3.2. Chemical, Crystallographic, and Microstructural Characterization
As reported in
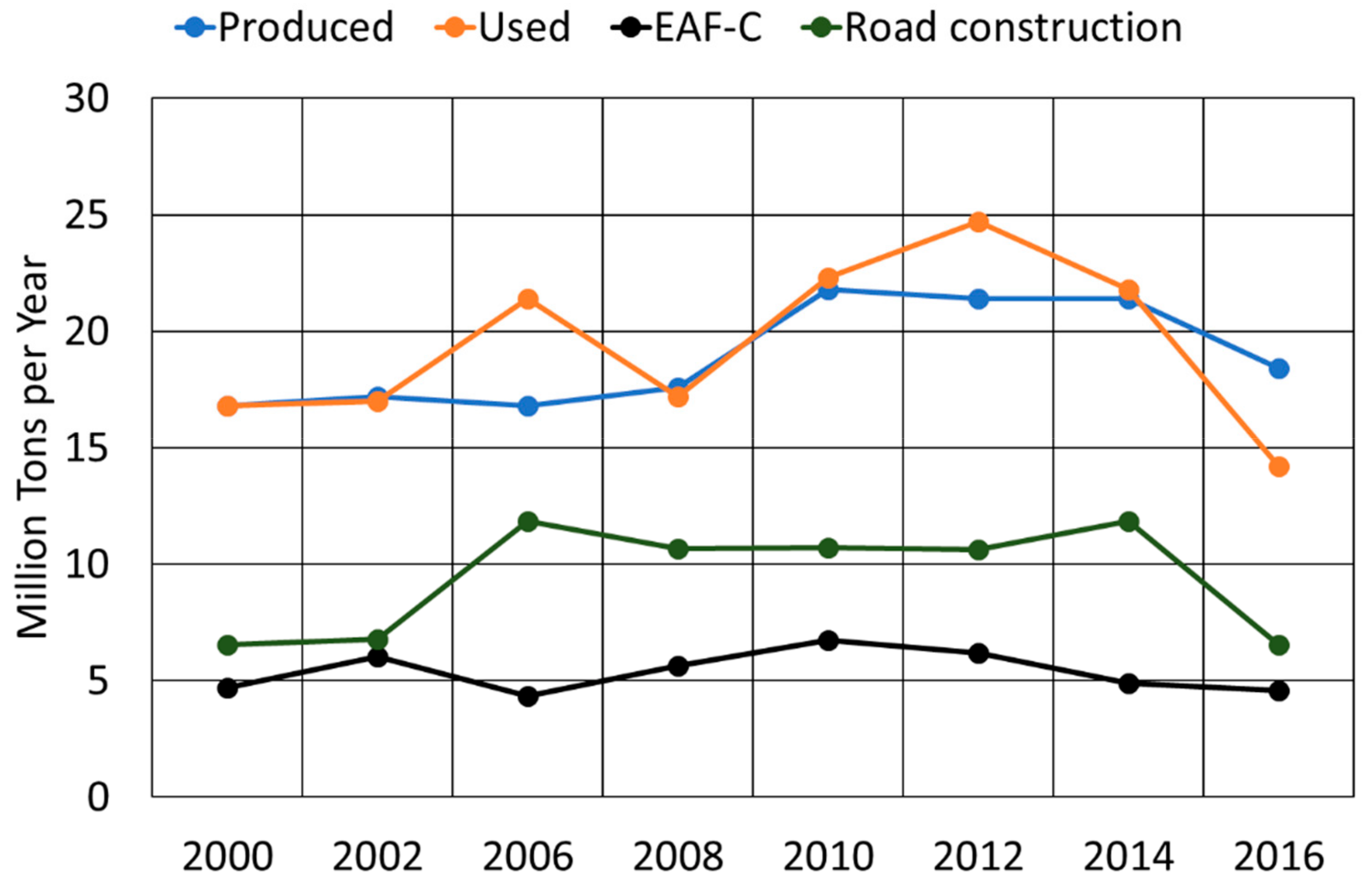
Figure 2, the stabilization treatment by quartz or sand addition can modify the chemical composition of the slag outside the furnace. By the correct addition, it is possible to change the chemical composition of a slag from the larnite stability field to the gehlenite–kirschsteinite stability field. Regarding the slag samples under examination, it seems that the stabilization treatment had a higher efficacy for the pot-tapped slag, as the A and B group samples fell exactly in the green areas of the ternary diagrams after the treatment [
10]. On the contrary, the final chemical composition of the pit-tapped slag (C and D group samples) resulted far from the safety areas, even if the stabilizer amount injected was theoretically enough to move the slag to the safe chemical composition. It was probably the case that the quartz injection in the slag-pit had a high number of dispersed particles that were consumed (i.e., effectively conveyed to the slag) but did not react with it.
