Further Investigations on Simultaneous Ultrasonic Coal Flotation

Mining Engineering Department, Engineering Faculty, Istanbul University, Avcilar, Istanbul 34320, Turkey
Minerals 2017, 7(10), 177; https://doi.org/10.3390/min7100177
Submission received: 30 August 2017
/
Revised: 17 September 2017
/
Accepted: 19 September 2017
/
Published: 22 September 2017
(This article belongs to the Special Issue Selected Papers from the 2nd International Conference on Mining in Europe)
Abstract
:This study investigates the flotation performance of a representative hard coal slime sample (d80 particle size of minus 0.2 mm) obtained from the Prosper-Haniel coal preparation plant located in Bottrop, Germany. Flotation was carried out with a newly designed flotation cell refurbished from an old ultrasonic cleaning bath (2.5 L volume) equipped with a single frequency (35 kHz) and two different power levels (80–160 W) and a sub-aeration-type flotation machine operating at a stable impeller speed (1200 rpm) and air rate (2.5 L/min). The reagent combination for conventional and simultaneous ultrasonic coal flotation tests was Ekofol-440 at variable dosages (40–300 g/t) with controlling water temperature (20–25 °C) at natural pH (6.5–7.0). The batch coal flotation results were analyzed by comparing the combustible recovery (%) and separation efficiency (%) values, taking mass yield and ash concentrations of the froths and tailings into account. It was found that simultaneous ultrasonic coal flotation increased yield and recovery values of the floated products with lower ash values than the conventional flotation despite using similar reagent dosages. Furthermore, particle size distribution of the ultrasonically treated and untreated coals was measured. Finely distributed coal particles seemed to be agglomerated during the ultrasonic treatment, while ash-forming slimes were removed by hydrodynamic cavitation.
1. Introduction
Available literature stated that the separate phases of the froth flotation process might be influenced by mechanical vibrations, by the acoustic wave process, or by a joint manifestation of these two physical phenomena. Some applications of ultrasonic treatment in mineral processing especially in flotation and extractive metallurgy, especially hydrometallurgy show that acoustic fields can produce significant positive impacts on recoveries of valuable products [1].
Ultrasonic energy can be used as a treatment method to enhance grade and recovery in the froth flotation process, which are also influenced by other operational, material, chemical, and equipment-related parameters [1]. Previous researchers [2,3] indicated that modifying solid surfaces, especially physical surface cleaning by help of a cavitation process created by power ultrasound at certain frequency and time intervals before and during froth flotation might cause significant changes in the adsorption of collectors on mineral surfaces and accordingly in their flotation responses.
While previous researchers [4,5,6,7,8] investigated the effects of ultrasonics before the flotation process for removal of adsorbed layers of reagents from mineral surfaces or emulsification of the reagents, recent studies [9,10,11,12,13,14,15,16,17,18] have concentrated on the effect of ultrasonic treatment during the flotation process, which is called simultaneous ultrasonic treatment.
Simultaneous ultrasonic treatment causes significant changes in local temperatures and pressures within the liquid media containing solid minerals and certain reagents at variable dosages during flotation. This energy can improve the effectiveness of reagent molecules at solid surfaces and interfaces due to their more uniform distribution in the suspension and also in enhancement of the activity of the chemicals used [19].
Power ultrasound is known to create its effect via cavitation bubbles. When power ultrasound is applied to a liquid in sufficient power, frequency and intensity, the liquid is alternately subjected to compression and expansion forces giving rise to cavitation bubbles [20]. The application of power ultrasound into a liquid containing a mixture of solid particles makes the bubbles collapse near a solid surface, a high-speed jet of liquid is driven into the particles, and this jet can deposit enormous energy densities at the site of impact [21].
The interaction forces involved in physical adsorption of a reagent molecule during froth flotation process are weaker than forces involved in chemical adsorption. The physical bond between reagent molecule and mineral surface can be easily broken by hydrodynamic turbulence created by ultrasound [22]. In the case of chemical adsorption, the interaction forces between a reagent molecule and the mineral surface are stronger and cannot be broken by ultrasonication. Increased flotation recoveries in the presence of ultrasonic treatment could be explained by the cleaning and formation of micropits on mineral surfaces with the effect of ultrasound.
The introduction of ultrasonic energy into a flotation system could produce changes in the system and cause a severe change of flotation rates. Some studies indicated that sound irradiation might change the pH value, surface tension, and oxidation-reduction potential of flotation pulp with a certain increase in local temperature and pressure. Previous researchers have stated that the application of ultrasound during flotation, even for a short period, for various minerals such as ilmenite, rutile, and zircon, had considerably increased the flotation response and had yielded significant increases in the recovery and grade values of the valuable minerals. These improved values were believed to be due to the effective cleaning of particle surfaces from film coatings, namely slimes [22,23,24,25,26].
Cao et al. recently investigated the flotation of an oxidized pyrite ore and reported the effects of ultrasound on the hydrophobicity. They mentioned that the ultrasonication showed opposite effects by further oxidation of both slightly and heavily oxidized pyrite within a very short time [5].
Videla et al. studied flotation recovery of copper sulfide tailings. They found that the effect of acoustic cavitation cleans particle surfaces and minimizes slime coatings, facilitating the action of the reagents with the help of ultrasound [24].
Barry et al. investigated hydroacoustic cavitation (HAC) treatment on the flotation of a nominal −150 μm Illinois-basin bituminous coal. They reported that cavitation was produced either by flow through an ultrasonic resonator chamber or enhanced cavitation was produced by initial flow through a cavitation chamber followed by flow through the ultrasonic unit. Their results indicated that the desliming of the fines at a −25 μm particle size improved flotation (with 80% ash rejection) substantially. Removing most of these high-ash fines resulted in less material being carried over into the froth product [4].
