
Experimental Study on the Influence of Micro-Abrasive and Micro-Jet Impact on the Natural Frequency of Materials under Ultrasonic Cavitation

Abstract
:1. Introduction
2. Materials and Methods
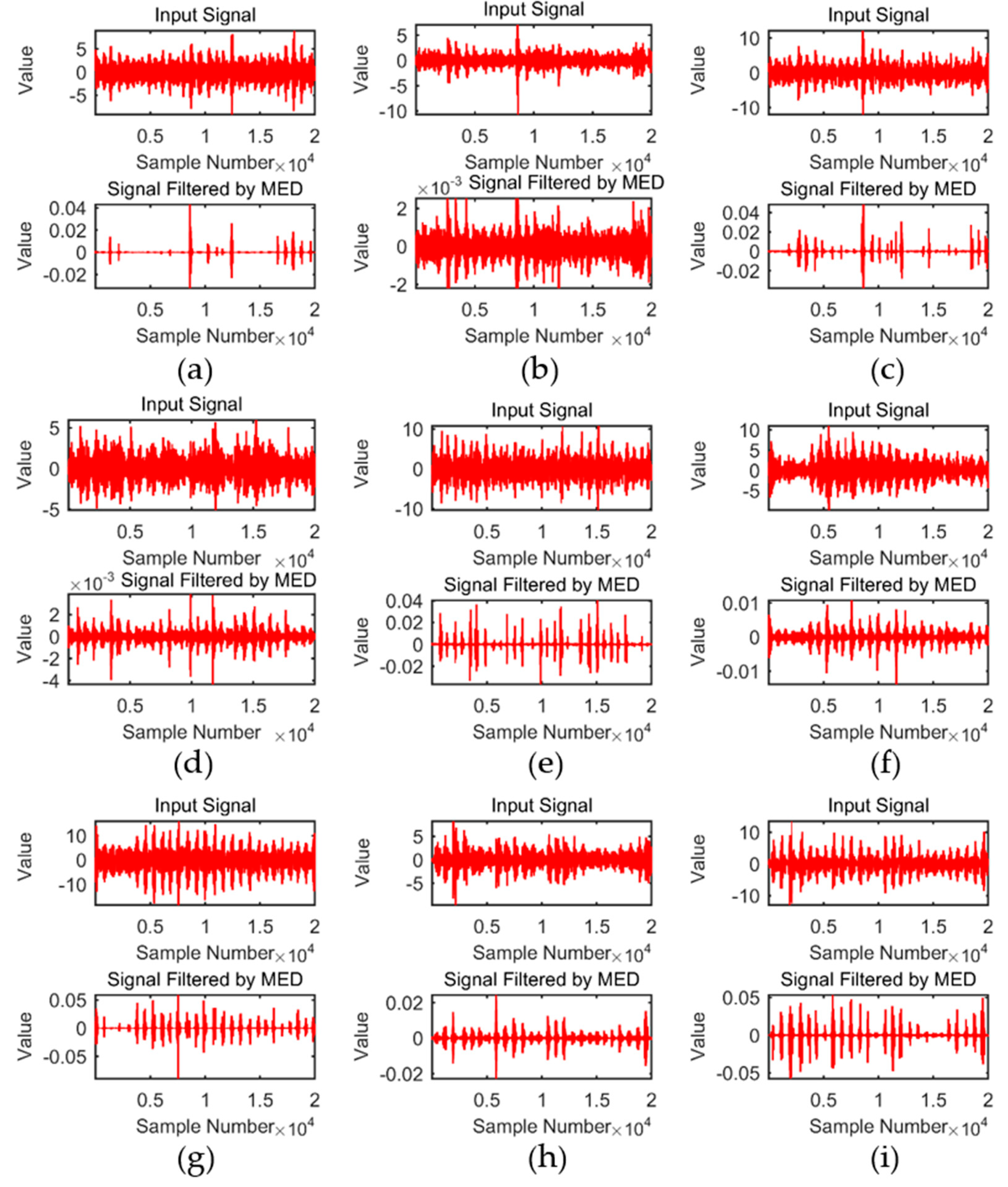
