3.3. Minerals in the UCG Ash and Slag
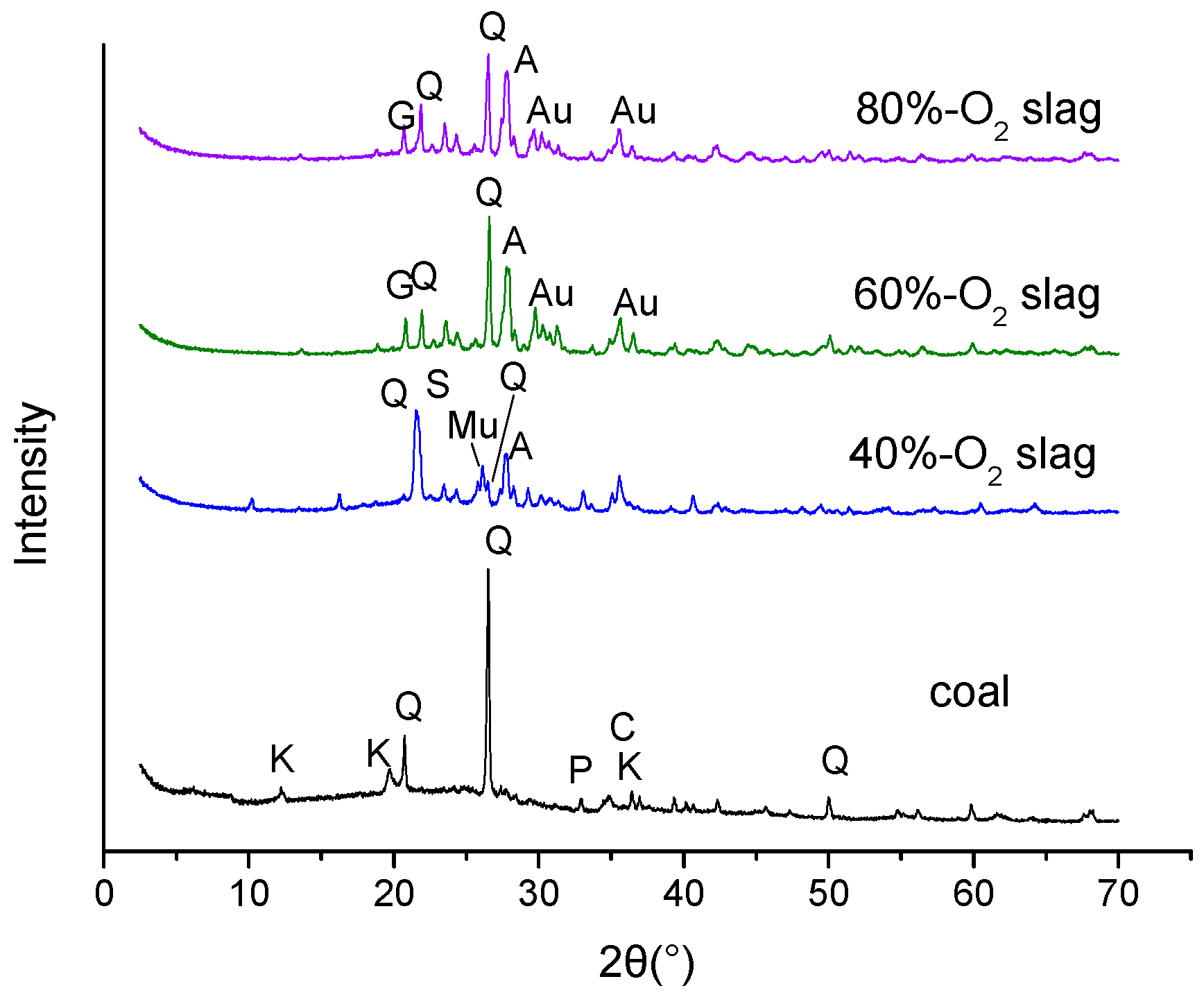
To further understand the mineral transformation behavior that occurs during the UCG process, X-Ray diffraction analysis was carried out to identify the typical minerals present in the UCG residual samples. The XRD patterns of raw coal and UCG slag at different atmospheres are summarized in
Figure 8, and the quantitative analysis results using Siroquant are listed in
Table 6. The major minerals found in raw coal include quartz (melting point (
Tm): 1723 °C), illite, and clay minerals (mostly kaolinite). Minor amounts of pyrite and chlorite are also observed. In the 40%-O
2 slag, high-temperature quartz, anorthite (
Tm: 1550 °C), mullite (
Tm: 1900 °C), sekaninaite (
Tm: 1200 °C), and massive amorphous substance materials (49%) become the major minerals. The mineral compositions of 60%-O
2 slag and 80%-O
2 slag are similar, and the dominant minerals involve high-temperature quartz, anorthite, gehlenite (
Tm: 1500 °C), and pyroxene. Furthermore, the amount of quartz and anorthite in 80%-O
2 slag is less than that in 60%-O
2 slag, while gehlenite is formed in great quantities. Clay and iron minerals in coal have not been found in UCG slag, which suggests that they have been transformed to anorthite and pyroxene during oxygen-enriched gasification.
