Sulfides Formation in Carbothermic Reduction of Saprolitic Nickel Laterite Ore Using Low-Rank Coals and Additives: A Thermodynamic Simulation Analysis



Abstract
1. Introduction
2. Methodology
2.1. Laterite Materials
2.2. Modeling Approach
3. Results and Discussion
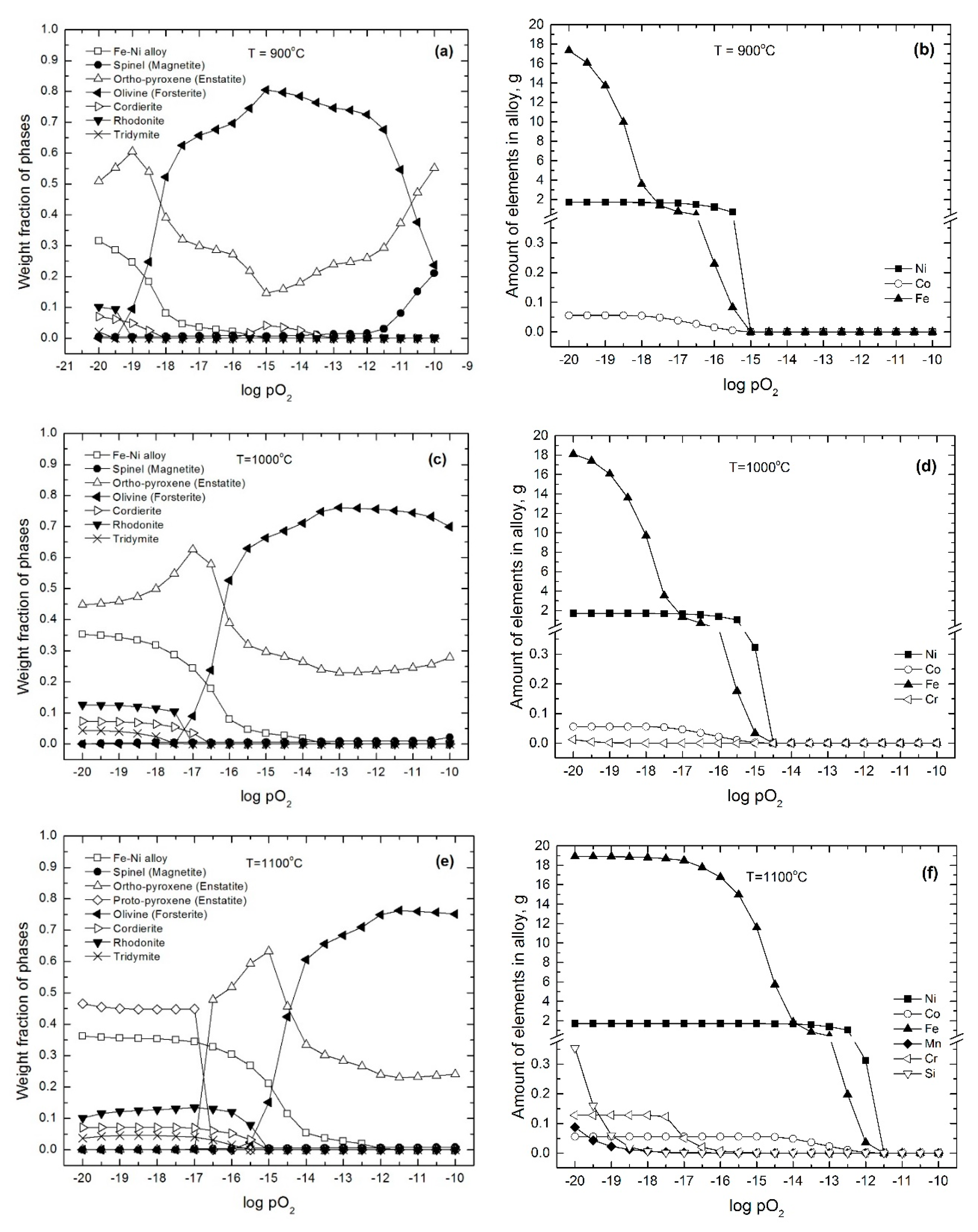
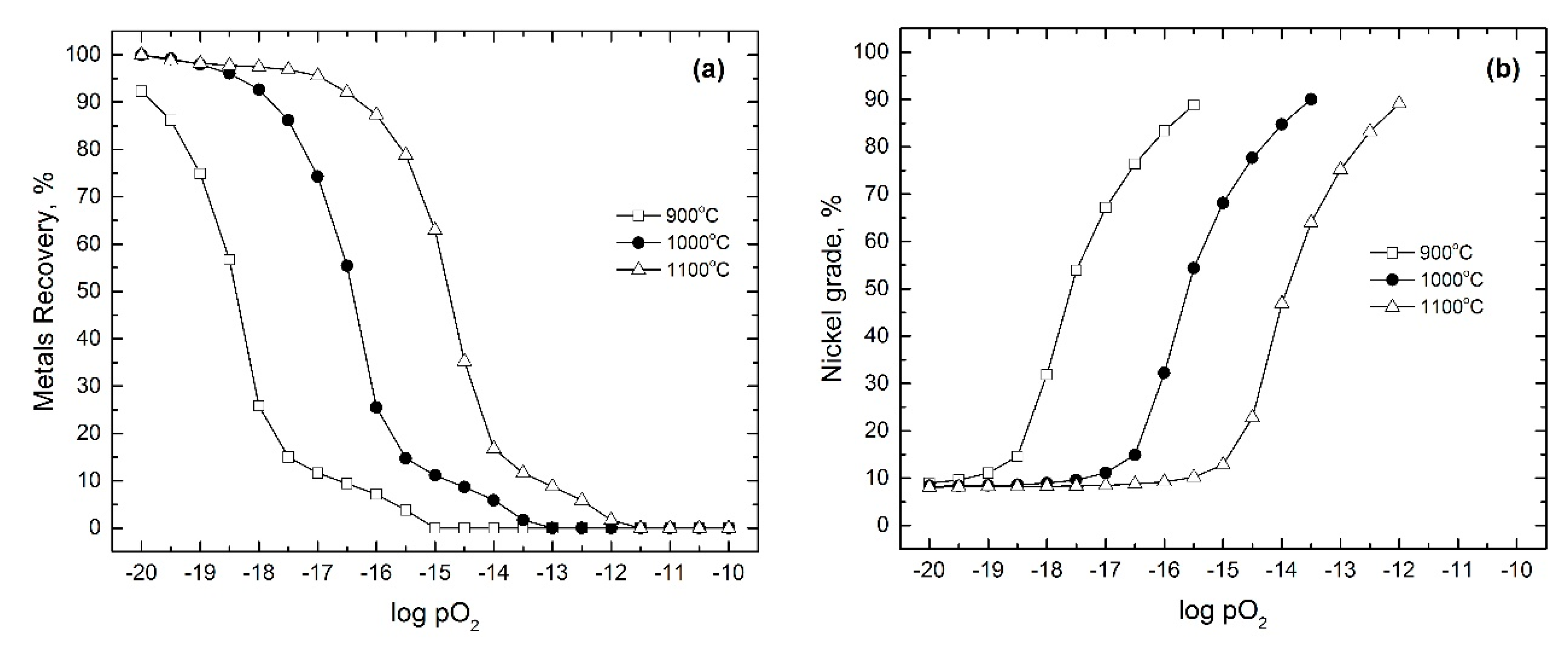
3.1. Effect of Temperature and Reduction Potential (pO2) on Phases Formation
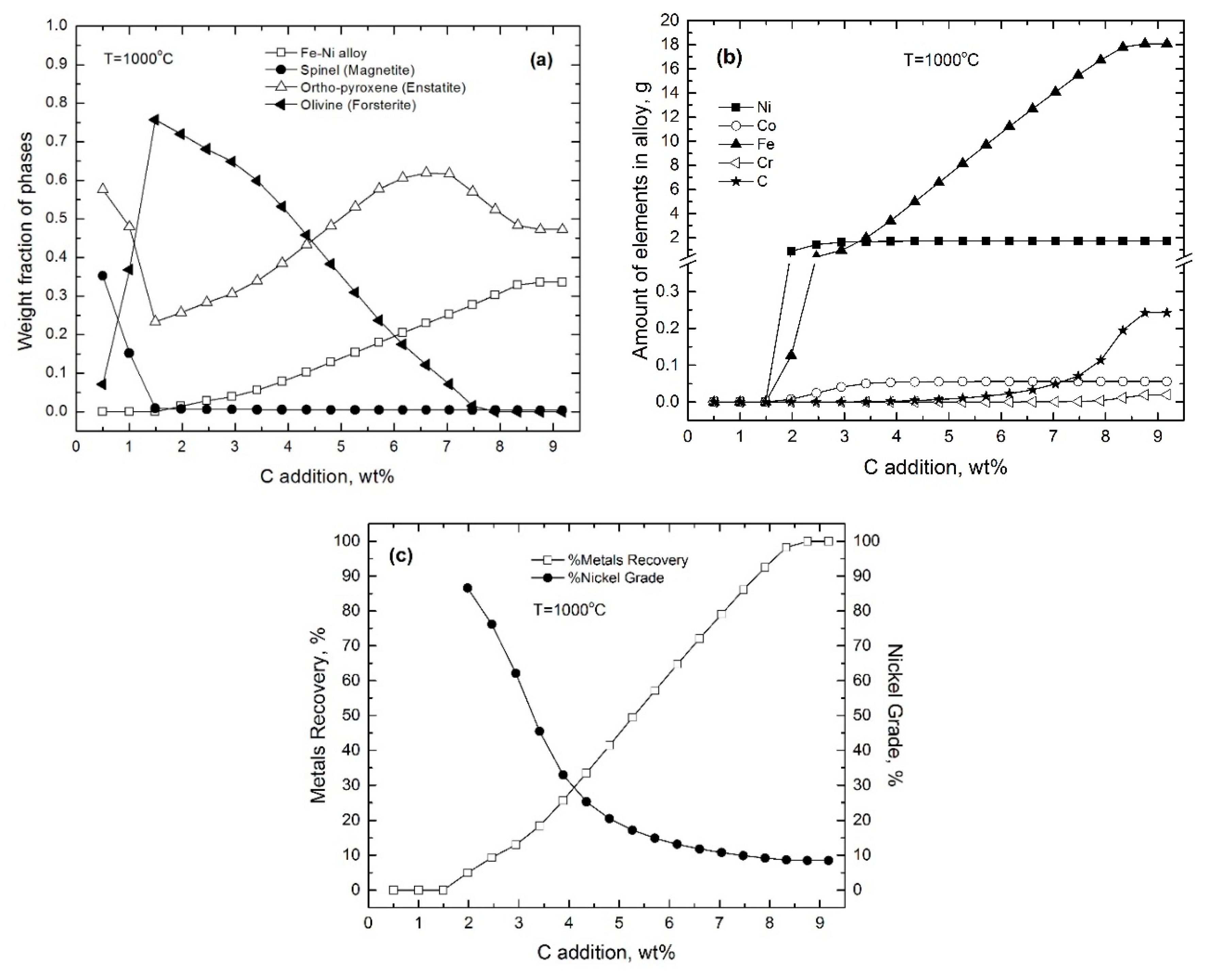
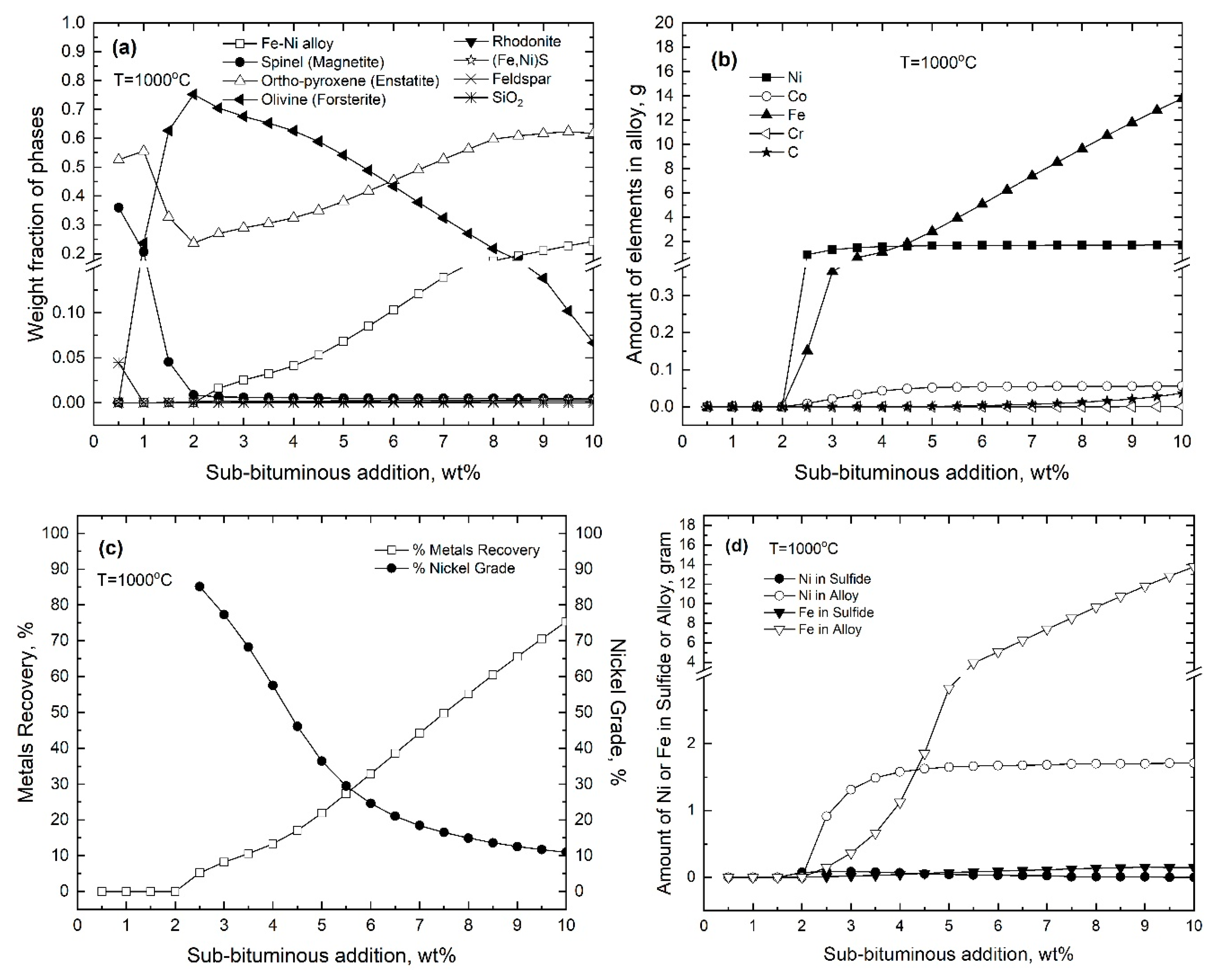
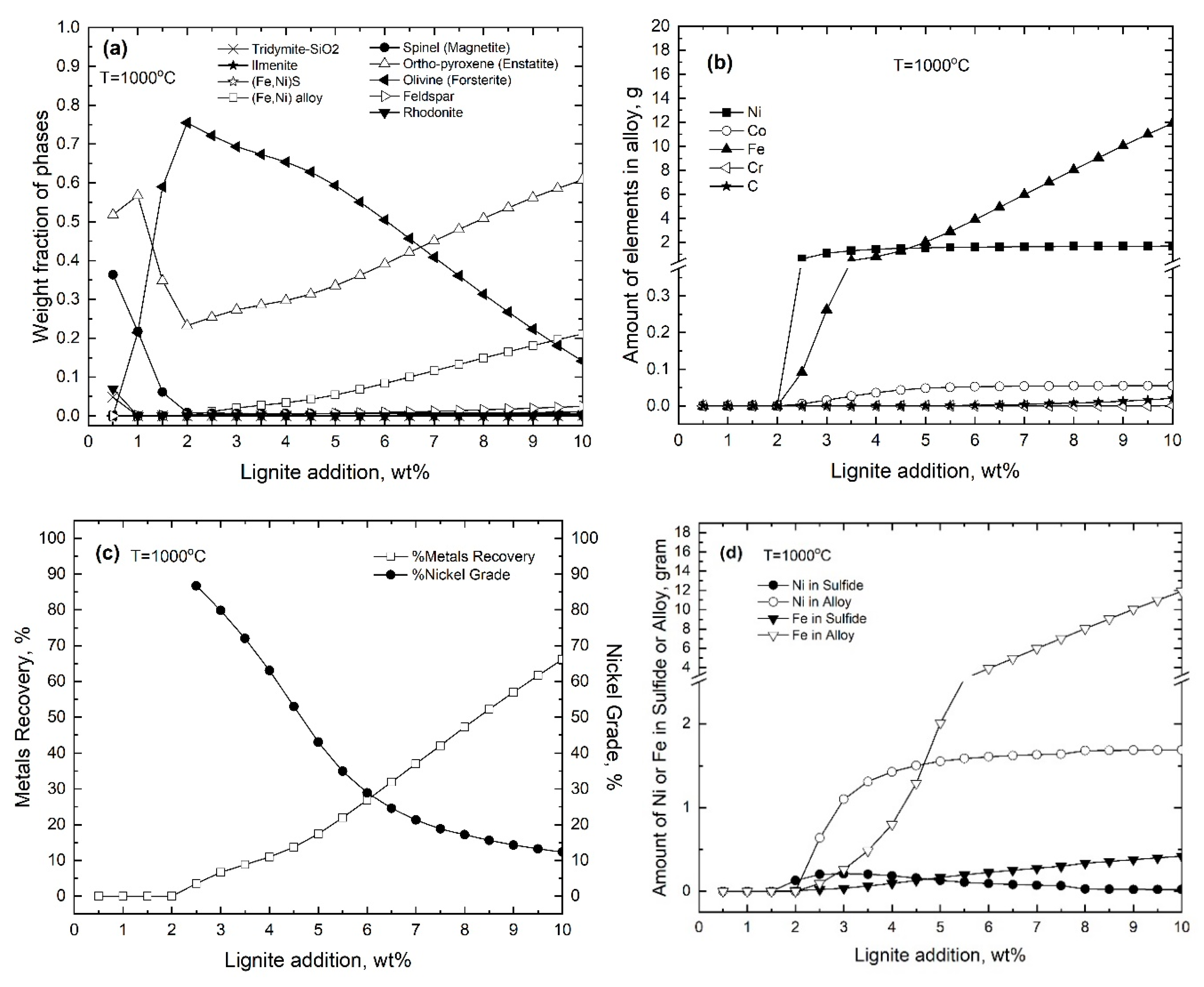
