Mechanism and Kinetics of the Reduction of Hematite to Magnetite with CO–CO2 in a Micro-Fluidized Bed



Abstract
:1. Introduction
2. Materials and Methods
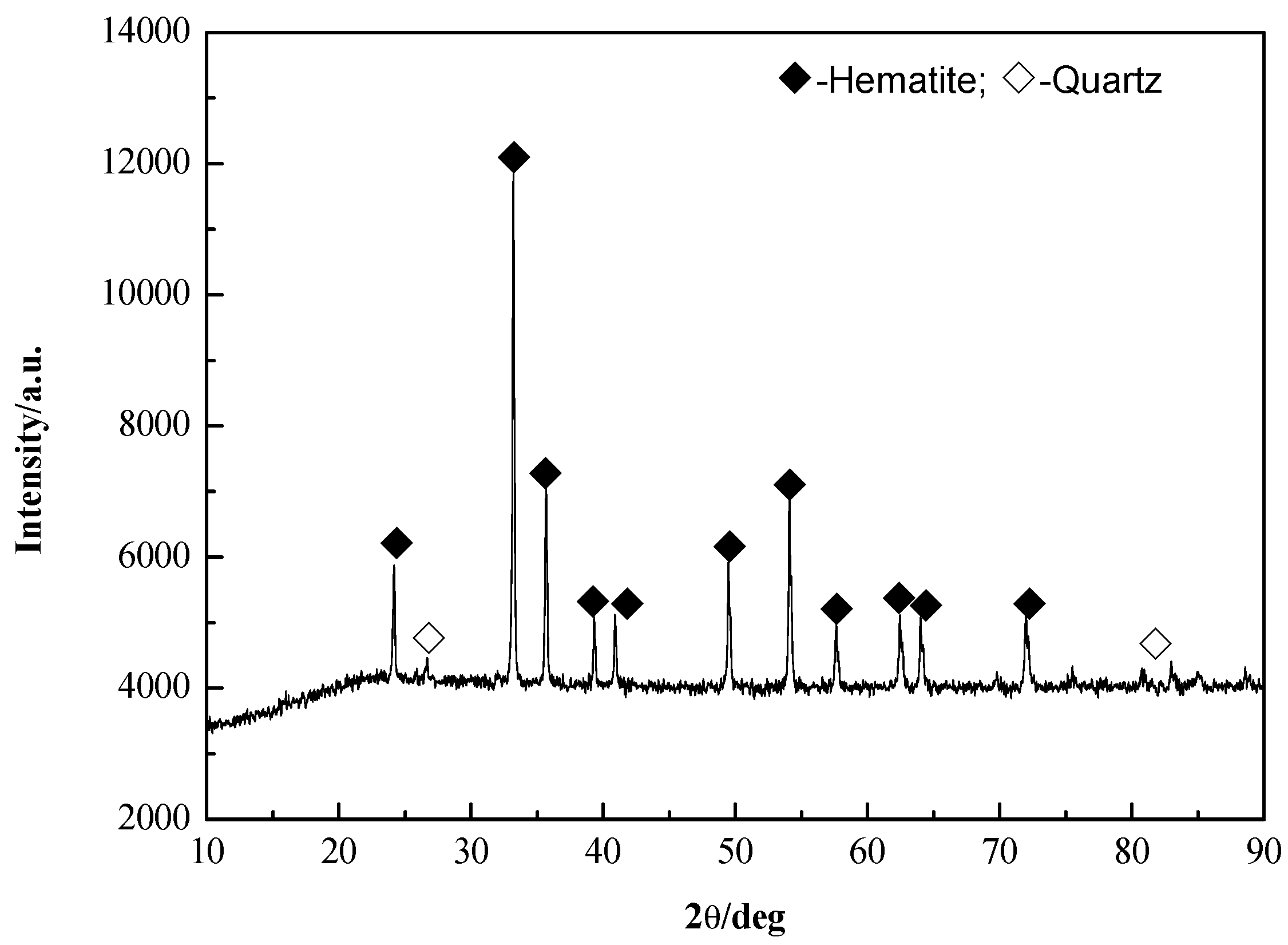
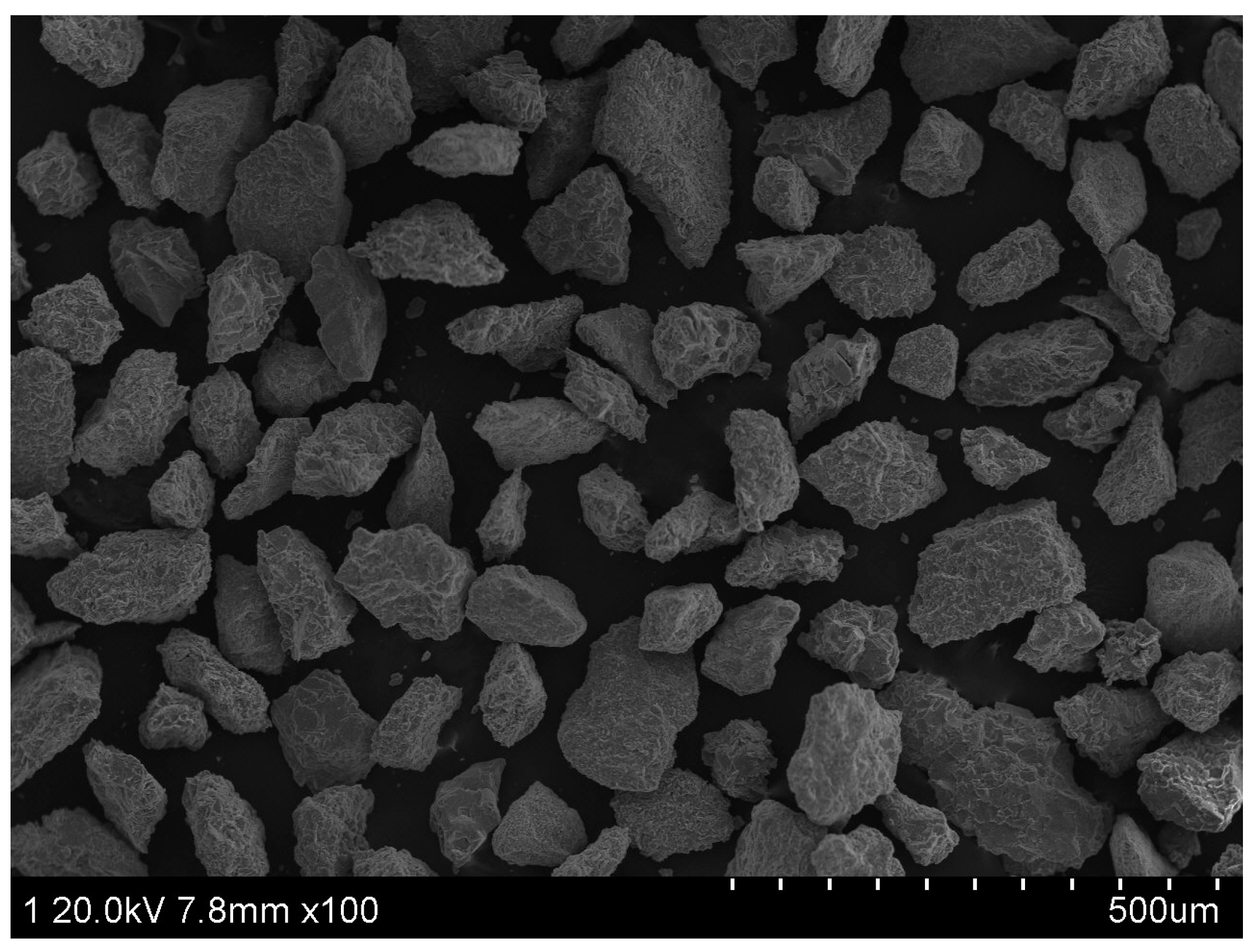
2.1. Materials
