Use of Cemented Super-Fine Unclassified Tailings Backfill for Control of Subsidence

Abstract
:1. Introduction
- To determine the required strength of CSUTB with an exposure for ZGIM
- To analyze the effect of solids content on rheological characteristics of fresh CSUTB
- To determine the RMP of CSUTB for ZGIM
- To verify the validity of the CSUTB with RMP in surface subsidence control using numerical modeling.
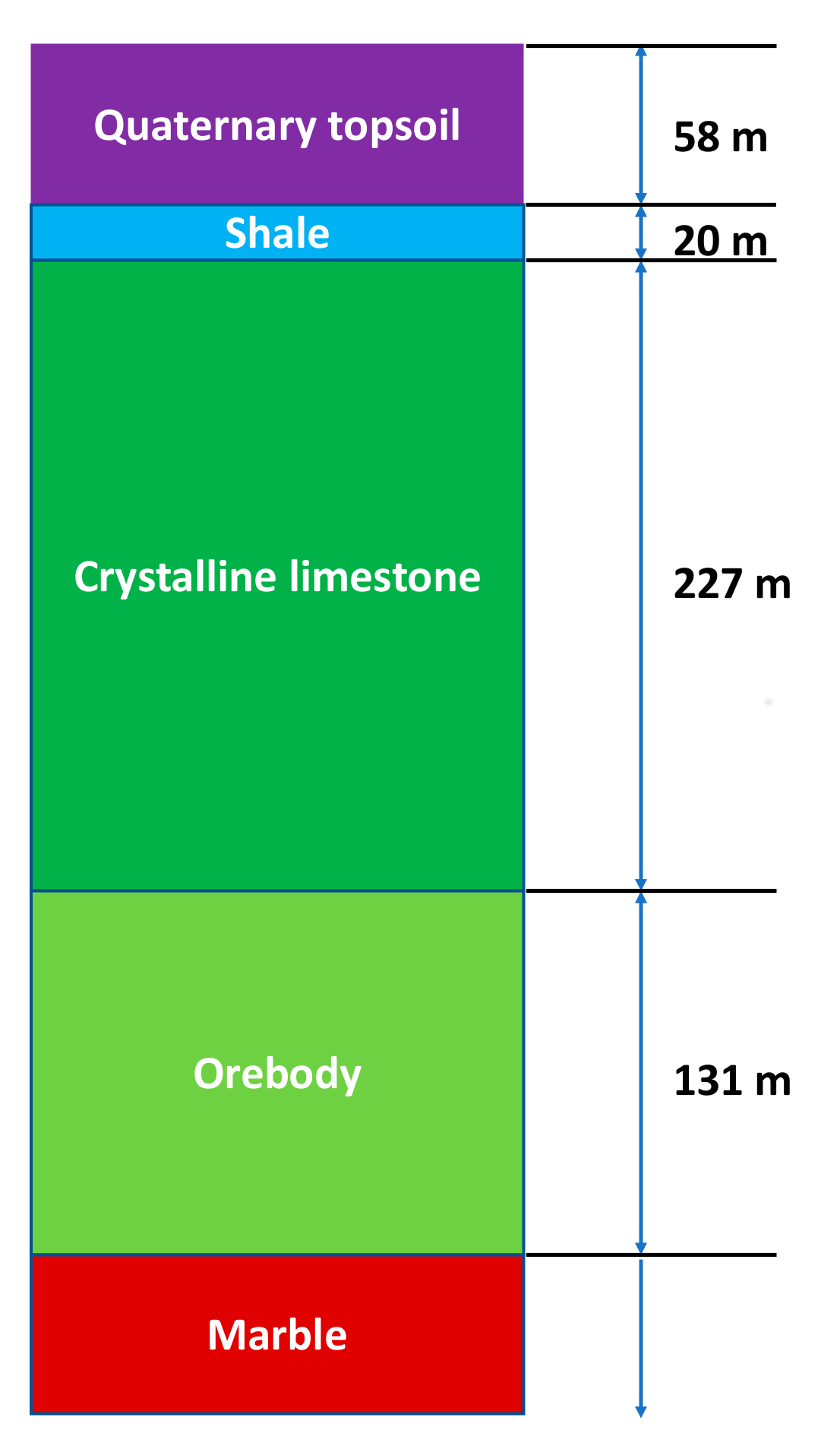
2. Geological and Mining Conditions of ZGIM
3. Required Strength of CSUTB for ZGIM
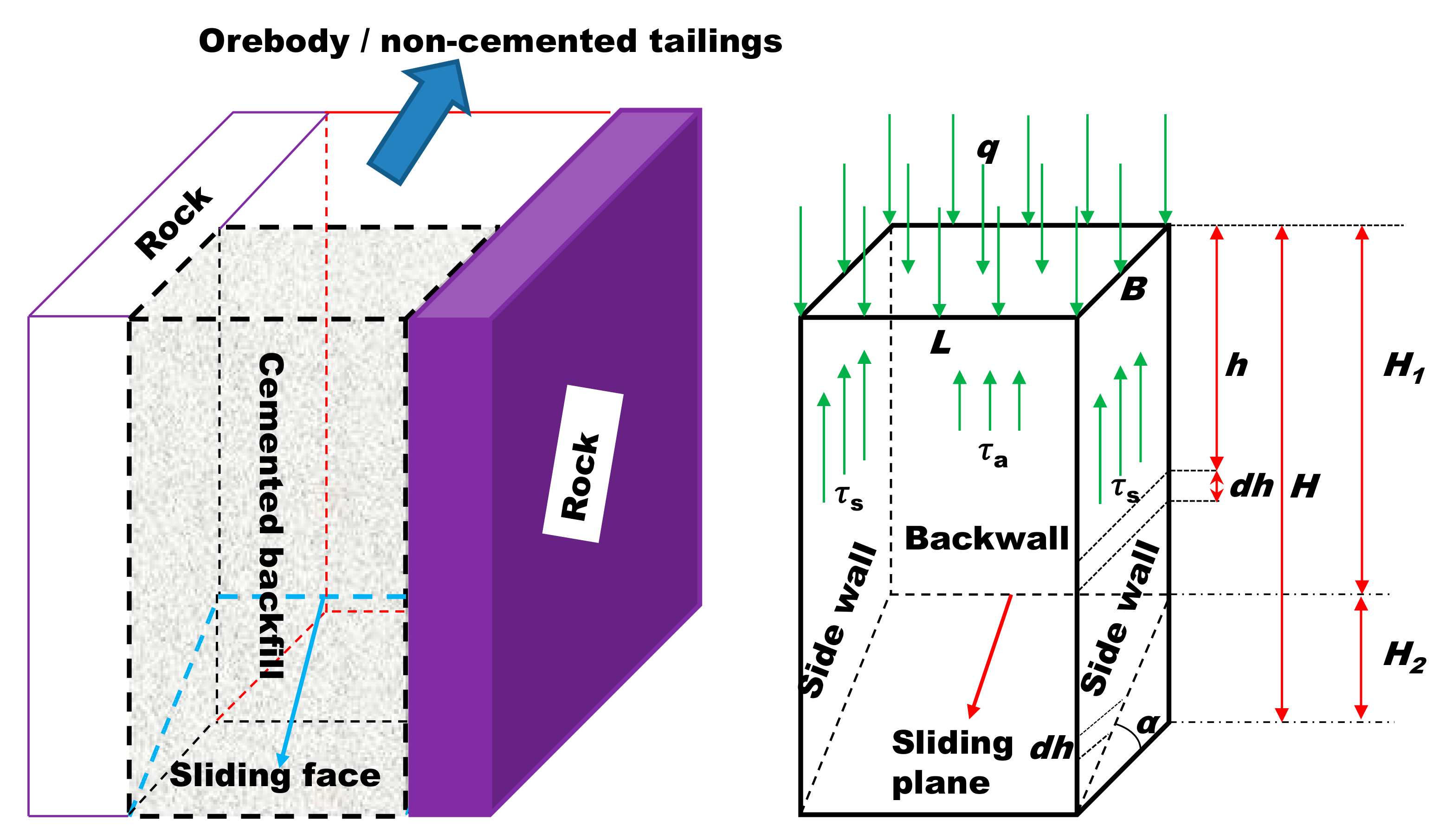
3.1. Analytical Solution for CSUTB when in Contact with the Orebody