2.1. Noise Reduction Processing
2.2. Signal Decomposition
2.2.1. Building the Trajectory Matrix
2.2.2. Adaptive Selection of Embedding Dimensions
2.2.3. Reconstruction of Component Sequence
2.2.4. Setting Iterative Stop Condition
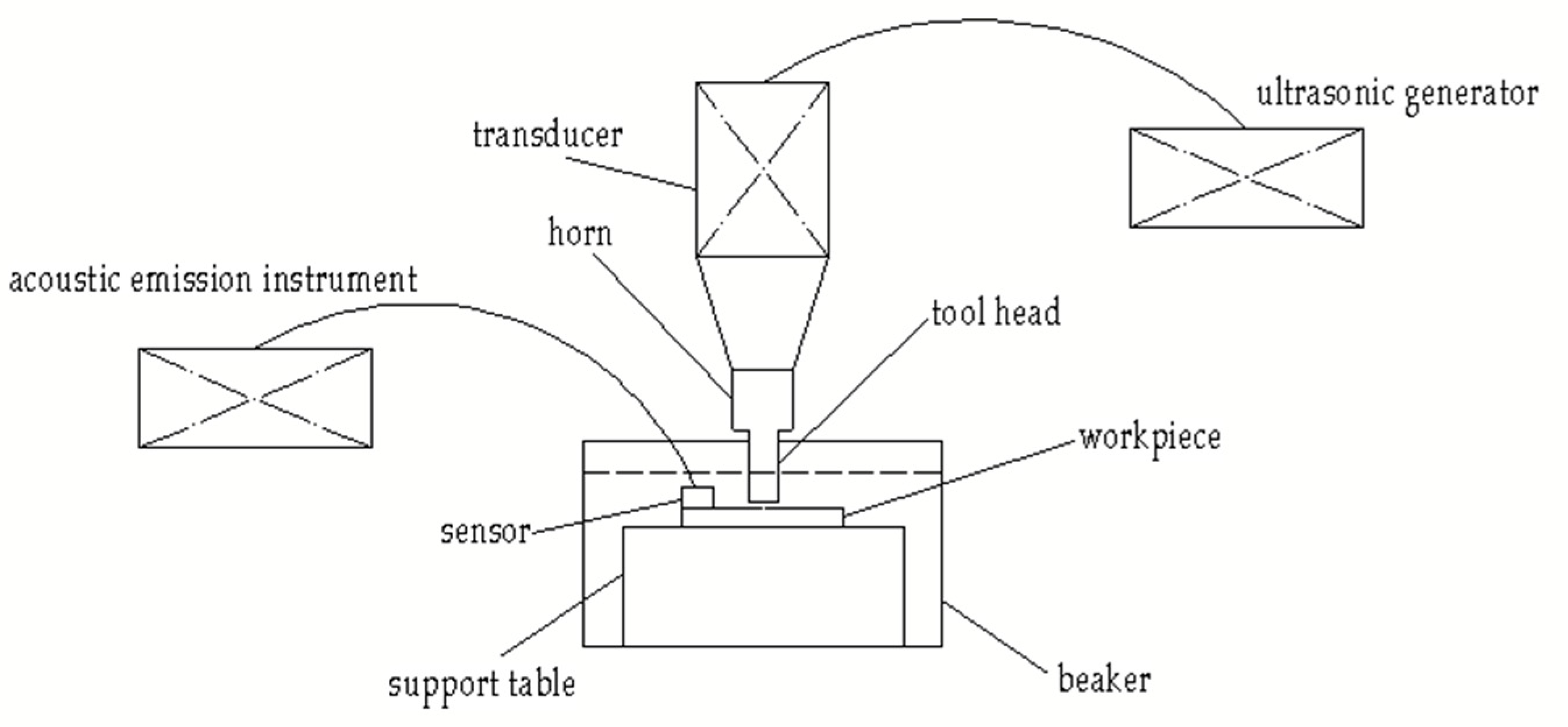