Ghadyani et al. also studied the effect of ultrasonic irradiation as a pretreatment method for high-ash coal flotation and its kinetics. They applied ultrasonic treatment prior to flotation at different ultrasonic power levels and periods. Their flotation experiments were conducted based on a two-level fractional factorial design with six variables: ultrasound intensity, collector dosage, conditioning time, pH, rotor speed, and solid content. Their optimized parameters were reported as follows: ultrasound intensity, 30 W/cm2; 1500 g/t collector, 11 min of conditioning time, pH = 7.5, 800 rev/min of rotor speed, and 10% solid content. They concluded that their kinetic flotation experiments were 10% faster using ultrasonic conditioning in comparison with conventional conditioning [8].
The present article covers the further investigations on simultaneous hard coal flotation tests by studying floatability of freshly obtained finely sized hard coal samples supplied from the Prosper-Haniel coal preparation plant located in Bottrop, in the Ruhr Region of Germany. The tests were performed by use of a newly designed flotation cell refurbished from an ultrasonic bath with a single frequency and two different power levels and a sub-aeration-type flotation machine.
2. Materials and Methods
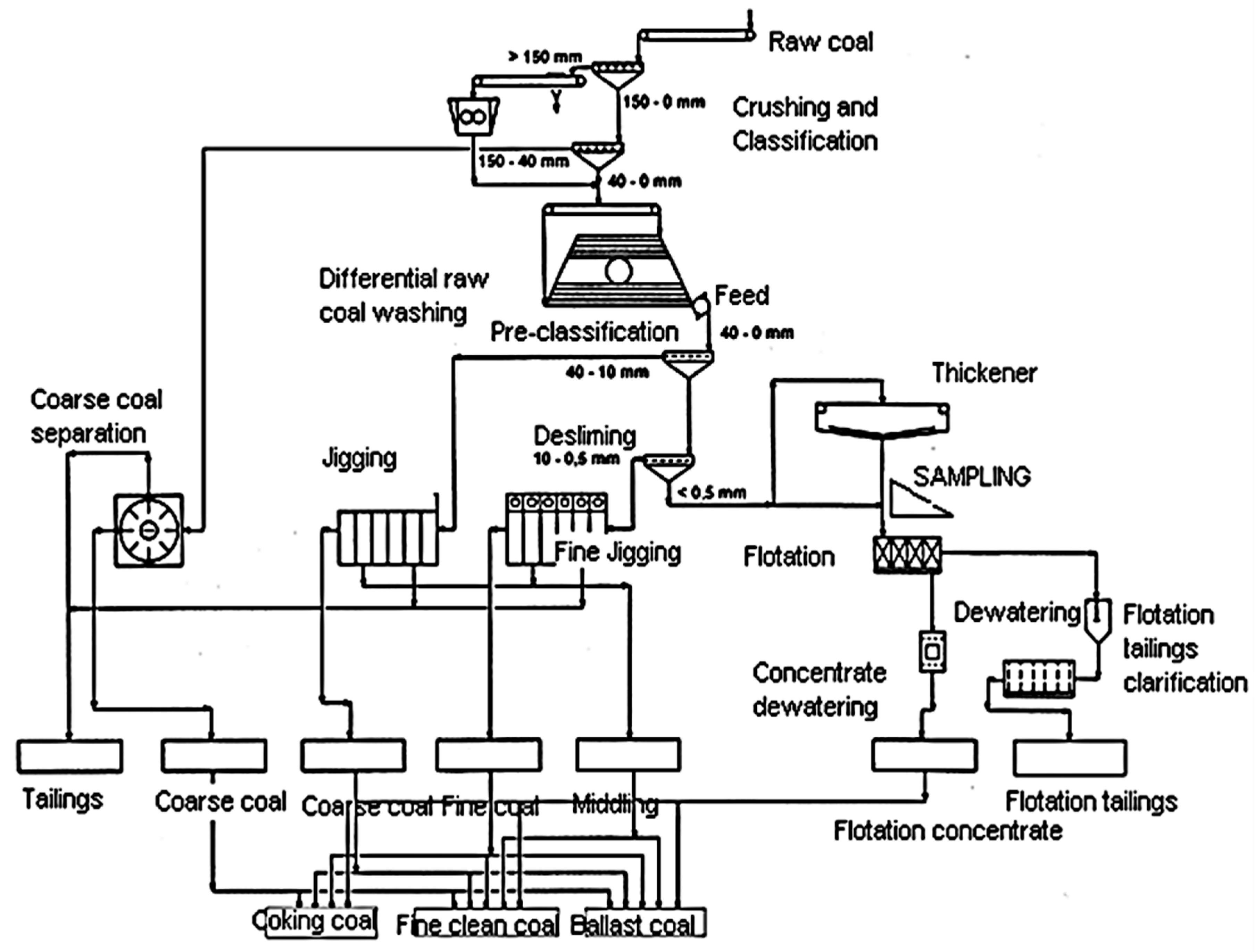
The present hard coal slime samples with approximately 10–12% solids in pulp containers were representatively sampled from the plant. A simplified coal preparation flowsheet of the plant and the point where the current samples were taken is shown in Figure 1. The sample contains finely sized coals from the entrance of the flotation feed bank at the plant.
Table 1 presents the particle size distribution, calorific value, ash, and sulfur concentrations of the hard coal slime samples on a dry basis.
In Table 1, it is seen that the d80 particle size of the sample is below 0.200 mm, while the d50 particle size (median value) of the sample is around 0.040 mm. The quality of the finer particle size fractions is lower than the coarser ones. Coal properties were measured according to DIN-51700 standard, and it seems that the heat value and sulfur concentrations of the coal sample are acceptable for further industrial use if the ash values can be reduced to certain levels (below 10%).
The coal flotation reagent was chosen as Ekofol-440 (Ekof, Bochum, Germany), which is a commercially used oily collector and frother mixture consisting of aliphatic alcohols in the C6 to C10 range, as well as phenols and phenol derivatives.