3.2. Analytical Solution for CSUTB When in Contact with the NCT
3.3. Required Strength Calculation
4. Reasonable Mix Design of CSUTB for ZGIM via Laboratory Tests
4.1. Materials and Methods
4.1.1. Tailings
4.1.2. Binders and Water
4.1.3. Mixture Preparation
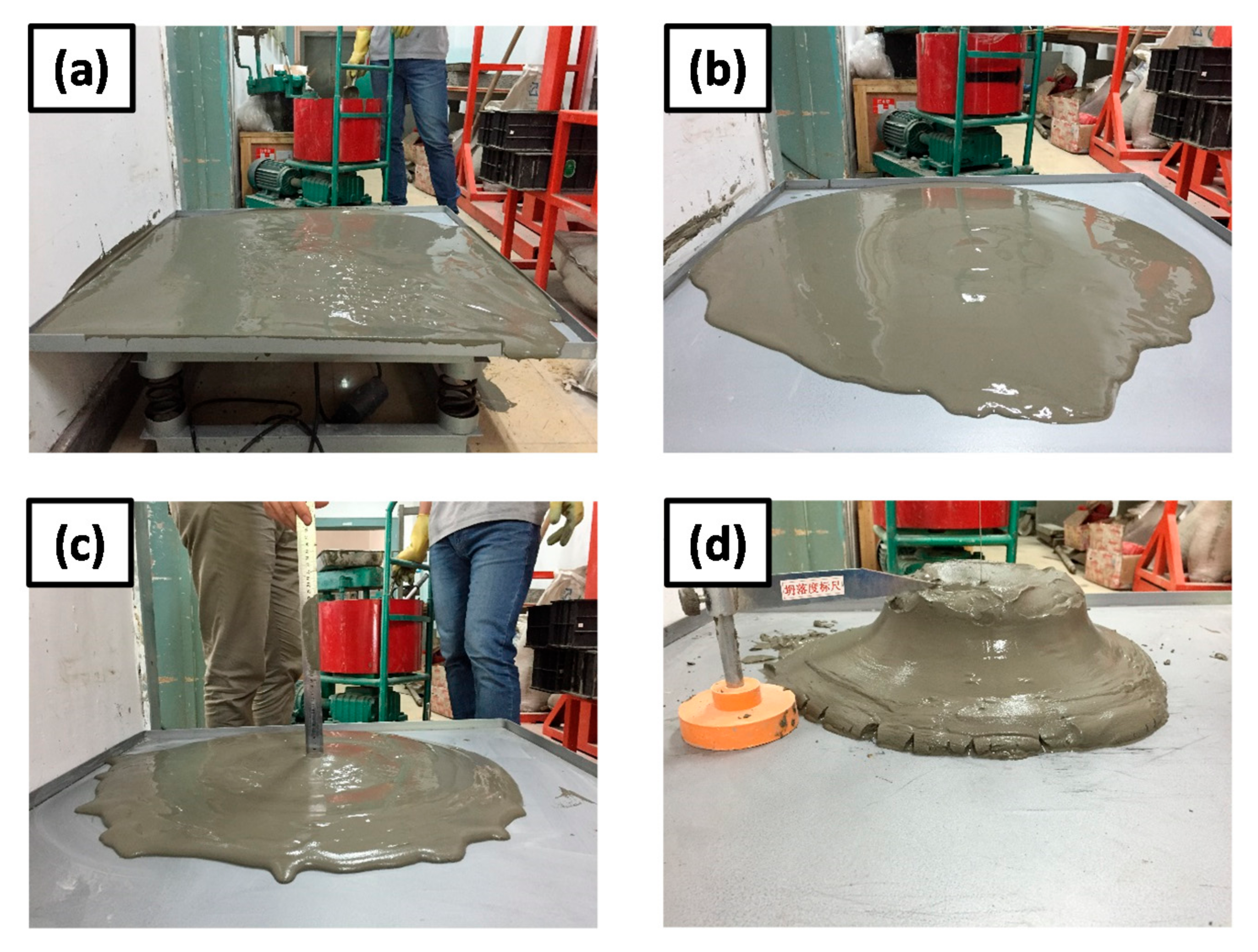
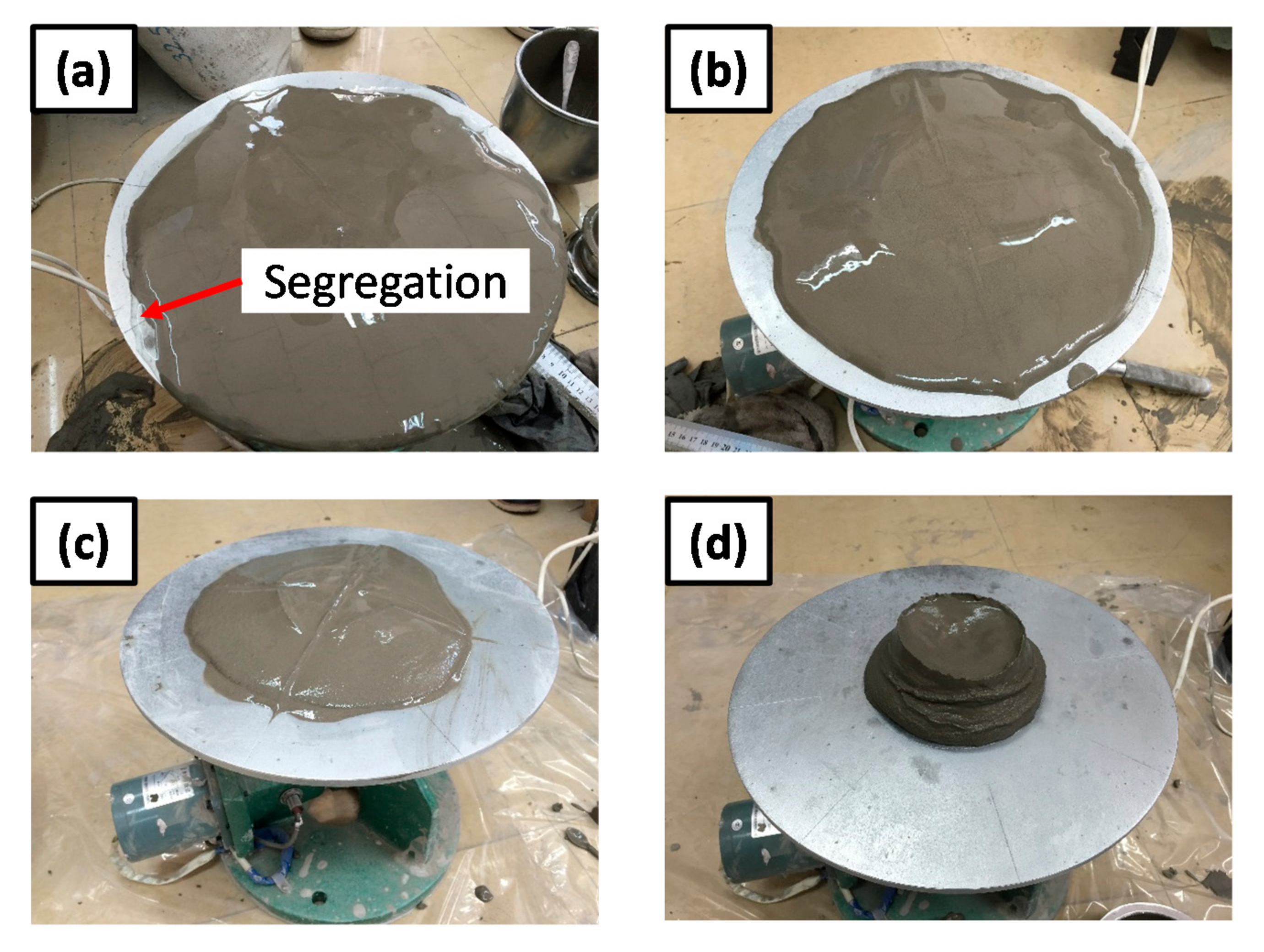
4.1.4. Slump Test
4.1.5. Bleeding Test
4.1.6. Fluidity Test
4.2. Experimental Results
4.2.1. Effect of Solids Content on Slump of Fresh CSUTB with 1:10 c/t
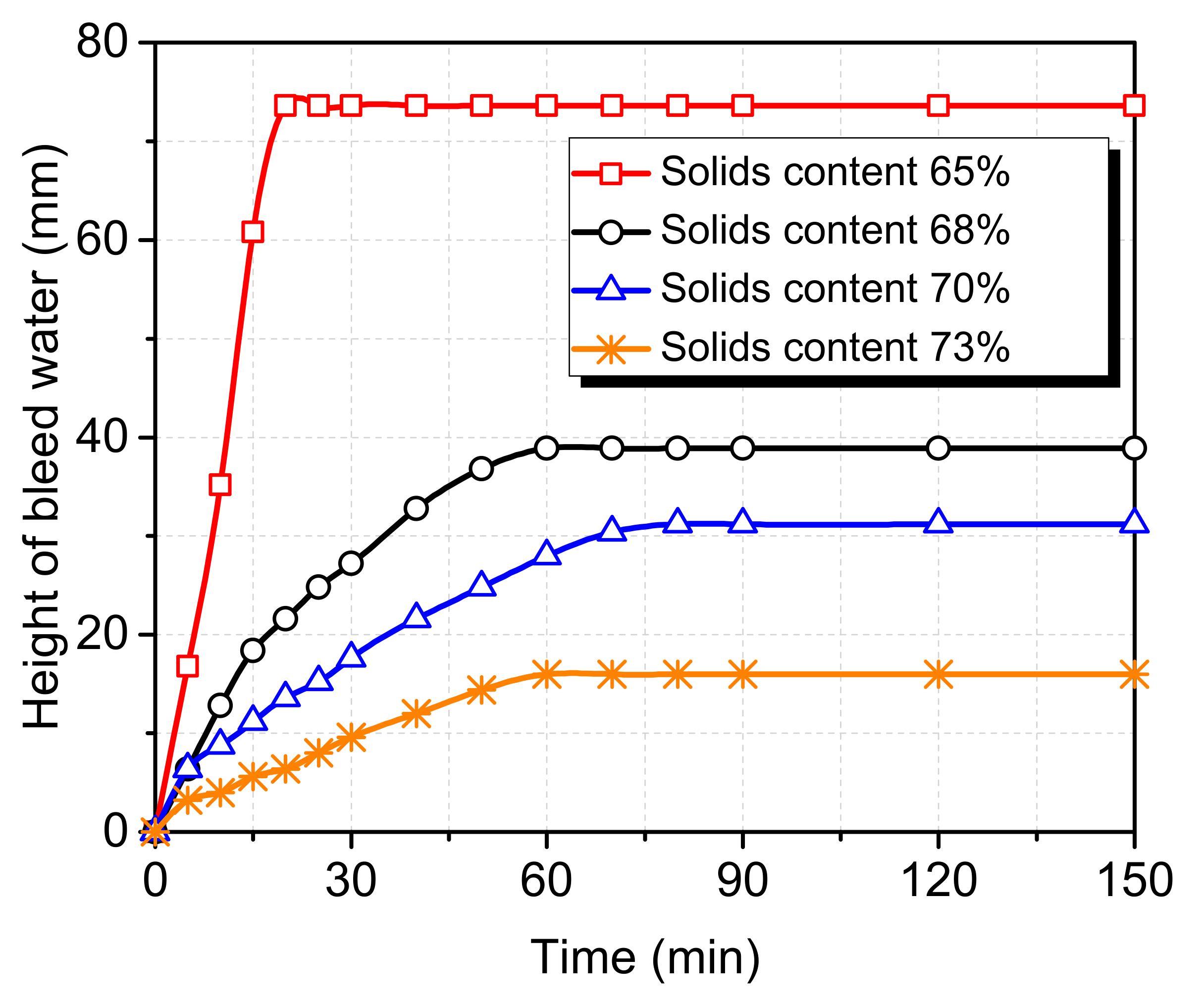
4.2.2. Effect of Solids Content on Bleeding Rate of Fresh CSUTB with 1:10 c/t
