
CFD-DEM Study of Pleated Filter Plugging Process Based on Porous Media Model


Abstract
:1. Introduction
2. Numerical Model and Simulation Conditions
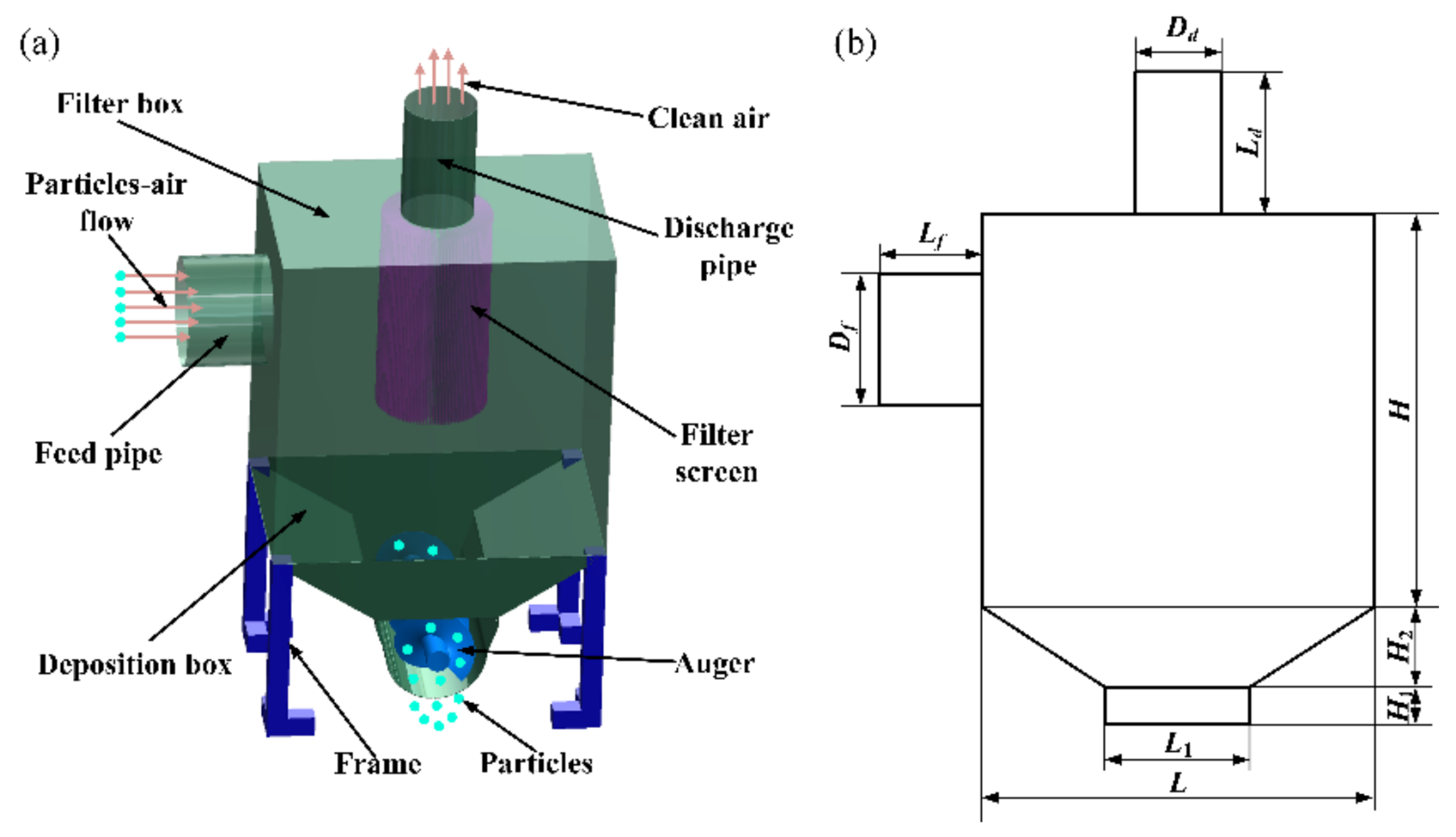
2.1. Filter Configuration and Performance Evaluation Indexes
2.2. Computational Fluid Dynamics
2.3. Discrete Element Method
2.4. Definition of Pressure Drop Coefficient in Porous Media Model
2.5. Simulation Conditions
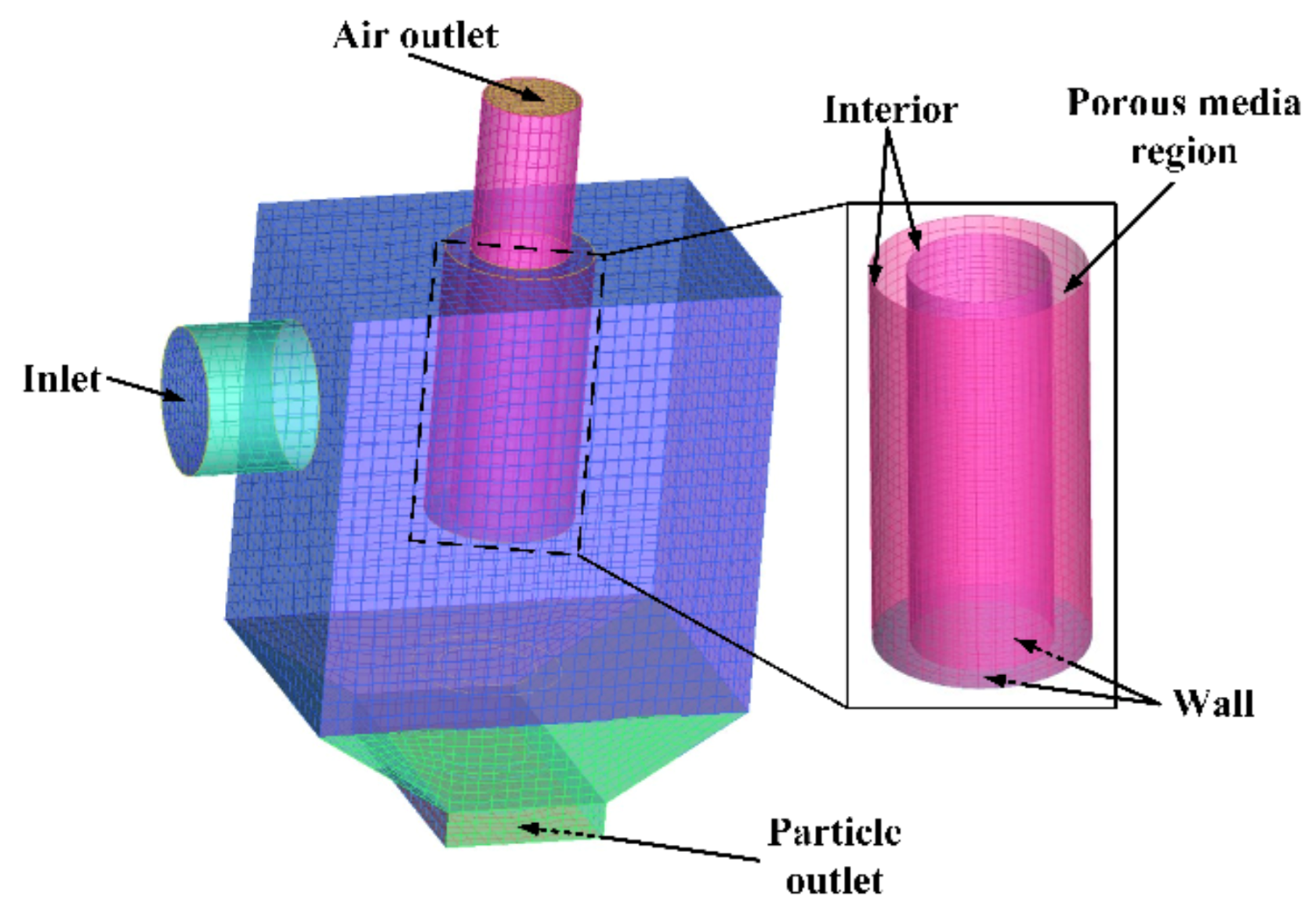
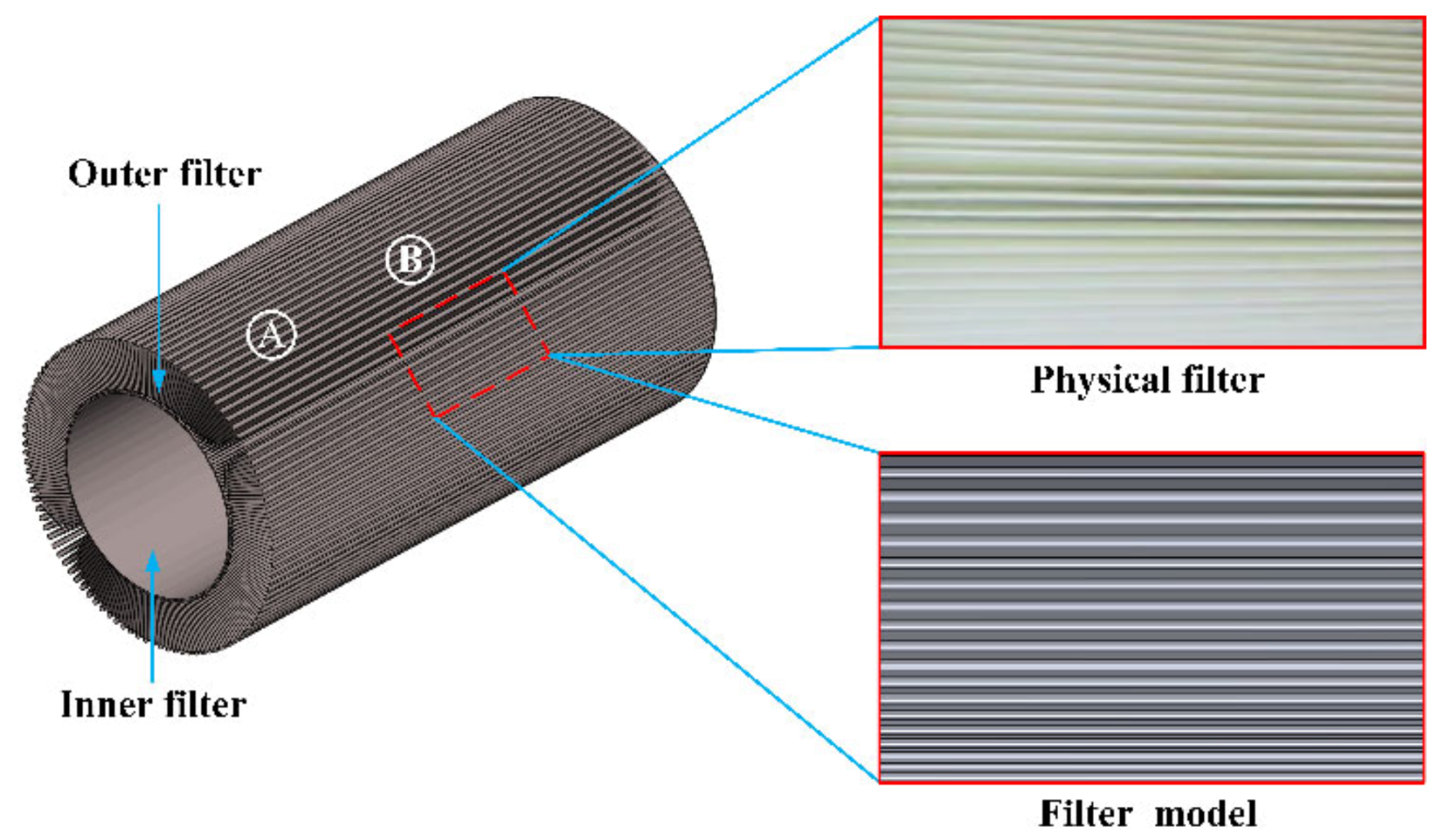
2.5.1. Filter Model and Simulation Setup
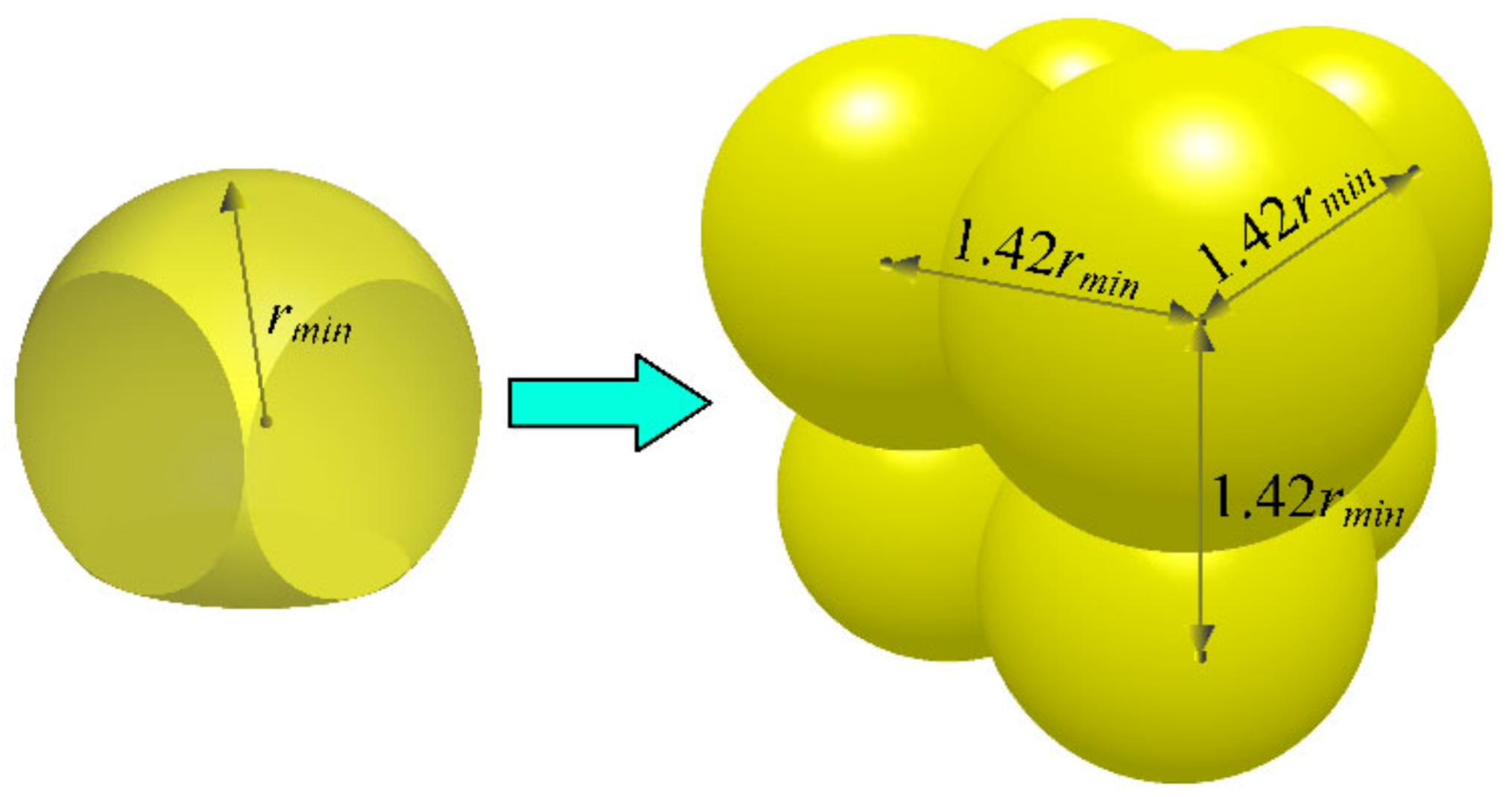
2.5.2. DEM Model of the Filter and Particles
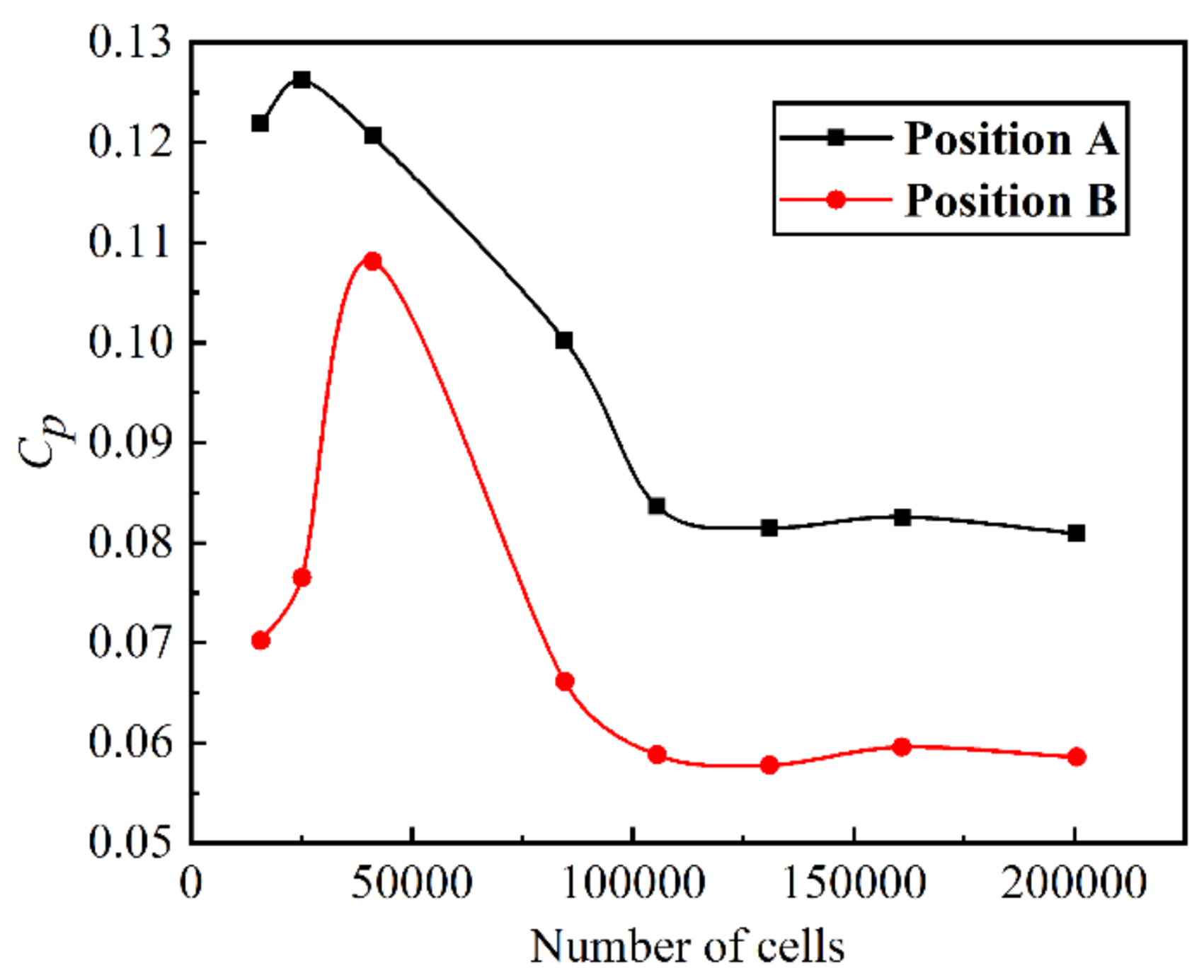
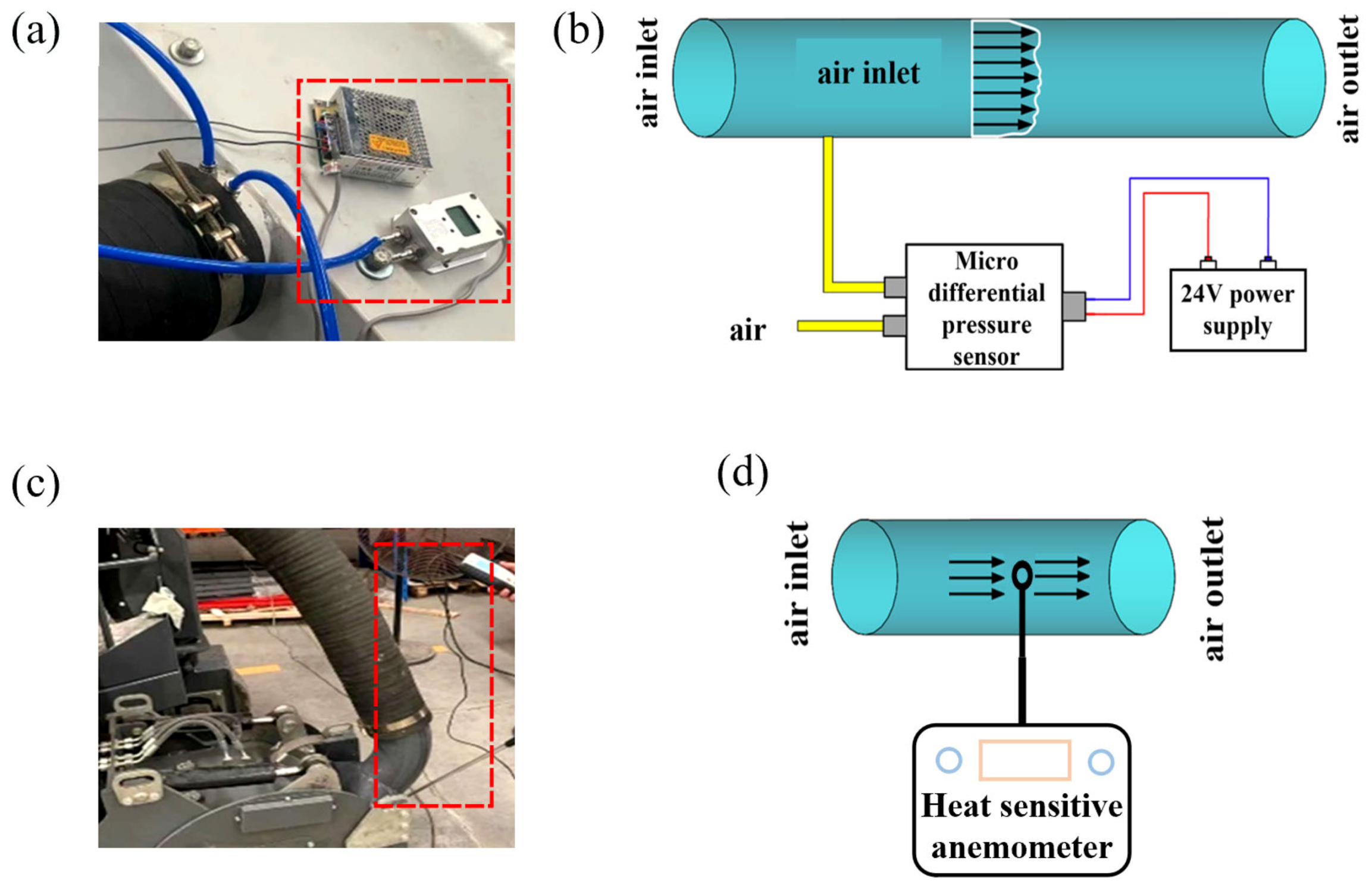
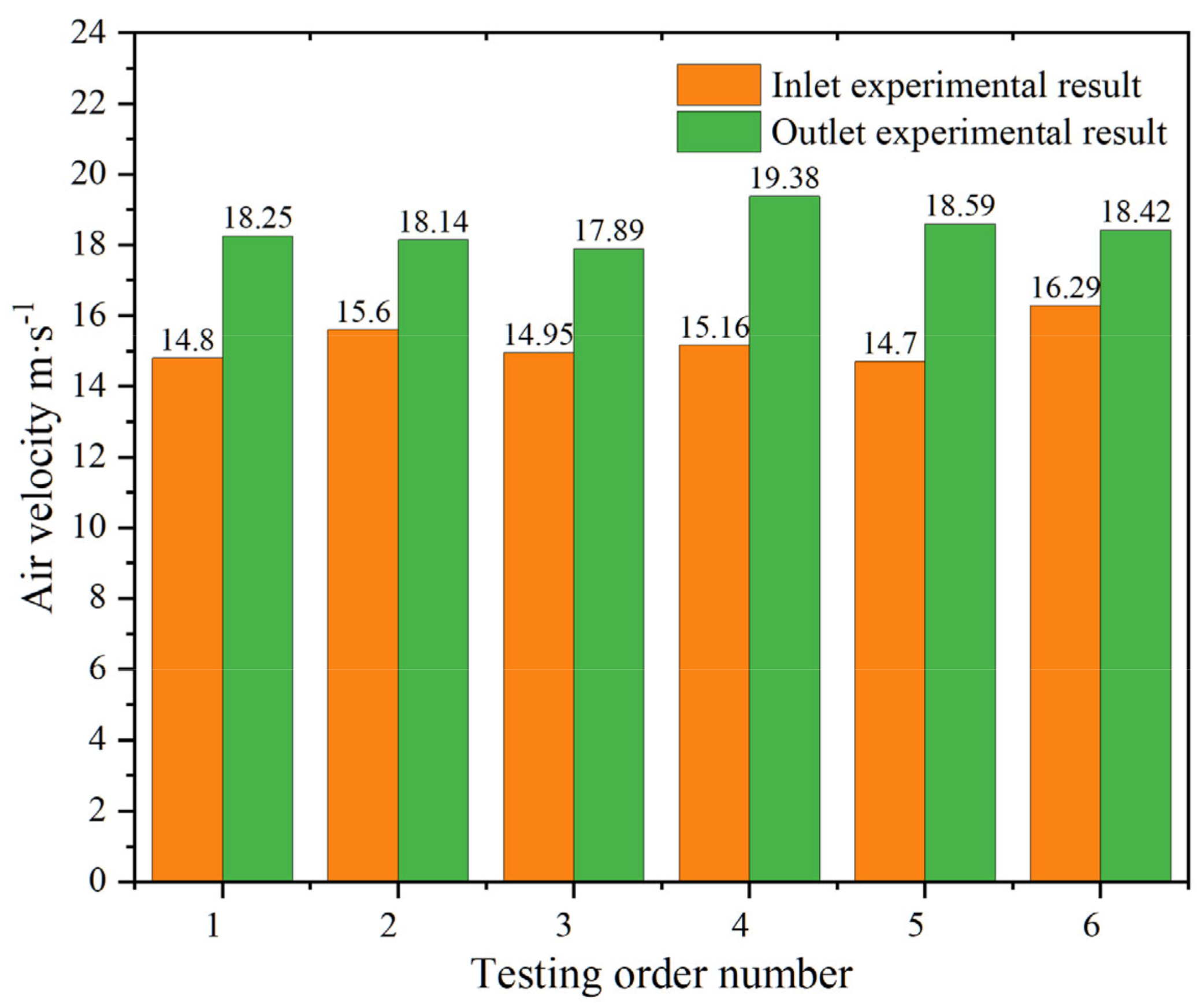
2.5.3. Mesh Sensitivity Study and Experimental Verification.
2.5.4. Model Accuracy Validation
3. Results and Discussion
3.1. Effect of Initial Conditions of Particle on Filtration Process
3.2. Effect of Initial Conditions of Particle on Filtration Performance
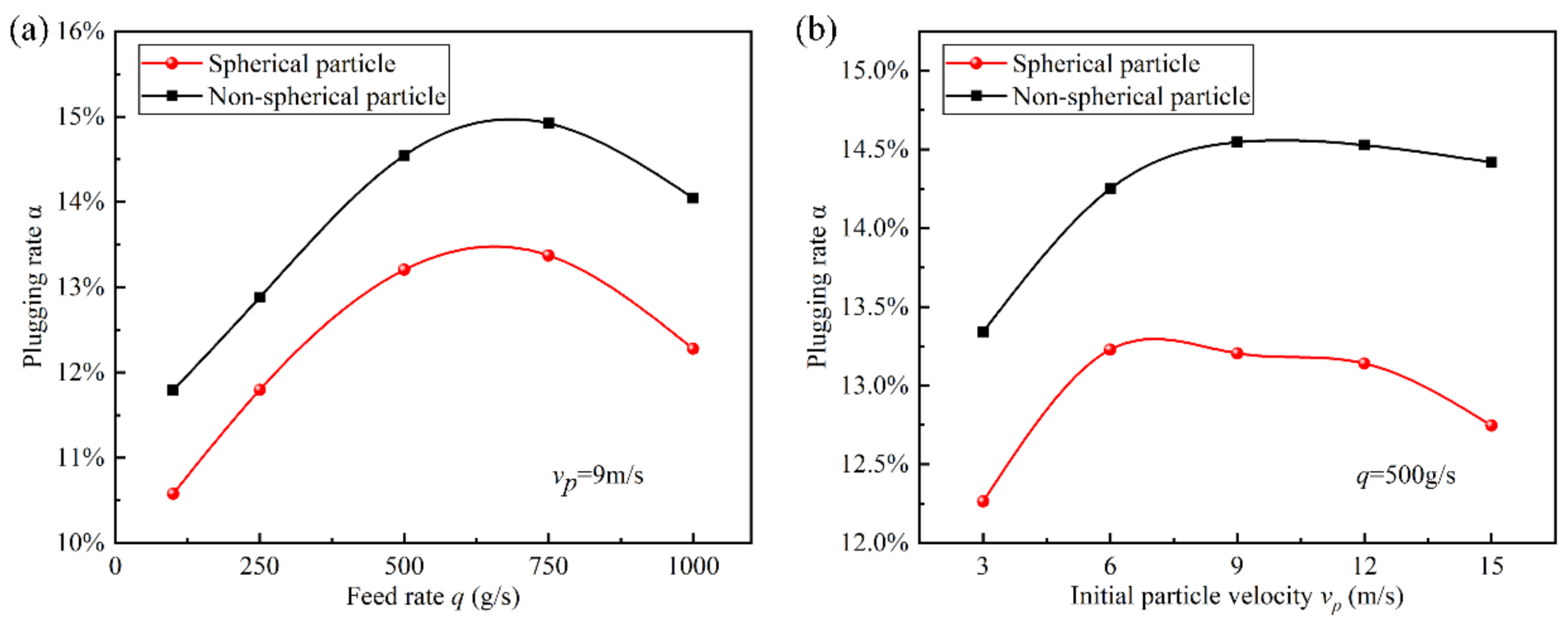
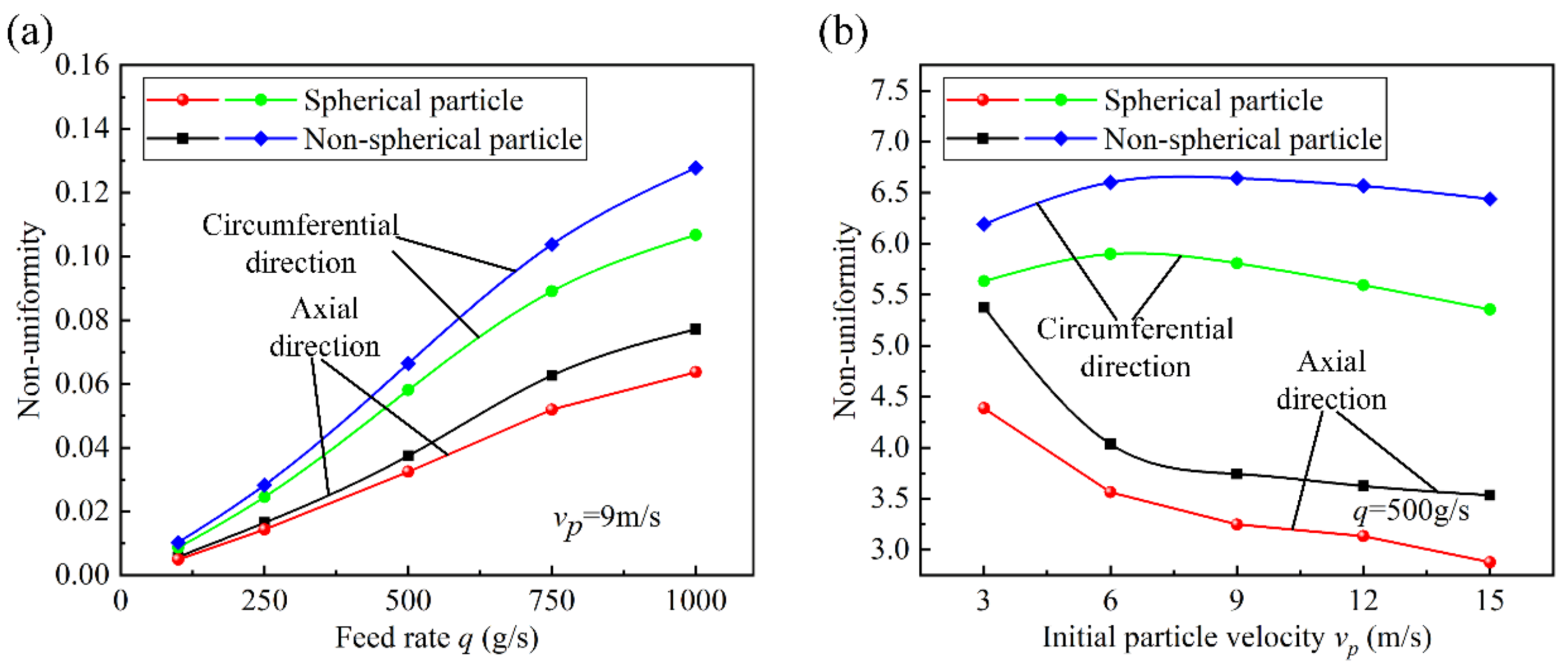
3.2.1. Effect of Working Parameters on Plugging Rate
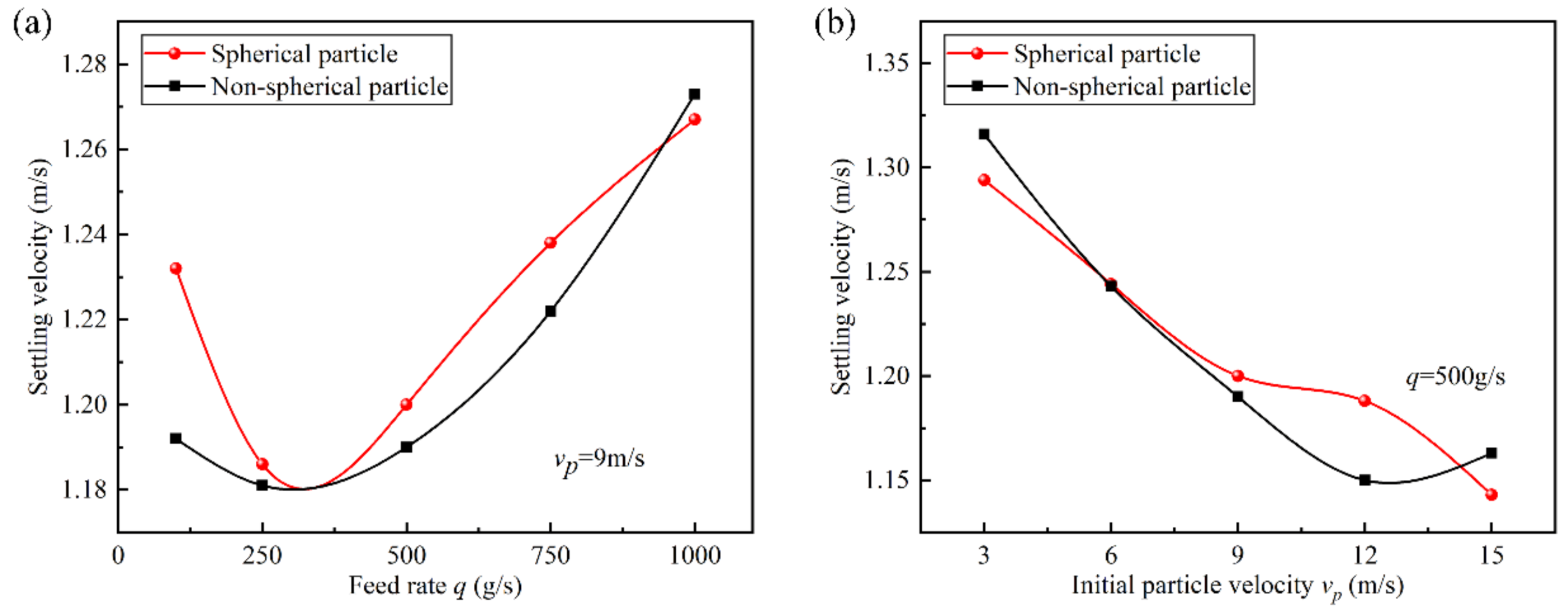
3.2.2. Effect of Working Parameters on Particle Settling Velocity
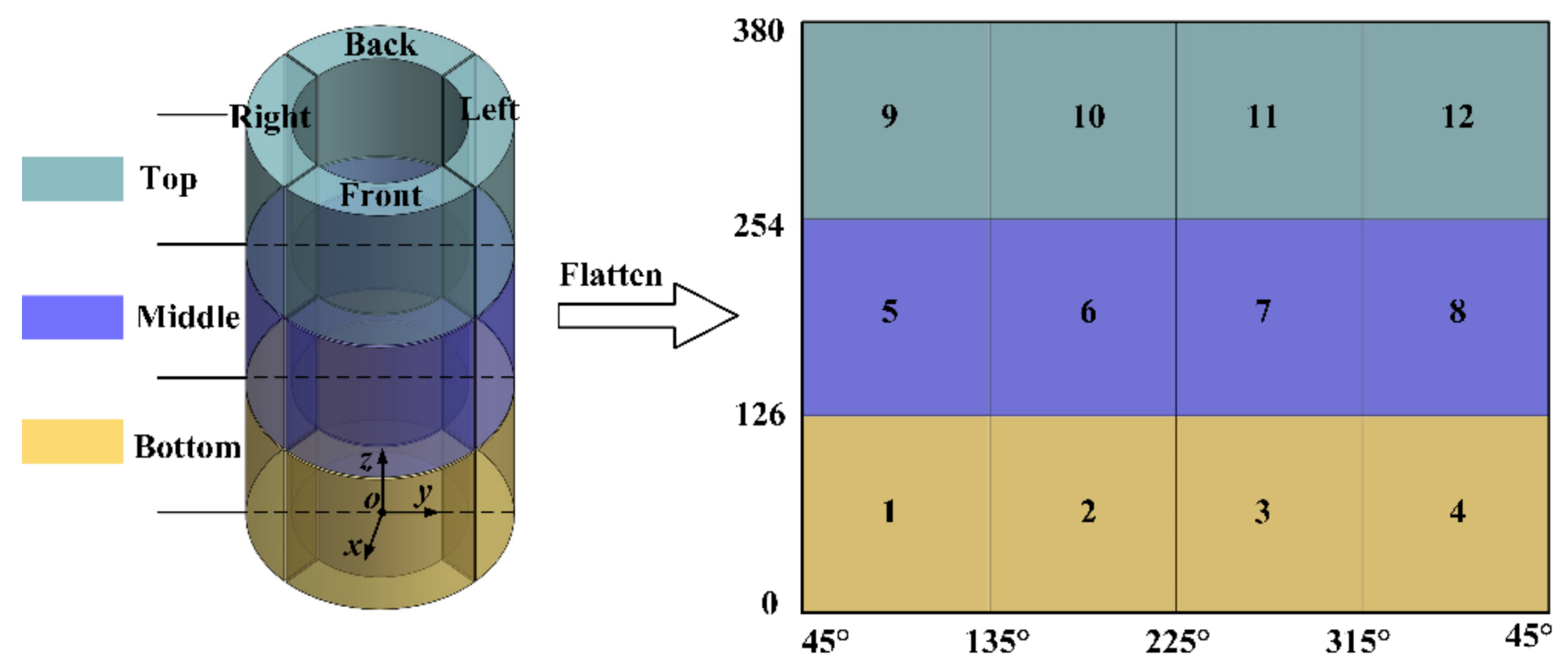
3.3. Analysis of Accumulation Position of Particles in Filter
3.4. Effect of Particle Deposition Height on Motion Characteristics of Gas-Solid Two-Phase Flow