3.2. Effect of C and Coals Concentration on Phases Formation at 1000 °C (1273 K)
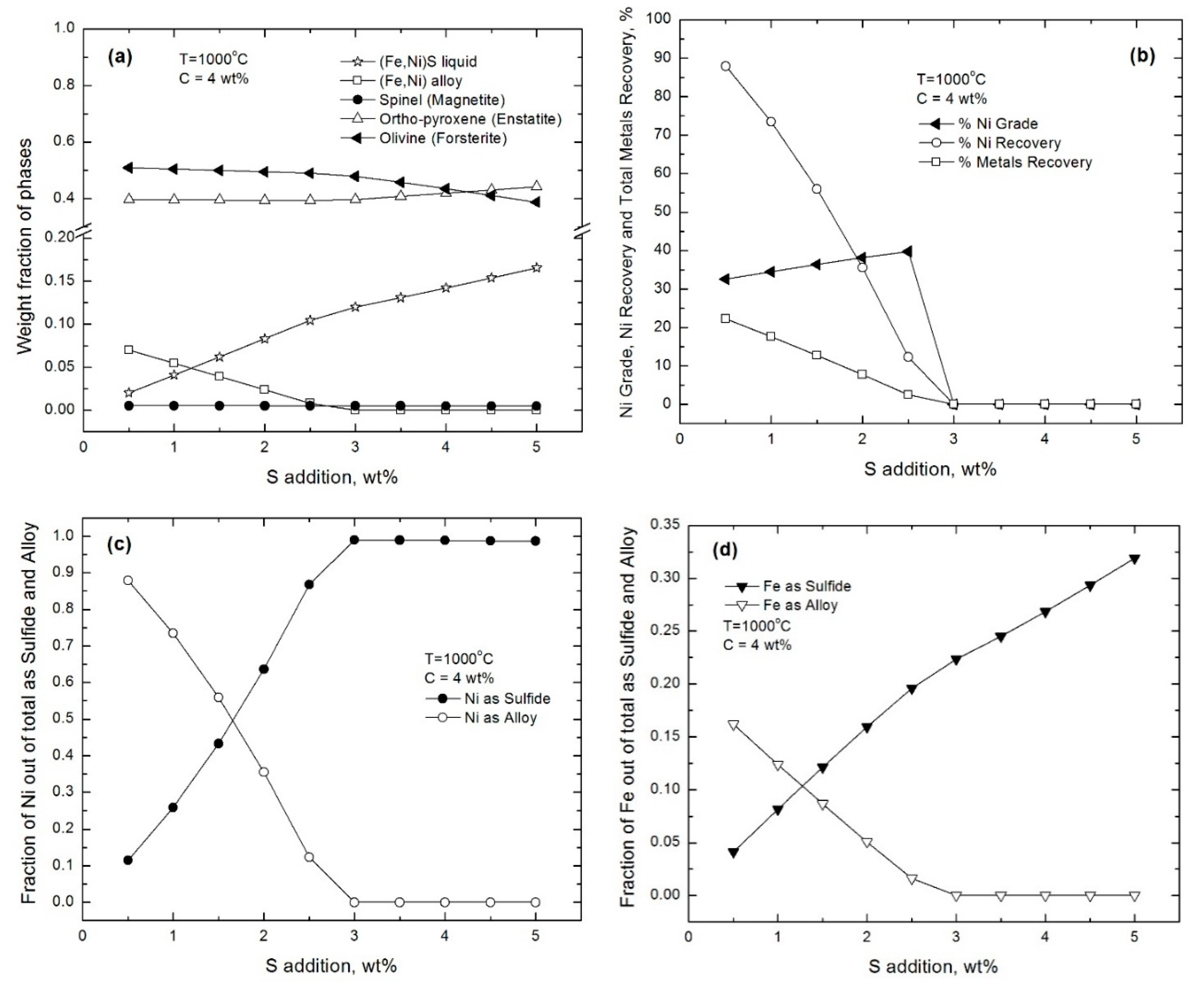
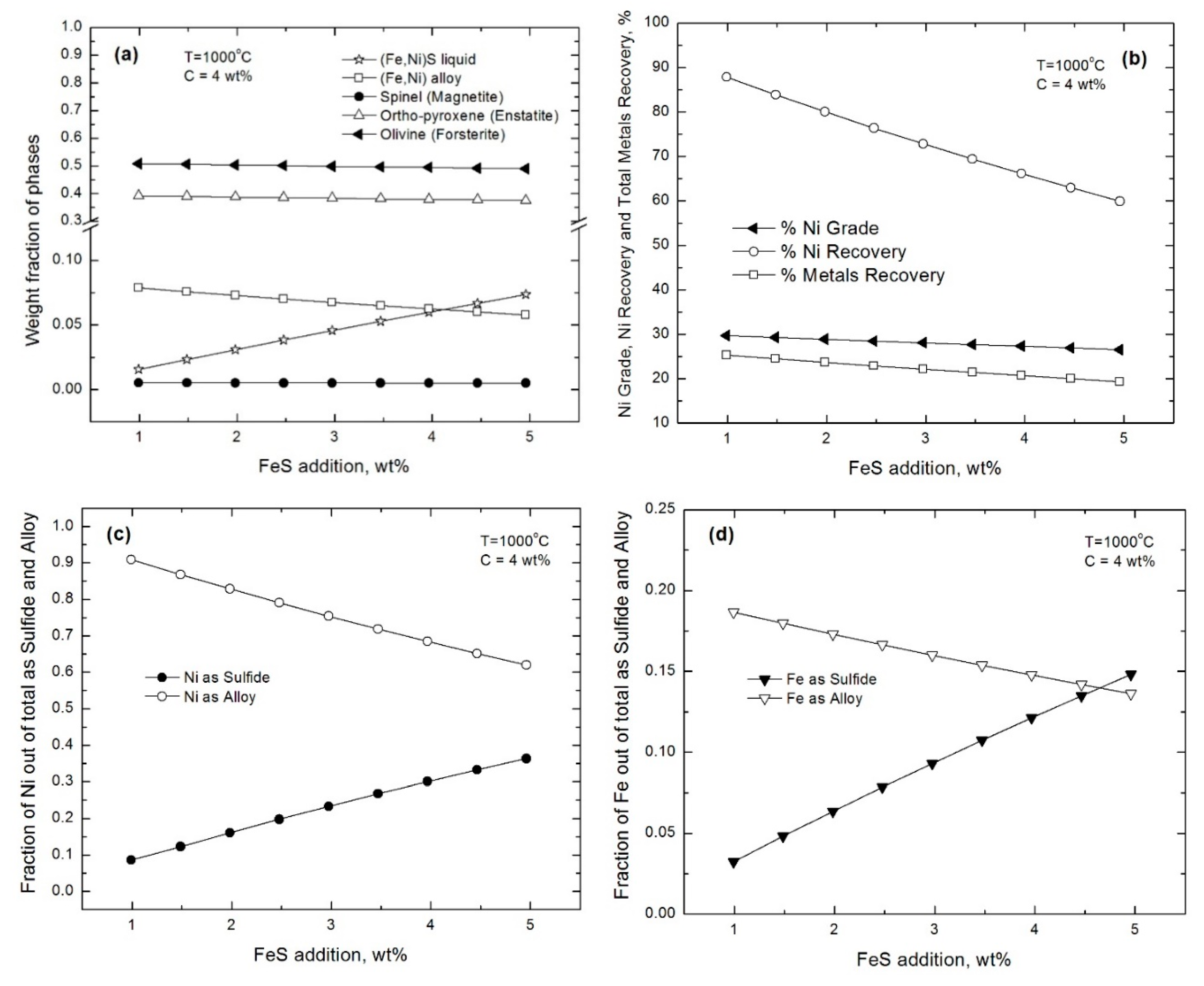
3.3. Effect of S and FeS Additions on Phases Formation at 1000 °C (1273 K)
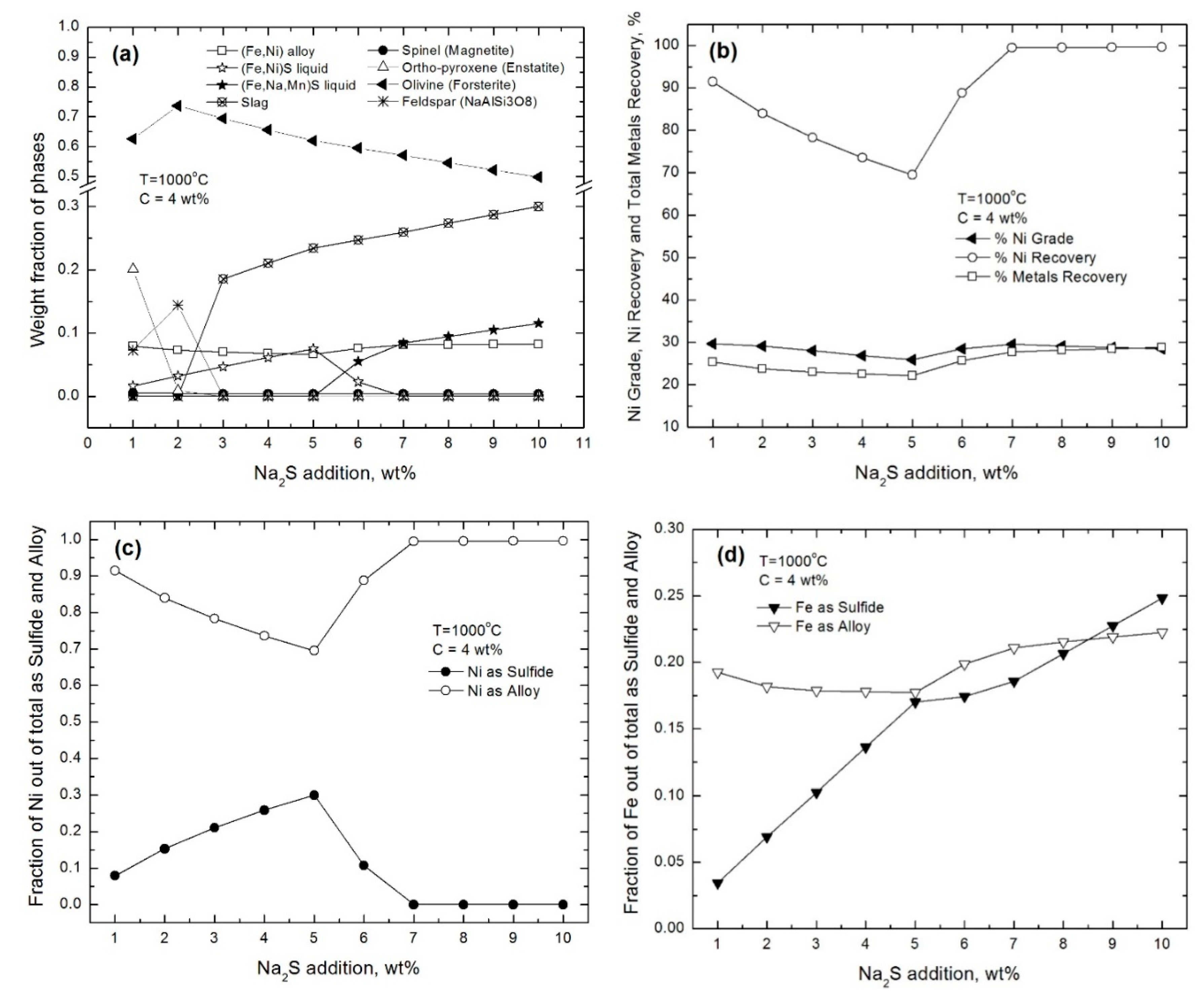
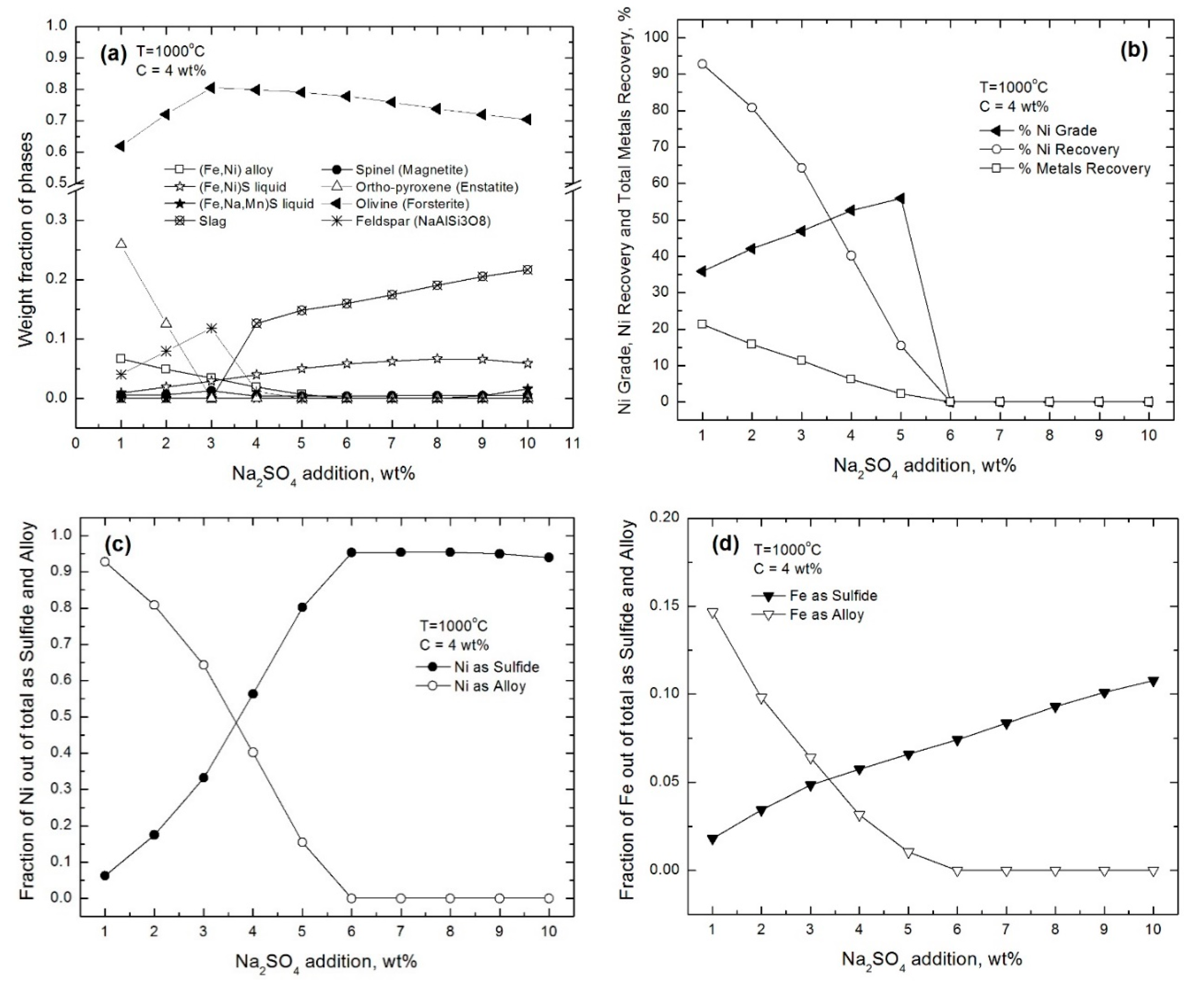
3.4. Effect of Na2S and Na2SO4 Additions on Phases Formation at 1000 °C (1273 K)
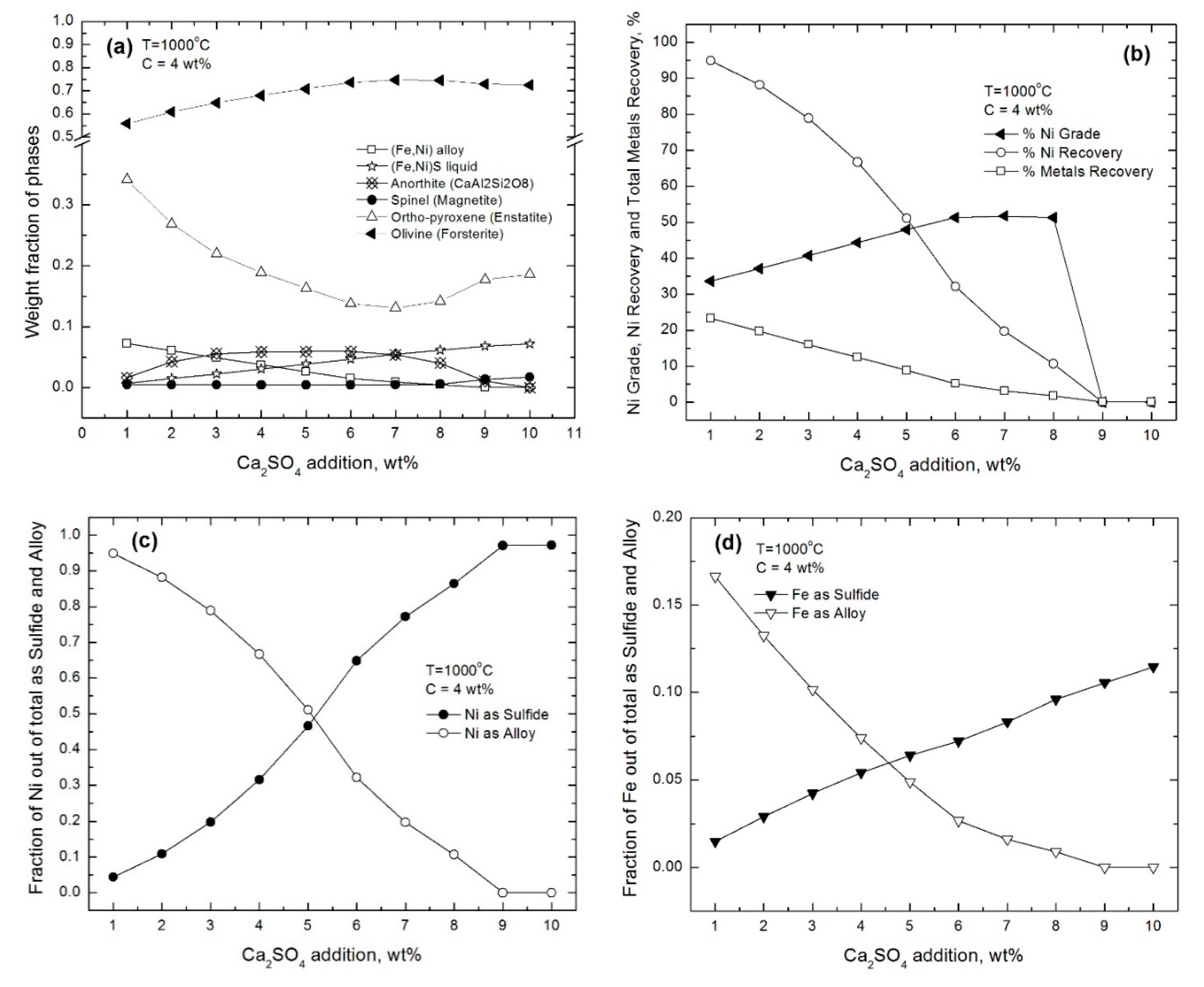
3.5. Effect of CaSO4 Addition on Phases Formation at 1000 °C (1273 K)