4.2.3. Effect of Solids Content on Fluidity of Fresh CSUTB with 1:10 c/t
4.3. Recommendation of RMP for ZGIM
5. Numerical Modeling Studies
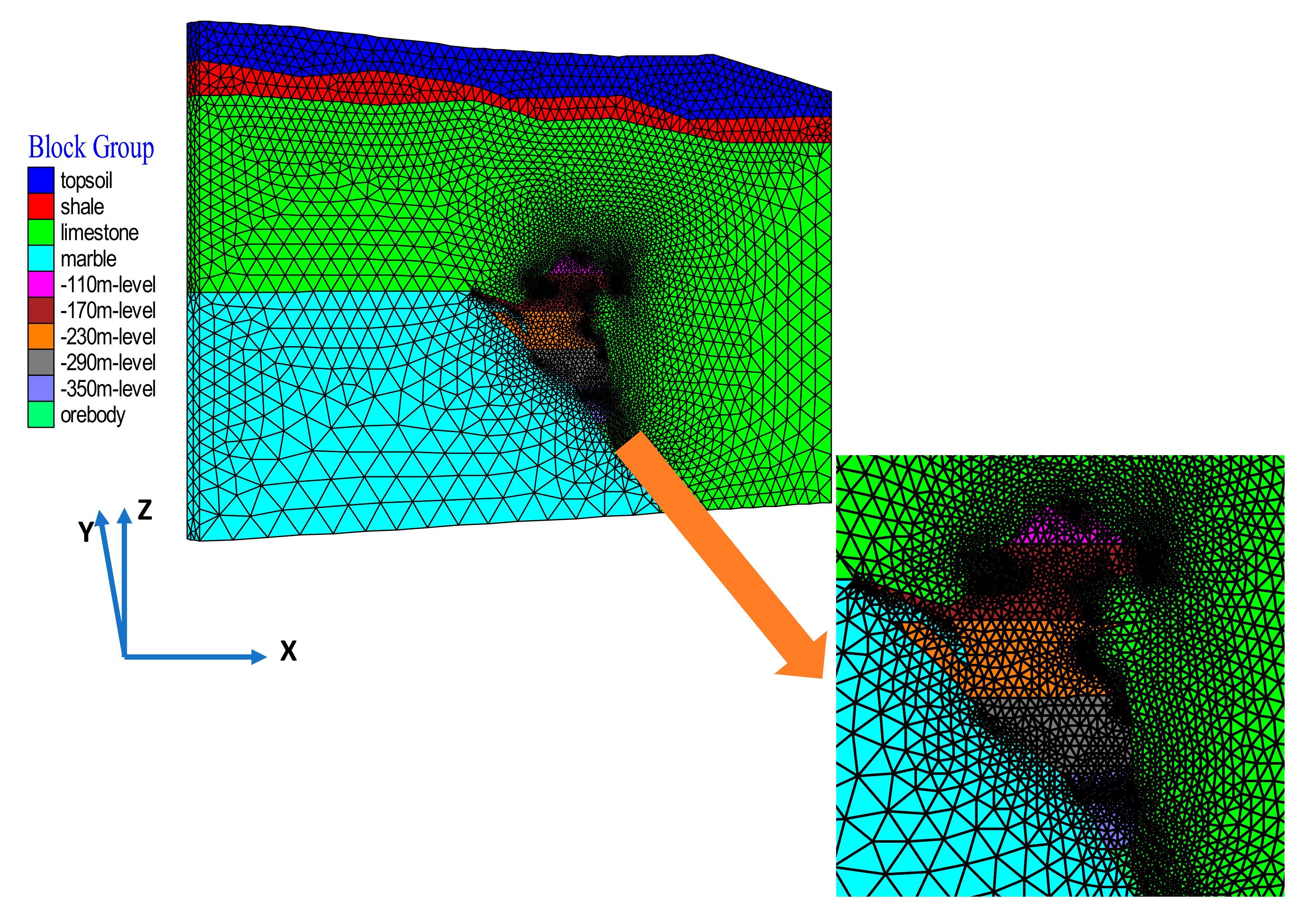
5.1. Model Geometry, Boundary, and Material Initial Conditions
5.2. Constitutive Model and Material Properties
5.3. Numerical Modeling Results
5.3.1. Subsidence Parameters
5.3.2. Subsidence Analysis
6. Conclusions
- (1)
- The present study proposes an modified analytical solution for evaluating the required strength of backfill when in contact with NCT based on Li [30], which then is used in a case study. The required strength of backfill for ZGIM is 0.82 and 0.78 MPa when in contact with the NCT and orebody, respectively.
- (2)
- The results indicate that the rheological properties of CSUTB decrease with increasing solid contents. The rheology, i.e., slump, fluidity, and bleeding rate values, with a certain solid content, can be determined by empirical quadratic polynomial regression equations.
- (3)
- Based on mechanical and rheological testing on CSUTB, a reasonable mix of 1:10 c/t with 70% solid content is recommended for ZGIM. CSUTB with such proportions can meet the strength and transportation requirements as the same time.