From a crystallographic and microstructural point of view, the different groups had different characteristics that needed to be analysed separately; even the different as-received slags were mainly formed by larnite, and wustite. After the stabilization treatment, different crystalline phases due to the interaction between stabilizer and molten slag could be identified. The analysis of the morphology of such phases can be used as an index of the efficiency of stabilization treatment.
Group A as-received slags were characterized by large presence of wustite ((Fe, Mg, Mn)O), larnite (2CaO·SiO
2), and a small amount of Mg–Cr-spinels. Traces of gehlenite (Ca
2Al(AlSi)O
7) and brownmillerite (Ca
2(Al, Fe
3+)
2O
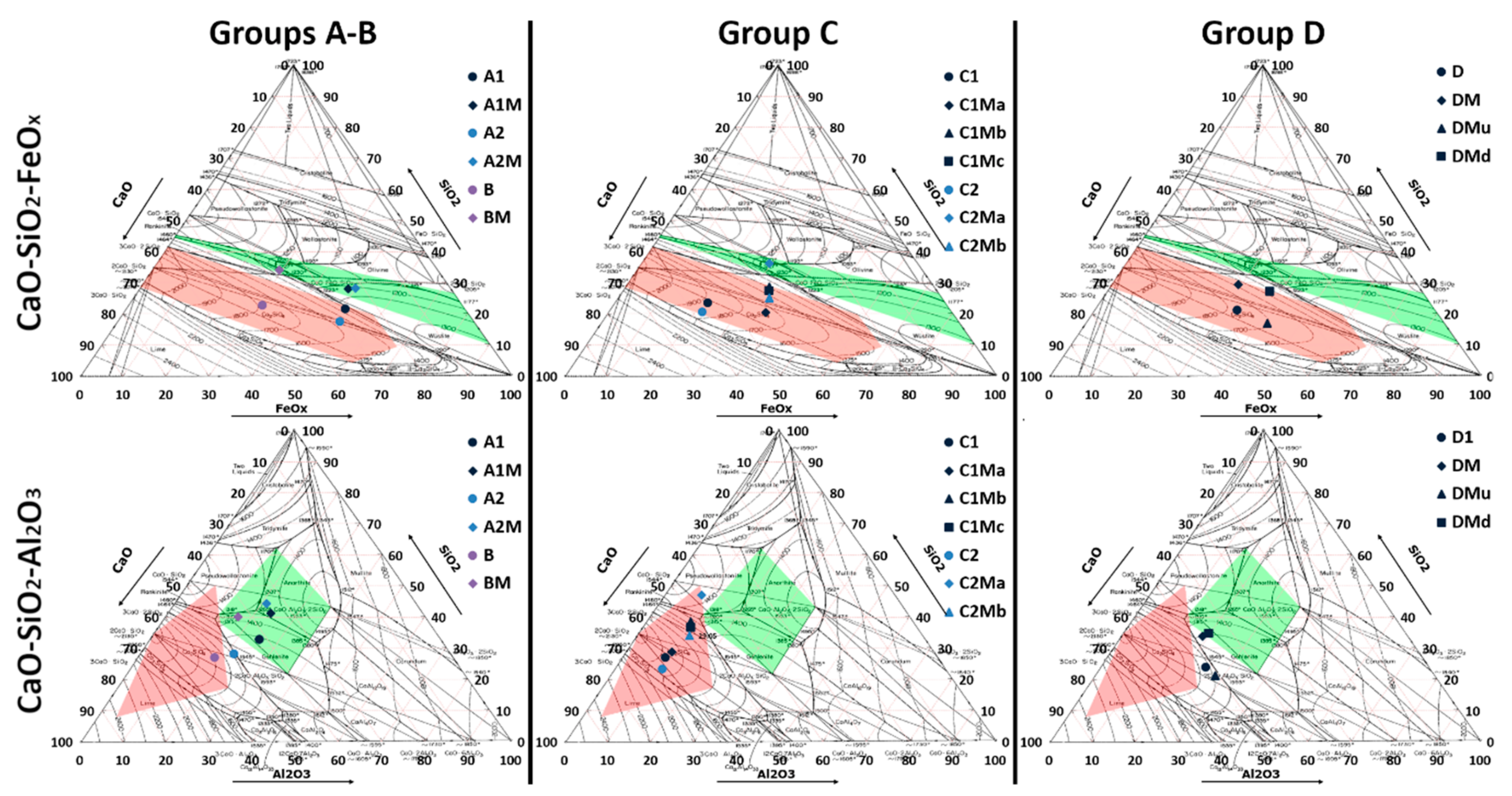
5) were also detected in sample A1 and A2, respectively (
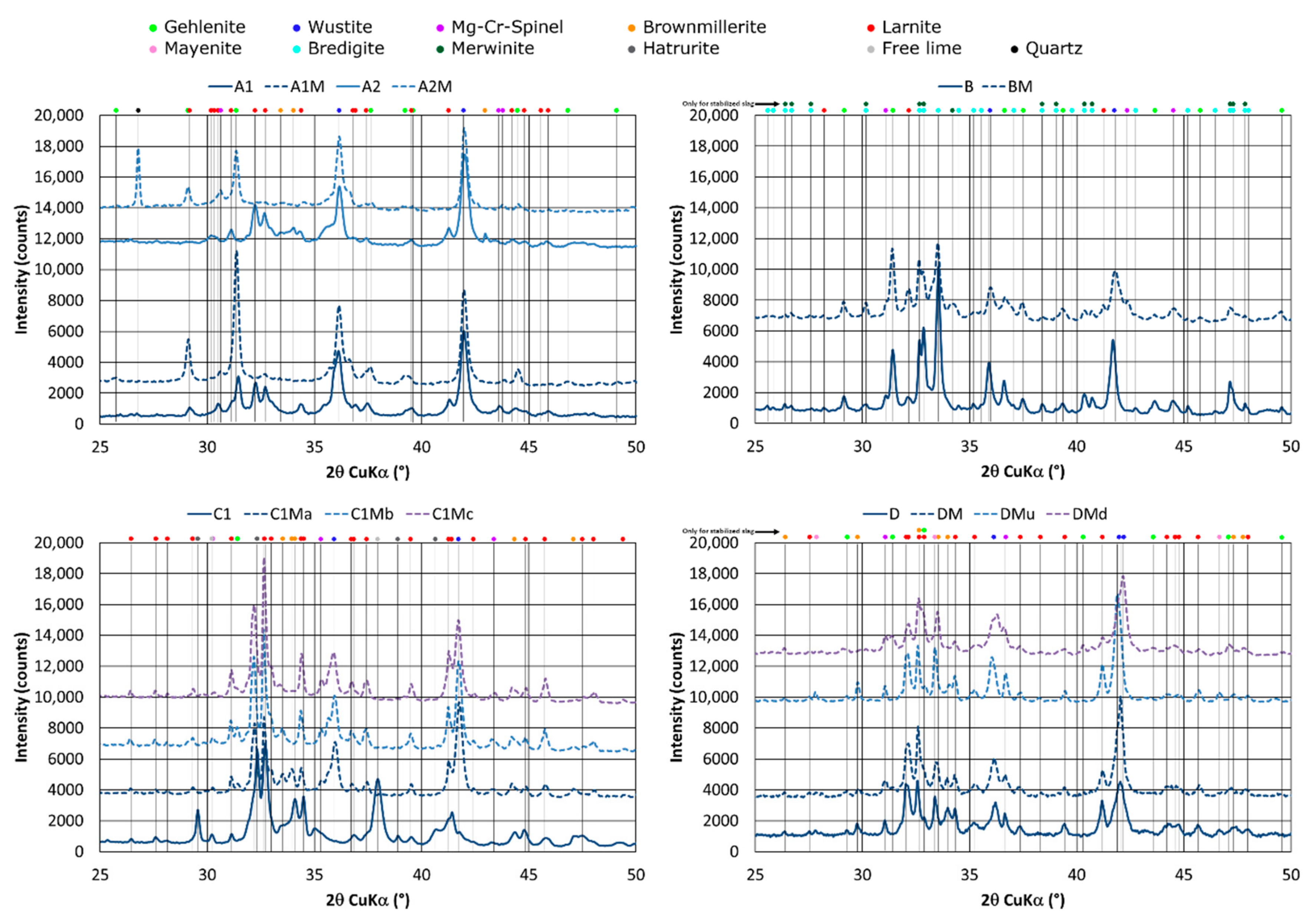
Figure 3). SEM analyses confirmed the results of XRD, allowing for the ability to characterize morphology and distribution of each structural constituent (
Figure 4). As-received samples featured a high fraction of larnite, about 37% (A1 sample) and 31% (sample A2), estimated by selective dissolution in methanol–salicylic acid solution [
22]. In sample A1, Mg–Cr-spinels (Sp mark in
Figure 4) and gehlenite islands (G mark in
Figure 4) were finely dispersed in larnite matrix (L mark). Wustite (W mark) had the typical dendritic form. In samples A2, wustite appeared thinner and more dispersed than in slag A1 and was surrounded by brownmillerite-type phase. In both as-received samples, chromium was mainly bound in spinel-like phases, even if important amounts were also detected in brownmillerite (0.5–0.6 atom %), larnite (0.15–0.17 atom %), and wustite (1.5–3.0 atom %). Vanadium and barium are mainly present in larnite (0.5–1.0 atom %; 0.03–0.04 atom %), brownmillerite (0.25–0.3 atom %), gehlenite (0.15 atom %) in sample A1, and mayenite (0.10 atom %) in the sample A2. The thermo-chemical treatment modified the slags’ microstructure. As pointed out in the XRD pattern (
Figure 3), the admixed quartz led to another phase assemblage. In particular, larnite and brownmillerite reacted with SiO
2 to form gehlenite. In fact, diffraction patterns pointed out very intense peaks typical of gehlenite–akermanite phases, whereas no more reflection of larnite and brownmillerite was present. In A2M samples, secondary peaks were also detected, probably associated with kirschsteinite that was present in solid solution with gehlenite.