3.6. Comparison of the Effect of Additives on Phases Formation at 1000 °C (1273 K)
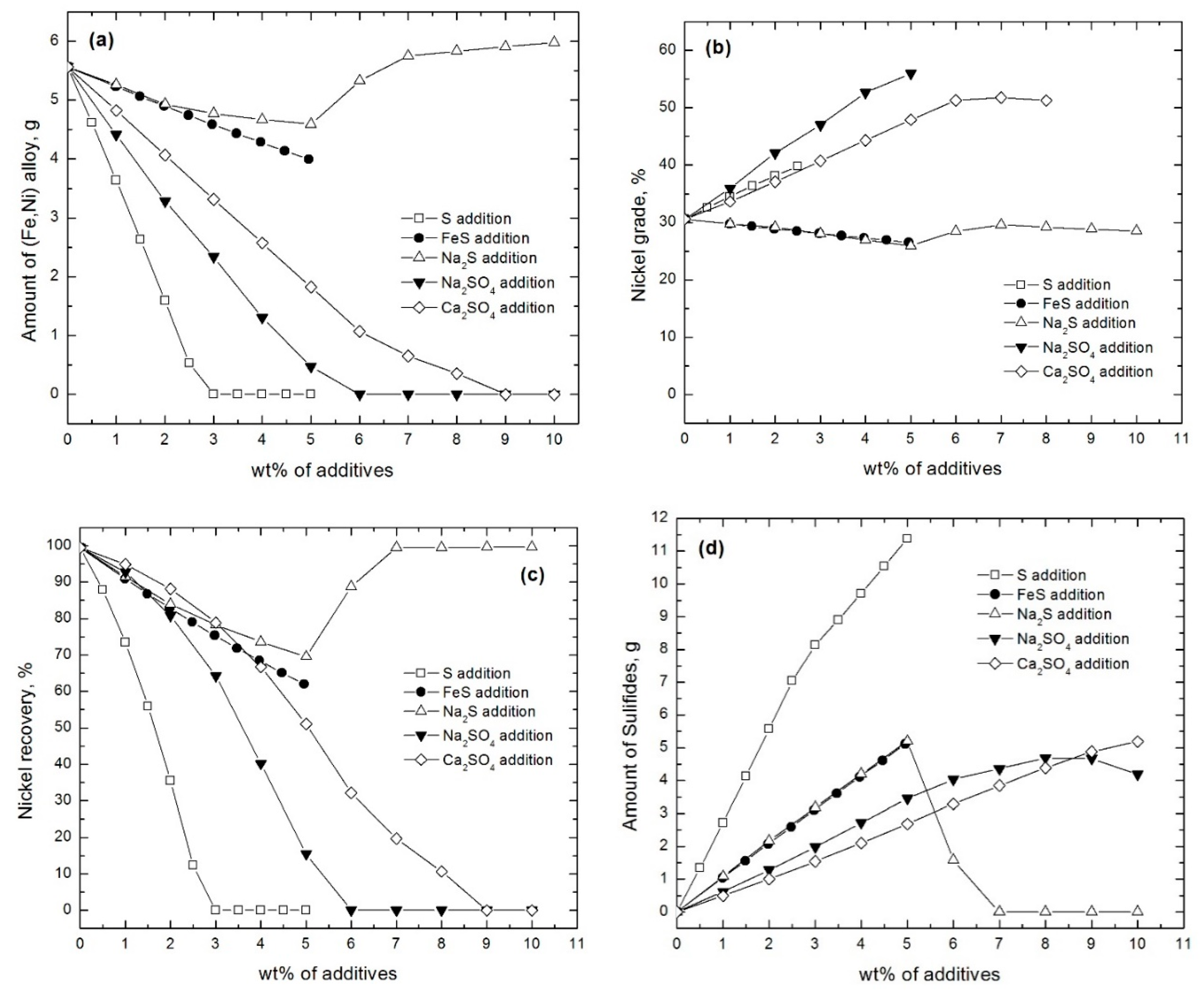
- Generally, the selected additives would react with laterite and in particular with (Fe, Ni) alloy to form sulfides, therefore reducing the amount of (Fe, Ni) alloy formed at equilibrium. On the basis of the same amount of addition (in weight), the effect of additives on the amount of (Fe, Ni) alloy that was formed, from high to low, is ranked as follows: Na2S > FeS > CaSO4 > Na2SO4 > S
