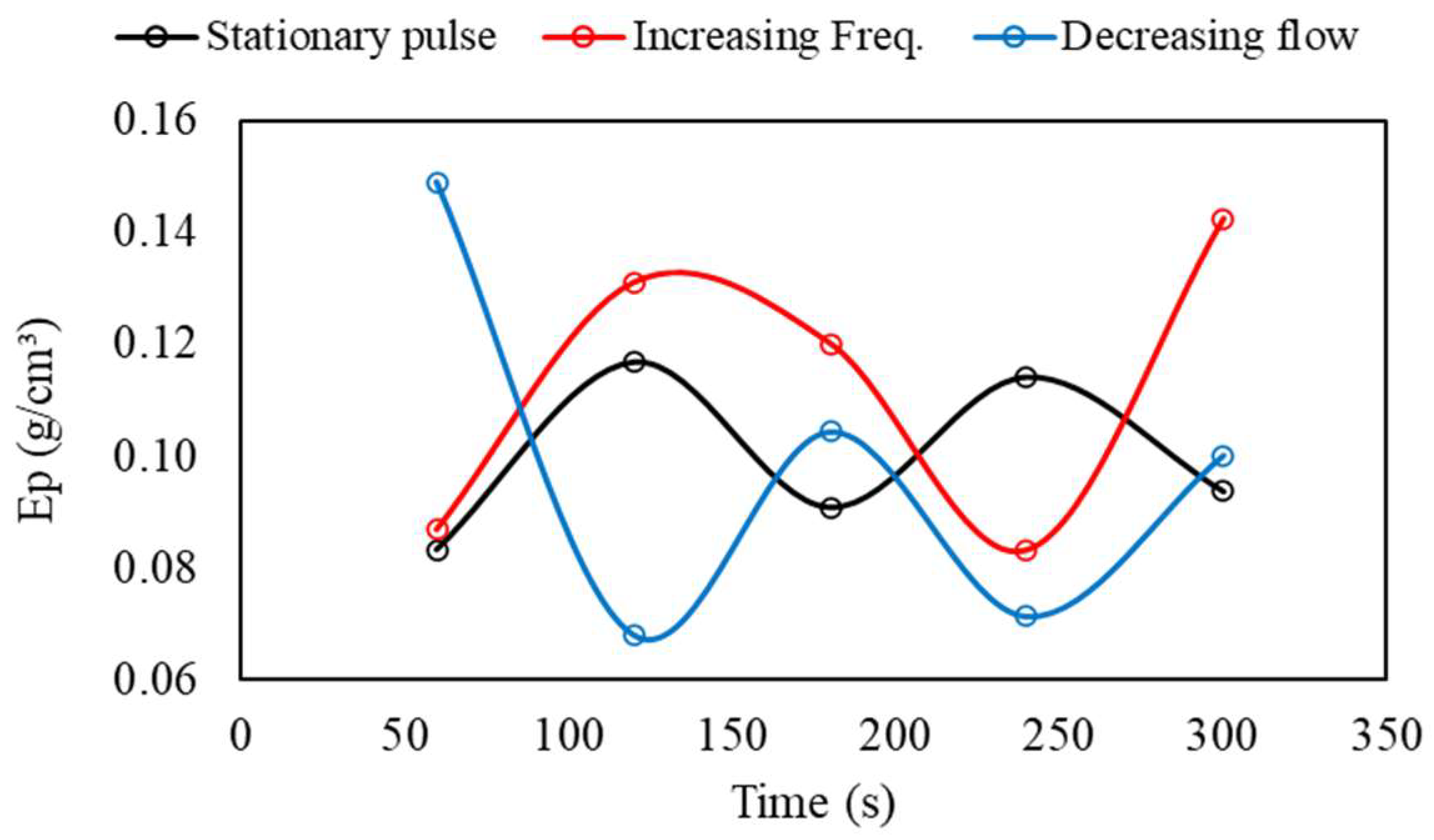
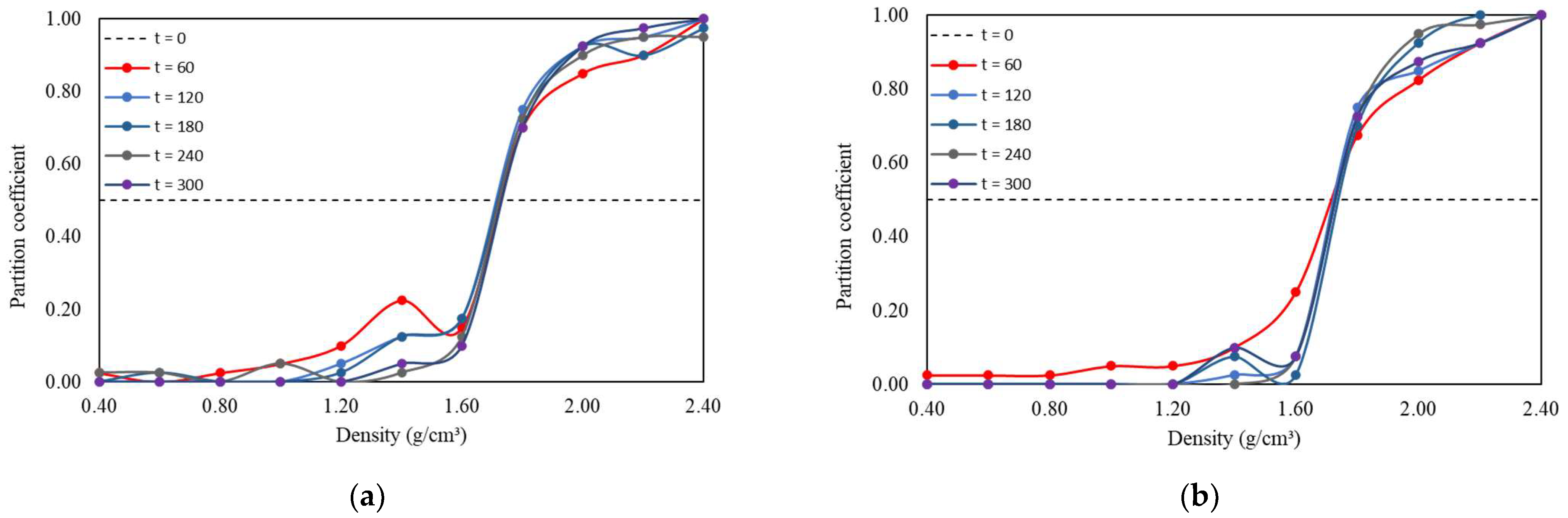
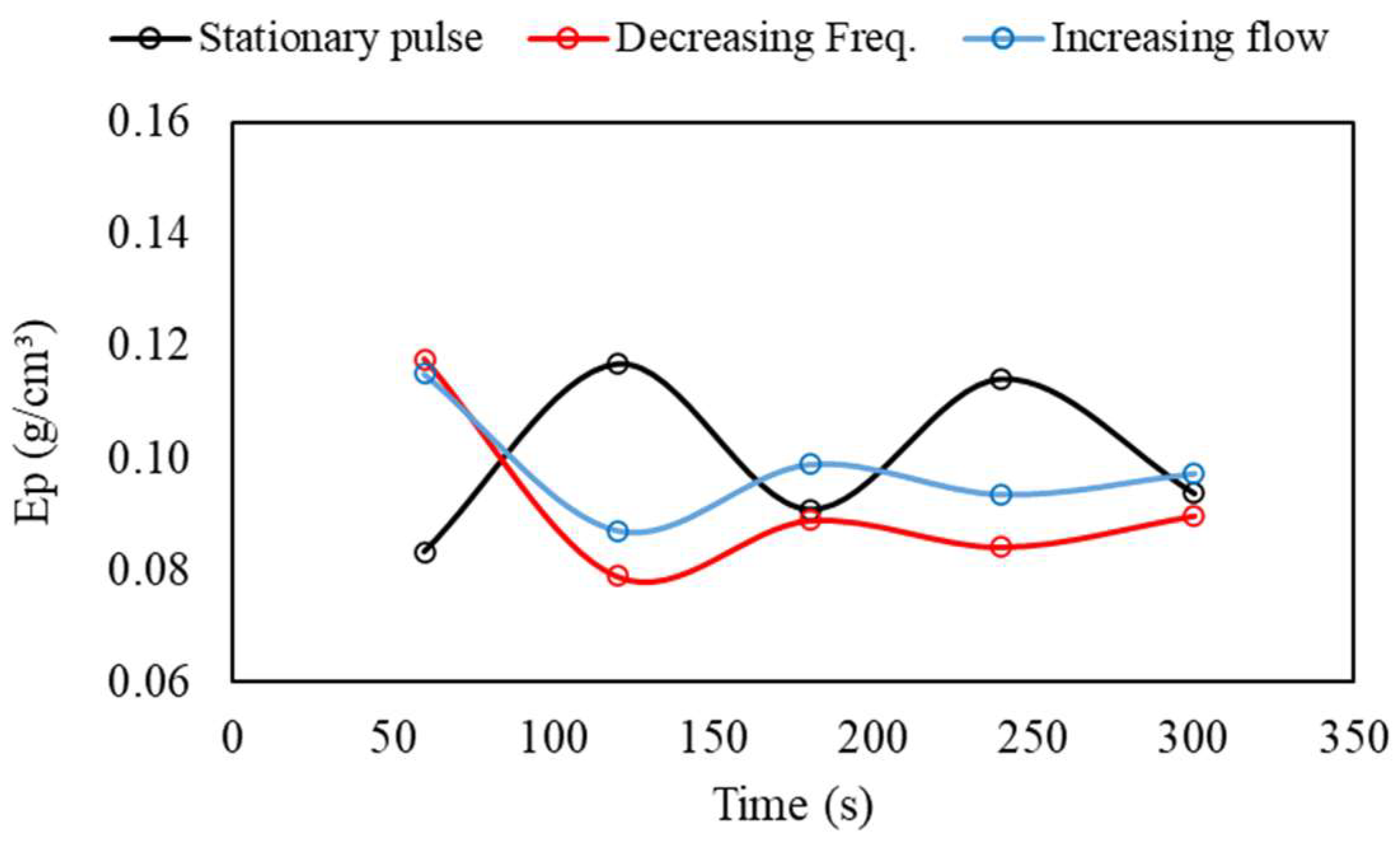
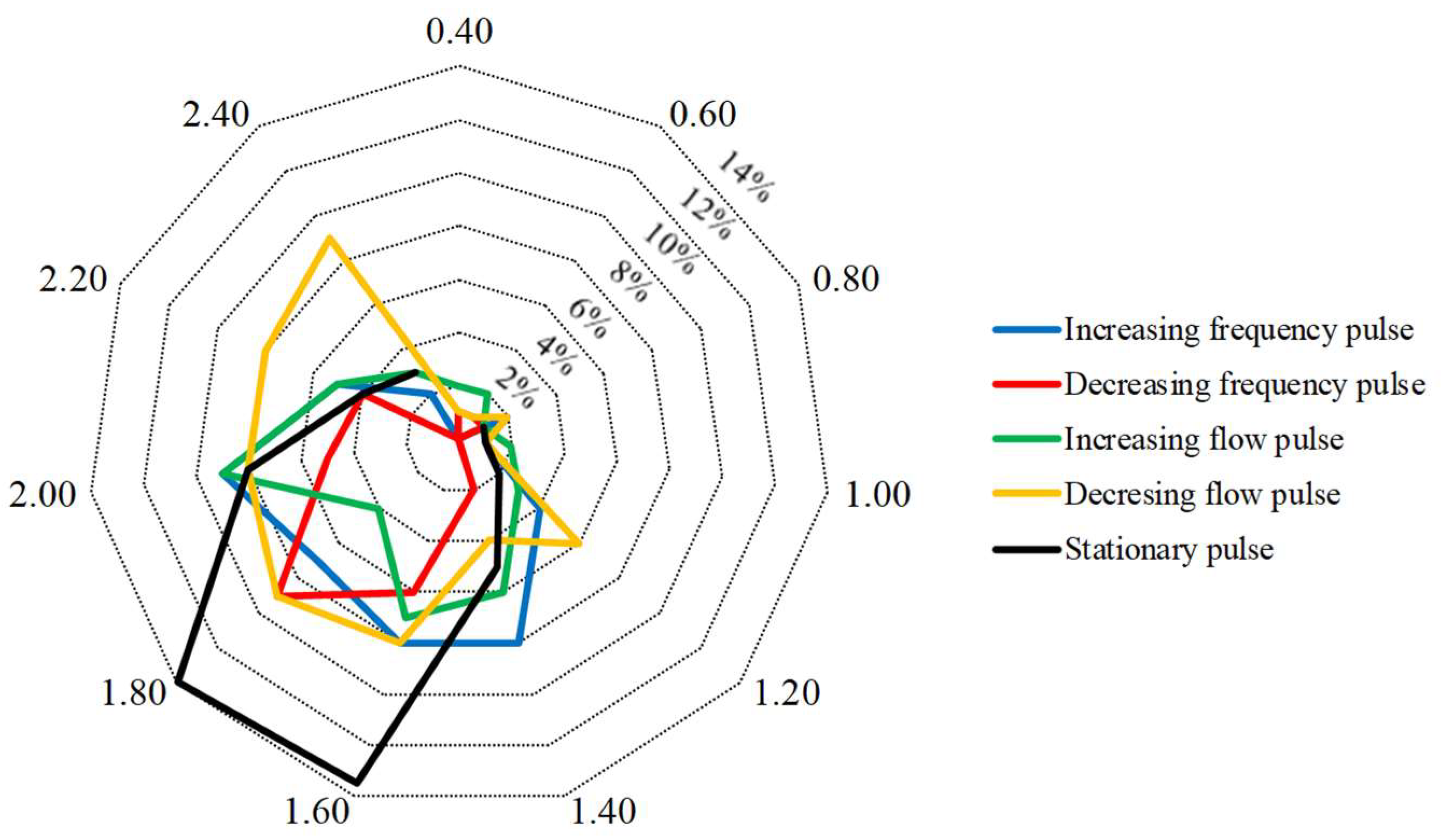
3.4. Transient Pulsation
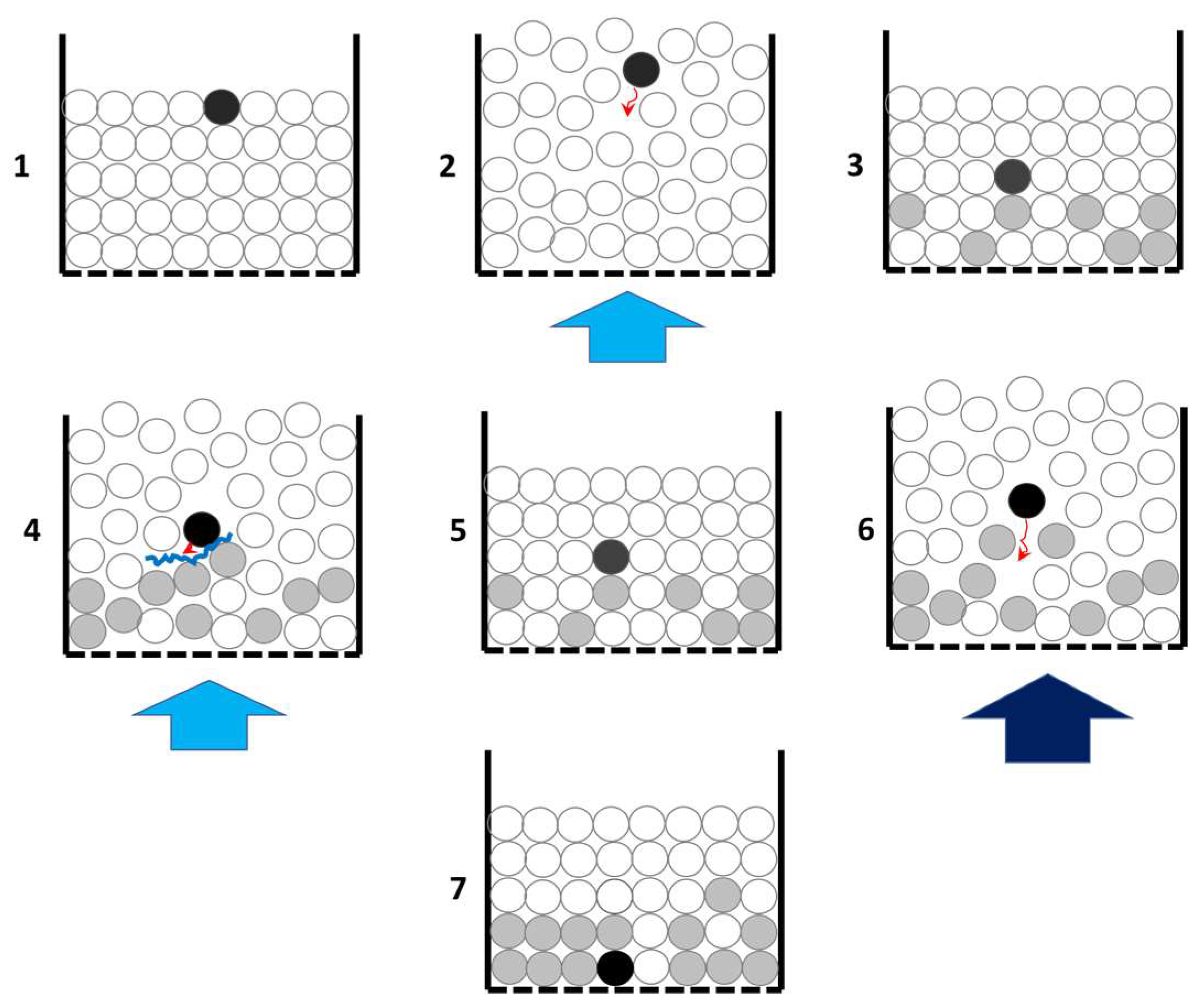
3.5. Transient Pulsation and Segregation: Preliminary Mechanism
- Initially, a dense particle (dark coloration) is positioned at the top portion of a stationary bed.
- A pulse of air with intensity Y expands the bed, increasing porosity (free space between particles) and allowing heavier particles (denser and larger) to move toward the lower parts of the bed.
- At the end of the first pulse, the dense particle is found at a middle height in the bed.
- Another pulse of air with intensity Y crosses the bed, once again causing its dispersion and increasing porosity. However, the movement of the dense particle faces competition from other dense particles, which, due to their weight, move less than light particles in the system. Additionally, compaction increases as one descends into the bed, so the dense particle encounters increasing resistance to its downward movement.
- The dense particle remains trapped within a restricted zone as new pulses of intensity Y cross the bed, with small-scale oscillations in the vertical position. If it is sufficiently dense (such as tracers with ρ > 2.0 g/cm3), it will remain in a nearly balanced position, while if it is within the NGM range, it may alternate positions in the light or dense product zones.
- A pulse of air with intensity Z > Y traverses the bed, transferring momentum and causing greater dispersion than the original pulse. The higher magnitude of the new pulse increases the porosity of the zones where dense material accumulates (lower zones), clearing a path for the dense particle to reach a lower portion of the bed than before.
- A new quasi-equilibrium configuration is established under the more intense pulse, in which the dense particle remains in a lower portion of the bed.