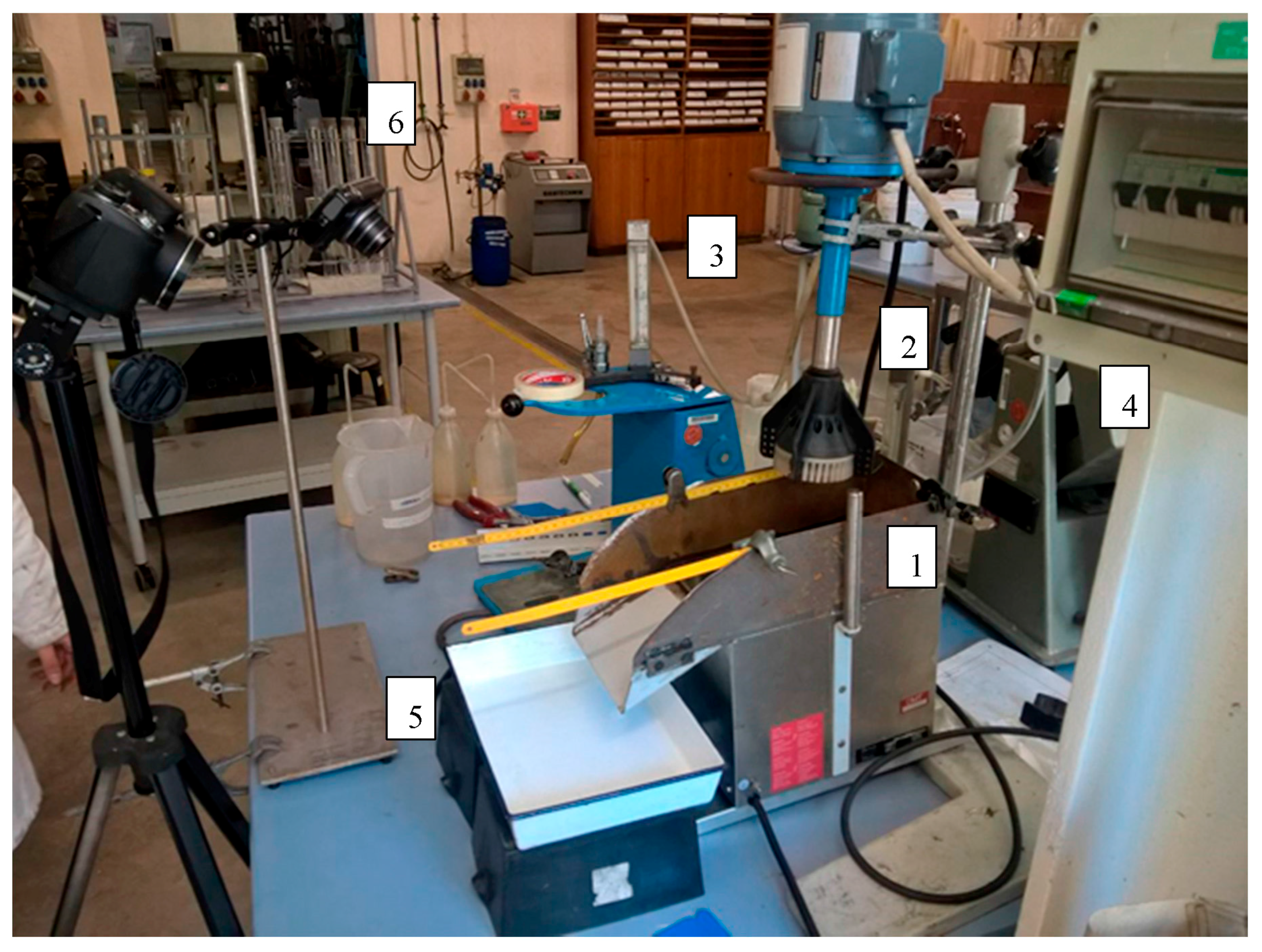
Coal flotation experiments were conducted by use of a re-designed flotation cell refurbished from an existing ultrasonic cleaning bath (Retsch) with a 2.5 L volume equipped with a single frequency (35 kHz) and two different power levels (80–160 W) and a sub-aeration-type flotation machine (Humboldt Wedag, Cologne, Germany) equipped with a stable impeller speed (1200 rpm) and air rate (2.5 L/min). Figure 2 shows the photo of the re-designed flotation cell as well as some auxiliary equipment for all experiments.
The ultrasonic generator of the bath was run at 100% of total output power during all stages of flotation, i.e., conditioning and aeration. By using the whole cell volume, total energy use for each flotation trial could be calculated as 30 and 60 W/L.
Flotation operation parameters were chosen according to the DIN-22017 [27] standard procedure, with conditioning (5 min) and flotation aeration times (a total of 6–7 min with 1 min intervals) separately, and a variable amount of Ekofol-440 reagent (dosage of 40–300 g/t) as a coal flotation collector–frother combination. Bottrop-mine-site local water as sample was in original pulp form with approximately 10–12% solids at ambient temperature (20–25 °C) and natural pH (6.5–7.0).
3. Experimental Results
Flotation tests can be categorized into different groups of conventional (no ultrasound) and simultaneous ultrasonic flotation experiments (with power levels of 30 and 60 W/L). While the main parameter was the ultrasonic power per volume, the other flotation variables, such as impeller speed, air rate, wash water regime, and time) were kept constant at each experiment for ease of comparison and evaluation of the results.