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, L.; Zhou, G.; Ma, Y.; Jing, B.; Sun, B.; Han, F.; He, M.; Chen, X. Numerical Analysis on Spatial Distribution for Concentration and Particle Size of Particulate Pollutants in Dust Environment at Fully Mechanized Coal Mining Face. Powder Technol. 2021, 383, 143–158. [Google Scholar] [CrossRef]
- Torno, S.; Toraño, J.; Álvarez-Fernández, I. Simultaneous Evaluation of Wind Flow and Dust Emissions from Conveyor Belts Using Computational Fluid Dynamics (CFD) Modelling and Experimental Measurements. Powder Technol. 2020, 373, 310–322. [Google Scholar] [CrossRef]
- Kang, K.; Kim, T.; Shin, C.W.; Kim, K.; Kim, J.; Lee, Y.G. Filtration Efficiency and Ventilation Performance of Window Screen Filters. Build. Environ. 2020, 178, 106878. [Google Scholar] [CrossRef]
- Ding, X.; Xu, G.; Liu, W.V.; Yang, L.; Albijanic, B. Effect of Polymer Stabilizers’ Viscosity on Red Sand Structure Strength and Dust Pollution Resistance. Powder Technol. 2019, 352, 117–125. [Google Scholar] [CrossRef]
- Tian, X.; Ou, Q.; Pei, C.; Li, Z.; Liu, J.; Liang, Y.; Pui, D.Y.H. Effect of Main-Stage Filter Media Selection on the Loading Performance of a Two-Stage Filtration System. Build. Environ. 2021, 195, 107745. [Google Scholar] [CrossRef]
- Nazarova, Е.; Alimova, D.S.; Mikhaylov, V.I.; Krivoshapkina, E.F.; Krivoshapkin, P.V. Macroporous Ceramic Filters from Mineral Raw Materials for Machine Oils Filtration. Ceram. Int. 2019, 45, 8767–8773. [Google Scholar] [CrossRef]
- Postila, H.; Heiderscheidt, E.; Leiviskä, T. Removal of Metals from Mine Drainage Waters by in Situ Mineral Sorbent-Based Pilot Filter Systems. J. Environ. Manag. 2019, 236, 631–638. [Google Scholar] [CrossRef]