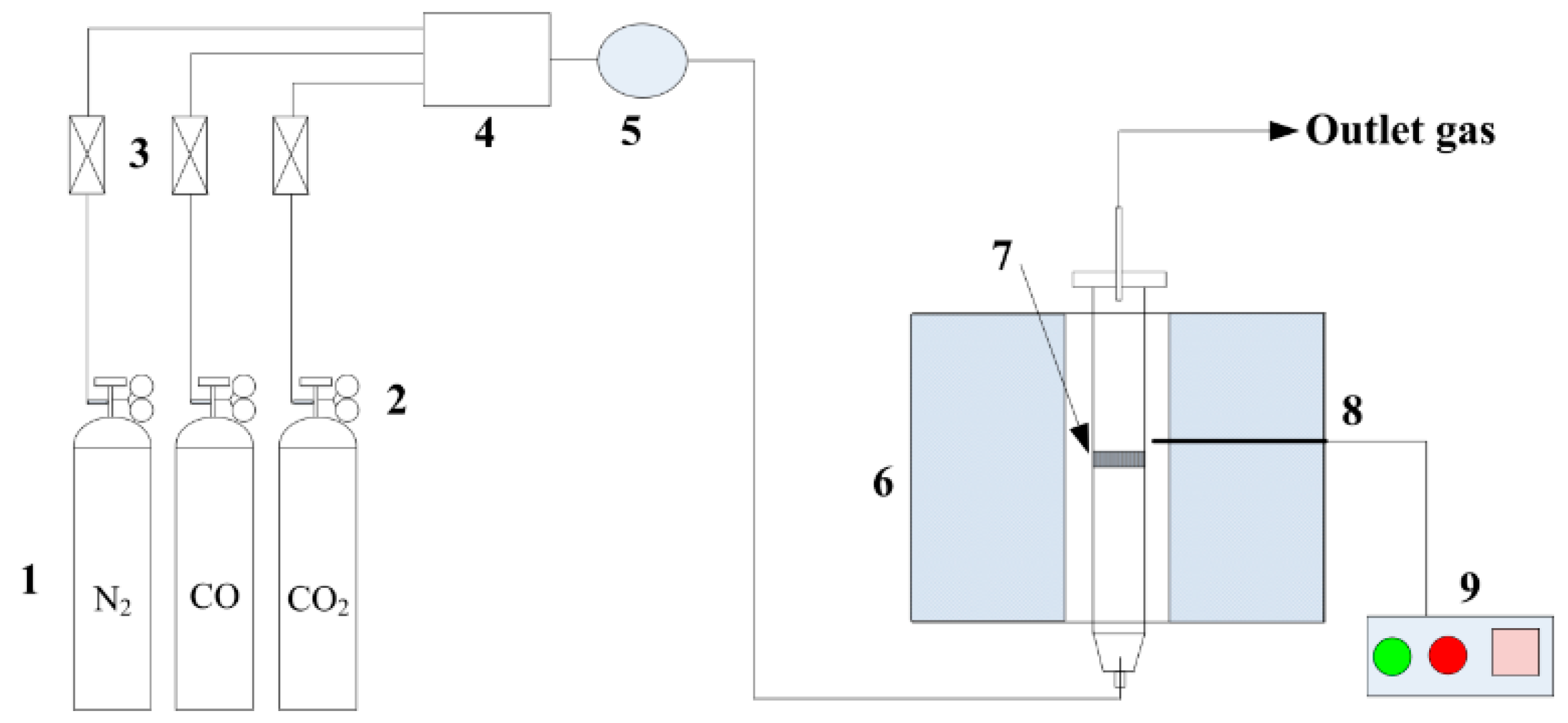
2.2. Experimental Apparatus and Procedures
2.3. Methods
3. Results and Discussion
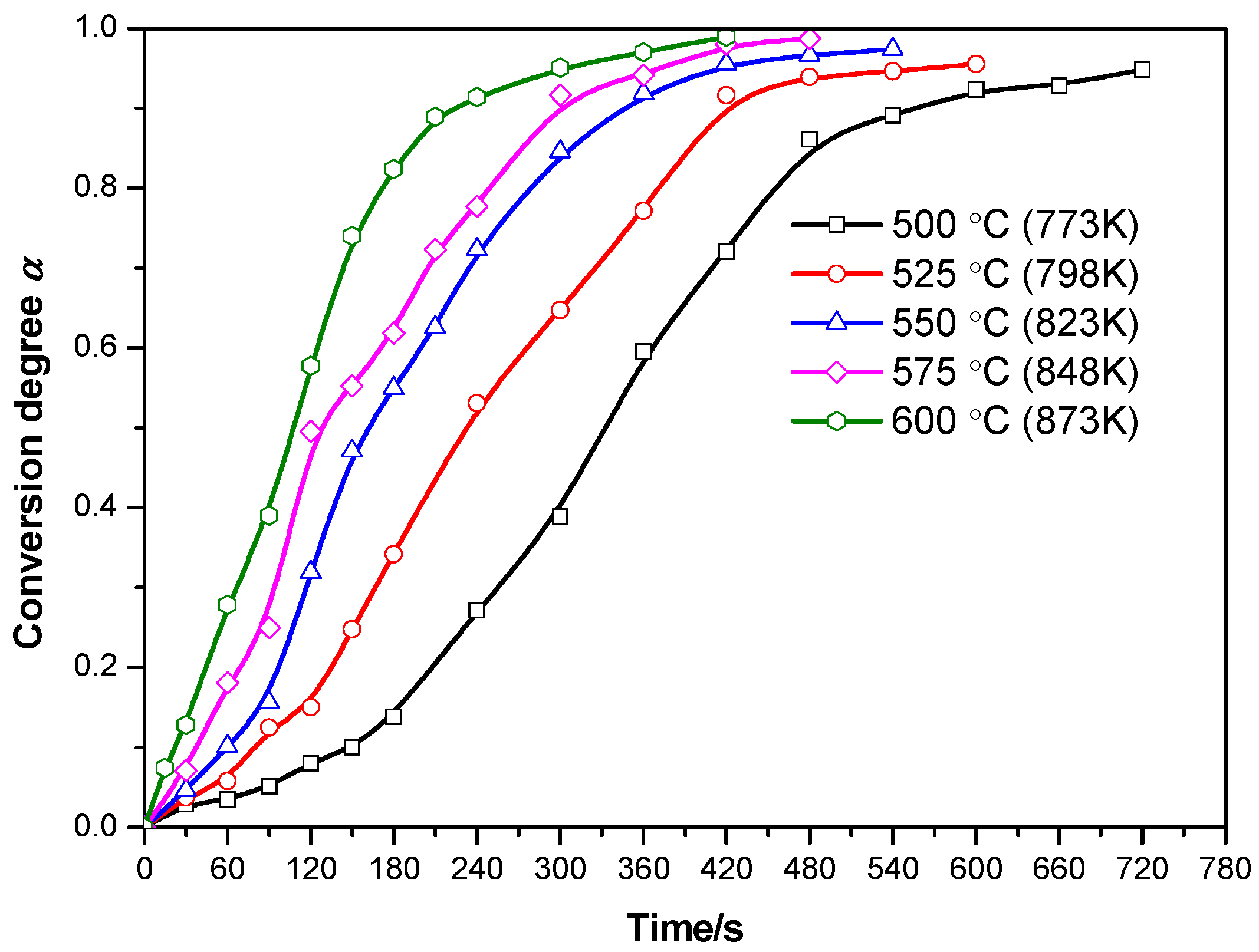
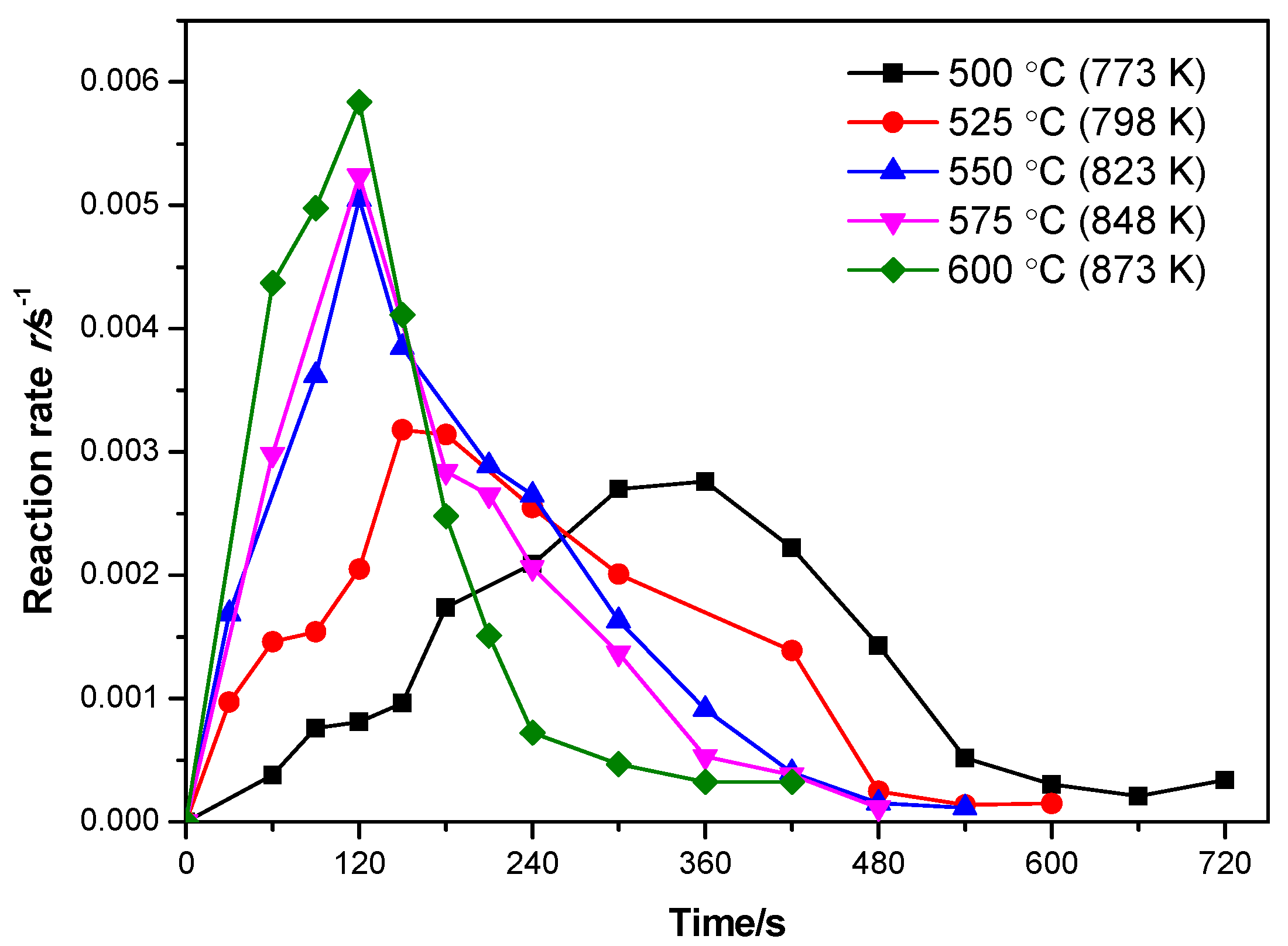
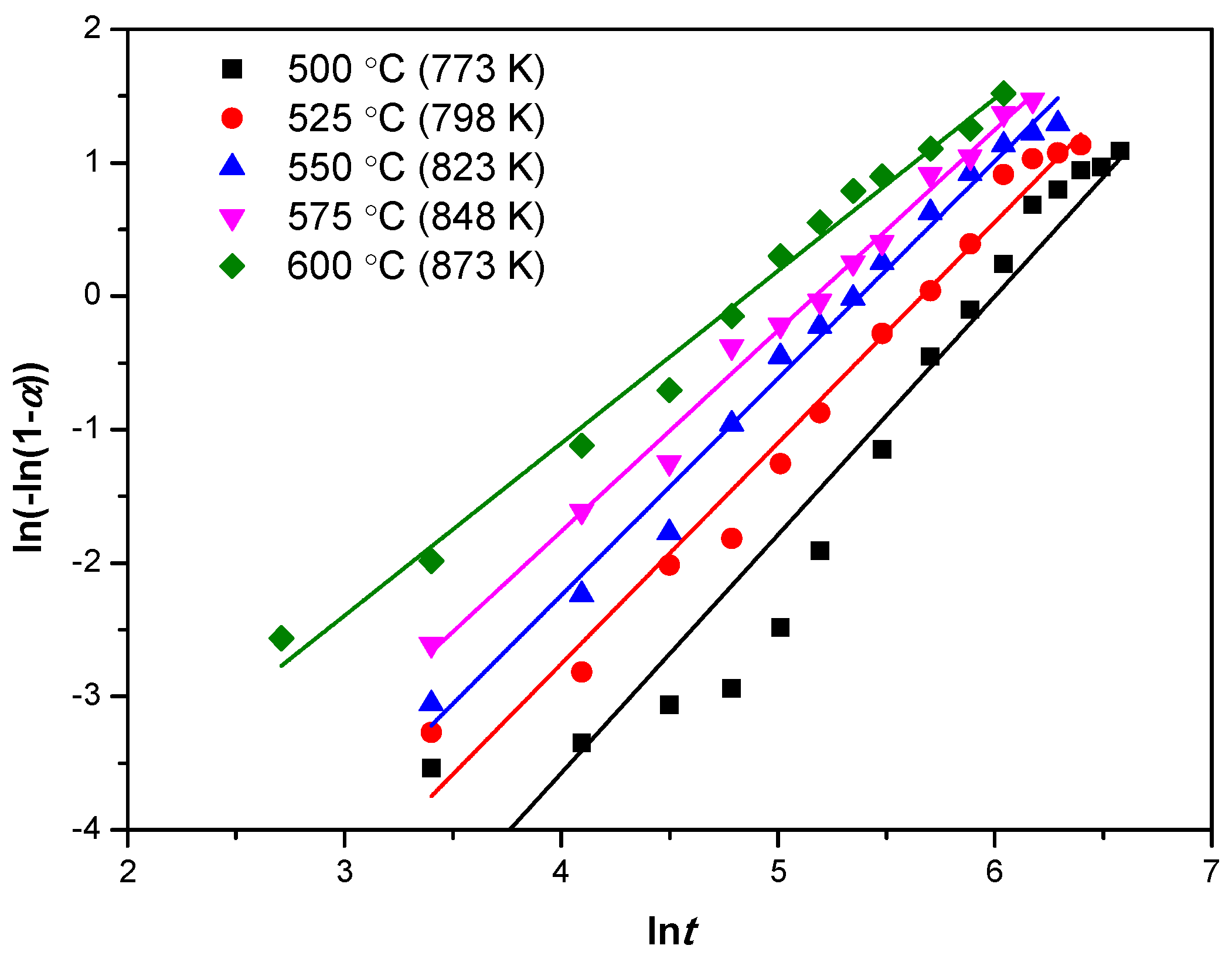
