
Theoretical and Simulation Analysis on Fabrication of Micro-Textured Surface under Intermittent Cutting Condition by One-Dimensional Ultrasonic Vibration-Assisted Turning


Abstract
:1. Introduction
2. Theoretical Analysis
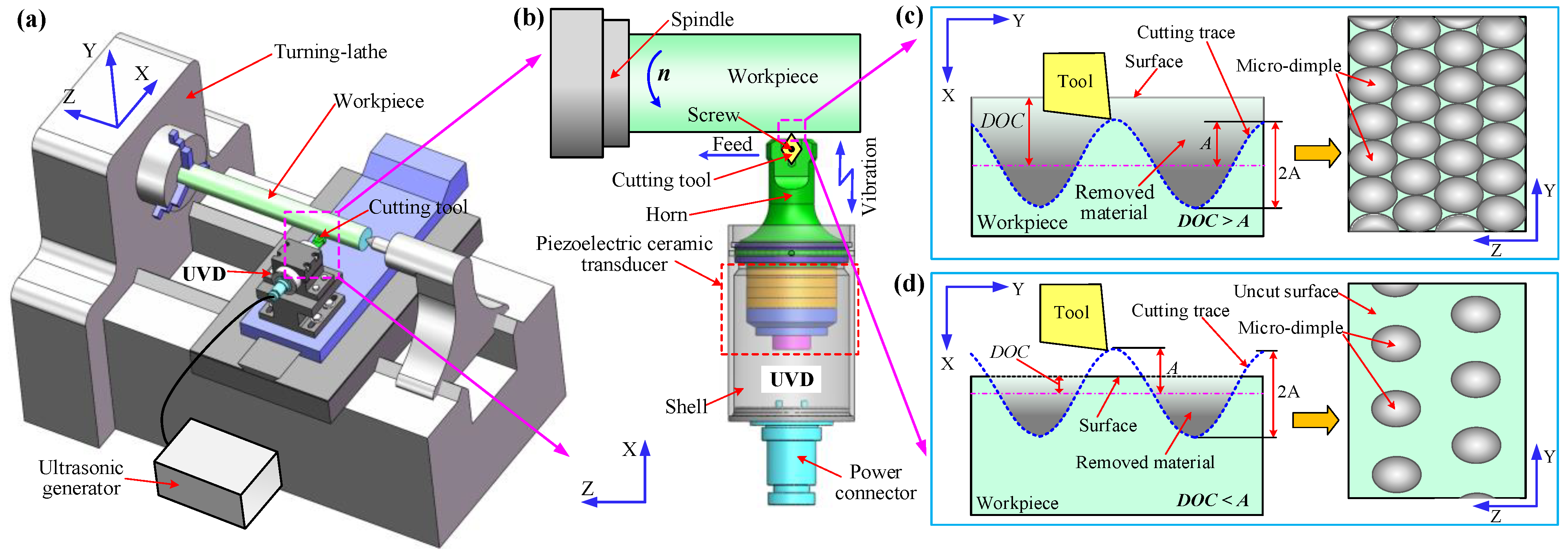
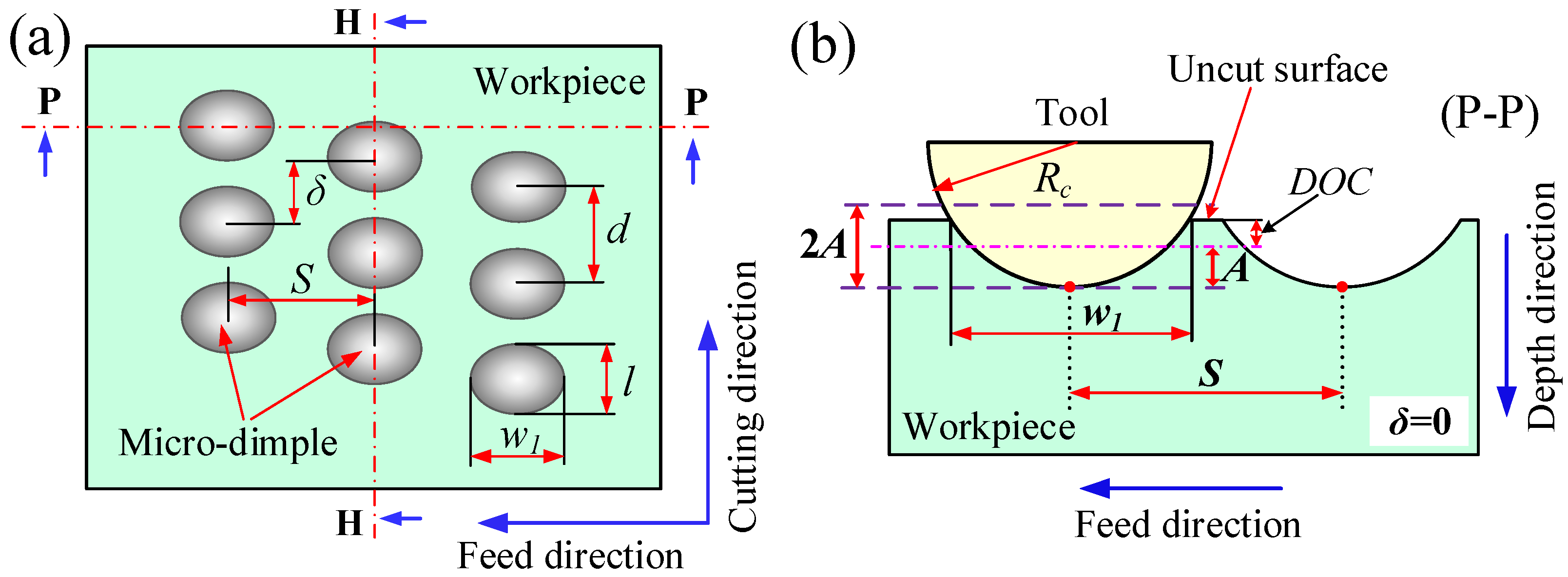