2.3. Experiments
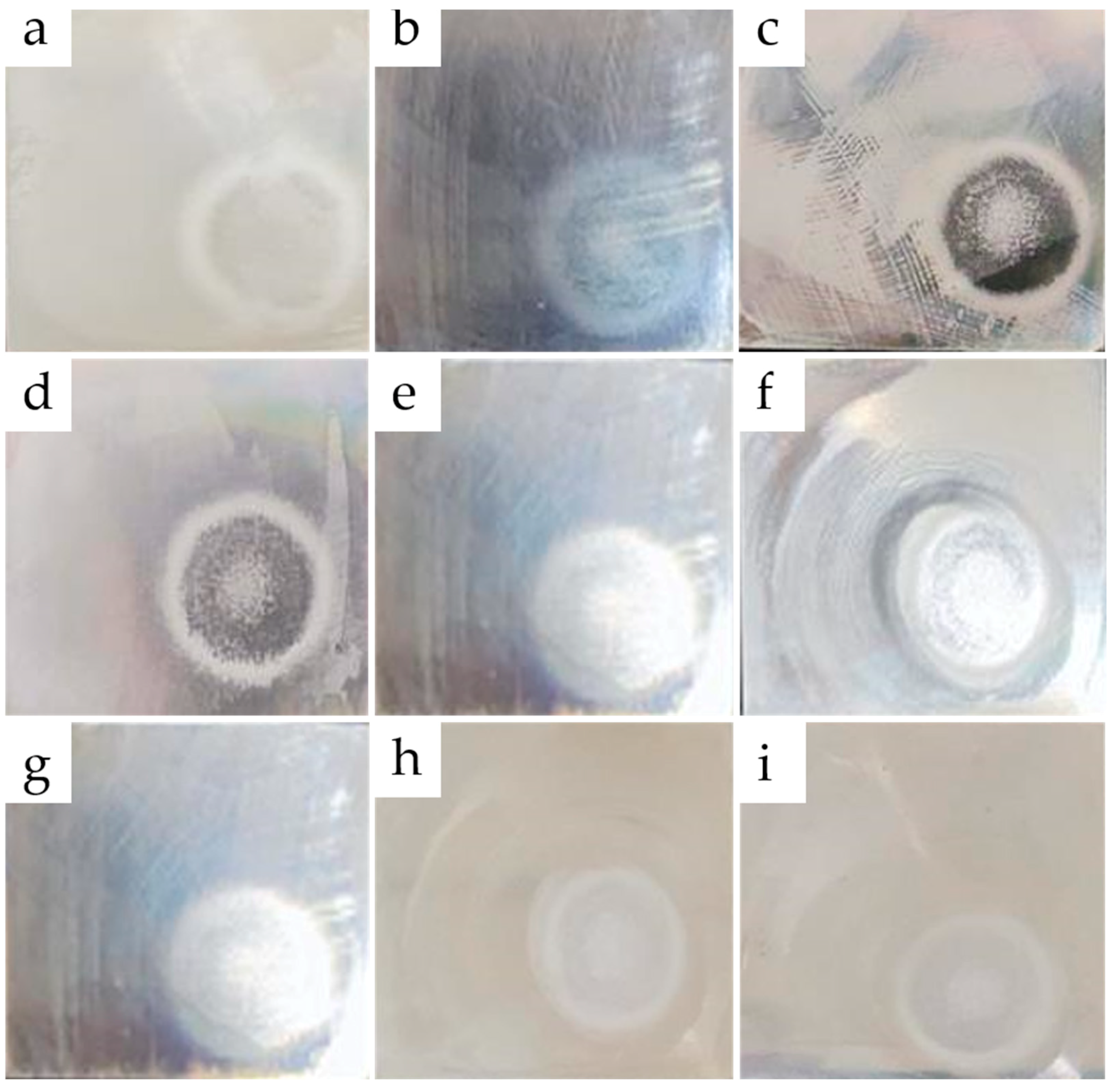
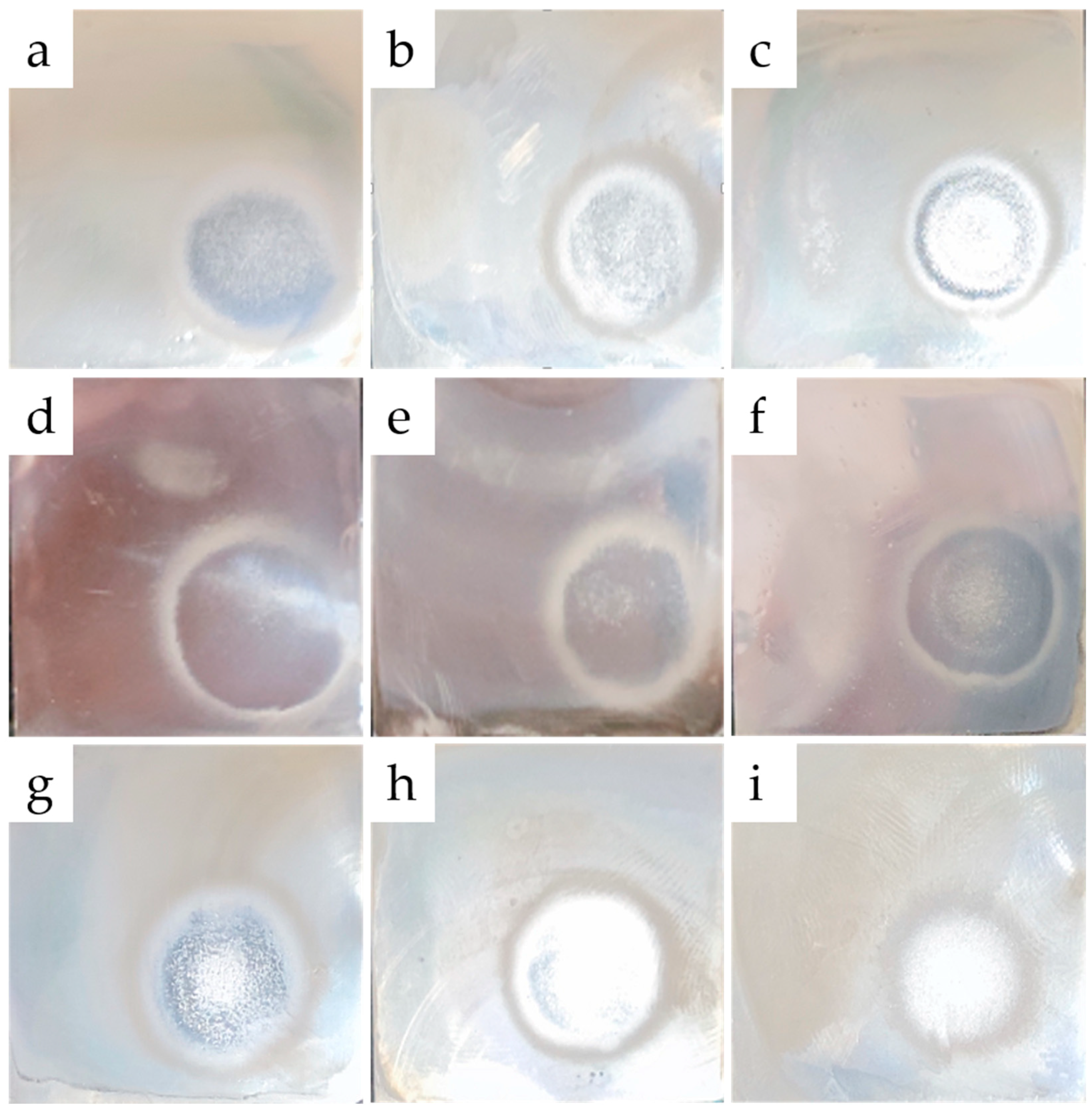
3. Results
4. Discussion
4.1. Pretreatment of Material Vibration Signal
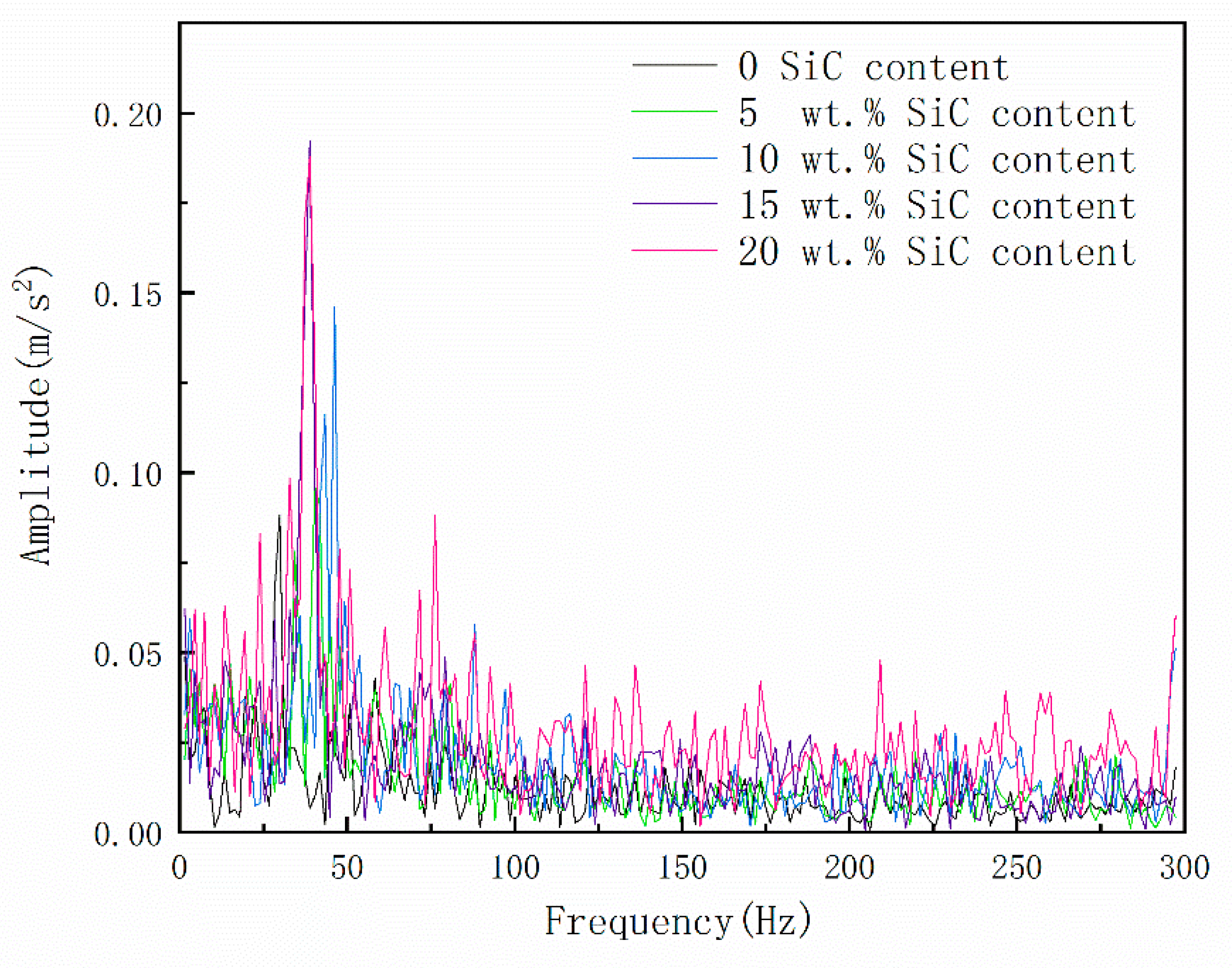
4.2. Envelope Spectrum Analysis of Material Vibration Signal
5. Conclusions
- (1)
- The micro-cutting action of the micro-abrasive in the SiC abrasive suspension and micro-jets on the material changed the natural frequency and the resonance amplitude of the material.