The purpose of these tests was to demonstrate and to clarify the yield and combustible recovery differences between conventional and simultaneous ultrasonic flotation tests. The batch flotation results were analyzed by comparing the combustible recovery and separation efficiency values taking yield and ash concentrations of the products into account. These values were calculated according to the following formula [14,28,29]:
- Combustible Recovery = [C × (100 − c)/F × (100 − f)] × 100
- Separation Efficiency = C × 100 × {[(100 − c) − (100 − f)]/[(100 − f) × f]}
- F: Weight of coal feed (%)
- C: Weight of clean coal (%)
- f: Ash of coal feed (%)
- c: Ash of clean coal (%)
3.1. The Effects of Ultrasound on Combustible Recovery and Separation Efficiency
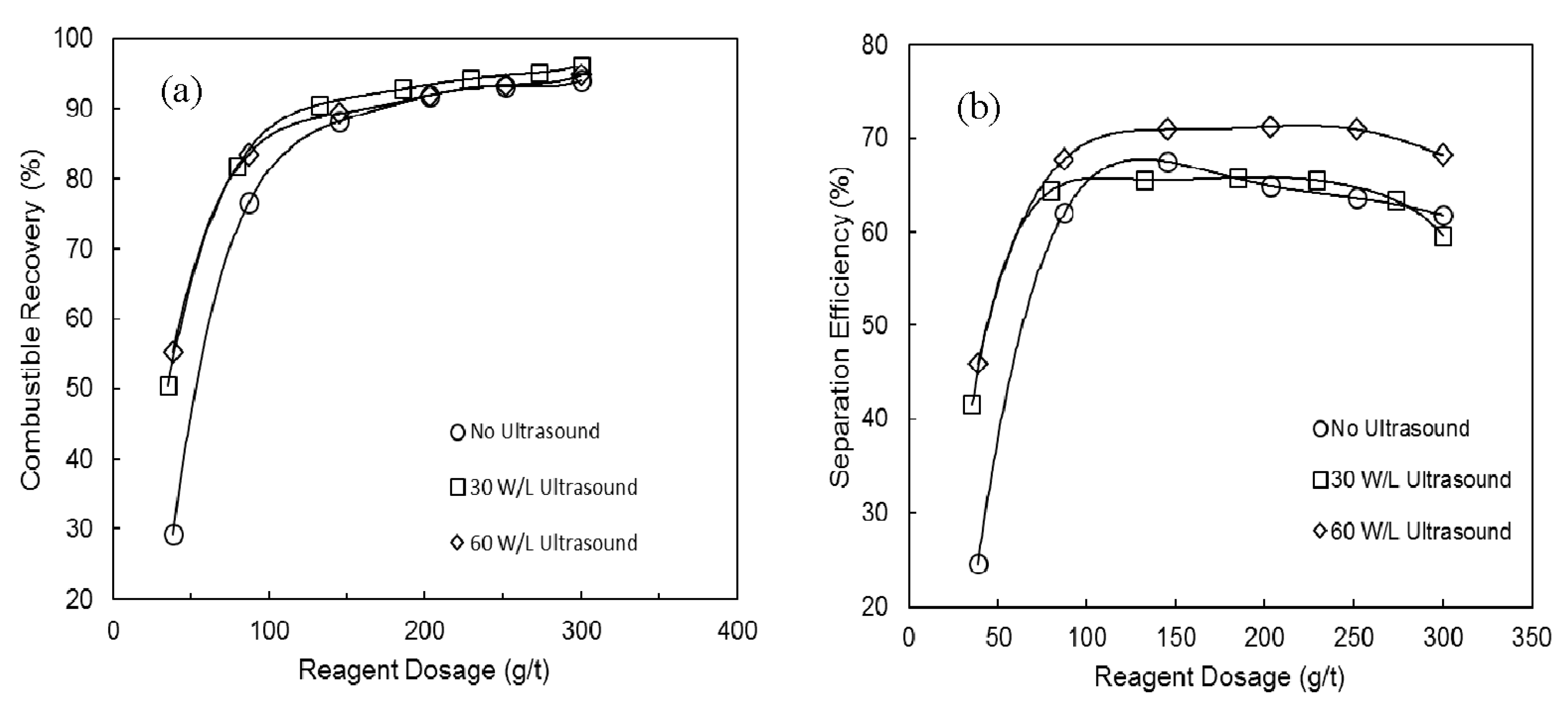
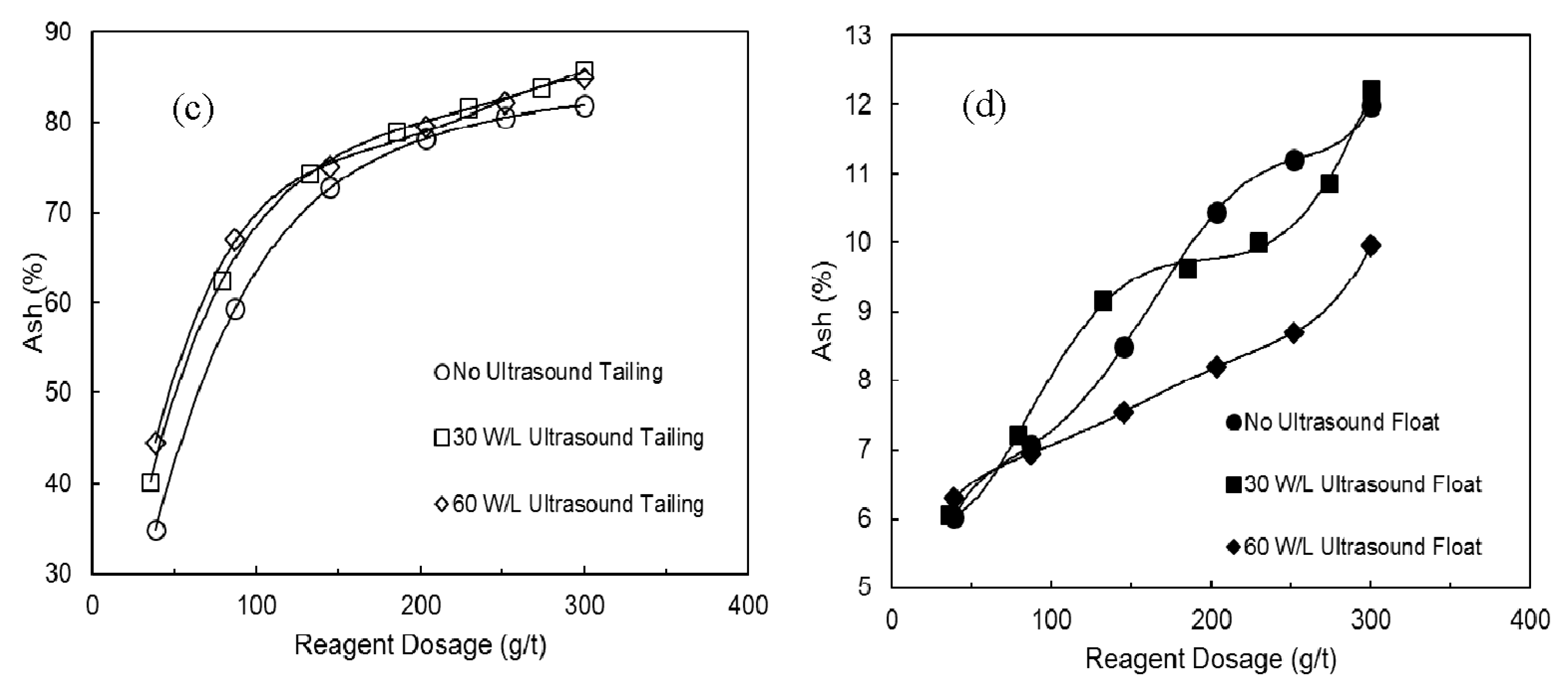
The conventional and ultrasonic coal flotation results were compared according to combustible recovery and separation efficiency values as well as ash concentrations of floats and tails with increase in reagent consumption as separate graphs in Figure 3.