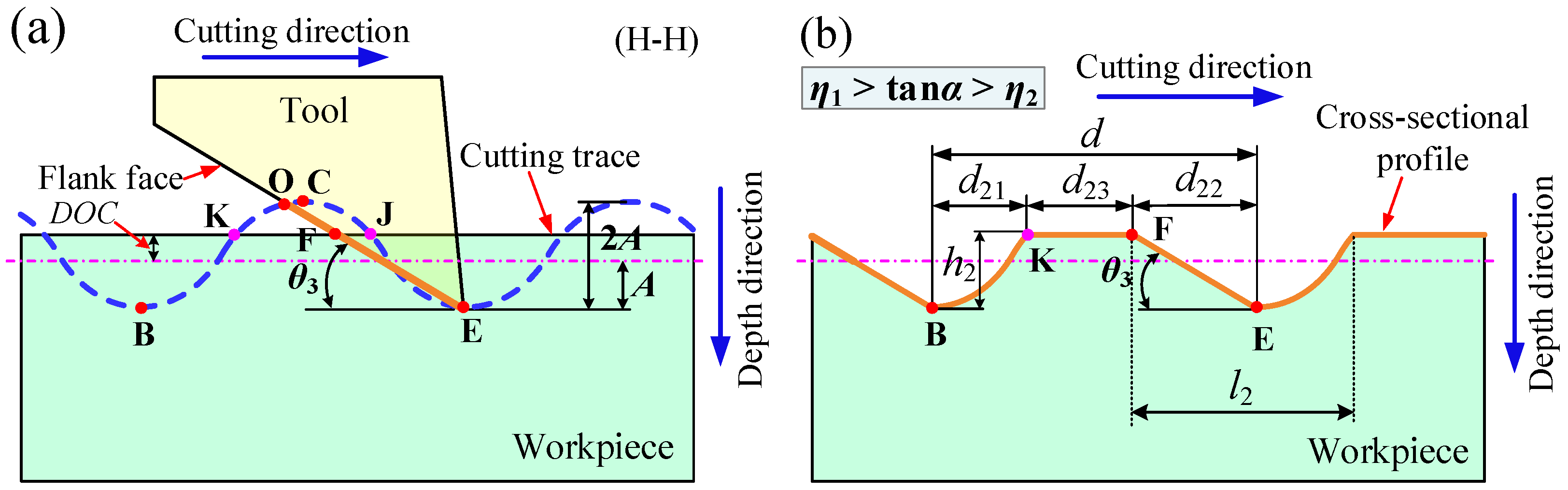
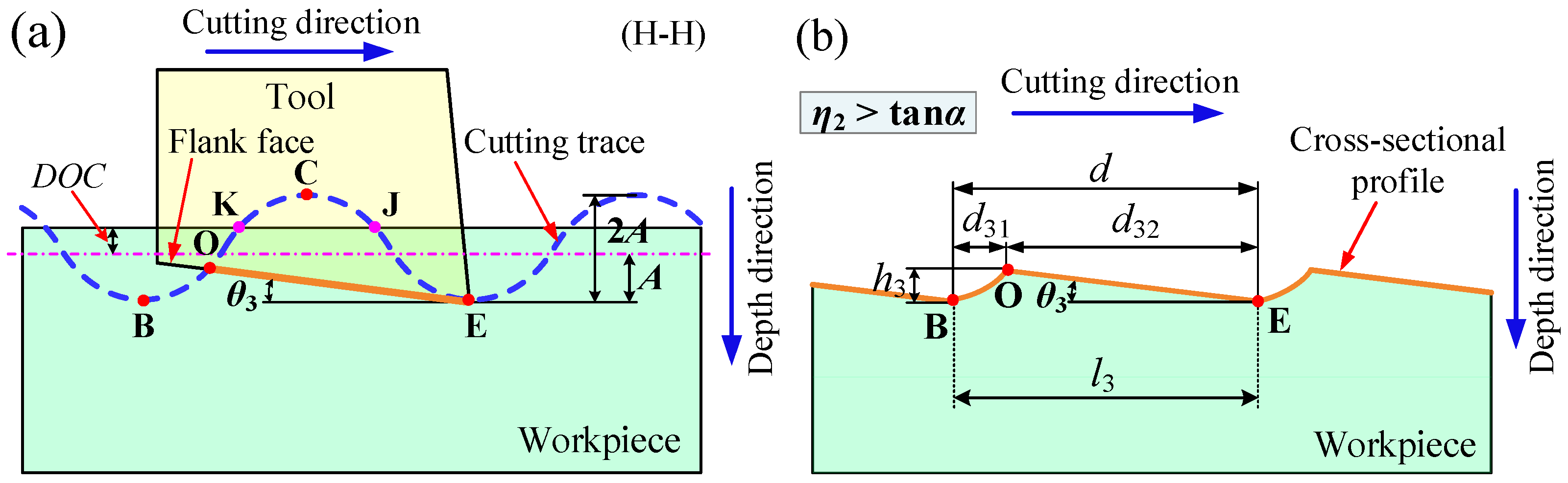