- Wakeman, R.J.; Hanspal, N.S.; Waghode, A.N.; Nassehi, V. Analysis of Pleat Crowding and Medium Compression in Pleated Cartridge Filters. Chem. Eng. Res. Des. 2005, 83, 1246–1255. [Google Scholar] [CrossRef]
- Qiu, J.; Wu, D.; Chen, D.R.; Li, J. Reverse Pulsed-Flow Cleaning of Pleated Filter Cartridges Having an Inner Pleated Filter Cone. Process Saf. Environ. Prot. 2021, 146, 481–489. [Google Scholar] [CrossRef]
- Furumoto, K.; Narita, T.; Fukasawa, T.; Ishigami, T.; Kuo, H.P.; Huang, A.N.; Fukui, K. Influence of Pulse-Jet Cleaning Interval on Performance of Compact Dust Collector with Pleated Filter. Sep. Purif. Technol. 2021, 279, 119688. [Google Scholar] [CrossRef]
- Zhou, R.; Meng, L.; Yuan, X.; Qiao, Z. Research and Experimental Analysis of Hydraulic Cylinder Position Control Mechanism Based on Pressure Detection. Machines 2022, 10, 1. [Google Scholar] [CrossRef]
- Lu, X.; Xie, P.; Ingham, D.B.; Ma, L.; Pourkashanian, M. A Porous Media Model for CFD Simulations of Gas-Liquid Two-Phase Flow in Rotating Packed Beds. Chem. Eng. Sci. 2018, 189, 123–134. [Google Scholar] [CrossRef]
- Teitel, M. On the Applicability of the Forchheimer Equation in Simulating Flow through Woven Screens. Biosyst. Eng. 2011, 109, 130–139. [Google Scholar] [CrossRef]
- Roegiers, J.; Denys, S. Development of a Novel Type Activated Carbon Fiber Filter for Indoor Air Purification. Chem. Eng. J. 2021, 417, 128109. [Google Scholar] [CrossRef]