Morphologically, the modified slag microstructures appeared homogeneous and constituted by a continuous gehlenite matrix where wustite and Mg–Cr-spinels were dispersed. The stirring effect of slag-pot contributed to homogenize the microstructure and to complete the diffusive reactions between the different phases. Wustite appeared finer and thinner with respect to the as-received condition, with pronounced dendritic structures. This aspect was associated with the reduction of slag melting temperature induced by quartz addition. Specifically, the admixed quartz reduced sensibly the melting temperature of the slag, allowing the slag mass to be maintained at liquid state for a longer time in the slag-pot [
18]. In this way, wustite dendrites could further grow up, being surrounded by a totally molten phase. On the contrary, in as-received samples, wustite solidified in the free spaces between the larnite blocks that were already solid during the tapping.
In modified slag, the spinels were aggregated in larger structures than those retrieved in as-received conditions. The spinels were characterized by a perimeter-on-area ratio around 1 and were deprived of impurities (Si and Ca concentration below 1 wt %) that assured high stability [
23]. Chromium was completely fixed in spinel phase, whereas barium was totally migrated into gehlenite matrix (0.10–0.15 atom %). In this form, the slag should be completely stable and hinder Ba, V, and Cr release. Detailed characterization of these slags is available in a previously published paper [
17].
The developed treatment was successfully applied to slag produced during the production of quality alloyed steels. Such slag was characterized by very low FeO (~20 wt %) concentration and high fraction of MgO (12–13 wt %) (group B).
As indicated in
Figure 2, the siliceous sand addition contributed to the moving up of the slag composition on the CaO-SiO
2-FeO
x ternary diagram toward the safe area (green region). However, the high MgO concentration in the slag prevented the formation of a correct microstructure, as MgO reacted with added silica to form CaO-MgO-SiO
2 complex oxide (merwinite). The low FeO concentration stimulated the reaction between Mg and Si oxide, as the FeO fraction was not enough to complexify MgO under the form of Mg–wustite.
XRD analysis (
Figure 3) confirms the phase diagrams observation. Diffraction patterns of the as-received (B) and stabilized (BM) samples pointed out very similar crystallographic composition. Intense peaks associated with bredigite and gehlenite were identified in the as-received sample. The siliceous sand addition stimulated the formation of a higher fraction of gehlenite and merwinite with respect to the as-received sample, as the bredigite peaks were now referred to merwinite, whereas gehlenite peak intensity increased. Merwinite is a magnesium calcium silicate usually found within blast-furnace slag that has low hydraulic properties. However, merwinite had the most part of its peaks overlapping with those of bredigite. Thus, SEM characterization is necessary to disentangle this doubt.
In the as-received sample (
Figure 4), the matrix was composed of a solid solution of bredigite (Br) and merwinite (M). Bredigite is defined as α-Ca
2SiO
4 and has almost the same attitude to dissolve as larnite does. Moreover, bredigite tends to appear with a twinned structure and contains a higher BaO fraction in its structure. In the as-received sample, most of the Ba was bound in bredigite (0.6 atom %) and merwinite (0.10 atom %). During the elution test, the bredigite was significantly dissolved, whereas merwinite resisted the water etching, confirming its low hydraulic attitude that is comparable with gehlenite and wustite. Certainly, bredigite was mainly responsible for Ba leaching in this sample, and this can explain its high concentration in the leachate. Cr was mainly fixed in wustite (0.7–0.8 atom %) and spinel phases (38 atom %), whereas V was mainly in spinel (0.6–0.7 atom %) and merwinite (0.08–0.10 atom %). This led to a low concentration of such elements in the leachate. In detail, the S/V ratio of the spinel is less than 1, associated with a low concentration of impurities (less than 0.8 wt %) that makes spinels stable [
23]. On the treated samples, thanks to the conversion of bredigite to merwinite, Ba retaining was assured. In fact, Ba was only bonded in safe merwinite and gehlenite phases (0.12–0.15 atom %). The same consideration for the as-received sample can be done for Cr and V in stabilized samples.
Two different slags featured by having a high fraction of CaO (~40 wt %), low concentration of FeO (<20 wt %), and MgO (3–5 wt %) were been investigated (C1 and C2,
Table 3) from batch C. Quartz addition contributed to the dilution of the CaO concentration and the reduction of the slag basicity. Among the stabilized slags, only the C2Ma sample seemed to reach a chemical composition that fell within the green regions, at least in terms of the CaO-SiO
2-FeO
x diagram (
Figure 2).