2.1. Surface Texturing Process
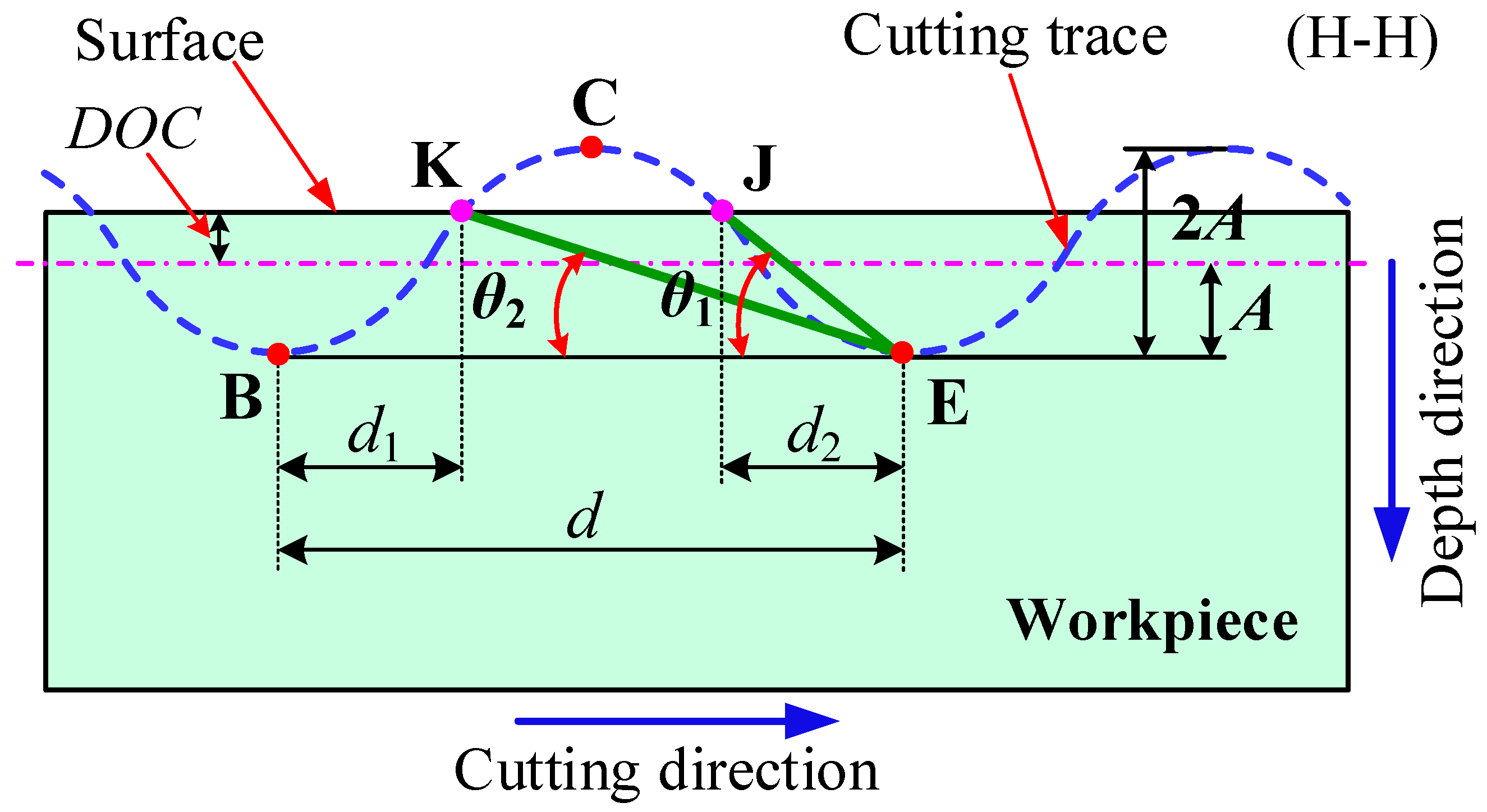
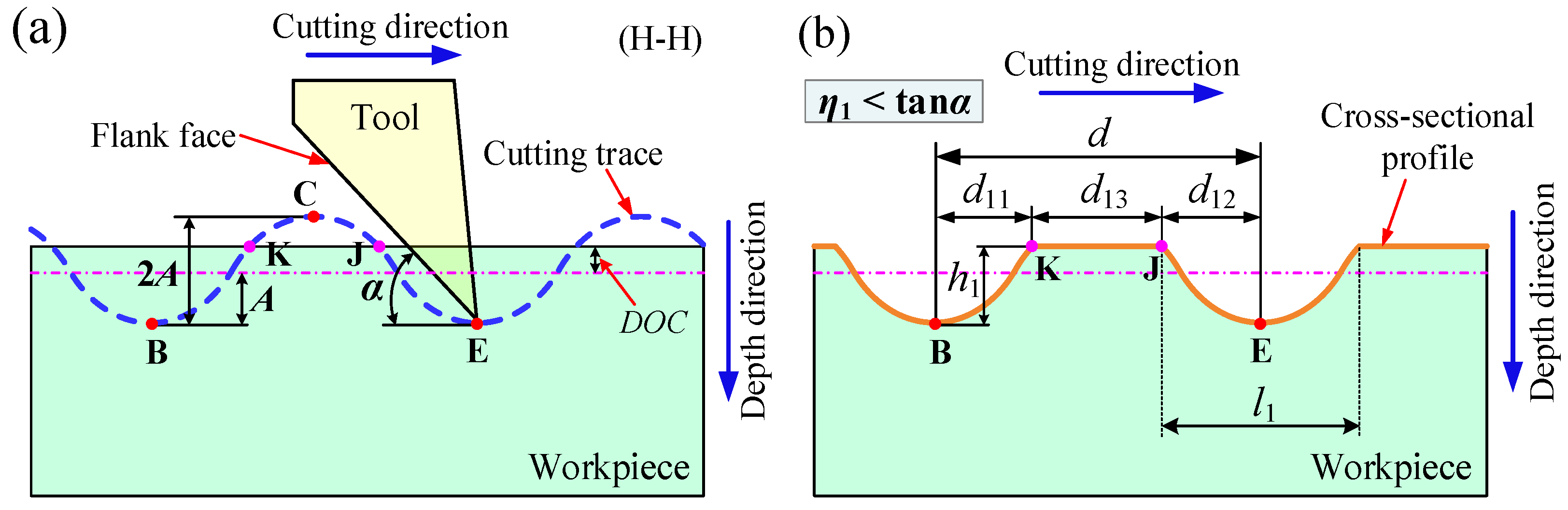