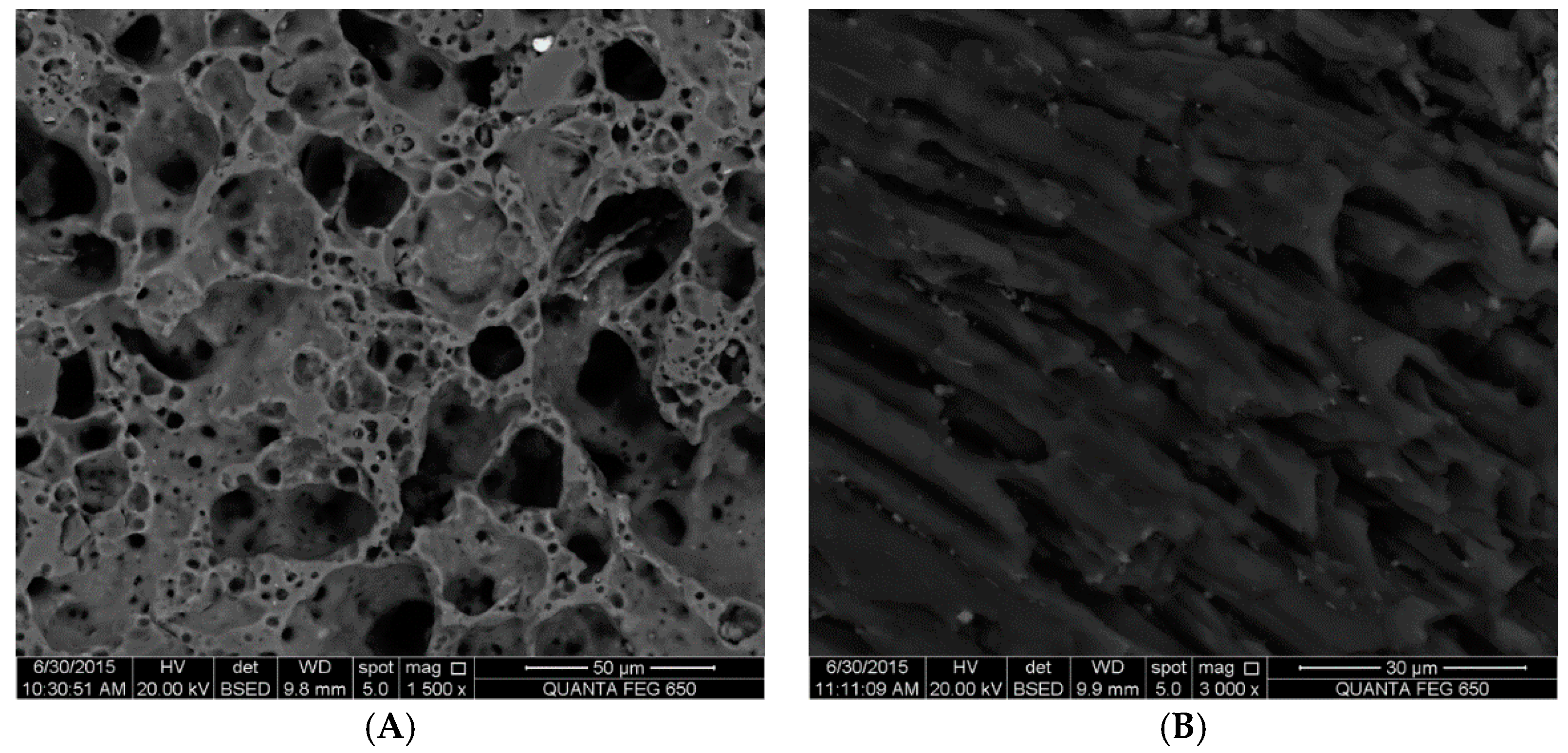
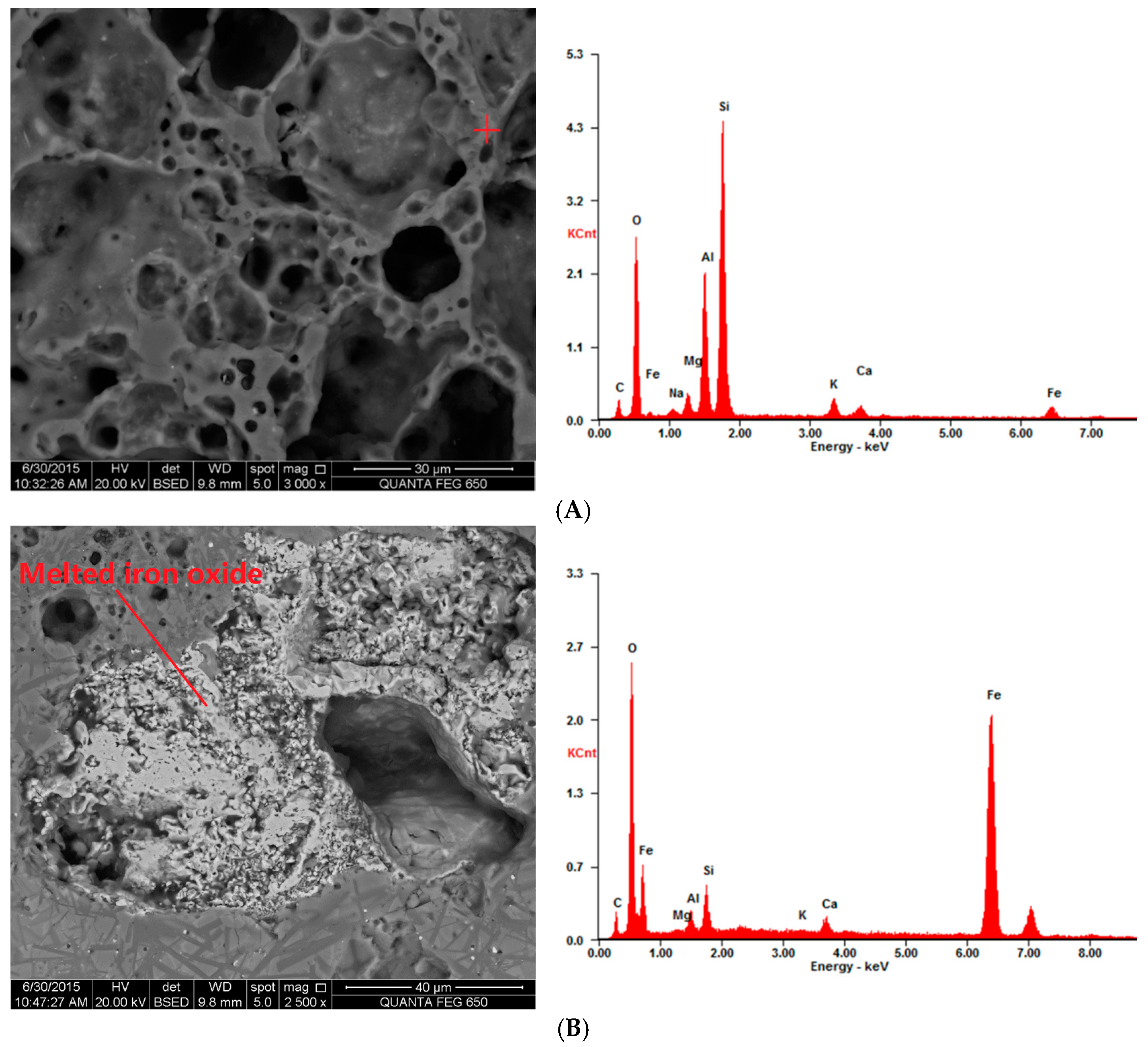
In addition to X-Ray diffraction analysis, SEM-EDS examination was also performed to investigate the typical minerals present in the UCG slag. A great deal of amorphous materials were identified in the 40%-O
2 slag based on XRD analysis, which was also proven by SEM images, shown in
Figure 9A, in which a large amount of porous and melted materials could be observed. It has been reported that during gasification, the decrease in crystallization intensity of the minerals with increasing temperature is not only due to the decomposition of some mineral phases, but also because of the formation of molten liquid(SLAG) [
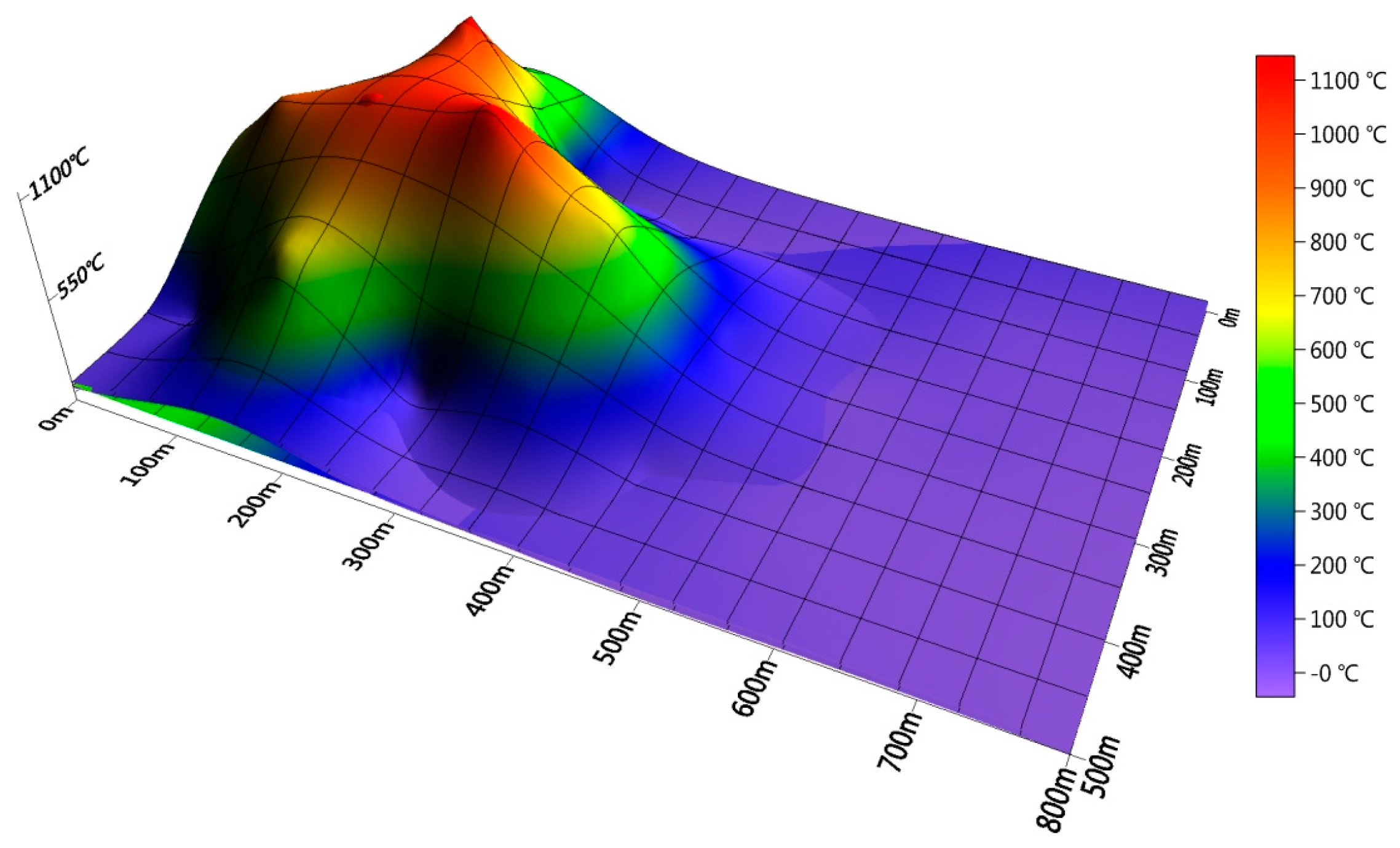
32]. Based on the previous information for temperature distribution in the 40%-O