- (4)
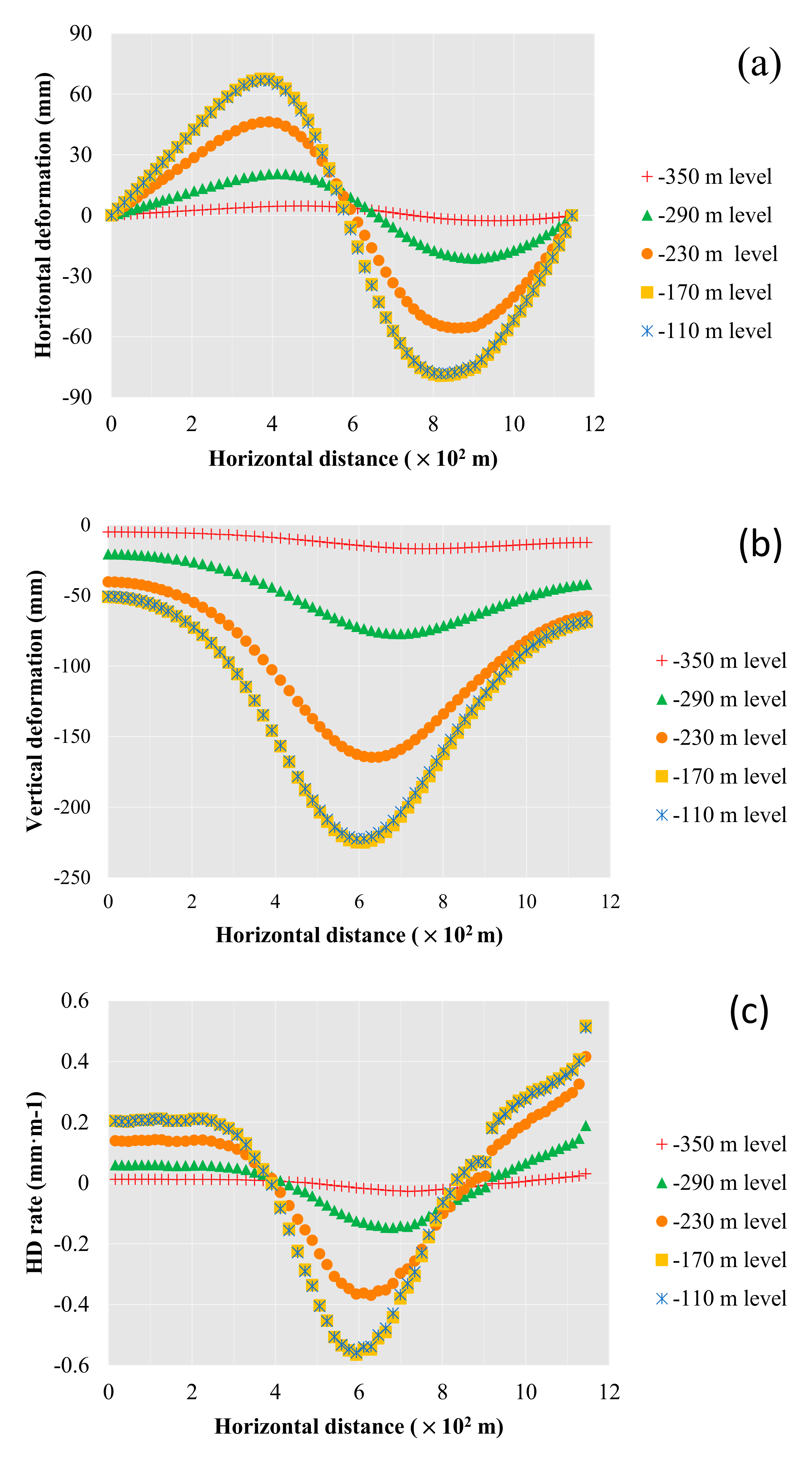
- According to the results of numerical modeling, the maximum vertical and horizontal deformation after extracting −110 m level are 225.04 and 79.370 mm, respectively. The subsidence will increase significantly after mining the −230 m level due to having the largest iron reserves. However, the change of deformation is not clear between extraction at the −110 and −170 m levels. The surface subsidence weighs more toward to left side due to irregular geometry of orebody.
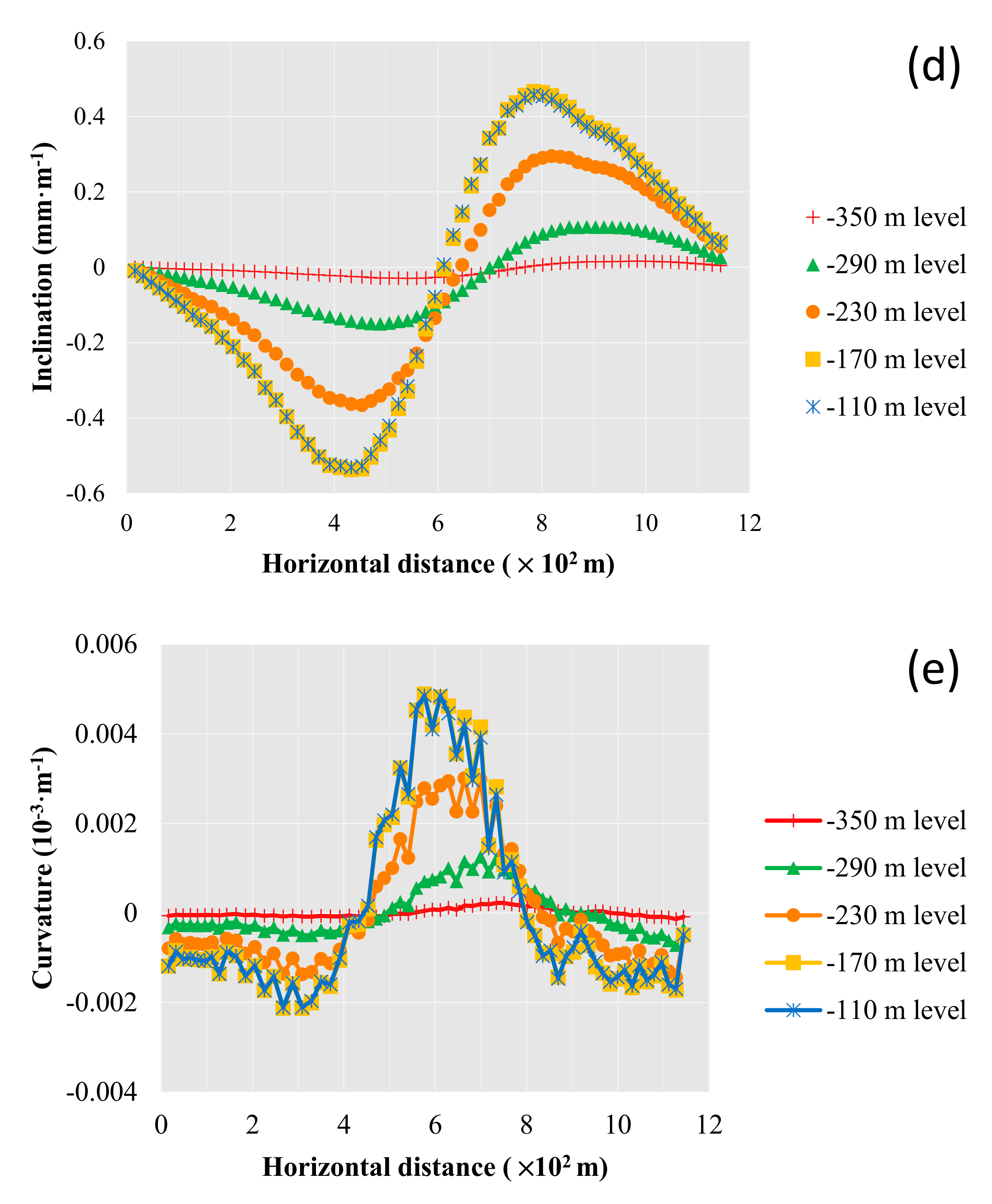
- (5)
- The maximum inclination (0.5368 mm/m), curvature (0.004890 × 10−3/m), and horizontal deformation rate (0.5172 mm/m) are sufficiently small compared with critical values (4 mm/m, 0.4 × 10−3 m−1 and 6mm/m, respectively), which means the subsidence caused by mining activities will not influence the safety of residential buildings and farmland. The results also indicate that the recommended formulation of ZGIM is reasonable and valid.