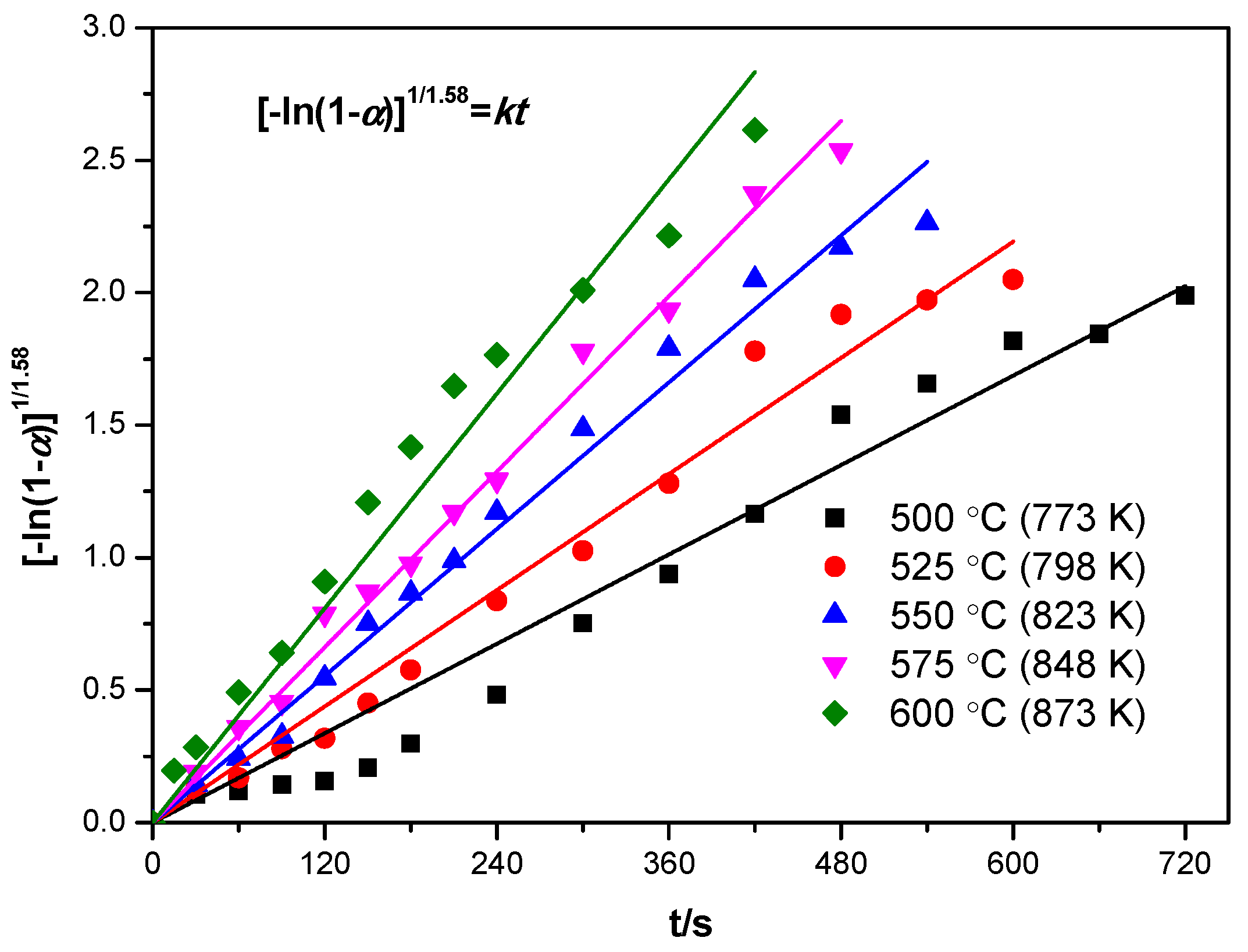
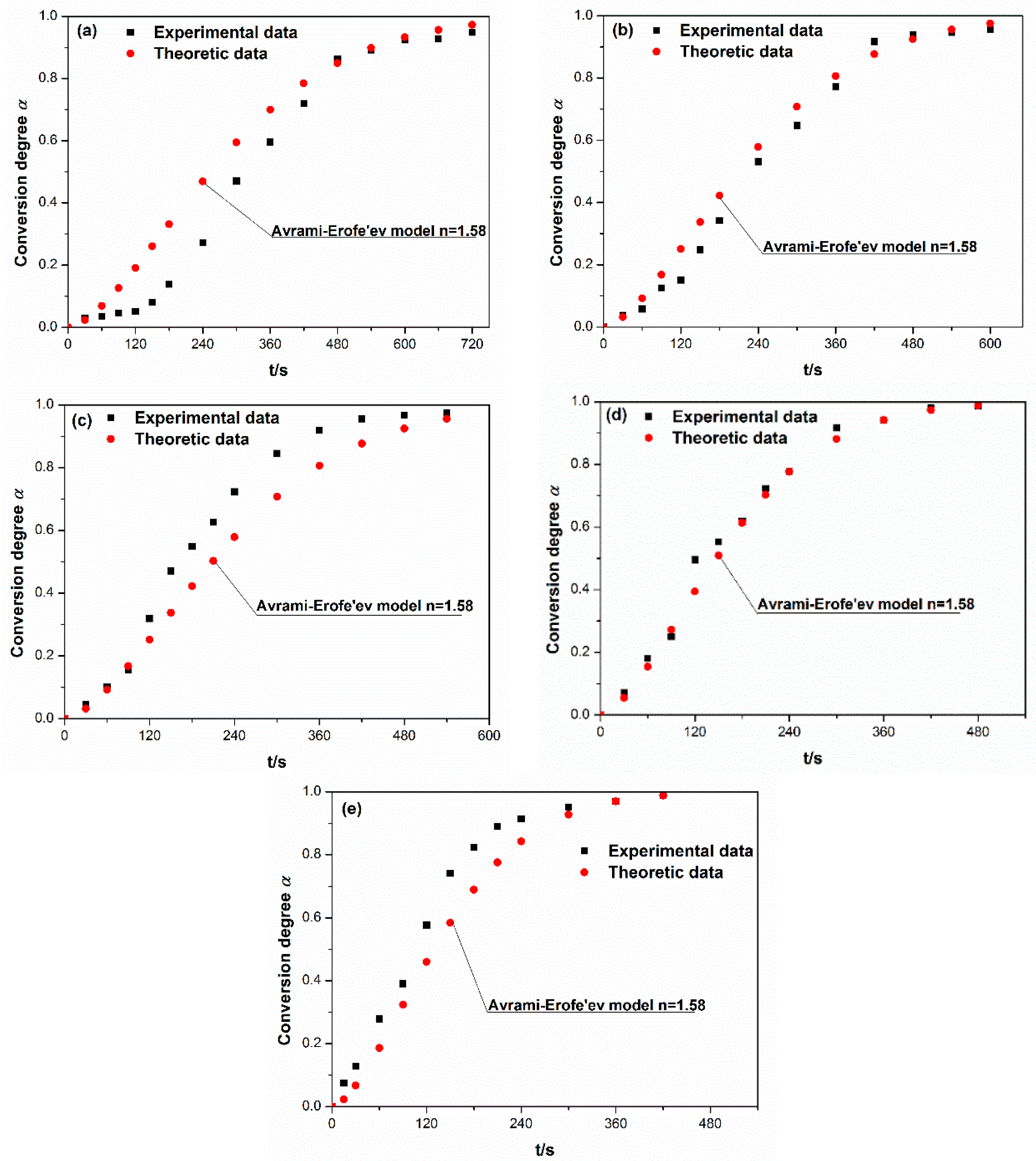
3.1. Determination of the Kinetic Model
3.2. Microstructure Changes after Reduction Roasting
3.3. Physical and Chemical Processes
4. Conclusions
- (1)
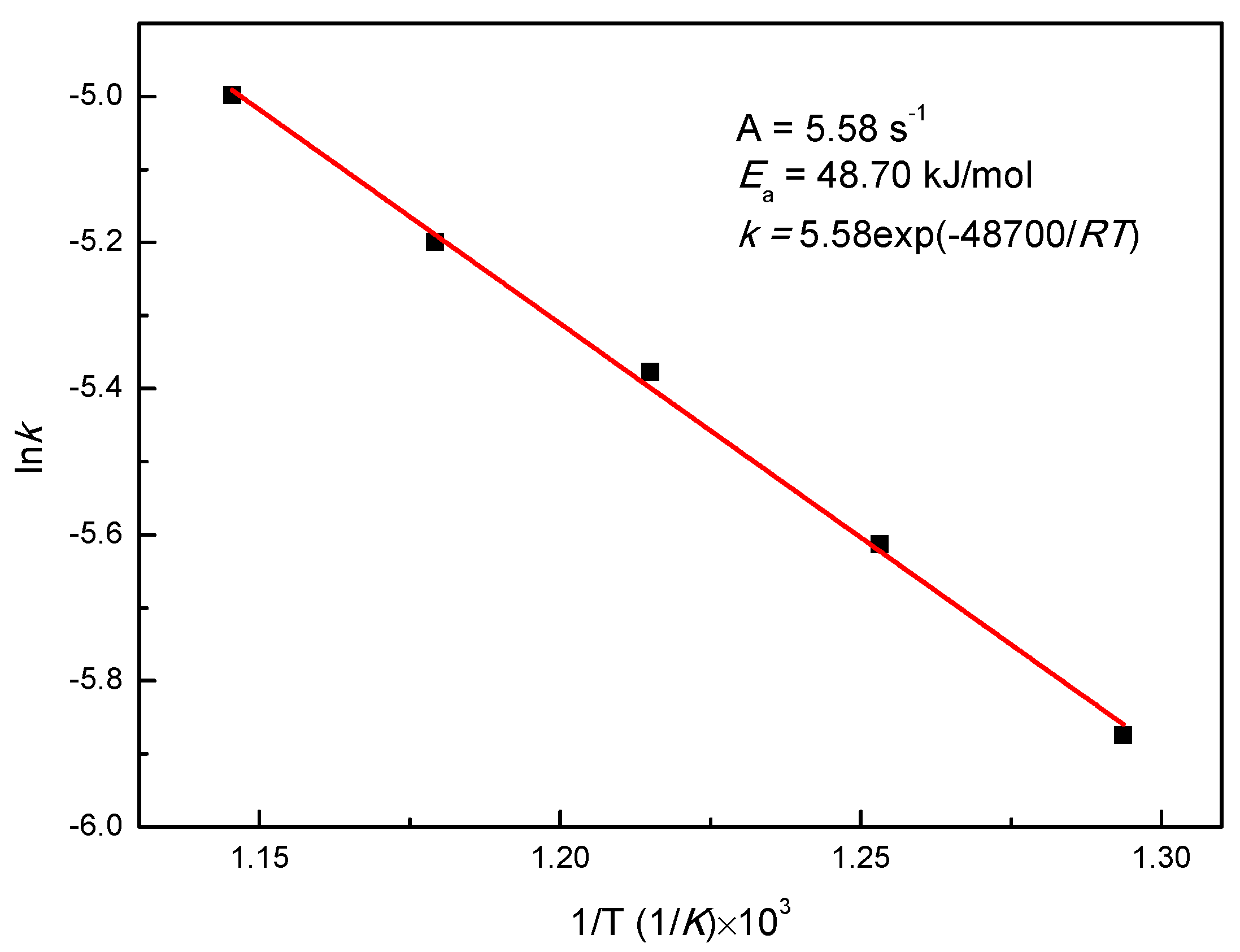