- Brown, A.I.; Levison, P.; Titchener-Hooker, N.J.; Lye, G.J. Membrane Pleating Effects in 0.2 Μm Rated Microfiltration Cartridges. J. Membr. Sci. 2009, 341, 76–83. [Google Scholar] [CrossRef]
- Brown, A.I.; Titchener-Hooker, N.J.; Lye, G.J. Scale-down Prediction of Industrial Scale Pleated Membrane Cartridge Performance. Biotechnol. Bioeng. 2011, 108, 830–838. [Google Scholar] [CrossRef] [PubMed]
- Velali, E.; Dippel, J.; Stute, B.; Handt, S.; Loewe, T.; von Lieres, E. Model-Based Performance Analysis of Pleated Filters with Non-Woven Layers. Sep. Purif. Technol. 2020, 250, 117006. [Google Scholar] [CrossRef]
- Kang, S.; Bock, N.; Swanson, J.; Pui, D.Y.H. Characterization of Pleated Filter Media Using Particle Image Velocimetry. Sep. Purif. Technol. 2020, 237, 116333. [Google Scholar] [CrossRef]
- Xiong, R.; Sun, G.; Si, K.; Liu, Q.; Liu, K. Pressure Drop Prediction of Ceramic Membrane Filters at High Temperature. Powder Technol. 2020, 364, 647–653. [Google Scholar] [CrossRef]
- Cortés, C.; Gil, A. Modeling the Gas and Particle Flow inside Cyclone Separators. Prog. Energy Combust. Sci. 2007, 33, 409–452. [Google Scholar] [CrossRef]
- Zhang, R.; Hao, S.; Zhang, C.; Meng, W.; Zhang, G.; Liu, Z.; Gao, D.; Tang, Y. Analysis and Simulation of Erosion of Sand Control Screens in Deep Water Gas Well and Its Practical Application. J. Pet. Sci. Eng. 2020, 189, 106997. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, J.; Ma, J.; Li, X. Erosion Wear Behavior of Slotted Screen Liner for Sand Control. Tribology 2009, 29. [Google Scholar] [CrossRef]