4. Conclusions
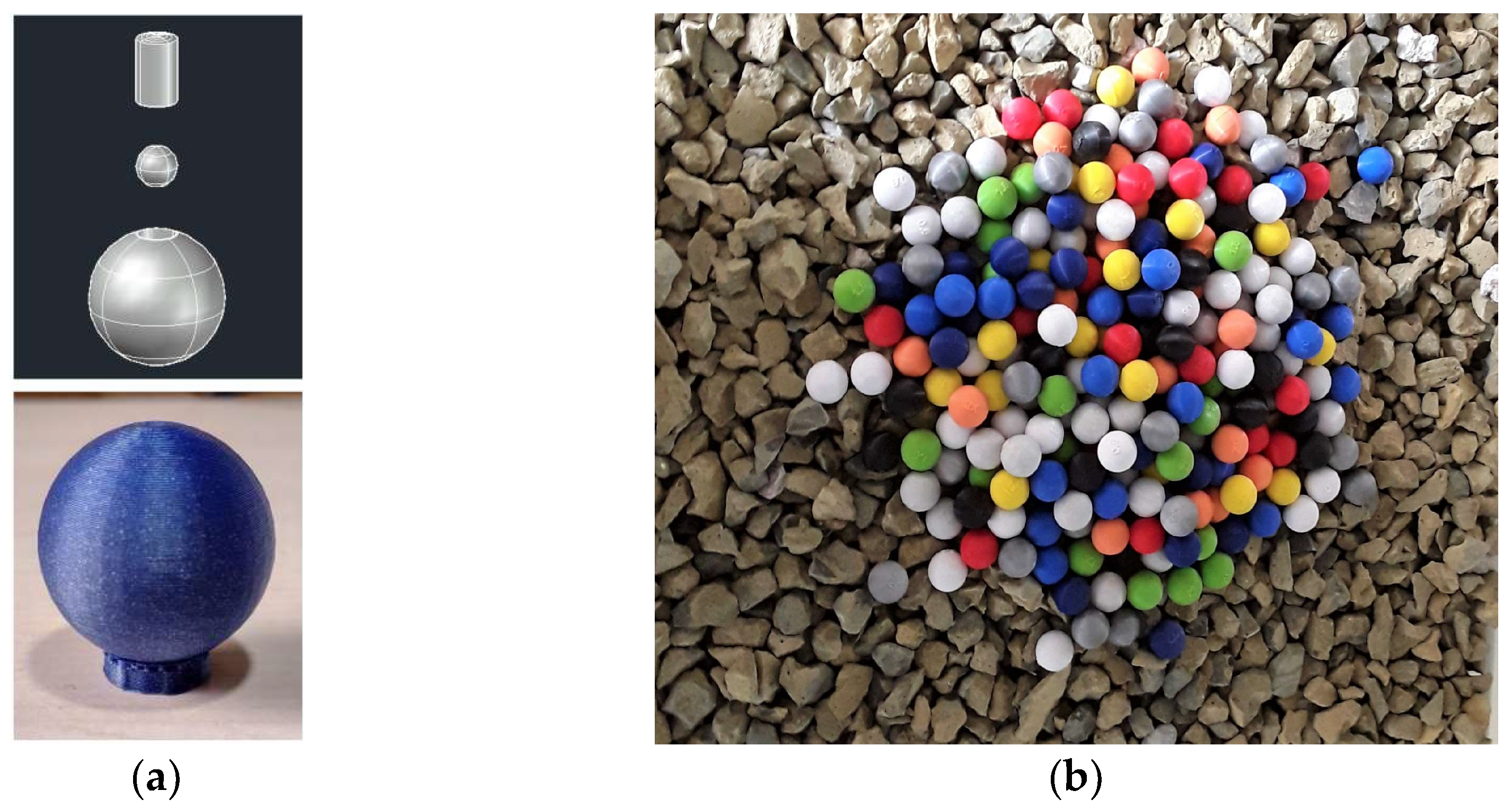
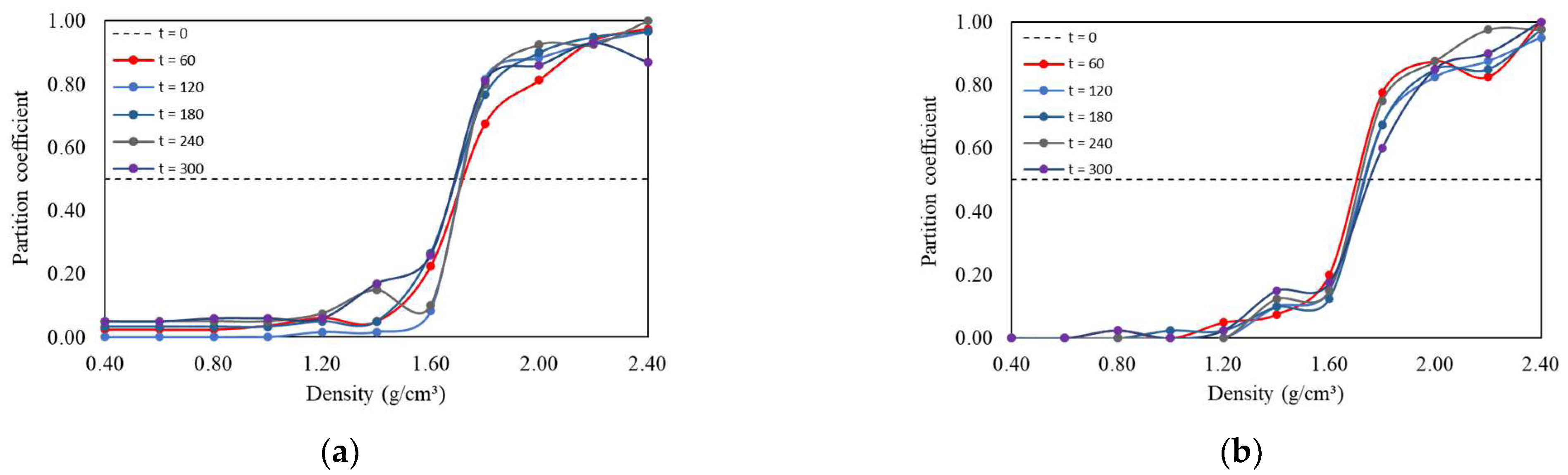
- The use of density tracers distributed in a base bed was shown to be a useful method for analyzing segregation levels in dry jigging. This approach has the advantage of expediting tests and allowing for the calibration of partition curves.