- The Avrami–Erofe’ev model of nucleation and 1D growth (n = 1.58) was successfully applied to describe the phase transition of hematite to magnetite, and the value of activation energy ΔEa of the reaction was estimated to be 48.70 kJ/mol.
- (2)
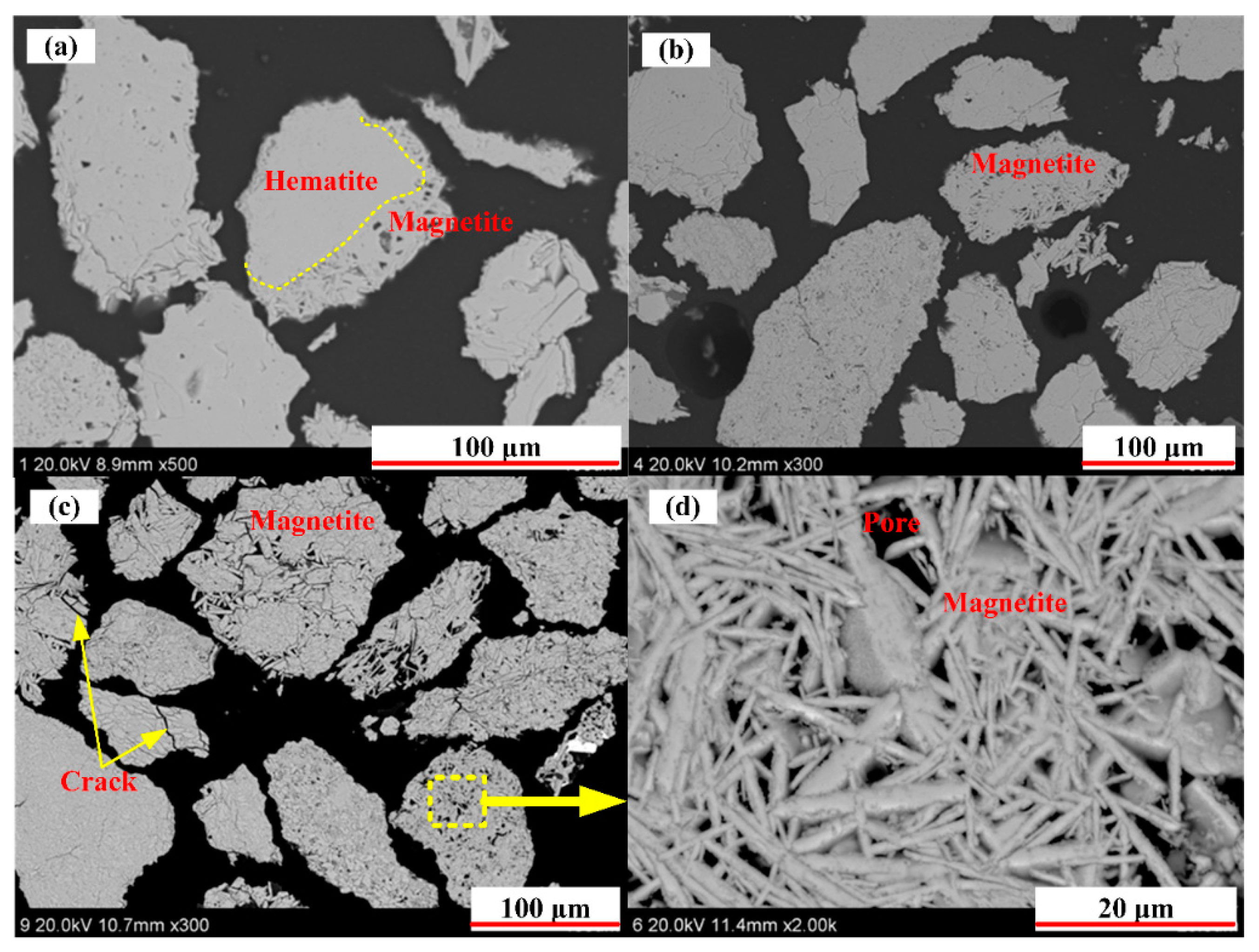
- The newly formed magnetite nuclei were needle-like in shape. Microcracks were formed and increased asthe magnetite nuclei formed, and thus the original hematite sample became porous after complete reduction to magnetite.