- (2)
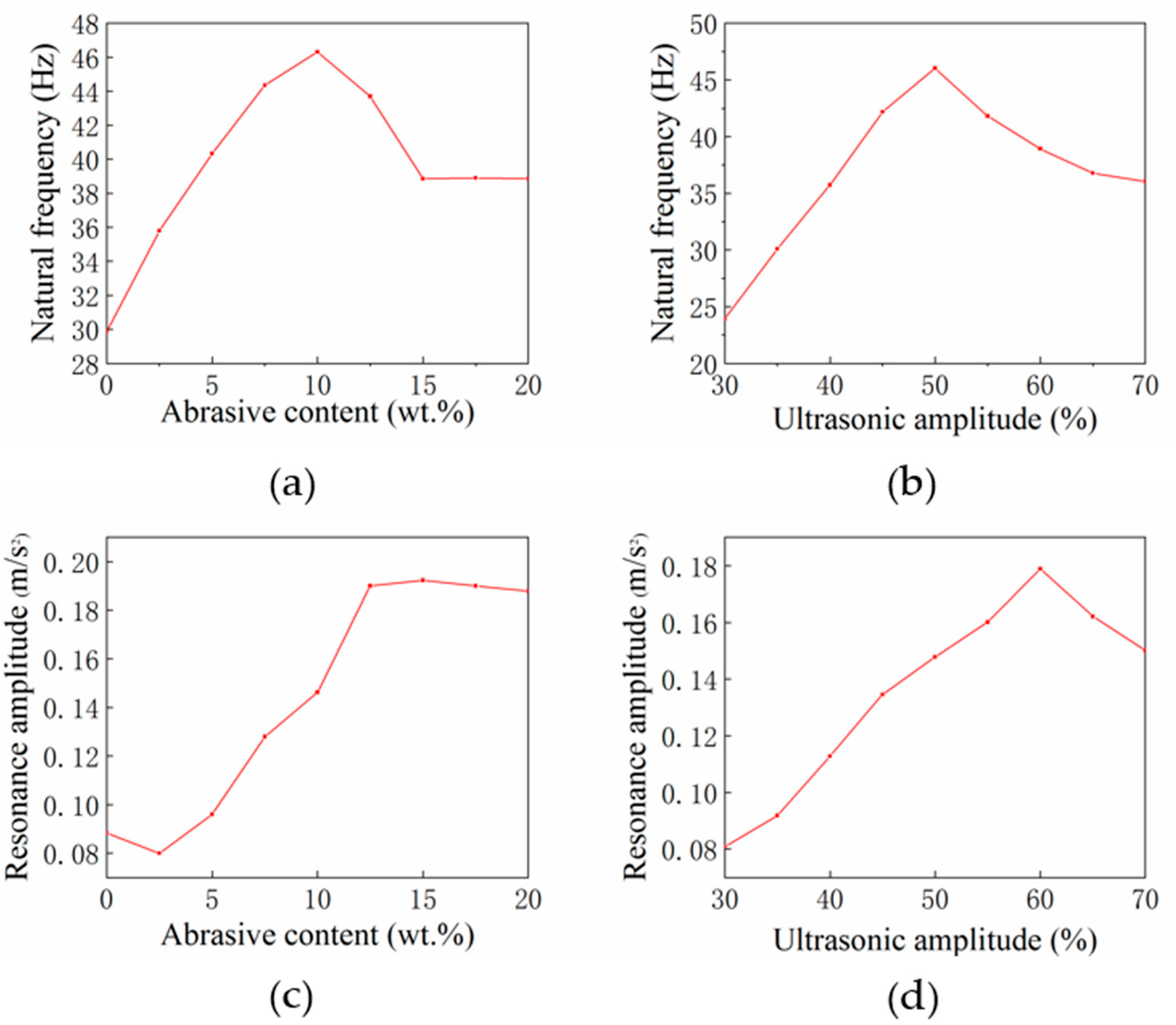
- In the abrasive suspension, with increase of SiC abrasive content, the natural frequency of the material first increased, then decreased and remained unchanged. At the abrasive content of approximately 10 wt.%, the natural frequency of the material reached a peak of 46.32 Hz. Similarly, at ultrasonic amplitude of 50%, the natural frequency of the material reached the peak, and then gradually decreased with increase in amplitude.