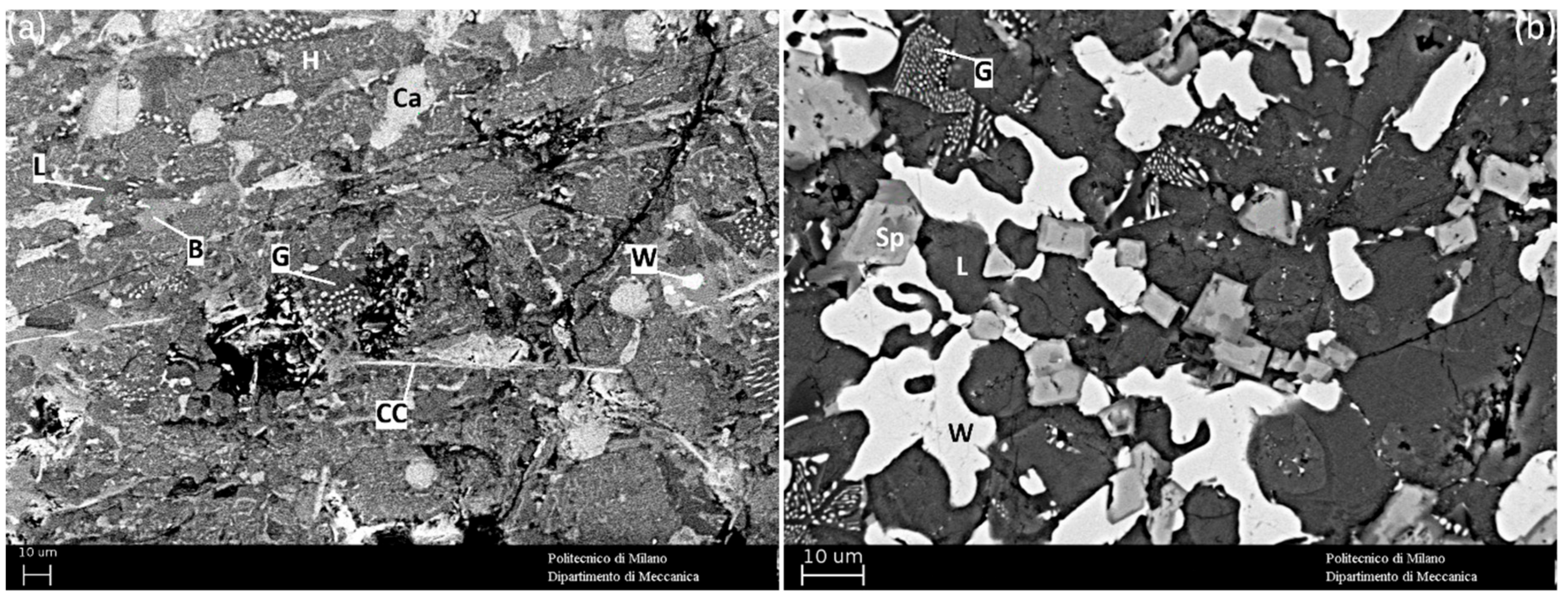
XRD analysis highlighted significant differences between the as-received and the modified slag (
Figure 3). The as-cast slag mainly consisted of five crystalline phases: wustite (W mark), brownmillerite (B mark in
Figure 4), hatrurite (3CaO·SiO
2) (H mark in
Figure 4), and larnite (L mark), and calcium chromite (CC mark in
Figure 4) was also detected. Calcium silicates (3CaO·SiO
2, 2CaO·SiO
2) have well-known hydraulic properties, and the high concentration of heavy metals dissolved in such phases (0.24 atom % of Ba; 0.09 atom % of V in H; 0.22 atom % of Ba and 0.50 atom % of V in L) make them potential responsible for Ba and V leaching [
24]. Brownmillerite also belongs to the main constituents of the cement and possesses modest hydraulic properties that could heighten the leaching of Ba and Cr dissolved in this phase (0.15 atom % of Ba; 9–10 atom % of Cr) [
25,
26]. The role of calcium chromite in Cr leaching is also well known [
27].
The quartz injection contributed to complexify the exceeding CaO, avoiding the formation of free lime and hatrurite. In particular, free lime was reduced to about 75 wt % with respect to the as-received slag. Moreover, the chemical correction contributed to hinder the formation of CaO·Cr2O3 that was detected in the as-received samples. Although a significant amount of quartz was injected in the slag, the crystallographic analysis still pointed out a large residual larnite fraction and a very low gehlenite amount. A residual brownmillerite fraction was also detected. However, part of the toxic elements subjected to leaching were incorporated in stable structures (Cr–Mg-spinels and gehlenite), also decreasing those dissolved in larnite (0.10–0.13 atom % of V and 0.10–0.30 atom % of Ba); hence, improving the retaining behavior of the slag.