2.2. Theoretical Model
3. Simulation Analysis
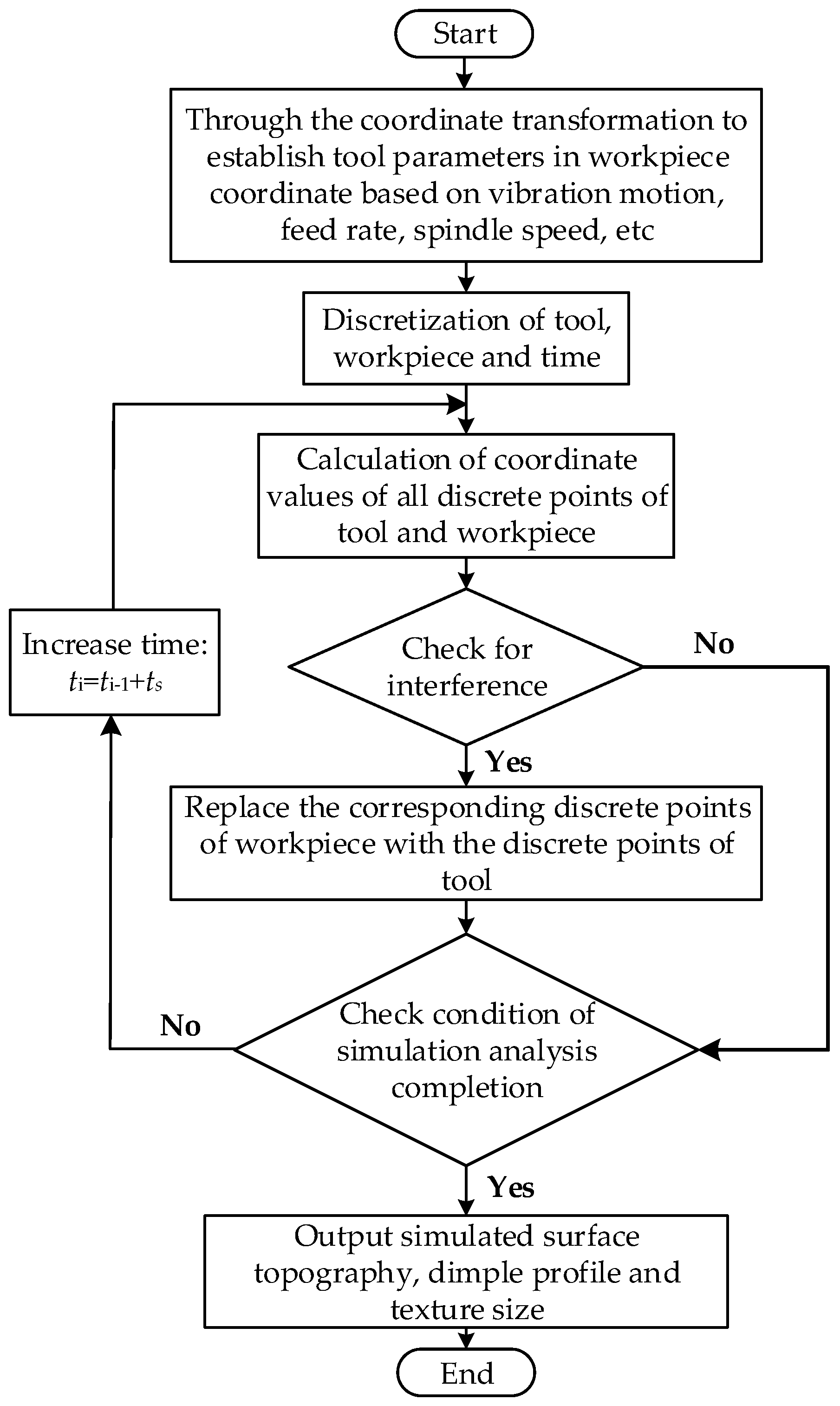