- The addition of these additives promote the formation of the (Fe,Ni)S. Since this sulfide forms with the expense of FeNi alloys, one may speculate that the sulfide liquid would form in the vicinity of FeNi alloys. On the basis of the same amount of addition (in weight), the degree of sulfide formation from high to low, is ranked as follows: S > FeS = Na2S > Na2SO4 > CaSO4
- FeS and Na2S additions were found to reduce the Ni grade; while S, Na2SO4, and CaSO4 increase the Ni grade.
- At low addition of additives (<2 wt %), the effect of additives on the nickel recovery (from high to low) is ranked as; CaSO4 > Na2S = FeS = Na2SO4 > S. While at large addition of additives (>4 wt %) the rank is: Na2S > FeS > CaSO4 > Na2SO4 > S.
4. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- McRae, M. Nickel: Minerals Commodity Summary; U.S. Geological Survey: Reston, VA, USA, 2018; p. 112.
- Mudd, G.M. Global trends and environmental issues in nickel mining: Sulfides versus laterites. Ore Geol. Rev. 2010, 38, 9–26. [Google Scholar] [CrossRef]
- Chen, T.T.; Dutrizac, J.E.; Krause, E.; Osborne, R. Mineralogical Characterization of Nickel Laterites from New Caledonia and Indonesia. In International Laterite Nickel Symposium 2004, 2004 TMS Annual Meeting, Proceedings, Charlotte, US, Mar 14–18, 2004; The Minerals, Metals and Materials Society (TMS): Warrendale, PA, USA, 2004; pp. 79–99. [Google Scholar]
- Rhamdhani, M.A.; Hayes, P.C.; Jak, E. Nickel laterite Part 1 – microstructure and phase characterisations during reduction roasting and leaching. Miner. Process. Extr. Met. 2009, 118, 129–145. [Google Scholar] [CrossRef]
- Zhu, D.; Cui, Y.; Vining, K.; Hapugoda, S.; Douglas, J.; Pan, J.; Zheng, G. Upgrading low nickel content laterite ores using selective reduction followed by magnetic separation. Int. J. Miner. Process. 2012, 106, 1–7. [Google Scholar] [CrossRef]
- Mills, S.J. Global perspective on the use of low-quality coals. IEA Clean Coal Cent. 2011, 180, 1–2. [Google Scholar]
- Anonymous. BP Statistical Review of World Energy. 2014. Available online: http://large.stanford.edu/courses/2014/ph240/milic1/docs/bpreview.pdf. (accessed on 15 October 2019).