- Detecting pressure drops in the jigging chamber proved to be a promising strategy for monitoring and adjusting airflow and jigging cycles in air jigs, providing insights into the shape of the pulse and the employed jigging cycle.
- Measuring the useful power required across the entire operational spectrum of the dry jig used indicated that the blower drive consumes the most energy. These data allowed us to calibrate power vs. airflow curves and make predictions for total consumption (kW or kWh) and specific consumption (kW/kg of processed material).
- Tests under stationary (fixed) pulsation conditions demonstrated oscillatory and unstable behavior, with tracer distributions and partition indices varying over time, especially in the case of the NGM fraction, thus differing from the kinetics reported in the literature for traditional hydraulic jigs.
- Tests under transient pulsation conditions indicated two behaviors compared to fixed pulsation: (1) for a decreasing flow rate or increasing frequency, there was a discrete reduction in separation quality and a significant increase in partition index fluctuations over time; (2) for an increasing flow rate or decreasing frequency, there was a discrete increase in separation quality and a significant reduction in partition index fluctuations over time.
- Based on the results obtained, a preliminary mechanism was proposed to describe the effect of transient pulsation on particle segregation within the jig bed. The mechanism considers the effect of pulses of varied intensities on bed porosity and the exchange of potential and kinetic energy, following the original model proposed by Mayer [35].
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chelgani, S.C.; Neisiani, A.A. Dry Mineral Processing; Springer: Berlin/Heidelberg, Germany, 2022. [Google Scholar]
- Weinstein, R.; Snoby, R. Advances in dry jigging improves coal quality. Min. Eng. 2007, 59, 29–34. [Google Scholar]
- Mijał, W.; Tora, B. Development of dry coal gravity separation techniques. IOP Conference Series. Mater. Sci. Eng. 2018, 427, 012003. [Google Scholar]
- Fu, Z.; Zhu, J.; Barghi, S.; Zhao, Y.; Luo, Z.; Duan, C. Mixing and segregation behavior in an air dense medium fluidized bed with binary mixtures for dry coal beneficiation. Powder Technol. 2020, 371, 161–169. [Google Scholar] [CrossRef]
- He, J.; Bai, Q.; Du, T. Beneficiation and upgrading of coarse sized low-grade bauxite using a dry-based fluidized bed separator. Adv. Powder Technol. 2020, 31, 181–189. [Google Scholar] [CrossRef]
- Luo, Z.; Zhao, Y.; Lv, B.; Fu, Y.; Xu, X.; Chen, C. Dry coal beneficiation technique in the gas–solid fluidized bed: A review. Int. J. Coal Prep. Util. 2022, 42, 986–1014. [Google Scholar] [CrossRef]
- Wills, B.A.; Finch, J. Wills’ Mineral Processing Technology: An Introduction to the Practical Aspects of Ore Treatment and Mineral Recovery; Butterworth-Heinemann: Oxford, UK, 2015. [Google Scholar]
- Czerski, G.; Grzywacz, P.; Dziok, T.; Śpiewak, K.; Makowska, D. Experimental evaluation of the dry coal deshaling by pneumatic vibrating FGX separator on the CO2 gasification process. Int. J. Energy Res. 2021, 45, 5412–5422. [Google Scholar] [CrossRef]
- Śpiewak, K.; Soprych, P.; Czerski, G. Influence of dry coal deshaling by pneumatic vibrating FGX separator on steam gasification of coal. Thermochim. Acta 2022, 713, 179233. [Google Scholar] [CrossRef]
- Jambal, D.; Kim, B.-G.; Jeon, H.-S. Dry beneficiation of coal on KAT air table. Int. J. Coal Prep. Util. 2022, 42, 1866–1878. [Google Scholar] [CrossRef]
- Ambrós, W.M. Jigging: A review of fundamentals and future directions. Minerals 2020, 10, 998. [Google Scholar] [CrossRef]
- Burt, R.O. Gravity Concentration Technology; U.S. Department of Energy Office of Scientific and Technical Information: Oak Ridge, TN, USA, 1984. [Google Scholar]
- Sampaio, C.H.; Tavares, L.M.M. Beneficiamento Gravimétrico: Uma Introdução aos Processos de Concentração Mineral e Reciclagem de Materiais por Densidade; Editora da UFRGS: Porto Alegre, Brazil, 2005. [Google Scholar]
- Taggart, A.F.; Behre, H.A. Handbook of Mineral Dressing: Ores and Industrial Minerals; Wiley: Hoboken, NJ, USA, 1945. [Google Scholar]