- (3)
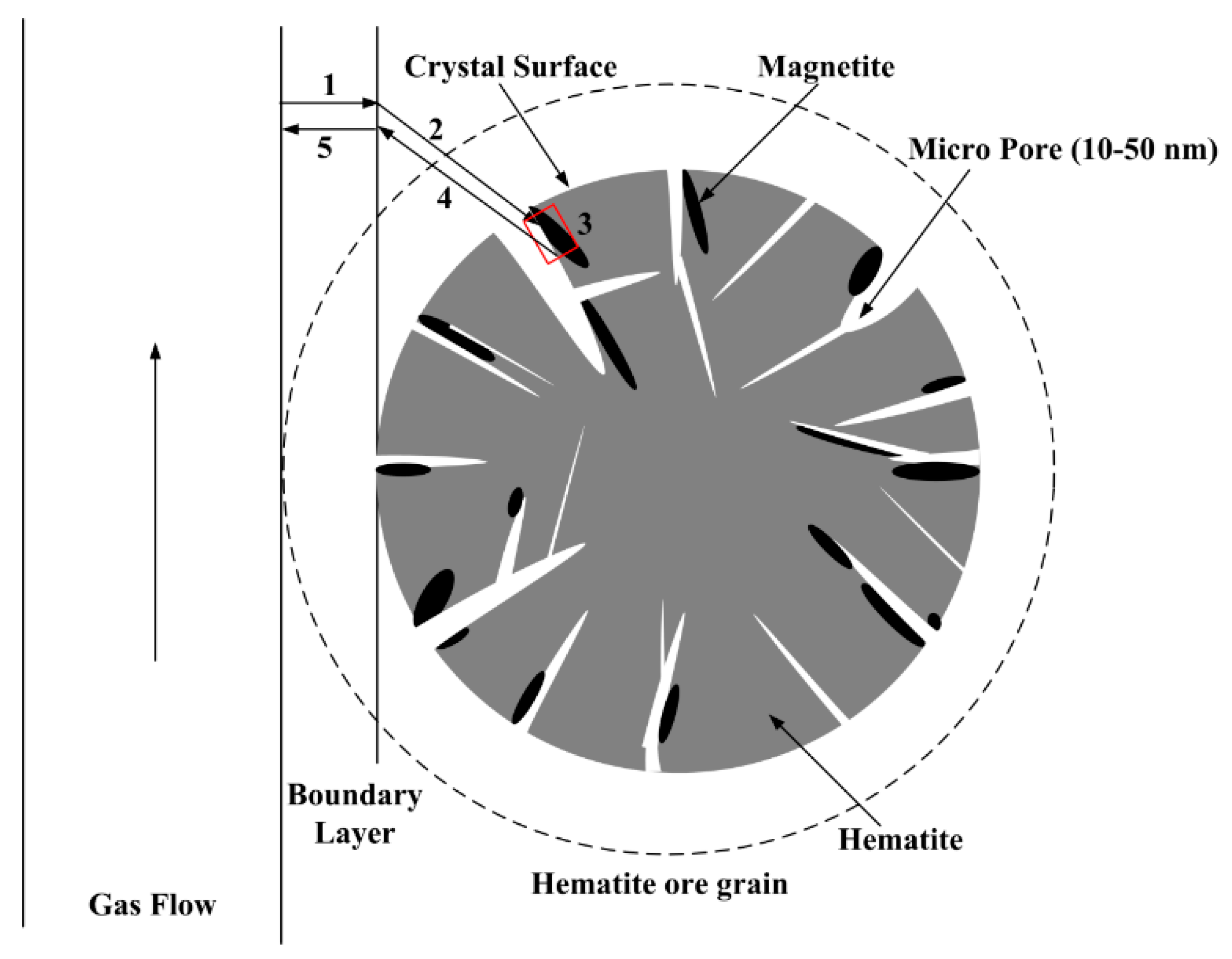
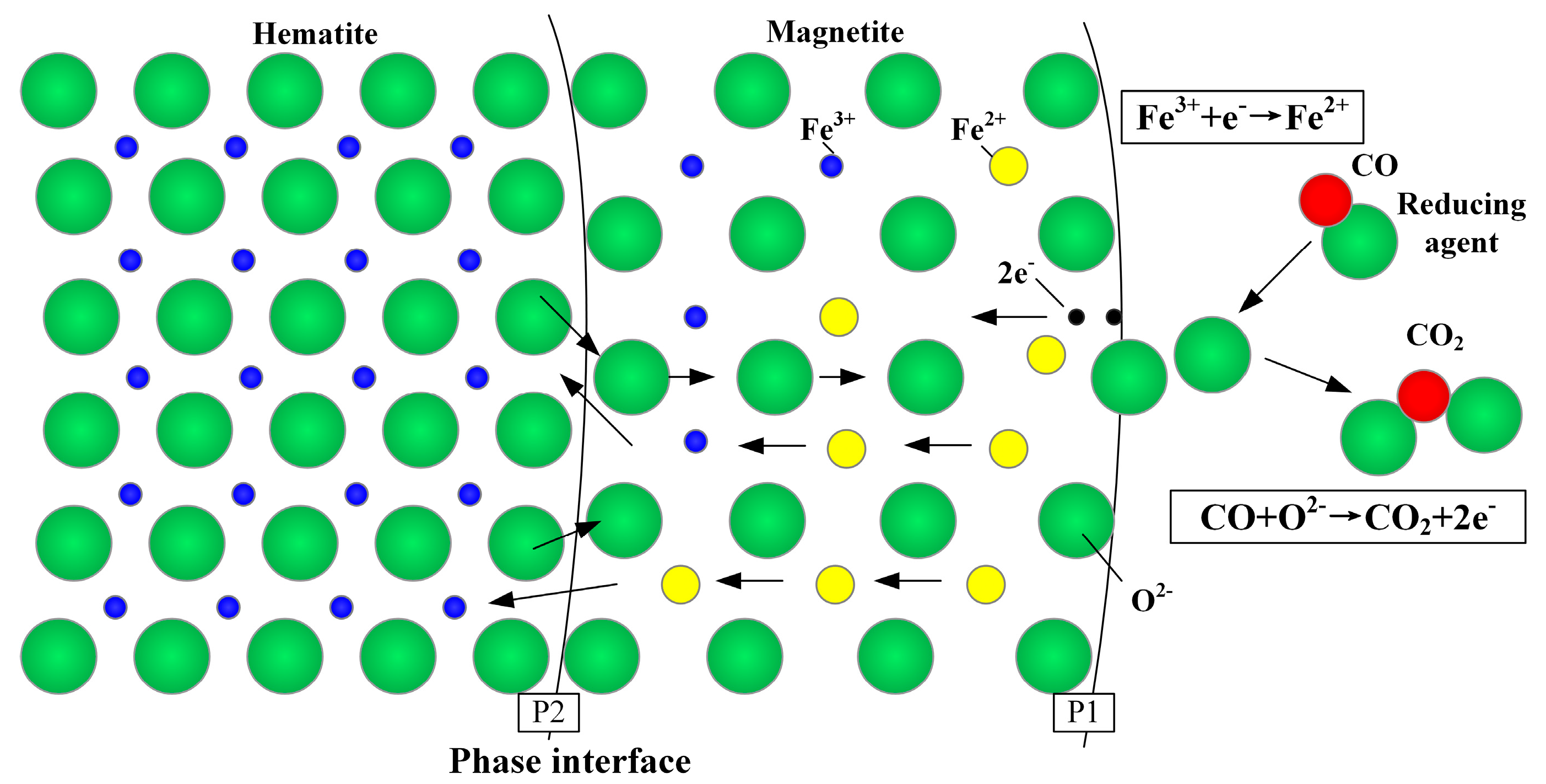
- Micropores or cracks induced by normal swelling were conducive to the reduction of hematite to magnetite.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Yu, J.W.; Han, Y.X.; Li, Y.J.; Gao, P.; Sun, Y.S. Separation and recovery of iron from a low-grade carbonate-bearing iron ore using magnetizing roasting followed by magnetic separation. Sep. Sci. Technol. 2017, 52, 1768–1774. [Google Scholar] [CrossRef]
- Legodi, M.A.; Waal, D.D. The preparation of magnetite, goethite, hematite and maghemite of pigment quality from mill scale iron waste. Dyes Pigments 2007, 74, 161–168. [Google Scholar] [CrossRef]
- Wan, S.; Huang, J.; Yan, H.; Liu, K. Size-controlled preparation of magnetite nanoparticles in the presence of graft copolymers. J. Mater. Chem. 2006, 16, 298–303. [Google Scholar] [CrossRef]
- Xu, J.; Yang, H.; Fu, W.; Du, K.; Sui, Y.; Chen, J.; Zeng, Y.; Li, M.; Zou, G. Preparation and magnetic properties of magnetite nanoparticles by sol-gel method. J. Magn. Magn. Mater. 2007, 309, 307–311. [Google Scholar] [CrossRef]
- Chen, S.; Feng, J.; Guo, X.; Hong, J.; Ding, W. One-step wet chemistry for preparation of magnetite nanorods. Mater. Lett. 2005, 59, 985–988. [Google Scholar] [CrossRef]
- Rabelo, D.; Lima, E.C.D.; Reis, A.C.; Nunes, W.C.; Novak, M.A.; Garg, V.K.; Oliveira, A.C.; Morais, P.C. Preparation of magnetite nanoparticles in mesoporous copolymer template. Nano Lett. 2001, 1, 105–108. [Google Scholar] [CrossRef]
- Lee, H.S.; Lee, W.C.; Furubayashi, T. A comparison of coprecipitation with microemulsion methods in the preparation of magnetite. J. Appl. Phys. 1999, 85, 5231–5233. [Google Scholar] [CrossRef]
- Hu, F.; Li, Z.; Tu, C.; Gao, M. Preparation of magnetite nanocrystals with surface reactive moieties by one-pot reaction. J. Colloid Interface Sci. 2007, 311, 469–474. [Google Scholar] [CrossRef] [PubMed]
- Yu, Y.; Qi, C. Magnetizing roasting mechanism and effective ore dressing process for oolitic hematite ore. J. Wuhan Univ. Technol. Mater. Sci. Ed. 2011, 26, 176–181. [Google Scholar] [CrossRef]
- Li, Y.J.; Wang, R.; Han, Y.X.; Wei, X.C. Phase transformation in suspension roasting of oolitic hematite ore. J. Cent. South Univ. 2015, 22, 4560–4565. [Google Scholar] [CrossRef]
- Feilmayr, C.; Thurnhofer, A.; Winter, F.; Mali, H.; Schenk, J. Reduction behavior of hematite to magnetite under fluidized bed conditions. ISIJ Int. 2004, 44, 1125–1133. [Google Scholar] [CrossRef]
- Shimokawabe, M.; Furuichi, R.; Ishii, T. Influence of the preparation history of α-Fe2O3 on its reactivity for hydrogen reduction. Thermochim. Acta 1979, 28, 287–305. [Google Scholar] [CrossRef]
- Tiernan, M.J.; Barnes, P.A.; Parkes, G.M. Reduction of iron oxide catalysts: The investigation of kinetic parameters using rate perturbation and linear heating thermoanalytical techniques. J. Phys. Chem. B 2001, 105, 220–228. [Google Scholar] [CrossRef]
- Trushenski, S.P.; Li, K.; Philbrook, W.O. Non-topochemical reduction of iron oxides. Metall. Trans. 1974, 5, 1149–1158. [Google Scholar] [CrossRef]
- Piotrowski, K.; Mondal, K.; Wiltowski, T.; Dydo, P.; Rizeg, G. Topochemical approach of kinetics of the reduction of hematite to wüstite. Chem. Eng. J. 2007, 131, 73–82. [Google Scholar] [CrossRef]