2 gasification condition, the temperatures in the oxidation zone are in the range of 1100 to 1200 °C, which is close to the ash fusion point of the test coal. Therefore, it is concluded that under this gasification condition, the minerals in coal might melt and then form slag after cooling down, leading to an obvious disappearance of crystal minerals. Simultaneously, a small portion of the crystal minerals could be encapsulated by the melting material.
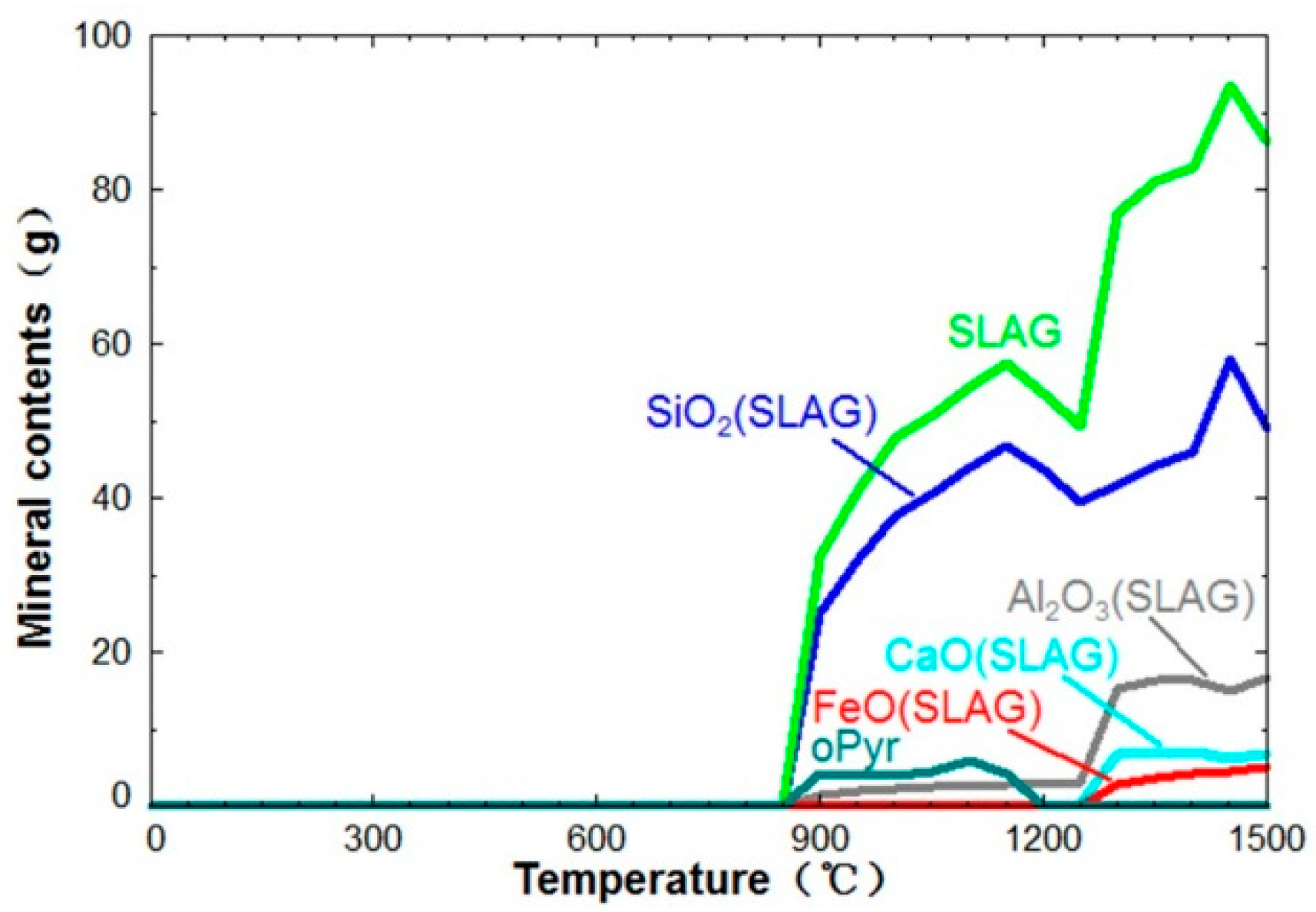
The mineral transformations with increasing temperature are displayed in
Figure 10. It is indicated that in the 40%-O
2 gasification condition, mineral melting occurs at temperatures lower than 900 °C. With further increasing temperature, the slag content continuously increases. Massive high-temperature quartz mineral slag (SiO
2(SLAG)) and pyroxene mineral solid solution (oPyr(solution)) are generated at temperatures ranging from 900 to 1200 °C. The difference between the thermodynamic calculation and the sample analysis should be attributed to the ideal state adopted in the equilibrium calculations. However, both sample analysis and thermodynamic simulation show that the melting temperature of coal minerals is significantly lower than the ash fusion temperature of coal in UCG reduction conditions. Because there is a big difference between the modeling results of mineral transformation in these oxygen-enriched conditions with the experimental results, the results in 60%-O
2 and 80%-O
2 are not given here. The real gasification reaction is always limited by the reaction kinetic, mass transport, unknown reactions, and interfaces, especially in underground coal simulation conditions.