- Ambrós, W.M.; Sampaio, C.H.; Cazacliu, B.G.; Conceição, P.N.; dos Reis, G.S. Some observations on the influence of particle size and size distribution on stratification in pneumatic jigs. Powder Technol. 2019, 342, 594–606. [Google Scholar] [CrossRef]
- Gouri Charan, T.; Chattopadhyay, U.; Singh, K.; Kabiraj, S.; Haldar, D. Beneficiation of high-ash, Indian non-coking coal by dry jigging. Min. Metall. Explor. 2011, 28, 21–23. [Google Scholar]
- Kademli, M. A review of all aspects of dry coal cleaning methods and evaluation of widely used applications. Int. J. Oil Gas Coal Technol. 2023, 32, 246–272. [Google Scholar] [CrossRef]
- Sampaio, C.; Aliaga, W.; Pacheco, E.; Petter, E.; Wotruba, H. Coal beneficiation of Candiota mine by dry jigging. Fuel Process. Technol. 2008, 89, 198–202. [Google Scholar] [CrossRef]
- Sampaio, C.H.; Ambrós, W.M.; Cazacliu, B.; Moncunill, J.O.; José, D.S.; Miltzarek, G.L.; Brum, I.A.S.d.; Petter, C.O.; Fernandes, E.Z.; Oliveira, L.F.S. Destoning the moatize coal seam, Mozambique, by Dry Jigging. Minerals 2020, 10, 771. [Google Scholar] [CrossRef]
- Ambros, W.M.; Sampaio, C.H.; Cazacliu, B.G.; Miltzarek, G.L.; Miranda, L.R. Usage of air jigging for multi-component separation of construction and demolition waste. Waste Manag. 2017, 60, 75–83. [Google Scholar] [CrossRef] [PubMed]
- Cazacliu, B.; Sampaio, C.H.; Miltzarek, G.; Petter, C.; Le Guen, L.; Paranhos, R.; Huchet, F.; Kirchheim, A.P. The potential of using air jigging to sort recycled aggregates. J. Clean. Prod. 2014, 66, 46–53. [Google Scholar] [CrossRef]
- Hoffmann Sampaio, C.; Ambrós, W.M.; Cazacliu, B.G.; Oliva Moncunill, J.; Veras, M.M.; Miltzarek, G.L.; Silva, L.F.; Kuerten, A.S.; Liendo, M.A. Construction and demolition waste recycling through conventional jig, air jig, and sensor-based sorting: A comparison. Minerals 2021, 11, 904. [Google Scholar] [CrossRef]
- Hoffmann Sampaio, C.; Cazacliu, B.G.; Ambrós, W.M.; Kronbauer, M.A.; Tubino, R.M.; Dal Molin, D.C.; Oliva, J.; Miltzarek, G.L.; Waskow, R.P.; Dos Santos, V.L. Demolished concretes recycling by the use of pneumatic jigs. Waste Manag. Res. 2020, 38, 392–399. [Google Scholar] [PubMed]
- Malysz, G.N.; Cappellesso, V.G.; Silvestro, L.; Dal Molin, D.C.C.; Masuero, A.B. Natural and accelerated carbonation in concrete associated with recycled coarse aggregate treated by air jigging technology. J. Mater. Civ. Eng. 2022, 34, 04022133. [Google Scholar] [CrossRef]
- Waskow, R.P.; Dos Santos, V.L.; Ambrós, W.M.; Sampaio, C.H.; Passuello, A.; Tubino, R.M. Optimization and dust emissions analysis of the air jigging technology applied to the recycling of construction and demolition waste. J. Environ. Manag. 2020, 266, 110614. [Google Scholar] [CrossRef] [PubMed]
- Ambrós, W.M.; Cazacliu, B.G.; Sampaio, C.H. Wall effects on particle separation in air jigs. Powder Technol. 2016, 301, 369–378. [Google Scholar] [CrossRef]
- Boylu, F.; Talı, E.; Çetinel, T.; Çelik, M. Effect of fluidizing characteristics on upgrading of lignitic coals in gravity based air jig. Int. J. Miner. Process. 2014, 129, 27–35. [Google Scholar] [CrossRef]
- Sahoo, M.; Kumar, A.; Chalavadi, G.; Gupta, A.; Singh, R.K. Enhancement of dry beneficiation of coal by air distributor design modification in an air-pulsated stratifier. Nat. Resour. Res. 2021, 30, 3643–3658. [Google Scholar] [CrossRef]
- Aziz, M.A.; Isa, K.M.; Miles, N.; Rashid, R. Pneumatic jig: Effect of airflow, time and pulse rates on solid particle separation. Int. J. Environ. Sci. Technol. 2019, 16, 11–22. [Google Scholar] [CrossRef]
- Coelho, A.; de Brito, J. Environmental analysis of a construction and demolition waste recycling plant in Portugal–Part I: Energy consumption and CO2 emissions. Waste Manag. 2013, 33, 1258–1267. [Google Scholar] [CrossRef] [PubMed]
- King, R. A quantitative model for gravity separation unit operations that rely on stratification. In Proceedings of the Twentieth International Symposium on the Application of Computers and Mathematics in the Mineral Industries, Johannesburg, South Africa, 19–23 October 1987; pp. 147–151. Available online: http://saimm.org.za/Conferences/Apcom87Metallurgy/141-King.pdf (accessed on 30 April 2024).