- (3)
- In the abrasive suspension, with increase in SiC abrasive content, the resonance amplitude of the material first decreased, then increased and remained unchanged with increase in the abrasive content. At ultrasonic amplitude of 15%, the resonance amplitude value of the material reached a maximum of 0.19 m·s−2. At constant abrasive content, with increase in ultrasonic amplitude, the resonance amplitude of the material first increased and then decreased. At ultrasonic amplitude of 60%, the resonance amplitude value of the material reached a maximum of 0.1789 m·s−2.
- (4)
- The effect of ultrasonic amplitude on the natural frequency of the material was stronger than that of the abrasive content on the natural frequency and the effect of abrasive content on the resonance amplitude was stronger than the effect of ultrasonic amplitude on the resonance amplitude.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ye, L.; Zhu, X.; Wang, L.; Guo, C. Study on characteristics of single cavitation bubble considering condensation and evaporation of kerosene steam under ultrasonic vibration honing. Ultrason. Sonochem. 2018, 40, 988–994. [Google Scholar] [CrossRef] [PubMed]
- Ye, L.; Zhu, X.; Liu, Y. Numerical study on dual-frequency ultrasonic enhancing cavitation effect based on bubble dynamic evolution. Ultrason. Sonochem. 2019, 59, 104744. [Google Scholar] [CrossRef] [PubMed]
- Ye, L.; Zhu, X.; He, Y. Micro-cutting force model of micro-jet induced by cavitation collapse in the ultrasonic field at micro-nano scale. Int. J. Adv. Manuf. Technol. 2022, 119, 3695–3702. [Google Scholar] [CrossRef]
- Chahine, G.L.; Kapahi, A.; Choi, J.K.; Hsiao, C.T. Modeling of surface cleaning by cavitation bubble dynamics and collapse. Ultrason. Sonochem. 2016, 29, 528–549. [Google Scholar] [CrossRef] [PubMed]
- Toh, C.K. The use of ultrasonic cavitation peening to improve micro-burr-free surfaces. Int. J. Adv. Manuf. Technol. 2006, 31, 688–693. [Google Scholar] [CrossRef]
- Coussios, C.C.; Roy, R.A. Applications of Acoustics and Cavitation to Noninvasive Therapy and Drug Delivery. Ann. Rev. Fluid Mech. 2008, 40, 395–420. [Google Scholar] [CrossRef]
- Ahmed, D.; Mao, X.; Juluri, B.K.; Huang, T.J. A fast microfluidic mixer based on acoustically driven sidewall-trapped microbubbles. Microfluid. Nanofluid. 2009, 7, 727–731. [Google Scholar] [CrossRef]
- Law, S.; Zhou, Y. High-Intensity Focused Ultrasound Ablation by the Dual-Frequency Excitation. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2019, 66, 18–25. [Google Scholar]
- Zhang, L.; Belova, V.; Wang, H.; Dong, W.; Mohwald, H. Controlled Cavitation at Nano/Microparticle Surfaces. Chem. Mater. 2014, 26, 2244–2248. [Google Scholar] [CrossRef]
- Beaucamp, A.; Katsuura, T.; Takata, K. Process mechanism in ultrasonic cavitation assisted fluid jet polishing. Cirp Ann. 2018, 67, 361–364. [Google Scholar] [CrossRef]
- Bai, F.; Saalbach, K.A.; Wang, L.; Wang, X.; Twiefel, J. Impact of time on ultrasonic cavitation peening via detection of surface plastic deformation. Ultrasonics 2018, 84, 350–355. [Google Scholar] [CrossRef] [PubMed]
- Guo, C.; Zhu, X.J.; Wang, J.Q.; Ye, L.Z. Velocity analysis for collapsing cavitation bubble near a rigid wall under an ultrasound field. Acta Phys. Sin. 2016, 65, 184–191. [Google Scholar] [CrossRef]