- Huang, X.; Zheng, Q.; Yu, A.; Yan, W. Shape Optimization of Conical Hoppers to Increase Mass Discharging Rate. Powder Technol. 2020, 361, 179–189. [Google Scholar] [CrossRef]
- Shen, J.; Roberts, A.; Wheeler, C. Dem Simulations on Gate Loads and Bin Storage Characteristics before Discharge. Powder Technol. 2021, 383, 280–291. [Google Scholar] [CrossRef]
- Žídek, M.; Rozbroj, J.; Jezerska, L.; Diviš, J.; Nečas, J.; Zegzulka, J.; Demmler, M. Effective Use of DEM to Design Chain Conveyor Geometry. Chem. Eng. Res. Des. 2021, 167, 25–36. [Google Scholar] [CrossRef]
- Bibak, Z.; Banisi, S. A Combined Physical and DEM Modelling Approach to Investigate Particle Shape Effects on Load Movement in Tumbling Mills. Adv. Powder Technol. 2021, 32, 916–930. [Google Scholar] [CrossRef]
- Li, Y.; Lin, Q.; Meng, F.; Zheng, Y.; Xu, X. Research on the Influence of Tip Clearance of Axial-Flow Pump on Energy Characteristics under Pump and Turbine Conditions. Machines 2022, 10, 56. [Google Scholar] [CrossRef]
- Howarth, J.; Anand, S.C. Design, Development and Characterization of a Novel and Innovative Exhaust Filter Media for the Global Automotive Industry. Text. Res. J. 2016, 86, 1962–1972. [Google Scholar] [CrossRef]
- Sheng, Y.; Zhang, L.; Wang, Y.; Miao, Z. Exploration of a Novel Three-Dimensional Knitted Spacer Air Filter with Low Pressure Drop on Cooking Fume Particles Removal. Build. Environ. 2020, 177, 106903. [Google Scholar] [CrossRef]
- Bian, Y.; Wang, R.; Wang, S.; Yao, C.; Ren, W.; Chen, C.; Zhang, L. Metal-Organic Framework-Based Nanofiber Filters for Effective Indoor Air Quality Control. J. Mater. Chem. A 2018, 6, 15807–15814. [Google Scholar] [CrossRef]