Acknowledgments
Author Contributions
Conflicts of Interest
Abbreviations
| CPB | cemented paste backfill |
| CSUTB | cemented super-fine unclassified tailings backfill |
| ZGIM | Zhongguan Irom Mine |
| UCS | uniaxial compressive strength |
| NCT | non-cemented tailings |
| RMP | reasonable mix proportion |
| c/t | cement to tailings |
| OPC | ordinary Portland cement |
| mohr | Mohr–coulomb |
| VD | vertical deformation |
| HD | horizontal deformation |
| HDR | horizontal deformation rate |
| CAH | central accumulation horizon |
| SFT | super-fine tailings |
References
- Fall, M.; Célestin, J.C.; Pokharel, M.; Touré, M. A contribution to understanding the effects of curing temperature on the mechanical properties of mine cemented tailings backfill. Eng. Geol. 2010, 114, 397–413. [Google Scholar] [CrossRef]
- Nasir, O.; Fall, M. Modeling the heat development in hydrating CPB structures. Comput. Geotech. 2009, 36, 1207–1218. [Google Scholar] [CrossRef]
- Sun, W.; Wu, A.; Hou, K.; Yang, Y.; Liu, L.; Wen, Y. Real-time observation of meso-fracture process in backfill body during mine subsidence using X-ray CT under uniaxial compressive conditions. Constr. Build. Mater. 2016, 113, 153–162. [Google Scholar] [CrossRef]
- Jiang, H.; Fall, M.; Cui, L. Freezing behaviour of cemented paste backfill material in column experiments. Constr. Build. Mater. 2017, 147, 837–846. [Google Scholar] [CrossRef]
- Yin, S.; Wu, A.; Hu, K.; Wang, Y.; Zhang, Y. The effect of solid components on the rheological and mechanical properties of cemented paste backfill. Miner. Eng. 2012, 35, 61–66. [Google Scholar] [CrossRef]
- Benzaazoua, M.; Bussière, B.; Demers, I.; Aubertin, M.; Fried, É.; Blier, A. Integrated mine tailings management by combining environmental desulphurization and cemented paste backfill: Application to mine Doyon, Quebec, Canada. Miner. Eng. 2008, 21, 330–340. [Google Scholar] [CrossRef]
- Fall, M.; Pokharel, M. Coupled effects of sulphate and temperature on the strength development of cemented tailings backfills: Portland cement-paste backfill. Cem. Concr. Composit. 2010, 32, 819–828. [Google Scholar] [CrossRef]
- Sivakugan, N.; Rankine, R.M.; Rankine, K.J.; Rankine, K.S. Geotechnical considerations in mine backfilling in Australia. J. Clean. Prod. 2006, 14, 1168–1175. [Google Scholar] [CrossRef]
- Liang, C.; Fall, M. An evolutive elasto-plastic model for cemented paste backfill. Comput. Geotech. 2016, 71, 19–29. [Google Scholar]
- Yilmaz, E.; Belem, T.; Benzaazoua, M. Specimen size effect on strength behavior of cemented paste backfills subjected to different placement conditions. Eng. Geol. 2015, 185, 52–62. [Google Scholar] [CrossRef]
- Ouellet, S.; Bussière, B.; Aubertin, M.; Benzaazoua, M. Microstructural evolution of cemented paste backfill: Mercury intrusion porosimetry test results. Cem. Concr. Res. 2007, 37, 1654–1665. [Google Scholar] [CrossRef]
- Doherty, J.P. A numerical study into factors affecting stress and pore pressure in free draining mine stopes. Comput. Geotech. 2015, 63, 331–341. [Google Scholar] [CrossRef]
- Ke, X.; Hou, H.; Zhou, M.; Wang, Y.; Zhou, X. Effect of particle gradation on properties of fresh and hardened cemented paste backfill. Constr. Build. Mater. 2015, 96, 378–382. [Google Scholar] [CrossRef]
- Liang, C.; Fall, M. Mechanical and thermal properties of cemented tailings materials at early ages: Influence of initial temperature, curing stress and drainage conditions. Constr. Build. Mater. 2016, 125, 553–563. [Google Scholar]
- Kesimal, A.; Yilmaz, E.; Ercikdi, B. Evaluation of paste backfill mixtures consisting of sulphide-rich mill tailings and varying cement contents. Cem. Concr. Res. 2004, 34, 1817–1822. [Google Scholar] [CrossRef]
- Deng, D.Q.; Liu, L.; Yao, Z.L.; Song, K.I.; Lao, D.Z. A practice of ultra-fine tailings disposal as filling material in a gold mine. J. Environ. Manag. 2017, 196, 100–109. [Google Scholar] [CrossRef] [PubMed]
- Amaratunga, L.M.; Yaschyshyn, D.N. Development of a high modulus paste fill using fine gold mill tailings. Geotech. Geol. Eng. 1997, 15, 205–219. [Google Scholar] [CrossRef]
- Kesimal, A.; Ercikdi, B.; Yilmaz, E. The effect of desliming by sedimentation on paste backfill performance. Miner. Eng. 2003, 16, 1009–1011. [Google Scholar] [CrossRef]
- Fall, M.; Benzaazoua, M.; Ouellet, S. Experimental characterization of the influence of tailings fineness and density on the quality of cemented paste backfill. Miner. Eng. 2005, 18, 41–44. [Google Scholar] [CrossRef]
- Ke, X.; Zhou, X.; Wang, X.; Wang, T.; Hou, H.; Zhou, M. Effect of tailings fineness on the pore structure development of cemented paste backfill. Constr. Build. Mater. 2016, 126, 345–350. [Google Scholar] [CrossRef]
- Siriwardane, H.J.; Kannan, R.S.; Ziemkiewicz, P.F. Use of waste materials for control of acid mine drainage and subsidence. J. Environ. Eng. 2003, 129, 910–915. [Google Scholar] [CrossRef]
- Zhu, X.J.; Guo, G.L.; Fang, Q. Coupled discrete element-finite difference method for analyzing subsidence control in fully mechanized solid backfilling mining. Environ. Earth Sci. 2016, 75, 683. [Google Scholar] [CrossRef]