- Hutli, E.; Nedeljkovic, M.; Bonyar, A. Controlled Modification of the Surface Morphology and Roughness of Stainless Steel 316 by a High Speed Submerged Cavitating Water Jet. Appl. Surf. Sci. 2018, 458, 293–304. [Google Scholar] [CrossRef]
- Ye, L.; Zhu, X.; He, Y.; Song, T.; Hu, W. Surface strengthening and grain refinement of AZ31B magnesium alloy by ultrasonic cavitation modification. Chin. J. Aeronaut. 2021, 34, 508–517. [Google Scholar] [CrossRef]
- Zhang, C.S.; Xue, J.; Wang, C. Study on the Characteristics of Underwater Explosion Bubble Near Perforated Rigidwall. Beijing Ligong Daxue Xuebao/Trans. Beijing Inst. Technol. 2018, 38, 771–778. [Google Scholar]
- Haixia, L.; Zhang, T.; Kang, C. Evaluation of cavitation erosion resistance of copper alloy in different liquid media. Mater. Corros. 2018, 69, 917–925. [Google Scholar]
- Balamurugan, K.; Uthayakumar, M.; Gowthaman, S.; Pandurangan, R. A study on the compressive residual stress due to waterjet cavitation peening. Eng. Fail. Anal. 2018, 92, 268–277. [Google Scholar] [CrossRef]
- Laguna-Camacho, J.R.; Lewis, R.; Vite-Torres, M.; Méndez-Méndez, J. A study of cavitation erosion on engineering materials. Wear 2013, 301, 467–476. [Google Scholar] [CrossRef]
- Nagalingam, A.P.; Yeo, S.H. Controlled hydrodynamic cavitation erosion with abrasive particles for internal surface modification of additive manufactured components. Wear 2018, 414–415, 89–100. [Google Scholar] [CrossRef]
- Sugasawa, S.; Uematsu, S.; Akiyama, S. Observation of Microstructural Deformation Behavior in Metals Caused by Cavitation Impact. Jpn. J. Appl. Phys. 2011, 50, 07HE03. [Google Scholar] [CrossRef]
- Sugasawa, S. Observations of crystal orientation of pure aluminum damaged by cavitation impact. Jpn. J. Appl. Phys. 2019, 58, SGGD12. [Google Scholar] [CrossRef]
- Mahesh, S.; Mathew, M.D. Modeling the Effect of Grain Boundary Sliding on Creep Lifetime: Application to Two Austenitic Stainless Steels. Procedia Eng. 2013, 55, 747–750. [Google Scholar] [CrossRef]
- Zhang, H.; Ren, X.; Tong, Y.; Larson, E.A.; Adu-Gyamfi, S.; Wang, J.; Li, X. Surface integrity of 2A70 Aluminum Alloy Processed by Laser-induced Peening and Cavitation Bubbles. Results Phys. 2018, 12, 1204–1211. [Google Scholar] [CrossRef]
- Chen, J.H.; Wu, W. Cavitation erosion behavior of Inconel 690 alloy. Mater. Sci. Eng. A 2008, 489, 451–456. [Google Scholar] [CrossRef]
- Dular, M.; Osterman, A. Pit clustering in cavitation erosion. Wear 2008, 265, 811–820. [Google Scholar] [CrossRef]
- Niederhofer, P.; Richrath, L.; Huth, S.; Theisen, W. Influence of conventional and powder-metallurgical manufacturing on the cavitation erosion and corrosion of high interstitial CrMnCN austenitic stainless steels. Wear 2016, 360–361, 67–76. [Google Scholar] [CrossRef]
- Meng, Y.; Zhao, Z.; Cui, J. Heat treatment of new high strength Al-Mg-Si alloy. Dongbei Daxue Xuebao/J. Northeast. Univ. 2011, 32, 1248–1251+1290. [Google Scholar]
- Prakash, Y.M.S.; Shankar, M.C.G.; Karthik; Sharma, S.S.; Kini, A. Property Enhancement During Artificial Aging of Al6061- Silicon Oxide Metal Matrix Composites. Mater. Today Proc. 2018, 5, 24186–24193. [Google Scholar] [CrossRef]
- Marzo, F.F.; Alberro, M.; Manso, A.P.; Garikano, X.; Alegre, C.; Montiel, M.; Lozano, A.; Barreras, F. Evaluation of the corrosion resistance of Ni(P)Cr coatings for bipolar plates by electrochemical impedance spectroscopy. Int. J. Hydrogen Energy 2020, 45, 20632–20646. [Google Scholar] [CrossRef]