- Mahgoub, A.O.; Ghani, S. Numerical and Experimental Investigation of Utilizing the Porous Media Model for Windbreaks CFD Simulation. Sustain. Cities Soc. 2021, 65, 102648. [Google Scholar] [CrossRef]
- Kendouci, M.A.; Kharroubi, B.; Khelfaoui, R.; Bendida, A.; Dennai, B.; Maazouzi, A. Simulation of Water Filtration in Porous Zone Based on Darcy’s Law. Energy Procedia 2013, 36, 163–168. [Google Scholar] [CrossRef]
- Xu, B.H.; Yu, A.B. Numerical Simulation of the Gas-Solid Flow in a Fluidized Bed by Combining Discrete Particle Method with Computational Fluid Dynamics. Chem. Eng. Sci. 1997, 52, 2785–2809. [Google Scholar] [CrossRef]
- Kuang, S.; Zhou, M.; Yu, A. CFD-DEM Modelling and Simulation of Pneumatic Conveying: A Review. Powder Technol. 2020, 365, 186–207. [Google Scholar] [CrossRef]
- Xu, Z.; Kong, F.; Tang, L.; Liu, M.; Wang, J.; Qiu, N. Effect of Blade Thickness on Internal Flow and Performance of a Plastic Centrifugal Pump. Machines 2022, 10, 61. [Google Scholar] [CrossRef]
- Yang, X.D.; Zhao, L.; Li, H.X.; Liu, C.S.; Hu, E.Y.; Li, Y.W.; Hou, Q.F. DEM Study of Particles Flow on an Industrial-Scale Roller Screen. Adv. Powder Technol. 2020, 31, 4445–4456. [Google Scholar] [CrossRef]
- Jiang, H.; Duan, C.; Wu, J.; Zhao, Y.; Liu, C.; Luo, Z.; Dong, L.; Zhang, B.; Wang, Z.; Zhang, C.; et al. Kinematics Characteristics of the Vibrating Screen with Rigid-Flexible Screen Rod and the Behavior of Moist Coal Particles during the Dry Deep Screening Process. Powder Technol. 2017, 319, 92–101. [Google Scholar] [CrossRef]