- Zhang, J.; Zhang, Q.; Sun, Q.; Gao, R.; Germain, D.; Abro, S. Surface subsidence control theory and application to backfill coal mining technology. Environ. Earth Sci. 2015, 74, 1439–1448. [Google Scholar] [CrossRef]
- Guo, G.L.; Zhu, X.J.; Zha, J.F.; Wang, Q. Subsidence prediction method based on equivalent mining height theory for solid backfilling mining. Trans. Nonferr. Met. Soc. China 2014, 24, 3302–3308. [Google Scholar] [CrossRef]
- Sui, W.; Zhang, D.; Cui, Z.C.; Wu, Z.; Zhao, Q. Environmental implications of mitigating overburden failure and subsidences using paste-like backfill mining: A case study. Int. J. Min. Reclam. Environ. 2015, 29, 521–543. [Google Scholar] [CrossRef]
- Huang, G.; Kulatilake, P.H.; Shreedharan, S.; Cai, S.; Song, H. 3-D discontinuum numerical modeling of subsidence incorporating ore extraction and backfilling operations in an underground iron mine in China. Int. J. Min. Sci. Technol. 2017, 27, 191–201. [Google Scholar] [CrossRef]
- Yang, Z.; Zhai, S.; Gao, Q.; Li, M. Stability analysis of large-scale stope using stage subsequent filling mining method in Sijiaying iron mine. J. Rock Mech. Geotech. Eng. 2015, 7, 87–94. [Google Scholar] [CrossRef]
- Qiu, J.; Yang, L.; Sun, X.; Xing, J.; Li, S. Strength characteristics and failure mechanism of cemented super-fine unclassified tailings backfill. Minerals 2017, 7, 58. [Google Scholar] [CrossRef]
- Li, L.; Aubertin, M. A modified solution to assess the required strength of exposed backfill in mine stopes. Can. Geotech. J. 2012, 49, 994–1002. [Google Scholar] [CrossRef]
- Li, L. Generalized Solution for Mining Backfill Design. Int. J. Geomech. 2014, 14, 04014006. [Google Scholar] [CrossRef]
- Li, L. Analytical solution for determining the required strength of a side-exposed mine backfill containing a plug. Can. Geotech. J. 2013, 51, 508–519. [Google Scholar] [CrossRef]
- Li, L.; Aubertin, M. An improved method to assess the required strength of cemented backfill in underground stopes with an open face. Int. J. Min. Sci. Technol. 2014, 24, 549–558. [Google Scholar] [CrossRef]
- Liu, Z.X.; Ming, L.; Xiao, S.Y.; Guo, H.Q. Damage failure of cemented backfill and its reasonable match with rock mass. Trans. Nonferr. Met. Soc. China 2015, 25, 954–959. [Google Scholar] [CrossRef]
- Yang, P.; Li, L.; Aubertin, M. A new solution to assess the required strength of mine backfill with a vertical exposure. Int. J. Geomech. 2017, 17. [Google Scholar] [CrossRef]
- Mitchell, R.J.; Olsen, R.S.; Smith, J.D. Model studies on cemented tailings used in mine backfill. Can. Geotech. J. 1982, 19, 14–28. [Google Scholar] [CrossRef]
- Fall, M.; Nasir, O. Mechanical Behaviour of the Interface Between Cemented Tailings Backfill and Retaining Structures Under Shear Loads. Geotech. Geol. Eng. 2010, 28, 779–790. [Google Scholar] [CrossRef]
- Liu, G.; Li, L.; Yang, X.; Guo, L. Numerical analysis of stress distribution in backfilled stopes considering interfaces between the backfill and rock walls. Int. J. Geomech. 2017, 17. [Google Scholar] [CrossRef]
- Ouattara, D.; Yahia, A.; Mbonimpa, M.; Belem, T. Effects of superplasticizer on rheological properties of cemented paste backfills. Int. J. Miner. Process. 2017, 161, 28–40. [Google Scholar] [CrossRef]
- Ercikdi, B.; Cihangir, F.; Kesimal, A.; Deveci, H.; Alp, İ. Utilization of water-reducing admixtures in cemented paste backfill of sulphide-rich mill tailings. J. Hazard. Mater. 2010, 179, 940–946. [Google Scholar] [CrossRef] [PubMed]
- Benzaazoua, M.; Fall, M.; Belem, T. A contribution to understanding the hardening process of cemented pastefill. Miner. Eng. 2004, 17, 141–152. [Google Scholar] [CrossRef]
- Common Portland Cement; Chinese Standard GB 175-2007; Standardization Administration of China: Beijing, China, 2007.
- Belem, T.; Benzaazoua, M. Design and application of underground mine paste backfill technology. Geotech. Geol. Eng. 2008, 26, 147–174. [Google Scholar] [CrossRef]
- Standard Test Method for Slump of Hydraulic-Cement Concrete; ASTM C143/C143M-15a; ASTM International: West Conshohocken, PA, USA, 2015.
- Standard Test Method for Expansion and Bleeding of Freshly Mixed Grouts for Preplaced-Aggregate Concrete in the Laboratory; ASTM C940–16; ASTM International: West Conshohocken, PA, USA, 2016.
- Meng, T.; Yu, Y.; Qian, X.; Zhan, S.; Qian, K. Effect of nano-TiO2 on the mechanical properties of cement mortar. Constr. Build. Mater. 2012, 29, 241–245. [Google Scholar] [CrossRef]
- Ouyang, X.; Guo, Y.; Qiu, X. The feasibility of synthetic surfactant as an air entraining agent for the cement matrix. Constr. Build. Mater. 2008, 22, 1774–1779. [Google Scholar] [CrossRef]
- Li, C.; Sun, H.; Yi, Z.; Li, L. Innovative methodology for comprehensive utilization of iron ore tailings: Part 2: The residues after iron recovery from iron ore tailings to prepare cementitious material. J. Hazard. Mater. 2010, 174, 78–83. [Google Scholar] [CrossRef] [PubMed]
- Test Method for Fluidity of Cement Mortar; Chinese Standards GB/T 2419-2005; Standardization Administration of China: Beijing, China, 2005.