It is clearly seen from Figure 3 that increasing reagent dosage from 40 g/t to 300 g/t drastically increased combustible recovery from 20% to over 90% levels in conventional flotation conditions, but separation efficiencies seemed to reach from 20% to 60% levels. This may be due to the increase in ash concentrations of both the tailing and float products collected into the froths as reagent dosage increased. It may be said that the optimal reagent dosage in conventional flotation conditions can be around 120–125 g/t because acceptable recovery (over 90% combustible recovery and over 70% separation efficiency) and ash concentrations of the flotation products (over 75% ash for the tailings and below 10% ash for the froths) were achieved.
When simultaneous ultrasonic treatment was applied, combustible recovery and separation efficiency values were clearly affected by the achievement of acceptable recovery and ash concentrations of the products, even though nearly half of the reagent dosage of the conventional conditions was consumed. The optimal reagent consumption could be seen around 95–100 g/t in order to achieve acceptable results. However, varying ultrasonic power levels from 30 to 60 W/L does not necessarily change the optimal reagent dosage or the acceptable values for flotation products.
3.2. Effects of Ultrasound on Particle Size Distribution
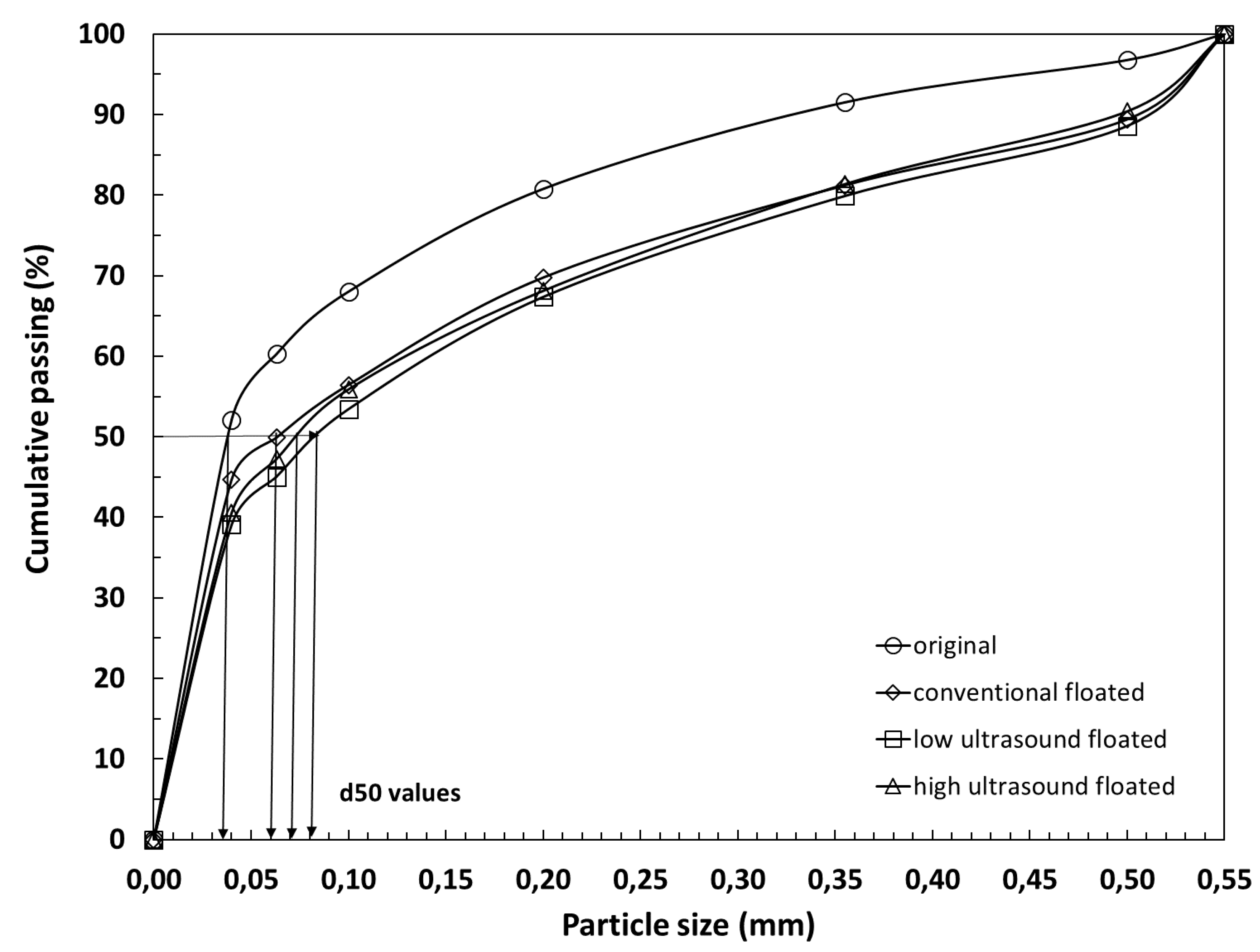
In order to understand whether simultaneous ultrasonic treatment affected the particle size distribution of the froth product, fractional and cumulative particle size distributions of the froth products from the conventional and simultaneous ultrasonic coal flotation tests were measured by sieving. Figure 4 shows the comparison of the particle size distributions of the original feed with floated coals according to simultaneous ultrasonic treatment.