- Jiang, H.; Zhao, Y.; Duan, C.; Yang, X.; Liu, C.; Wu, J.; Qiao, J.; Diao, H. Kinematics of Variable-Amplitude Screen and Analysis of Particle Behavior during the Process of Coal Screening. Powder Technol. 2017, 306, 88–95. [Google Scholar] [CrossRef]
- Bin, C.; Cong, W.; Zhiwei, W.; Liejin, G. Investigation of Gas-Solid Two-Phase Flow across Circular Cylinders with Discrete Vortex Method. Appl. Therm. Eng. 2009, 29, 1457–1466. [Google Scholar] [CrossRef]
- Yang, F.; Jiang, D.; Yuan, Y.; Lv, Y.; Jian, H.; Gao, H. Influence of Rotation Speed on Flow Field and Hydraulic Noise in the Conduit of a Vertical Axial-Flow Pump under Low Flow Rate Condition. Machines 2022, 10, 691. [Google Scholar] [CrossRef]
- Li, Z.; Ding, Y. dong; Liao, Q.; Cheng, M.; Zhu, X. An Approach Based on the Porous Media Model for Numerical Simulation of 3D Finned-Tubes Heat Exchanger. Int. J. Heat Mass Transf. 2021, 173, 121226. [Google Scholar] [CrossRef]
- Liu, Y. Simulation Study on Milling Device of Road Milling Machine Based on the Discrete Element Method. Master’s Thesis, Jilin University, Changchun, China, 2015; pp. 1–86. Available online: https://kns.cnki.net/KCMS/detail/detail.aspx?dbname=CMFD201502&filename=1015588251.nh (accessed on 28 August 2022).
- Zou, R.P.; Yu, A.B. Evaluation of the Packing Characteristics of Mono-Sized Non-Spherical Particles. Powder Technol. 1996, 88, 71–79. [Google Scholar] [CrossRef]
- Zhou, J.; Liu, Y.; Liu, S. yong; Du, C. long; Li, J. Effects of Particle Shape and Swirling Intensity on Elbow Erosion in Dilute-Phase Pneumatic Conveying. Wear 2017, 380–381, 66–77. [Google Scholar] [CrossRef]