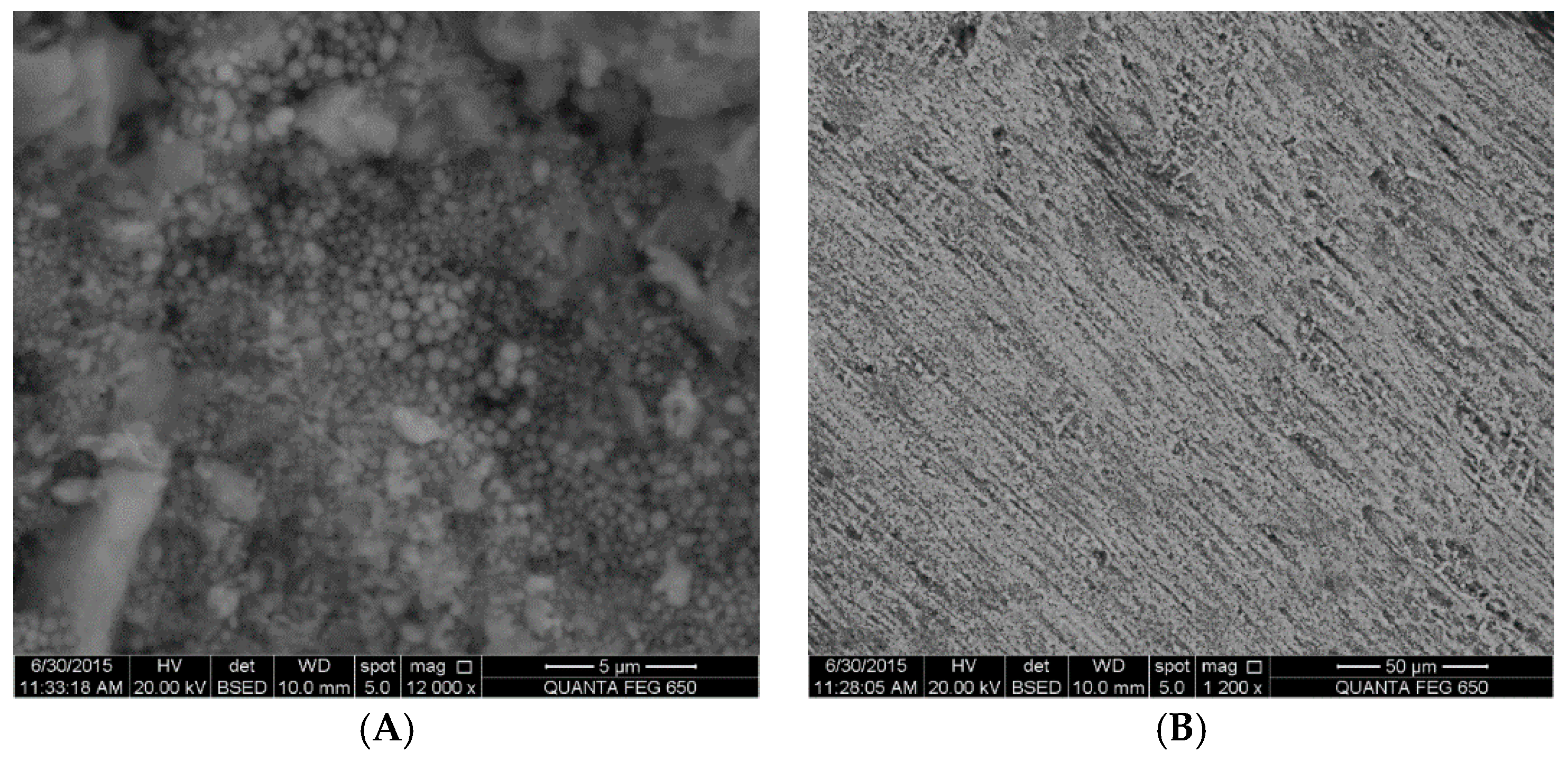
SEM images of 60%-O
2 slag and 80%-O
2 slag are shown in
Figure 11 and
Figure 12, respectively. In 60%-O
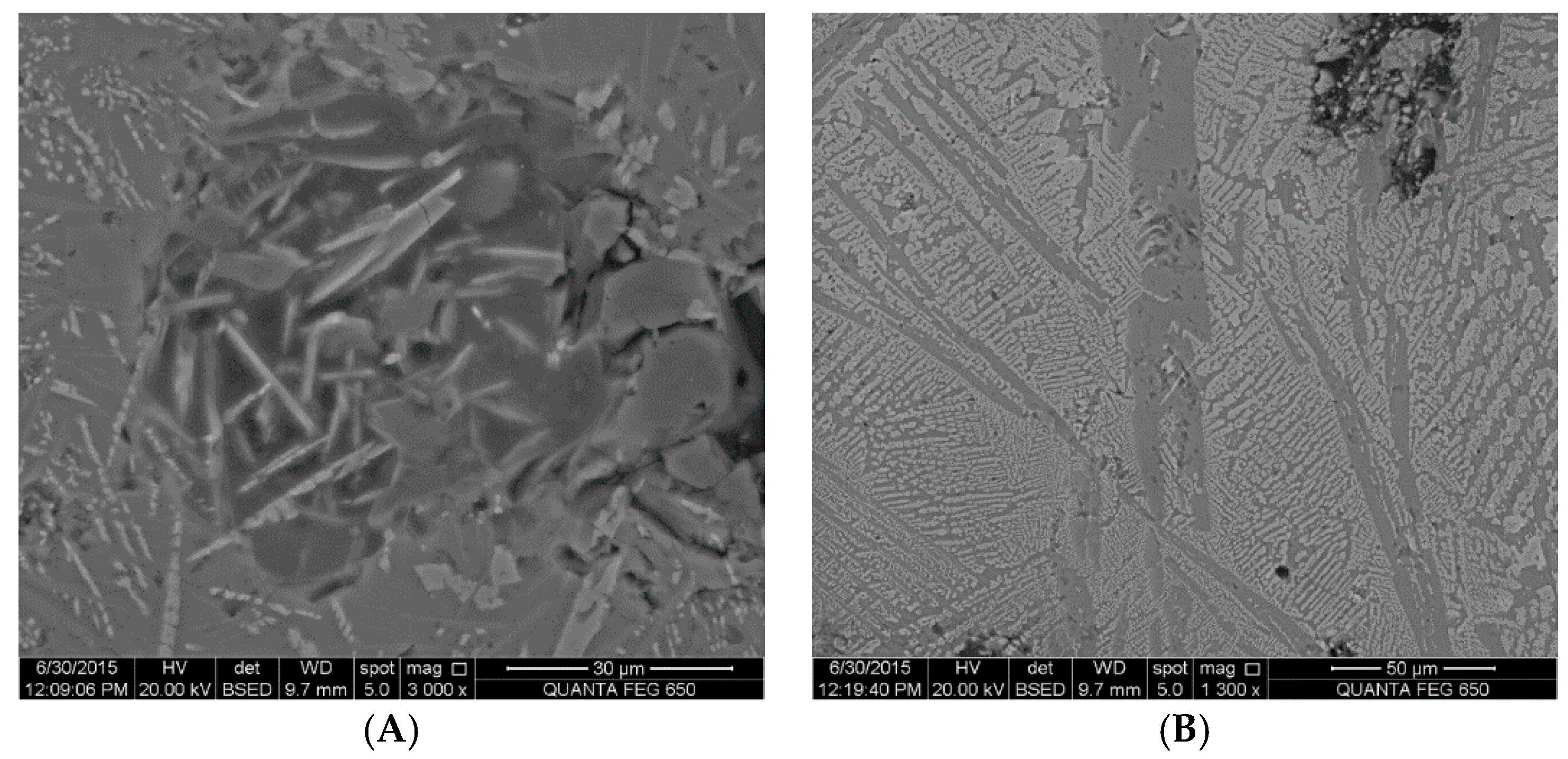
2 slag, a small amount of amorphous glass beads could still be found, which is in agreement with the XRD quantitative analysis. However, amorphous material is hardly observed in 80%-O
2 slag, and a large amount of crystals appear in the shape of rod-like stacks (
Figure 12A). A possible reason for this change could be explained as follows: with an increase in the oxygen concentration in the injection gas, the reaction temperature continuously increases, causing melting minerals to react further and produce new crystal minerals at temperatures over 1200 °C, contributing to the remarkable increase in the anorthite and pyroxene contents in the 60%-O
2 slag and 80%-O
2 slag. In other words, oxygen-enriched gasification is beneficial to the regeneration of typical minerals.