It is seen from Figure 4 that the particle size distribution was affected by simultaneous ultrasonic treatment. As shown in Table 1 as well, the d50 value was around 0.040 mm. This value increased to around 0.060 mm during conventional flotation, and 0.070 and 0.080 mm after low and high ultrasonic treatment, respectively. This may be due to the removal of a certain amount of finely sized ash-forming clays after flotation. It is interesting to note that applying and increasing the simultaneous ultrasonic treatment from 30 to 60 W/L may have caused agglomeration of coal particles in the froths despite the fact that ultrasound may cause size reduction as power levels increase.
4. Discussion and Conclusions
The results from the current study can be summarized as follows:
Simultaneous ultrasonic treatment apparently decreased the optimal reagent dosage from 120–125 g/t to 95–100 g/t due to physical surface cleaning, improving contact between collector–frother and coal particles. Within the optimal reagent dosage, over 90% combustible recovery and 70% separation efficiency values were achieved during this study.
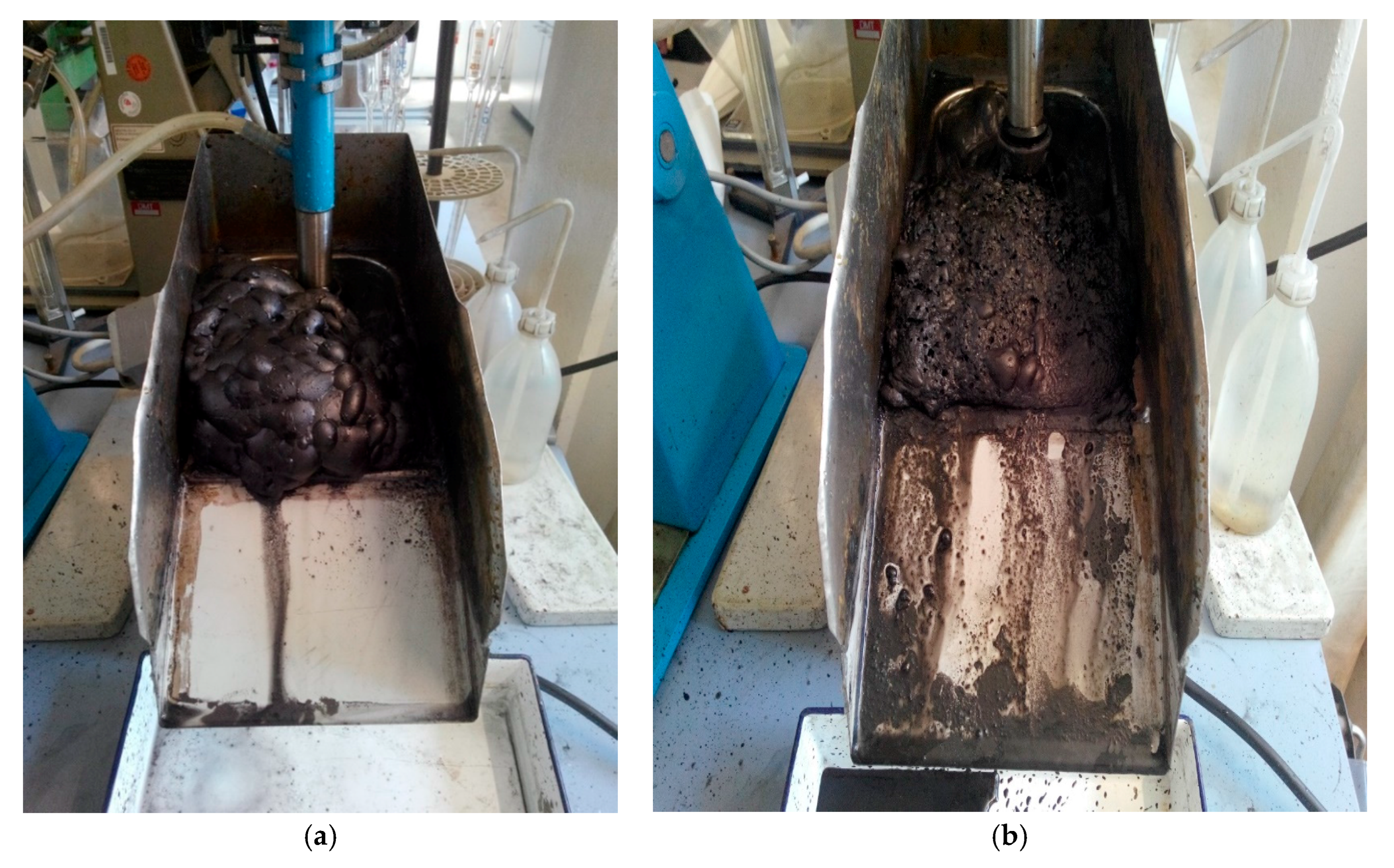
It was observed that froth or air bubble sizes were uniformly distributed inside the flotation cell and tended to become finer during ultrasonic flotation tests, as seen in Figure 5.
Temperature and pH levels were also controlled during the experiments. While the final temperature increased a little bit with time and ultrasonic power level, pH did not seem to fluctuate. As coal flotation does not continue more than 5 min, an increase in temperature and pH value is not thought to have a huge impact on the final results.