Although the treated samples were featured by different granulometry and by different amounts of the added quartz (
Table 2), they pointed out very similar crystallographic composition and microstructure. In particular, the lower the silica addition, the higher the gehlenite fraction. On the other hand, high amounts of quartz contributed to the sensible reduction of the brownmillerite fraction. Although favorable in its chemical composition, the C2Ma sample microstructure differed from the expected one. Even with the highest quartz correction, the microstructure manifested a higher mayenite (Ca
12Al
14O
33) dispersion than the other modified samples. Mayenite is a clear indication that the slag only partially reacted with the injected quartz. Generally, if calcium aluminates are within the slag, a low amount of SiO
2-containing material is enough to form high gehlenite fraction. This is because the reaction between calcium aluminates and calcium silicates is thermodynamically possible at the tapping temperatures of the slag [
28,
29]. If mayenite is still detectable after stabilization treatment, this means that the added quartz could not succeed in combining with it. This is due to a partial interaction between slag and stabilizer. In other words, the slag became cold before complete reacting with the quartz. This happens only in slag-pit-tapped slag, where the contact between slag and stabilizer occurs only in the path from slag-door to pit floor. When the slag reaches the floor, it cools so fast that it hinders any further reactions with the stabilizer.
Leaching test results were in agreement with the mineralogical features of the investigated slag (
Table 4). After the SiO
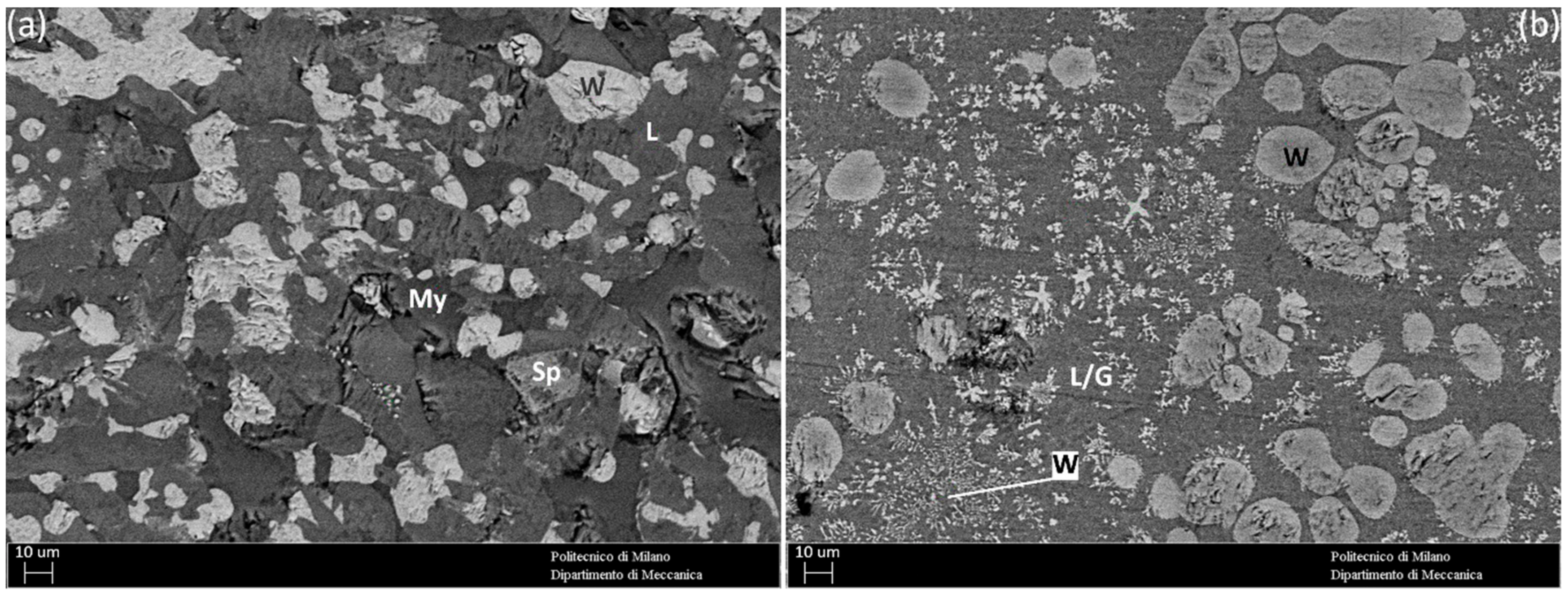
2 correction, the samples characterized by major gehlenite content pointed out a low barium leaching (C1Mc and C2Mb). On the other hand, the sample featured by low brownmillerite amount showed a reduced Cr leaching (C1Ma, C1Mb, C1Mc, C2Ma) compared with the as-received samples. One possible explanation relates to the layout of the stabilization system. The experimental evidence demonstrated that quartz could react with the slag but it did not have enough time to complete the reactions. The decrease in hatrurite and the free lime fraction was glaring evidence that the quartz dissolved and reacted with the molten slag. However, the quartz spray had a drawback—it increased the slag cooling rate. This aspect, associated with the rapid cooling induced by the contact with slag-pit floor, contributed to the slowing of the slag microstructure evolution, hindering the completion of diffusive reactions. In addition, over 15 wt % of quartz worsened the slag behavior against the pollutant release—the higher the sand flow, the higher the induced slag cooling. This implied a heterogeneous slag microstructure, characterized by areas featured by the same morphology and by the same structural constituents present in the as-received slag (
Figure 5). For instance, in sample C2Ma (20 wt % of injected quartz), a portion of slag far from the impingement area of the quartz stream had the same microstructure as the as-received slag (
Figure 5a). A portion of slag solidified close to the impingement area was found to have slightly higher amount of gehlenite, good coarsening of spinel, and absence of brownmillerite (
Figure 5b). This influenced the leaching of toxic elements—sample (a) leached 3.14 mg/L of Ba and 75 μg/L of Cr (higher than the average leaching of the whole sample). On the contrary, sample (b) leached 2.15 mg/L of Ba and 25.6 μg/L of Cr (less than the average leaching of the whole sample).