- Brehl, D.E.; Dow, T.A. Review of vibration-assisted machining. Precis. Eng. 2008, 32, 153–172. [Google Scholar] [CrossRef]
- Kumar, M.N.; Subbu, S.K.; Krishna, P.V.; Venugopal, A. Vibration Assisted Conventional and Advanced Machining: A Review. Procedia Eng. 2014, 97, 1577–1586. [Google Scholar] [CrossRef] [Green Version]
- Yuan, Z.; Fang, B.; Dong, Y.; Ding, H.; Zhang, Y. Study on surface texture and corrosion resistance of ultrasonic vibration-assisted micromilling Inconel 718. Int. J. Adv. Manuf. Technol. 2022, 121, 601–618. [Google Scholar] [CrossRef]
- Bonizzi, P.; Karel, J.; Meste, O.; Peeters, R. Singular Spectrum Decomposition: A New Method for Time Series Decomposition. Adv. Adapt. Data Anal. 2014, 6, 107–109. [Google Scholar] [CrossRef]
- Sawalhi, N.; Randall, R.B.; Endo, H. The enhancement of fault detection and diagnosis in rolling element bearings using minimum entropy deconvolution combined with spectral kurtosis. Mech. Syst. Signal Process. 2007, 21, 2616–2633. [Google Scholar] [CrossRef]
- Liu, H.; Zhang, Z.; Liu, S.; Shu, J.; Liu, T.; Yan, L.; Zhang, T. Spectral blind deconvolution with differential entropy regularization for infrared spectrum. Infrared Phys. Technol. 2015, 71, 481–491. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Elastic Modulus/GPa | Poisson’s Ratio | Yield Strength/MPa | Hardness/HV |
|---|---|---|---|---|
| 6061 | 70 | 0.3 | 265 | 69 |
| Number | Abrasive Content/wt.% | Natural Frequency/Hz | Resonance Amplitude/m·s−2 |
|---|---|---|---|
| 1 | 0 | 29.88 | 0.0884 |
| 2 | 2.5 | 35.80 | 0.08 |
| 3 | 5 | 40.34 | 0.096 |
| 4 | 7.5 | 44.35 | 0.128 |
| 5 | 10 | 46.32 | 0.1462 |
| 6 | 12.5 | 43.70 | 0. 19 |
| 7 | 15 | 38.85 | 0.1923 |
| 8 | 17.5 | 38.90 | 0.19 |
| 9 | 20 | 38.85 | 0.1878 |
| Number | Ultrasonic Amplitude/% | Natural Frequency/Hz | Resonance Amplitude/m·s−2 |
|---|---|---|---|
| 1 | 30 | 23.89 | 0.0759 |
| 2 | 35 | 30.10 | 0.0918 |
| 3 | 40 | 35.72 | 0.1128 |
| 4 | 45 | 42.17 | 0.1346 |
| 5 | 50 | 46.03 | 0.1478 |
| 6 | 55 | 41.80 | 0.1601 |
| 7 | 60 | 38.92 | 0.1789 |
| 8 | 65 | 36.78 | 0.1621 |
| 9 | 70 | 36.05 | 0.15 |
| Number | Natural Frequency/Hz |
|---|---|
| 1 | 29.83 |
| 2 | 35.80 |
| 3 | 40.29 |
| 4 | 44.33 |
| 5 | 46.32 |
| 6 | 43.65 |
| 7 | 38.85 |
| 8 | 38.87 |
| 9 | 38.84 |
| Number | Natural Frequency/Hz |
|---|---|
| 1 | 23.85 |
| 2 | 30.10 |
| 3 | 35.72 |
| 4 | 42.10 |
| 5 | 46.05 |
| 6 | 41.77 |
| 7 | 38.90 |
| 8 | 36.75 |
| 9 | 36.01 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, T.; Zhu, X.; Ye, L.; Zhao, J. Experimental Study on the Influence of Micro-Abrasive and Micro-Jet Impact on the Natural Frequency of Materials under Ultrasonic Cavitation. Machines 2022, 10, 891. https://doi.org/10.3390/machines10100891
Song T, Zhu X, Ye L, Zhao J. Experimental Study on the Influence of Micro-Abrasive and Micro-Jet Impact on the Natural Frequency of Materials under Ultrasonic Cavitation. Machines. 2022; 10(10):891. https://doi.org/10.3390/machines10100891
Chicago/Turabian StyleSong, Tianjiao, Xijing Zhu, Linzheng Ye, and Jing Zhao. 2022. "Experimental Study on the Influence of Micro-Abrasive and Micro-Jet Impact on the Natural Frequency of Materials under Ultrasonic Cavitation" Machines 10, no. 10: 891. https://doi.org/10.3390/machines10100891