The particle size distribution was also affected due to simultaneous ultrasonic treatment as the d50 values of the froth products were higher than the feed. This may be due to the removal of a certain amount of finely sized ash-forming clays during ultrasonic coal flotation, causing a certain degree of agglomeration of the coal particles in the froth products. It was found that the aggregate size in the froth increased after ultrasound treatment, but it also cleaned the coal surface by removing slime coating. This may be because of, compared to the physical coating of hydrophilic solids on hydrophobic coal surfaces, the much stronger interaction between hydrophobic coagulation between coal particles and aggregates of coal-tiny bubbles generated by ultrasound. The applied ultrasound intensity was just between the range that was stronger than the hydrophilic slime coating on coal, but weaker than the strength of coal aggregates and coal-tiny bubble aggregates.
These conclusions imply that the positive effects of the simultaneous ultrasonic treatment are mainly due to physical cleaning of very finely sized ash-forming clays due to hydrodynamic cavitation and other related forces. If the cell volumes are increased for possible scale-up, the kinetic coal flotation date are collected, and the geometry of the ultrasonic transducers is modified, then more information may be revealed before a feasibility study is conducted for the possible future industrial use. In future work, investigation of the effects of acoustic cavitation due to ultrasound is also planned.
Acknowledgments
The author wishes to thank Rainer Lotzien, David Kwasnitza, Technische Hochschule Georg Agricola, Bochum, Germany, and the Alexander von Humboldt Foundation for providing with follow-up scholarship program for Ozkan in order to carry out further scientific research on the use of ultrasound in flotation in 2015. The present work was supported by the Research Fund of Istanbul University, Project No. BEK-2016-21347 and BEK-2017-24474.
Conflicts of Interest
The author declares no conflict of interest.
References
- Stoev, S.M.; Kuzev, L.; Metodiev, M.; Djendova, S. Vibroacoustic Improvements of Froth Flotation; Mavros, P., Matis, K.A., Eds.; Innovations in Flotation Technology. NATO ASI Series; Kluwer Academic Publishers: Dordrecht, The Netherlands, 1992; Volume 208, pp. 383–407. [Google Scholar]
- Altun, N.E.; Hwang, J.Y.; Hicyilmaz, C. Enhancement of flotation performance of oil shale cleaning by ultrasonic treatment. Int. J. Miner. Process. 2009, 91, 1–13. [Google Scholar] [CrossRef]
- Ambedkar, B.; Nagarajan, R.; Jayanti, S. Investigation of high-frequency, high-intensity ultrasonics for size reduction and washing of coal in aqueous medium. Ind. Eng. Chem. Res. 2011, 50, 13210–13219. [Google Scholar] [CrossRef]
- Barry, B.; Klima, M.S.; Cannon, F.S. Effects of desliming and hydroacoustic cavitation treatment on the flotation of ultrafine bituminous coal. Int. J. Coal Prep. Util. 2017, 37, 213–224. [Google Scholar] [CrossRef]
- Cao, Q.; Cheng, J.; Feng, Q.; Wen, S.; Luo, B. Surface cleaning and oxidative effects of ultrasonication on the flotation of oxidized pyrite. Powder Technol. 2017, 311, 390–397. [Google Scholar] [CrossRef]
- Cilek, E.C.; Ozgen, S. Improvement of the flotation selectivity in a mechanical flotation cell by ultrasound. Sep. Sci. Technol. 2010, 45, 572–579. [Google Scholar] [CrossRef]
- Feng, D.; Aldrich, C. Effect of preconditioning on the flotation of coal. Chem. Eng. Commun. 2005, 192, 972–983. [Google Scholar] [CrossRef]
- Ghadyani, A.; Noaparast, M.; Tonkaboni, S.Z.S. A study on the effects of ultrasonic irradiation as pretreatment method on high-ash coal flotation and kinetics. Int. J. Coal Prep. Util. 2017, 1–18. [Google Scholar] [CrossRef]
- Gungoren, C.; Ozdemir, O.; Ozkan, S.G. Effects of temperature during ultrasonic conditioning in quartz-amine flotation. Physicochem. Probl. Miner. Process. 2017, 53, 687–698. [Google Scholar]
- Haghi, H.; Noaparast, M.; Tonkaboni, S.Z.S.; Mirmohammadi, M. A new experimental approach to improve the quality of low grade silica; the combination of indirect ultrasound irradiation with reverse flotation and magnetic separation. Minerals 2016, 6, 121. [Google Scholar] [CrossRef]
- Ozkan, S.G. Ultrasonic coal flotation. In Proceedings of the Abstracts of Limits of Knowledge International Scientific Conference Humboldt-Kolleg, Krakow, Poland, 22–25 June 2017; pp. 125–126. [Google Scholar]
- Ozkan, S.G.; Lotzien, R. Investigation of a newly designed ultrasonically assisted flotation cell. In Proceedings of the Abstracts of AIMS 2016—The 1st International Conference on Mining in Europe, Aachen, Germany, 18–19 May 2016; p. 61. [Google Scholar]
- Ozkan, S.G. Effects of simultaneous ultrasonic treatment on flotation of hard coal slimes. Fuel 2012, 93, 576–580. [Google Scholar] [CrossRef]
- Ozkan, S.G.; Gungoren, C. Enhancement of colemanite flotation by ultrasonic pre-treatment. Physicochem. Probl. Miner. Process. 2012, 48, 455–462. [Google Scholar]
- Ozkan, S.G.; Kuyumcu, H.Z. Design of a flotation cell equipped with ultrasound transducers to enhance coal flotation. Ultrason. Sonochem. 2007, 14, 524–529. [Google Scholar] [CrossRef] [PubMed]