Four samples in batch D slag were investigated. By the positioning of the average chemical composition on the ternary diagrams in
Figure 2, the increase in SiO
2 and a slight dilution of CaO and Al
2O
3 concentrations after quartz correction can be observed. The analysis of the modified slag showed a slight deviation of the SiO
2 reached after injection (±2%). This result can be interpreted as a non-complete homogenization of the slag after the treatment, probably due to both the injection methods and the tapping technique. In fact, the absence of a slag pot does not allow for the collection and stirring of the slag with the stabilizer, leading to a reduction of quartz dissolution inside the slag. In particular, after the quartz correction, the modified slag chemical composition only approached the regions considered as safe (gehlenite and olivine). Thus, the addition was not enough to bring the slag to the desired conditions. In particular, undissolved quartz crystals were identified in some coarse granules of slag. This was a clear index that the efficiency of quartz addition without a pot was largely less than with a pot collector.
From a crystallographic point of view, the modified slag (sample DM) did not differ significantly from the as-received form (sample D) (
Figure 3). The identified phases within all the samples were larnite, wustite, mayenite, and hercynite (an iron–aluminum spinel with composition FeAl
2O
4). Peaks associated with brownmillerite were also identified in both as-received and stabilized slag, whereas only few reflections associated with gehlenite were found in the treated slag. This means that this last phase was in amounts too small to assure enough hydrophobicity against water. This was better highlighted in SEM pictures, where it was very hard to observe gehlenite grains within the microstructure (
Figure 4). Once again, the residual presence of mayenite in the modified samples was a clear index of a lack of reaction between quartz and molten slag, supporting the main conclusion that the stabilization treatment can only really be effective if the slag is collected in a pot.
Regarding the toxic metals under monitoring, barium was mainly distributed in mayenite (0.4–0.5 atom %), larnite (0.45–0.55 atom %), and brownmillerite (0.6–0.7 atom %), phases that tended to hydrate and release the aforementioned element. In particular, mayenite had faster reactivity with water than larnite and brownmillerite, and this can explain the high leaching of Ba both in as-received and modified slag. Traces of barium were also detected in wustite, probably associated with the consistent fraction of CaO that characterizes this phase. Vanadium was bound mostly in spinels (0.15 atom %) and wustite (0.15–0.2 atom %), and traces could also be also found in larnite (0.15 atom %) and brownmillerite (0.4–0.5 atom %). Given the small fraction of chromium spinel and the known stability of wustite, this element cannot be easily leached (
Table 4). Chromium was totally bound in the form of spinel, and therefore no leaching was observed, mainly because the spinels were in a limited fraction.
Two other different samples were collected after the complete solidification of the slag in the pit. The slag identified as “DMu” represented the last layer of slag deposited in the pit and, thus, the first portion of solidified slag. It was formed by a continuous larnite matrix in which wustite, mayenite, and a small fraction of chrome spinels were dispersed (
Figure 3,
Figure 6a). Gehlenite was not identified. This slag was practically similar to the as-received slag, even if it underwent the stabilization treatment. This means that the absence of an intimate contact between slag and stabilizer for a prolongated time cannot induce the crystallographic transformations needed to inhibit the metal leaching.
The slag identified as “DMd” represented the first layer of slag deposited in the pit and, thus, the last portion of solidified slag. The effect of the slow solidification can be recognized in the crystallographic arrangement and in the microstructure of the slag—a more homogeneous matrix can be identified in which strong dendritic wustite is dispersed (
Figure 3,
Figure 6b). This wustite was also enriched in Mg and Cr with respect to the other samples—it is probable that the maintenance in the liquid phase for a long time allowed a redistribution of the elements within the various phases. In addition, this was the only sample where gehlenite could be well identified both from XRD and SEM analysis. This aspect was certainly associated with the fact that by keeping the slag liquid for a longer time, reactions between calcium silicate, calcium aluminate, and injected quartz can lead to the formation of gehlenite. This higher amount of gehlenite contributed to the slight reduction of Ba concentration in the leachate (
Table 4).