- Lin, H.Y.; Chen, Y.W.; Li, C. The mechanism of reduction of iron oxide by hydrogen. Thermochim. Acta 2003, 400, 61–67. [Google Scholar] [CrossRef]
- Jozwiak, W.K.; Kaczmarek, E.; Maniecki, T.P.; Ignaczak, W.; Maniukiewicz, W. Reduction behavior of iron oxides in hydrogen and carbon monoxide atmospheres. Appl. Catal. A Gen. 2007, 326, 17–27. [Google Scholar] [CrossRef]
- Hou, B.L.; Zhang, H.Y.; Li, H.Z.; Zhu, Q.S. Study on kinetics of iron oxide reduction by hydrogen. Chin. J. Chem. Eng. 2012, 20, 10–17. [Google Scholar] [CrossRef]
- Pineau, A.; Kanari, N.; Gaballah, I. Kinetics of reduction of iron oxides by H2: Part I: Low temperature reduction of hematite. Thermochim. Acta 2006, 447, 89–100. [Google Scholar] [CrossRef]
- Munteanu, G.; Ilieva, L.; Andreeva, D. Kinetic parameters obtained from TPR data for α-Fe2O3 and Auα-Fe2O3 systems. Thermochim. Acta 1997, 291, 171–177. [Google Scholar] [CrossRef]
- Gaviria, J.P.; Bohe, A.; Pasquevich, A.; Pasquevich, D.M. Hematite to magnetite reduction monitored by Mössbauer spectroscopy and X-ray diffraction. Phys. B Condens. Matter 2007, 389, 198–201. [Google Scholar] [CrossRef]
- Chakraborty, A. Kinetics of the reduction of hematite to magnetite near its Curie transition. J. Magn. Magn. Mater. 1999, 204, 57–60. [Google Scholar] [CrossRef]
- Wimmers, O.J.; Arnoldy, P.; Moulijn, J.A. Determination of the reduction mechanism by temperature-programmed reduction: Application to small iron oxide (Fe2O3) particles. J. Phys. Chem. 1986, 90, 1331–1337. [Google Scholar] [CrossRef]
- Colombo, U.; Gazzarrini, F.; Lanzavecchia, G. Mechanisms of iron oxides reduction at temperatures below 400 °C. Mater. Sci. Eng. 1967, 2, 125–135. [Google Scholar] [CrossRef]
- Hou, B.; Zhang, H.; Li, H.; Zhu, Q. Determination of the intrinsic kinetics of iron oxide reduced by carbon monoxide in an isothermal differential micro-packed bed. Chin. J. Chem. Eng. 2015, 23, 974–980. [Google Scholar] [CrossRef]
- Paik, Y.; Osegovic, J.P.; Wang, F.; Bowden, W.; Grey, C.P. 2H MAS NMR studies of the manganese dioxide tunnel structures and hydroxides used as cathode materials in primary batteries. J. Am. Chem. Soc. 2001, 123, 9367–9377. [Google Scholar] [CrossRef] [PubMed]
- Wang, H.; Thomson, W.J. Binary kinetics in the Y-Ba-Cu system: 2. Nanosized particles. AIChE J. 1995, 41, 1790–1797. [Google Scholar] [CrossRef]
- Liu, H.; Sullivan, R.M.; Hanson, J.C.; Grey, C.P.; Martin, J.D. Kinetics and mechanism of the β- to α-CuAlCl4 phase transition: A time-resolved 63Cu MAS NMR and powder X-ray diffraction study. J. Am. Chem. Soc. 2001, 123, 7564–7573. [Google Scholar] [CrossRef] [PubMed]
- Et-Tabirou, M.; Dupre, B.; Gleitzer, C. Hematite single crystal reduction into magnetite with CO-CO2. Metall. Trans. B 1988, 19, 311–317. [Google Scholar] [CrossRef]
- Swann, P.R.; Tighe, N.J. High voltage microscopy of the reduction of hematite to magnetite. Metall. Trans. B 1977, 8, 479–487. [Google Scholar] [CrossRef]
- Bahgat, M. Magnetite surface morphology during hematite reduction with CO/CO2 at 1073 K. Mater. Lett. 2007, 61, 339–342. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Source | Material | Method | ΔEa (kJ/mol) | Mechanism | Ref. |
|---|---|---|---|---|---|
| Shimokawabe et al. | Fe2O3/5%CO-Ar | Non-Isothermal (25–700 °C) | 33.28–74.00 | Random nucleation | [12] |