- Lv, X.W.; Bai, C.G.; He, S.P.; Huang, Q.Y. Mineral Change of Philippine and Indonesia Nickel Lateritic Ore during Sintering and Mineralogy of Their Sinter. ISIJ Int. 2010, 50, 380–385. [Google Scholar] [CrossRef]
- Kim, J.; Dodbiba, G.; Tanno, H.; Okaya, K.; Matsuo, S.; Fujita, T. Calcination of low-grade laterite for concentration of Ni by magnetic separation. Miner. Eng. 2010, 23, 282–288. [Google Scholar] [CrossRef]
- Rao, M.; Li, G.; Jiang, T.; Luo, J.; Zhang, Y.; Fan, X. Carbothermic Reduction of Nickeliferous Laterite Ores for Nickel Pig Iron Production in China: A Review. JOM 2013, 65, 1573–1583. [Google Scholar] [CrossRef]
- Rhamdhani, M.A.; Hayes, P.C.; Jak, E. Nickel laterite Part 2–thermodynamic analysis of phase transformations occurring during reduction roasting. Miner. Process. Extr. Met. 2009, 118, 146–155. [Google Scholar] [CrossRef]
- Pickles, C.; Forster, J.; Elliott, R. Thermodynamic analysis of the carbothermic reduction roasting of a nickeliferous limonitic laterite ore. Miner. Eng. 2014, 65, 33–40. [Google Scholar] [CrossRef]
- Elliott, R.; Rodrigues, F.; Pickles, C.A.; Peacey, J. A two-stage thermal upgrading process for nickeliferous limonitic laterite ores. Can. Met. Q. 2015, 54, 395–405. [Google Scholar] [CrossRef]
- Elliott, R.; Pickles, C.; Peacey, J. Ferronickel particle formation during the carbothermic reduction of a limonitic laterite ore. Miner. Eng. 2017, 100, 166–176. [Google Scholar] [CrossRef]
- Forster, J.; Pickles, C.; Elliott, R. Microwave carbothermic reduction roasting of a low grade nickeliferous silicate laterite ore. Miner. Eng. 2016, 88, 18–27. [Google Scholar] [CrossRef]
- Chen, G.-J.; Hwang, W.-S.; Liu, S.-H.; Shiau, J.-S. The Effect of Bio-Coal on the Carbothermic Reduction of Laterite Ores. Mater. Trans. 2015, 56, 550–555. [Google Scholar] [CrossRef]
- Jiang, M.; Sun, T.; Liu, Z.; Kou, J.; Liu, N.; Zhang, S. Mechanism of sodium sulfate in promoting selective reduction of nickel laterite ore during reduction roasting process. Int. J. Miner. Process. 2013, 123, 32–38. [Google Scholar] [CrossRef]
- Rao, M.; Li, G.; Zhang, X.; Luo, J.; Peng, Z.; Jiang, T. Reductive roasting of nickel laterite ore with sodium sulfate for Fe-Ni production. Part 1. Reduction/sulfidation characteristics. Sep. Sci. Technol. 2016, 51, 1408–1420. [Google Scholar] [CrossRef]
- Rao, M.; Li, G.; Zhang, X.; Luo, J.; Peng, Z.; Jiang, T. Reductive roasting of nickel laterite ore with sodium sulfate for Fe-Ni production. Part 2. Phase transformation and grain growth. Sep. Sci. Technol. 2016, 51, 1727–1735. [Google Scholar] [CrossRef]
- Valix, M.; Cheung, W.; Cheung, A. Effect of sulfur on the mineral phases of laterite ores at high temperature reduction. Miner. Eng. 2002, 15, 523–530. [Google Scholar] [CrossRef]
- Li, G.; Shi, T.; Rao, M.; Jiang, T.; Zhang, Y. Beneficiation of nickeliferous laterite by reduction roasting in the presence of sodium sulfate. Miner. Eng. 2012, 32, 19–26. [Google Scholar] [CrossRef]
- Bale, C.W.; Belisle, E.; Chartrand, P.; Decterov, S.A.; Eriksson, G.; Hack, K.; Jung, I.-H.; Kang, Y.-B.; Melancon, J.; Pelton, A.D.; et al. FactSage thermochemical software and databases. Calphad 2002, 26, 189–228. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elemental Composition, wt % | Ni | Co | Fe | Mg | Cr | Mn | Si | Al | Sum |
| 1.71 | 0.056 | 18.93 | 8.08 | 0.128 | 0.43 | 11.50 | 1.02 | 41.85 | |
| Assumed Oxides Composition, wt % | NiO | CoO | Fe2O3 | MgO | Cr2O3 | MnO | SiO2 | Al2O3 | Sum |
| 2.18 (3.11) | 0.071 (0.102) | 27.07 (38.66) | 13.4 (19.13) | 0.187 (0.267) | 0.555 (0.793) | 24.64 (35.18) | 1.93 (2.76) | 70.03 (100.00) |
| Coal Rank | Fixed Carbon | Sulfur | Moisture | Volatile Matter | Ash | Calorific Value (MJ/kg) |
|---|---|---|---|---|---|---|
| Sub-bituminous | 36.9 | 0.91 | 14.4 | 36.3 | 14.4 | 25.3 |
| Lignite | 24.3 | 1.94 | 10.5 | 45.6 | 17.2 | 18.9 |
| Ash Composition | SiO2 | Al2O3 | Fe2O3 | MgO | CaO | Na2O | K2O | TiO2 | P2O5 | MnO | SO3 | S |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Sub-bituminous | 56.9 | 23.8 | 10.0 | 1.2 | 3.9 | 0.3 | 1.2 | 1.2 | 0.5 | 0.1 | 0.0 | 0.7 |
| Lignite | 32.1 | 14.6 | 6.3 | 4.8 | 33.6 | 0.7 | 2.6 | 1.9 | 0.0 | 0.1 | 3.3 | 0.0 |
| Volatile Matters | Carbon | Hydrogen | Nitrogen | Oxygen | Sulfur |
|---|---|---|---|---|---|
| Sub-bituminous | 36.9 | 0.91 | 14.4 | 36.3 | 14.4 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Harjanto, S.; Rhamdhani, M.A. Sulfides Formation in Carbothermic Reduction of Saprolitic Nickel Laterite Ore Using Low-Rank Coals and Additives: A Thermodynamic Simulation Analysis. Minerals 2019, 9, 631. https://doi.org/10.3390/min9100631
Harjanto S, Rhamdhani MA. Sulfides Formation in Carbothermic Reduction of Saprolitic Nickel Laterite Ore Using Low-Rank Coals and Additives: A Thermodynamic Simulation Analysis. Minerals. 2019; 9(10):631. https://doi.org/10.3390/min9100631
Chicago/Turabian StyleHarjanto, Sri, and M. Akbar Rhamdhani. 2019. "Sulfides Formation in Carbothermic Reduction of Saprolitic Nickel Laterite Ore Using Low-Rank Coals and Additives: A Thermodynamic Simulation Analysis" Minerals 9, no. 10: 631. https://doi.org/10.3390/min9100631
APA StyleHarjanto, S., & Rhamdhani, M. A. (2019). Sulfides Formation in Carbothermic Reduction of Saprolitic Nickel Laterite Ore Using Low-Rank Coals and Additives: A Thermodynamic Simulation Analysis. Minerals, 9(10), 631. https://doi.org/10.3390/min9100631