- Ozkan, S.G.; Kuyumcu, H.Z. Investigation of mechanism of ultrasound on coal flotation. Int. J. Miner. Process. 2006, 81, 201–203. [Google Scholar] [CrossRef]
- Ozkan, S.G.; Kuyumcu, H.Z. Zum einfluss von ultraschall auf die steinkohleflotation (The influence of ultrasonics on coal flotation). Aufbereit. Tech. 2006, 47, 23–33. (In German) [Google Scholar]
- Ozkan, S.G. Beneficiation of magnesite slimes with ultrasonic treatment. Miner. Eng. 2002, 15, 99–101. [Google Scholar] [CrossRef]
- Letmahe, C.; Benker, B.; Gunther, L. Intensivierung der schaumflotation durch einsatz von ultraschall. Aufbereit. Tech. 2002, 43, 32–40. (In German) [Google Scholar]
- Kang, W.Z.; Xun, H.X.; Kong, Z.; Li, M. Effects from changes in pulp nature after ultrasonic conditioning on high-sulfur coal flotation. Min. Sci. Technol. 2009, 19, 498–502. [Google Scholar] [CrossRef]
- Kang, W.Z.; Xun, H.X.; Hu, J. Study of the effect of ultrasonic treatment on the surface composition and the flotation performance of high-sulfur coal. Fuel Process. Technol. 2008, 89, 1337–1344. [Google Scholar] [CrossRef]
- Vargas-Hernández, Y.; Gaete-Garreton, L.; Magne Ortega, L.; Vergara-Belmar, R. High-power ultrasound as an alternative to high-intensity conditioning in flotation. In Proceedings of the World Congress on Ultrasonics, Paris, France, 7–10 September 2003; pp. 435–438. [Google Scholar]
- Riera-Franco de Sarabia, E.; Gallego-Juarex, J.A.; Rodrigez-Corral, G.; Elvira-Segura, L.; Gonzalez-Gomez, I. Application of high-power ultrasound to enhance fluid solid particle separation processes. Ultrasonics 2000, 38, 642–646. [Google Scholar] [CrossRef]
- Videla, A.R.; Morales, R.; Saint-Jean, T.; Gaete, L.; Vargas, Y.; Miller, J.D. Ultrasound treatment on tailings to enhance copper flotation recovery. Miner. Eng. 2016, 99, 89–95. [Google Scholar] [CrossRef]
- Zhang, H.X.; Bai, H.J.; Dong, X.S.; Wang, Z.Z. Enhanced desulfurizing flotation of different size fractions of high sulfur coal using sonoelectrochemical method. Fuel Process. Technol. 2012, 97, 9–14. [Google Scholar] [CrossRef]
- Zhang, H.X.; Ma, X.Y.; Dong, X.S.; Wang, Z.Z.; Bai, H.J. Enhanced desulfurizing flotation of high sulfur coal by sonoelectrochemical method. Fuel Process. Technol. 2012, 93, 13–17. [Google Scholar] [CrossRef]
- DIN-22017, Investigations of the raw material in hard-coal-mining - Froth-flotation-analysis.
- Harrison, C.D.; Raleigh, C.E., Jr.; Vujnovic, B.J. The use of ultrasound for cleaning coal. In Proceedings of the 19th Annual International Coal Preparation Exhibition and Conference, Lexington, KY, USA, 30 April–2 May 2002; pp. 61–67. [Google Scholar]
- Laskowski, J.S. Coal Flotation and Fine Coal Utilization, 1st ed.; Elsevier Science: Amsterdam, The Netherlands, 2001; Volume 14, p. 384. [Google Scholar]
Figure 1.
A simplified flowsheet of the Prosper-Haniel Coal Preparation Plant.

Figure 2.
A photo of the re-designed flotation cell (1. Refurbished ultrasonic bath used as a flotation cell; 2. Impeller of the flotation machine; 3. Air valve; 4. Electrical mains; 5. Froth collection pan; 6. Camera).
Figure 2.
A photo of the re-designed flotation cell (1. Refurbished ultrasonic bath used as a flotation cell; 2. Impeller of the flotation machine; 3. Air valve; 4. Electrical mains; 5. Froth collection pan; 6. Camera).

Figure 3.
(a) Combustible recovery; (b) separation efficiencies and ash values of the (c) tailings and (d) froth product for two ultrasonic power levels with varying reagent dosages.
Figure 3.
(a) Combustible recovery; (b) separation efficiencies and ash values of the (c) tailings and (d) froth product for two ultrasonic power levels with varying reagent dosages.


Figure 4.
Particle size distributions of the original feed and the froth products due to ultrasonic power levels.
Figure 4.
Particle size distributions of the original feed and the froth products due to ultrasonic power levels.

Figure 5.
Photos of the coal froths. (a) Conventional; (b) ultrasonic.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Properties of the hard coal slime sample according to particle size fractions.
| Particle Size Fractions (mm) | Weight (%) | Heat Value (kcal/kg) | Sulfur (%) | Ash (%) |
|---|---|---|---|---|
| +0.500 | 3.25 | 8153.24 | 0.84 | 3.93 |
| −0.500 + 0.355 | 5.25 | 7950.22 | 0.90 | 5.53 |
| −0.355 + 0.200 | 10.75 | 7239.66 | 0.86 | 7.83 |
| −0.200 + 0.100 | 12.75 | 6510.70 | 0.87 | 14.65 |
| −0.100 + 0.063 | 7.75 | 5662.56 | 0.93 | 15.96 |
| −0.063 + 0.040 | 8.13 | 5652.53 | 1.04 | 16.61 |
| −0.040 | 52.13 | 3038.86 | 1.19 | 46.21 |
| Total (Feed) | 100.00 | 4935.79 | 1.04 | 29.80 |
© 2017 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Ozkan, S.G. Further Investigations on Simultaneous Ultrasonic Coal Flotation. Minerals 2017, 7, 177. https://doi.org/10.3390/min7100177
AMA Style
Ozkan SG. Further Investigations on Simultaneous Ultrasonic Coal Flotation. Minerals. 2017; 7(10):177. https://doi.org/10.3390/min7100177
Chicago/Turabian StyleOzkan, Safak Gokhan. 2017. "Further Investigations on Simultaneous Ultrasonic Coal Flotation" Minerals 7, no. 10: 177. https://doi.org/10.3390/min7100177
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.