| Tiernan et al. | Fe2O3/5%H2-He | Non-isothermal (25–650 °C) | 96.02–105.3 | Phase boundary | [13] |
| Trushenski et al. | Hematite/10%CO-CO2 | Isothermal (750–800 °C) | 69–100 | Non-topochemical model | [14] |
| Piotrowski et al. | Hematite/5.7%CO + 4.3%H2-N2 | Isothermal (700–900 °C) | 58.13 | Random nucleation | [15] |
| Lin et al. | Fe2O3/5%H2-N2 | Non-Isothermal (25–900 °C) | 89.13 | Unimolecular model | [16] |
| Jozwiak et al. | Fe2O3/5%CO-Ar | Non-Isothermal (25–1000 °C) | 70 | Not determined | [17] |
| Hou et al. | Fe2O3/5%H2-Ar | Isothermal (440–490 °C) | 105.4 | Not determined | [18] |
| Pineau et al. | Fe2O3/10%H2-N2 | Isothermal (220–680 °C) | 75.9–114.1 | Not determined | [19] |
| Munteanu et al. | Fe2O3/10%H2-Ar | Non-Isothermal (290–480 °C) | 139.2 | Not determined | [20] |
| Gaviria et al. | Fe2O3/5%H2-Ar | Isothermal (260–360 °C) | 94–102 | Not determined | [21] |
| Chakraborty | Fe2O3/5%H2-Ar | Isothermal (575 °C) | 115.7 | Not determined | [22] |
| Wimmers et al. | Fe2O3/67%H2-Ar | Non-Isothermal (290–480 °C) | 124 | Not determined | [23] |
| Colombon et al. | Fe2O3/100%H2 | Isothermal (250–400 °C) | 108.7 | Not determined | [24] |
| Hou et al. | Fe2O3/5%CO-Ar | Isothermal (400~500 °C) | 75.4 | Not determined | [25] |
| No. | Temperature/°C | n | lnβ | Correlation Coefficient R |
|---|---|---|---|---|
| 1 | 500 (773 K) | 1.79 | −10.71729 | 0.9642 |
| 2 | 525 (798 K) | 1.66 | −9.37611 | 0.9897 |
| 3 | 550 (823 K) | 1.63 | −8.74489 | 0.9944 |
| 4 | 575 (848 K) | 1.51 | −7.78061 | 0.9964 |
| 5 | 600 (873 K) | 1.29 | −6.26923 | 0.9948 |
| Average | 1.58 | −8.57763 | 0.9879 |
| No. | Temperature/°C | Kinetic Constant k/s−1 | Correlation Coefficient R |
|---|---|---|---|
| 1 | 500 (773 K) | 0.00281 | 0.9931 |
| 2 | 525 (798 K) | 0.00365 | 0.9961 |
| 3 | 550 (823 K) | 0.00462 | 0.9976 |
| 4 | 575 (848 K) | 0.00552 | 0.9989 |
| 5 | 600 (873 K) | 0.00675 | 0.9947 |
| No. | Experimental Conditions | Conversion Degree α/% | BET Surface Area/m2·g−1 | Porosity Volume/cm3·g−1 | Pore Size/nm |
|---|---|---|---|---|---|
| 1 | Raw hematite | 0 | 0.6693 | 0.002659 | 15.89 |
| 2 | Reduction at 500 °C for 3 min | 13.8 | 0.7803 | 0.005688 | 29.15 |
| 3 | Reduction at 575 °C for 2.5 min | 55.3 | 1.0831 | 0.010966 | 40.50 |
| 4 | Reduction at 550 °C for 9 min | 97.4 | 1.4751 | 0.020231 | 54.86 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, J.; Han, Y.; Li, Y.; Gao, P.; Li, W. Mechanism and Kinetics of the Reduction of Hematite to Magnetite with CO–CO2 in a Micro-Fluidized Bed. Minerals 2017, 7, 209. https://doi.org/10.3390/min7110209
Yu J, Han Y, Li Y, Gao P, Li W. Mechanism and Kinetics of the Reduction of Hematite to Magnetite with CO–CO2 in a Micro-Fluidized Bed. Minerals. 2017; 7(11):209. https://doi.org/10.3390/min7110209
Chicago/Turabian StyleYu, Jianwen, Yuexin Han, Yanjun Li, Peng Gao, and Wenbo Li. 2017. "Mechanism and Kinetics of the Reduction of Hematite to Magnetite with CO–CO2 in a Micro-Fluidized Bed" Minerals 7, no. 11: 209. https://doi.org/10.3390/min7110209
APA StyleYu, J., Han, Y., Li, Y., Gao, P., & Li, W. (2017). Mechanism and Kinetics of the Reduction of Hematite to Magnetite with CO–CO2 in a Micro-Fluidized Bed. Minerals, 7(11), 209. https://doi.org/10.3390/min7110209