In the SEM image of 40%-O
2 slag, unburned carbon in the shape of plant cells was observed, and the whole micro-morphology is comparatively complicated (
Figure 9B). In comparison, the SEM image of the 60%-O
2 slag seems to be more homogeneous and is shown to have a wheat head formation (
Figure 11B), which has been previously noted in the study of surface gasification ash by Matjie [
34]. The homogeneous phenomenon is even more obvious for the 80%-O
2 slag, where crystal minerals are regularly arranged in lamellar stacks formation. The transformation of micro-morphology from disordered, porous, and melting minerals to homogeneous and orderly crystals indicates that the crystal structure of minerals tends to be more orderly with increases in the oxygen content from 40% to 80%.
Mullite is found in the 40%-O
2 slag, while it disappears in the 60%-O
2 and 80%-O
2 slag. Instead, massive anorthite is formed in the 60-O
2 slag. It is suggested that mullite reacts with calcium oxide contained in the slag to generate anorthite at temperatures over 1130 °C [
35]. In addition, the alkali metals in coal may inhibit the formation of mullite at high temperatures [
36]. These factors lead to the reduction and disappearance of mullite with the increase in the oxygen concentration during UCG process.
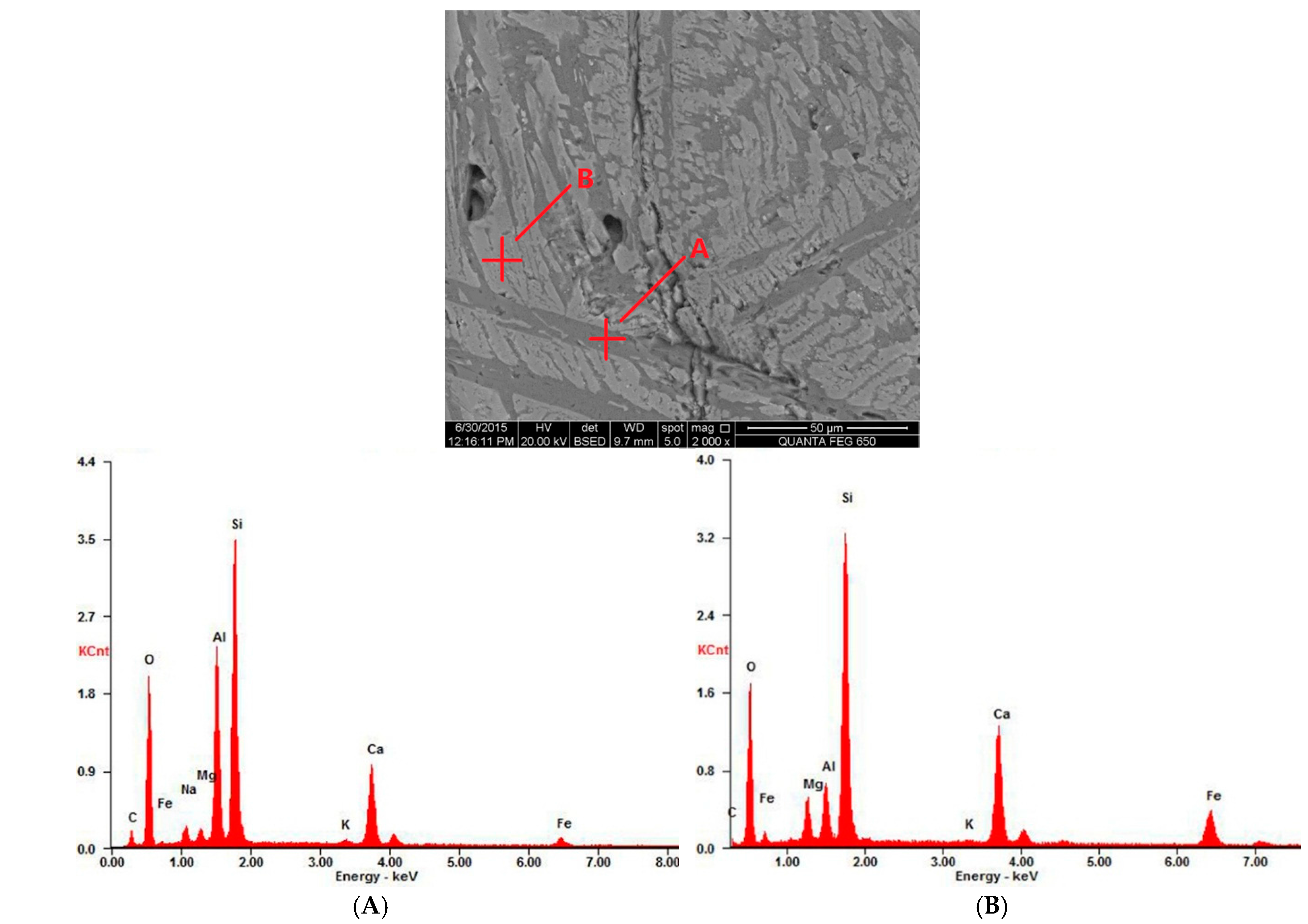
As shown in the SEM image in
Figure 13, as a whole, 80%-O
2 slag is mainly composed of two type of materials, phase “A” and phase “B.” From the Energy-Dispersive Spectrometer (EDS) quantitative analysis, as listed in
Table 7, it is inferred that phase “A” contains anorthite crystals and phase “B” is the solid solution of gehlenite and pyroxene. The previous XRD analysis showed that in the 80%-O
2 slag, the anorthite content is reduced, while gehlenite is formed in great quantities. Therefore, it can be concluded that anorthite forms in great quantities at 1200 °C and tends to melt as the temperature increases, so its crystal content gradually decreases until it finally disappears at 1400 °C. It is also reported that gehlenite is formed between 1200 and 1400 °C and begins to decrease above 1400 °C [
37]. Thus, it is assumed that anorthite may provide a calcium source for the formation of gehlenite, which also accounts for the reduction of anorthite in the 80%-O
2 slag.