3.3. Discussion
The obtained results demonstrated the applicability and the efficacy of the stabilization treatment by quartz addition, although in some cases the modified slag still had leaching problems. The quartz addition stimulated the microstructural transformation, leading the formation of non-hydraulic phases (i.e., gehlenite) able to retain the pollutant elements and reduce the slag solubility. The analysis performed on the four slag groups indicated that a slag characterized by high FeO content (>30 wt %) and a Al
2O
3/MgO ratio approximately equal to 4–4.5 reacted easily with the quartz to form homogeneous gehlenite matrix (as happened in samples A). Such a phase assures a reliable stability, also the case for fine powder slag, as demonstrated in [
17]. In this situation, a small amount of quartz (8–12 wt %) was enough to transform the calcium silicate matrix into a gehlenite matrix. When Al
2O
3, Fe
2O
3, SiO
2, and CaO coexist in liquid phase, gehlenite and brownmillerite were likely to form, due to a lower free energy of formation with respect to calcium silicates, calcium aluminates, and calcium ferrites. If alumina are saturated by CaO and SiO
2, brownmillerite cannot form [
29]. However, gehlenite cannot easily form from the direct reaction between xCaO·yAl
2O
3 and xCaO·ySiO
2 because it is not thermodynamically favorable. This behavior is also confirmed by the clinker chemistry. Indeed, gehlenite never forms during the roasting of clinker raw materials [
26]. This is the reason why a gehlenite promoter (i.e., SiO
2) must be added from the outside of the slag. In fact, only direct reaction between xCaO·yAl
2O
3 or 4CaO·Al
2O
3·Fe
2O
3 and SiO
2 is thermodynamically favored. In the presence of calcium aluminates, a relatively small amount of SiO
2 is enough to form a large amount of gehlenite [
30]. If calcium aluminates are not within the slag, the addition of a SiO
2-beraing material helps to expel the Al
2O
3 in Al
2O
3-rich calcium silicate (such as those present in the most of the EAF slag), again giving the conditions for gehlenite formation [
29].
On the other hand, slag characterized by low FeO concentration did not easily form gehlenite, especially if the ratio Al
2O
3/MgO was lower or at least equal to 1 (samples B, C, D). High MgO content seemed to favor the reaction among MgO, CaO, and SiO
2 to form merwinite. Gehlenite formation seemed to be limited, as MgO has higher reactivity with SiO
2 than Al
2O
3. In addition, when the quartz cannot properly react with the slag (i.e., slag-pit tapping), the only effect of chemical correction was to convert part of the bredigite or the hatrurite to larnite, without a significant improvement of water reactivity reduction of the slag. Thus, the formation of merwinite was less efficient than the formation of gehlenite in terms of slag stabilization. This was independent from the tapping method, even though the slag-pit tapping led to a higher residual of unreacted Ca
2SiO
4 due to a lower interaction between slag and stabilizer. In addition, as reported by Engström [
14], the rate of merwinite dissolution at high pH (from 7 to 10) is low but not negligible. This means that the solubility of merwinite in a merwinite-based slag system can partly explain some of the leaching that occurs from these slags.
Thanks to the comparison among different steel slags, the role of mayenite in Ba leaching is clarified (in [
17,
31] mayenite was only suspected to leach Ba). Mayenite, along with Ca
2SiO
4, not only was responsible for Ba leaching, but also could be used as a marker of mixing efficiency between slag and stabilizer. If mayenite can be detected in final stabilized slag, the efficacy of stabilization treatment will be partially reached, associated with a high leaching risk of the toxic metals dissolved within [
14].
All the steelworks adopting slag-pot tapping reached better results in terms of slag modification. The microstructural transformation affected the whole amount of treated slag, and its chemical, physical, and mechanical properties were constant along the whole treated mass. These slags were characterized by a homogeneous microstructure, a very limited phase distribution, and small morphology differences.
For a pit-tapped slag, the stabilization treatment did not promote the expected microstructural transformation. Slag treated in slag-pit manifested high heterogeneity. Even if the quartz was completely dissolved in the fluid slag mass, a low gehlenite amount was formed and the slag resulted in a larnite matrix. The presence of mayenite in the treated slag was a clear index of the uncompleted reaction between slag and stabilizer.
Slag-pit favored the layering of the slag, inducing completely different behaviors from top to bottom of the treated pile. The last solidified layer behaved practically as an as-received slag (i.e., with high leaching), whereas the first layer (i.e., the first came in contact with the floor), remaining hot for longer time, showed a higher degree of microstructural transformation, not comparable with slag treated in a pot. This latter aspect was due to the fast cooling induced by the contact between slag and floor. Being that the slag partially solidified when it touched the pit floor, the reaction between slag and stabilizer cannot further proceed, even when the next amount of tapped slag covered and reheat this first layer.
The slag-pot played a key-role on the treatment efficiency, as it produced a stirring effect and maintained the slag liquid far enough to permit the completion of diffusive reaction among the different oxide species. Mass stirring should be always realized to favor the dissolution and the reaction among the different chemical species because the dissolution rate of a solid substance in a fluid mass is controlled by the mass transport [
28].












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}