- Warke, S.; Puranik, V. Comparison of energy consumption of ABS and PLA while 3 D printing with fused deposition modeling process. Mater. Today Proc. 2022, 66, 2098–2103. [Google Scholar] [CrossRef]
- Woollacott, L.; Tripathy, A.; Potgieter, H. The effect of operating conditions on density stratification in a batch jig I: The influence on the equilibrium stratification profile. Miner. Eng. 2021, 170, 106838. [Google Scholar] [CrossRef]
- Woollacott, L.; Tripathy, A.; Potgieter, J. The effect of operating conditions on density stratification in a batch jig II: The influence on stratification kinetics. Miner. Eng. 2021, 164, 106846. [Google Scholar] [CrossRef]
- Mayer, F. Fundamentals of a potential theory of the jigging process. In Proceedings of the 7th International Mineral Processing Congress, New York, NY, USA, 20–24 September 1964; pp. 75–86. [Google Scholar]
- Raposo, F.L.Q. Investigação das Características Operacionais na Jigagem a Seco, Visando à Adoção de Novas Estratégias do Processo. Ph.D. Thesis, Universidad Federal de Río Grande del Sur, Porto Alegre, Brazil, 2023. Available online: http://hdl.handle.net/10183/257558 (accessed on 30 April 2024).




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Density (g/cm3) | Color | PLA (g) | Steel (g) | Steel Sphere (mm) |
|---|---|---|---|---|
| 0.4 | Silver | 1.6 | 0.1 | 3 |
| 0.6 | Light blue | 2.4 | 0.1 | 3 |
| 0.8 | White | 3.3 | 0.1 | 3 |
| 1.0 | Marble | 4.1 | 0.1 | 3 |
| 1.2 | Yellow | 2.5 | 2.5 | 8.5 |
| 1.4 | Dark blue | 3.4 | 2.5 | 8.5 |
| 1.6 | Green | 4.2 | 2.5 | 8.5 |
| 1.8 | Red | 2.2 | 5.4 | 11 |
| 2.0 | Orange | 3 | 5.4 | 11 |
| 2.2 | Grey | 3.8 | 5.4 | 11 |
| 2.4 | Black | 4.0 | 6.3 | 11.5 |
| t (s) | Δt (s) | Increasing Freq. | Decreasing Freq. | Increasing Amp. | Decreasing Amp. |
|---|---|---|---|---|---|
| F (CPM) | F (CPM) | Flow (%) | Flow (%) | ||
| 0 | 0 | 55 | 85 | 90 | 100 |
| 15 | 15 | 65 | 75 | 93.3 | 96.6 |
| 30 | 15 | 75 | 65 | 96.6 | 93.3 |
| 45 | 15 | 85 | 55 | 100 | 90 |
| 60 | 15 | - | - | - | - |
| Index/Time | 30 s | 60 s | 90 s | 120 s | 150 s | 180 s | 210 s | 240 s | 270 s | 300 s |
|---|---|---|---|---|---|---|---|---|---|---|
| (g/cm3) | 1.75 | 1.72 | 1.72 | 1.72 | 1.68 | 1.69 | 1.70 | 1.72 | 1.70 | 1.68 |
| Ep | 0.17 | 0.08 | 0.08 | 0.12 | 0.12 | 0.09 | 0.09 | 0.11 | 0.10 | 0.09 |
| Index/Time | Decreasing Flow Rate | Increasing Frequency | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 60 s | 120 s | 180 s | 240 s | 300 s | 60 s | 120 s | 180 s | 240 s | 300 s | |
| (g/cm3) | 1.72 | 1.71 | 1.69 | 1.71 | 1.69 | 1.70 | 1.73 | 1.74 | 1.72 | 1.75 |
| Ep | 0.15 | 0.07 | 0.10 | 0.07 | 0.10 | 0.09 | 0.13 | 0.12 | 0.08 | 0.14 |
| Index/Time | Decreasing Flow Rate | Increasing Frequency | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 60 s | 120 s | 180 s | 240 s | 300 s | 60 s | 120 s | 180 s | 240 s | 300 s | |
| (g/cm3) | 1.73 | 1.71 | 1.72 | 1.73 | 1.73 | 1.72 | 1.73 | 1.74 | 1.73 | 1.73 |
| Ep | 0.12 | 0.09 | 0.10 | 0.09 | 0.10 | 0.12 | 0.07 | 0.09 | 0.08 | 0.09 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Raposo, F.L.Q.; Petter, C.O.; Ambrós, W.M. Unraveling Dry Jigging: Insights into Pulsation, Energy Consumption, and Stratification Dynamics. Minerals 2024, 14, 678. https://doi.org/10.3390/min14070678
Raposo FLQ, Petter CO, Ambrós WM. Unraveling Dry Jigging: Insights into Pulsation, Energy Consumption, and Stratification Dynamics. Minerals. 2024; 14(7):678. https://doi.org/10.3390/min14070678
Chicago/Turabian StyleRaposo, Fortunato Lucas Quembo, Carlos Otávio Petter, and Weslei Monteiro Ambrós. 2024. "Unraveling Dry Jigging: Insights into Pulsation, Energy Consumption, and Stratification Dynamics" Minerals 14, no. 7: 678. https://doi.org/10.3390/min14070678