- Ghirian, A.; Fall, M. Coupled thermo-hydro-mechanical–chemical behaviour of cemented paste backfill in column experiments. Part I: Physical, hydraulic and thermal processes and characteristics. Eng. Geol. 2013, 164, 195–207. [Google Scholar] [CrossRef]
- Yang, L.; Wang, J.; Qiu, J.; Xing, J.; Sun, X. Ratio optimization of unclassified tailings cemented backfill material based on orthogonal experiment. Conserv. Util. Miner. Resour. 2017, 3, 21–25. (In Chinese) [Google Scholar]
- Yao, Y.; Sun, H. A novel silica alumina-based backfill material composed of coal refuse and fly ash. J. Hazard. Mater. 2012, 213, 71–82. [Google Scholar] [CrossRef] [PubMed]
- Ercikdi, B.; Cihangir, F.; Kesimal, A.; Deveci, H. Practical Importance of Tailings for Cemented Paste Backfill. In Paste Tailings Management; Springer International Publishing: Cham, Switzerland, 2017; pp. 7–32. [Google Scholar]
- Zhang, J.W.; Ni, W.; Hu, W.; Huang, X.Y. Research on the Fluidity of Backfilling Material with Preparation of Steel Slag Gel System. Met. Mine 2013, 5, 153–156. [Google Scholar]
- Nasir, O.; Fall, M. Coupling binder hydration, temperature and compressive strength development of underground cemented paste backfill at early ages. Tunn. Undergr. Space Technol. 2010, 25, 9–20. [Google Scholar] [CrossRef]
- Li, L.; Aubertin, M. Numerical investigation of the stress state in inclined backfilled stopes. Int. J. Geomech. 2009, 9, 52–62. [Google Scholar] [CrossRef]
- Salmi, E.F.; Nazem, M.; Karakus, M. The effect of rock mass gradual deterioration on the mechanism of post-mining subsidence over shallow abandoned coal mines. Int. J. Rock Mech. Min. Sci. 2017, 91, 59–71. [Google Scholar] [CrossRef]
- Hassani, F.; Mortazavi, A.; Shabani, M. An investigation of mechanisms involved in backfill-rock mass behaviour in narrow vein mining. J. South. Afr. Inst. Min. Metall. 2008, 108, 463–472. [Google Scholar]
- Corkum, A.G.; Board, M.P. Numerical analysis of longwall mining layout for a Wyoming Trona mine. Int. J. Rock Mech. Min. Sci. 2016, 89, 94–108. [Google Scholar] [CrossRef]
- Backfilling Technical Report of Zhongguan Iron Mine; North China University of Science and Technology: Tangshan, China, 2016.
- China National Standards, Code for Design of Nonferrous Metal Mining; Chinese Standards GB-50771-2012; Standardization Administration of China: Beijing, China, 2012.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| L (m) | B (m) | H (m) | FS | (kN/m3) | kN/m3) | (°) | (°) | ||
|---|---|---|---|---|---|---|---|---|---|
| 50 | 18 | 60 | 1.5 | 18 | 16.3 | 30 | 15 | 0.2 | 0.5 |
| Characteristic Diameter | d10 | d50 | d60 | d90 | d100 |
|---|---|---|---|---|---|
| Size (μm) | 2.17 | 14.2 | 18.7 | 82.9 | 211 |
| Composition | CaO | SiO2 | Fe2O3 | MgO | Al2O3 | SO3 | K2O | Na2O | TiO2 |
|---|---|---|---|---|---|---|---|---|---|
| Tailings | 44.41 | 20.91 | 16.39 | 11.30 | 3.22 | 2.23 | 0.52 | 0.39 | 0.10 |
| OPC | 60.51 | 22.86 | 3.35 | 1.57 | 5.45 | 3.01 | 0.56 | 0.25 | 0.11 |
| c/t | Solids Content |
|---|---|
| 1:10 | 65% |
| 1:10 | 68% |
| 1:10 | 70% |
| 1:10 | 73% |
| Type | Density (g·m−3) | Tensile Strength (MPa) | Cohesion (MPa) | Internal Frictional Angle (°) | Elastic Modulus (GPa) | Poisson’s Ratio |
|---|---|---|---|---|---|---|
| quaternary topsoil | 2.20 | - | 0.1 | - | 3.20 | 0.32 |
| Shale | 2.62 | 1.55 | 6.45 | 34 | 6.30 | 0.31 |
| crystalline limestone | 2.67 | 1.60 | 5.28 | 46 | 8.23 | 0.27 |
| Orebody | 3.95 | 1.53 | 6.25 | 34 | 6.30 | 0.31 |
| Marble | 2.78 | 1.65 | 5.72 | 45 | 8.30 | 0.30 |
| CSUTB (1:10 c/t) | 1.80 | 0.47 | 0.73 | 33 | 0.93 | 0.24 |
| Levels | Vertical Deformation (mm) | Horizontal Deformation (mm) | Inclination (mm/m) | Curvature (10−3/m) | Horizontal Deformation Rate (mm/m) |
|---|---|---|---|---|---|
| −350 | 16.914 | 4.671 | 0.0294 | 0.000224 | 0.0305 |
| −290 | 77.017 | 21.083 | 0.1500 | 0.001258 | 0.1893 |
| −230 | 164.68 | 55.747 | 0.3661 | 0.003009 | 0.4157 |
| −170 | 222.32 | 78.085 | 0.5306 | 0.004857 | 0.5106 |
| −110 | 225.04 | 79.370 | 0.5368 | 0.004890 | 0.5172 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, L.; Qiu, J.; Jiang, H.; Hu, S.; Li, H.; Li, S. Use of Cemented Super-Fine Unclassified Tailings Backfill for Control of Subsidence. Minerals 2017, 7, 216. https://doi.org/10.3390/min7110216
Yang L, Qiu J, Jiang H, Hu S, Li H, Li S. Use of Cemented Super-Fine Unclassified Tailings Backfill for Control of Subsidence. Minerals. 2017; 7(11):216. https://doi.org/10.3390/min7110216
Chicago/Turabian StyleYang, Lei, Jingping Qiu, Haiqiang Jiang, Shiqiang Hu, Hao Li, and Songbo Li. 2017. "Use of Cemented Super-Fine Unclassified Tailings Backfill for Control of Subsidence" Minerals 7, no. 11: 216. https://doi.org/10.3390/min7110216
APA StyleYang, L., Qiu, J., Jiang, H., Hu, S., Li, H., & Li, S. (2017). Use of Cemented Super-Fine Unclassified Tailings Backfill for Control of Subsidence. Minerals, 7(11), 216. https://doi.org/10.3390/min7110216