- Ran, Z.; Ma, W.; Wang, K.; Chai, B. Multi-Objective Optimization Design for a Novel Parametrized Torque Converter Based on an Integrated CFD Cascade Design System. Machines 2022, 10, 482. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Details | Index | Value |
|---|---|---|
| Particle | Poisson’s ratio [-] | 0.25 |
| Shear modulus [Pa] | 1.0 × 108 | |
| Density [kg·m−3] | 2600 | |
| Wall | Poisson’s ratio [-] | 0.3 |
| Shear modulus [Pa] | 7.9 × 1010 | |
| Density [kg·m−3] | 7850 | |
| Particle–Particle | Coefficient of restitution [-] | 0.25 |
| Coefficient of static friction [-] | 0.75 | |
| Coefficient of rolling friction [-] | 0.05 | |
| Particle–Wall | Coefficient of restitution [-] | 0.5 |
| Coefficient of static friction [-] | 0.5 | |
| Coefficient of rolling friction [-] | 0.05 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.; Men, X.; Wang, S.; Fu, X.; Chen, L. CFD-DEM Study of Pleated Filter Plugging Process Based on Porous Media Model. Machines 2022, 10, 862. https://doi.org/10.3390/machines10100862
Zhang Y, Men X, Wang S, Fu X, Chen L. CFD-DEM Study of Pleated Filter Plugging Process Based on Porous Media Model. Machines. 2022; 10(10):862. https://doi.org/10.3390/machines10100862
Chicago/Turabian StyleZhang, Yinhang, Xiuhua Men, Shuai Wang, Xiuli Fu, and Liwen Chen. 2022. "CFD-DEM Study of Pleated Filter Plugging Process Based on Porous Media Model" Machines 10, no. 10: 862. https://doi.org/10.3390/machines10100862