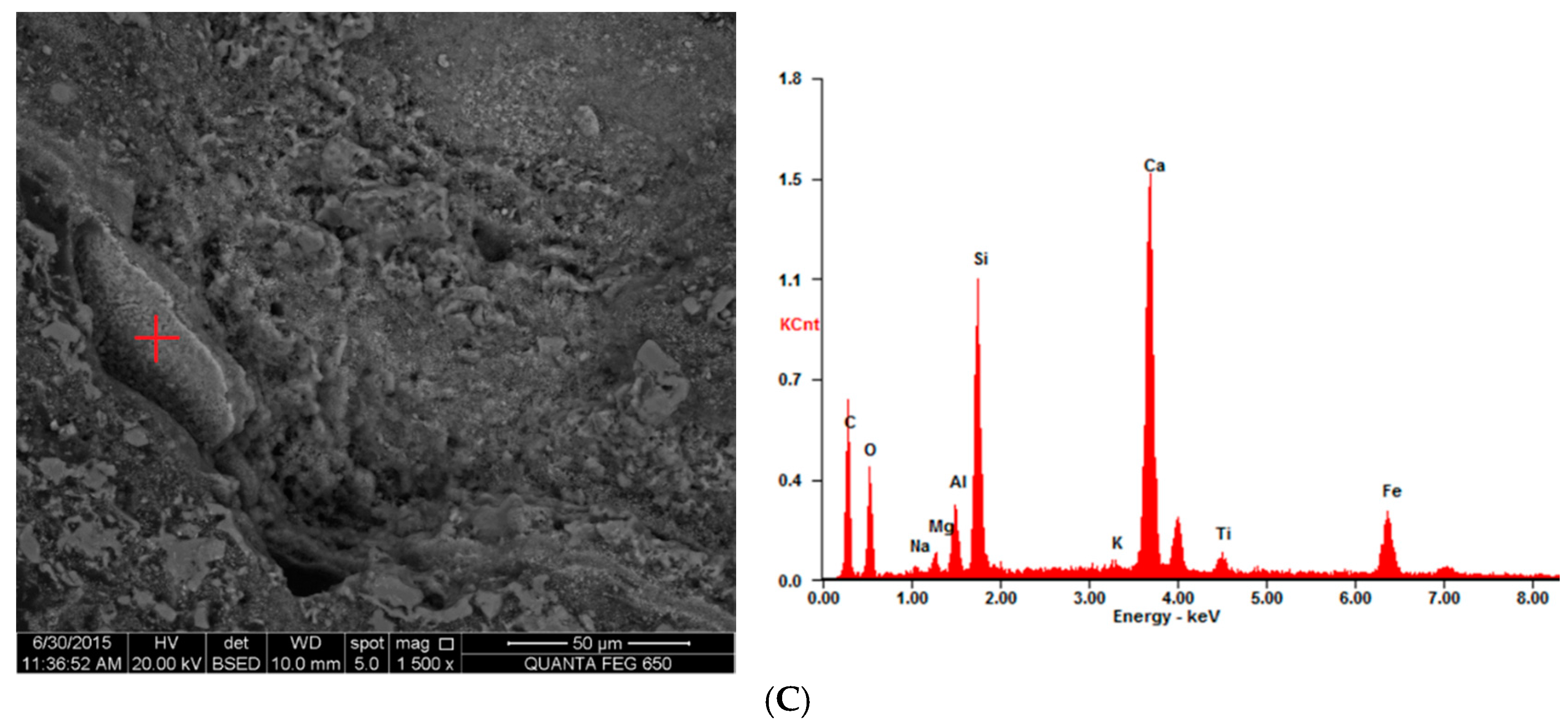
Based on the result of SEM-EDS analysis in
Figure 14, sekaninaite is proven to exist in 40%-O
2 slag. Moreover, iron oxide is also found in the form of Fe
3O
4, as concluded from the EDS quantitative results (
Table 8). However, the iron-bearing mineral in 60%-O
2 slag and 80%-O
2 slag is mainly pyroxene on the basis of the SEM-EDS results, which is in agreement with the previous XRD quantitative analysis result. For the UCG residue, the existence of sekaninaite (Fe
2Al
4Si
5O
18) has been observed and proven to be the product of the reaction between SiO
2 and hercynite (FeAl
2O
4) at high temperatures [
20]. It has been reported that under oxygen-enriched gasification conditions, the iron-bearing mineral tends to react with aluminosilicate to form pyroxene [
38]. Therefore, the reaction mechanism of iron-bearing minerals at high temperatures could be concluded to be iron mineral oxidizing to form magnetite (Fe
3O
4) and then converting to Fe
2+ in hercynite during the gasification process (in a reductive atmosphere). Hercynite reacts with SiO
2 to form sekaninaite, and then sekaninaite is further oxidized to produce pyroxene with the increase in oxygen concentration.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}