3.1. Simulation Model
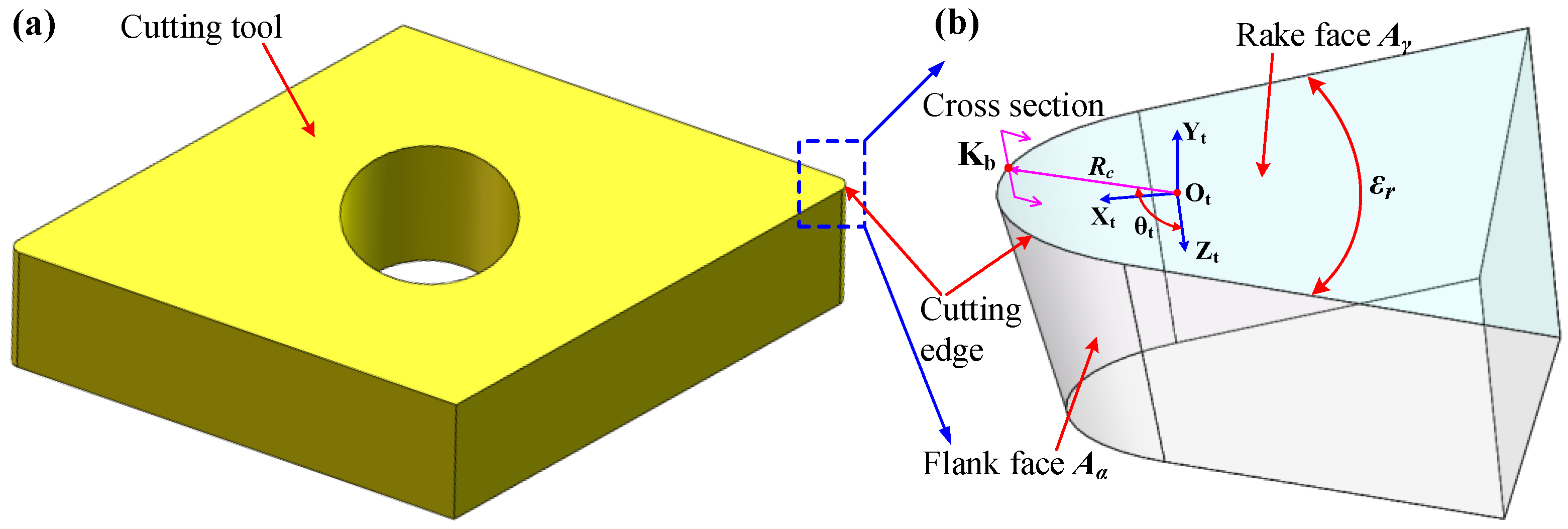
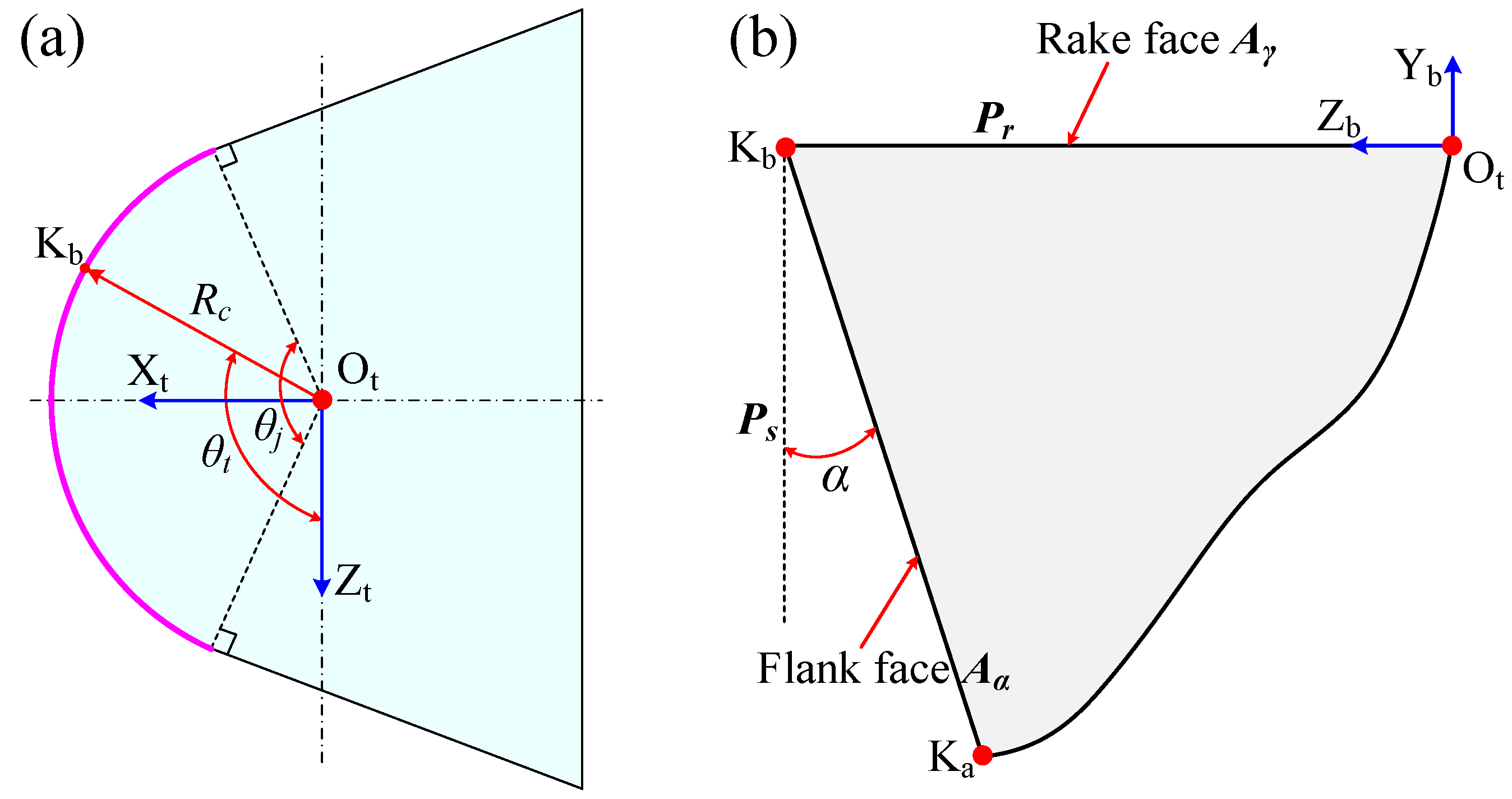
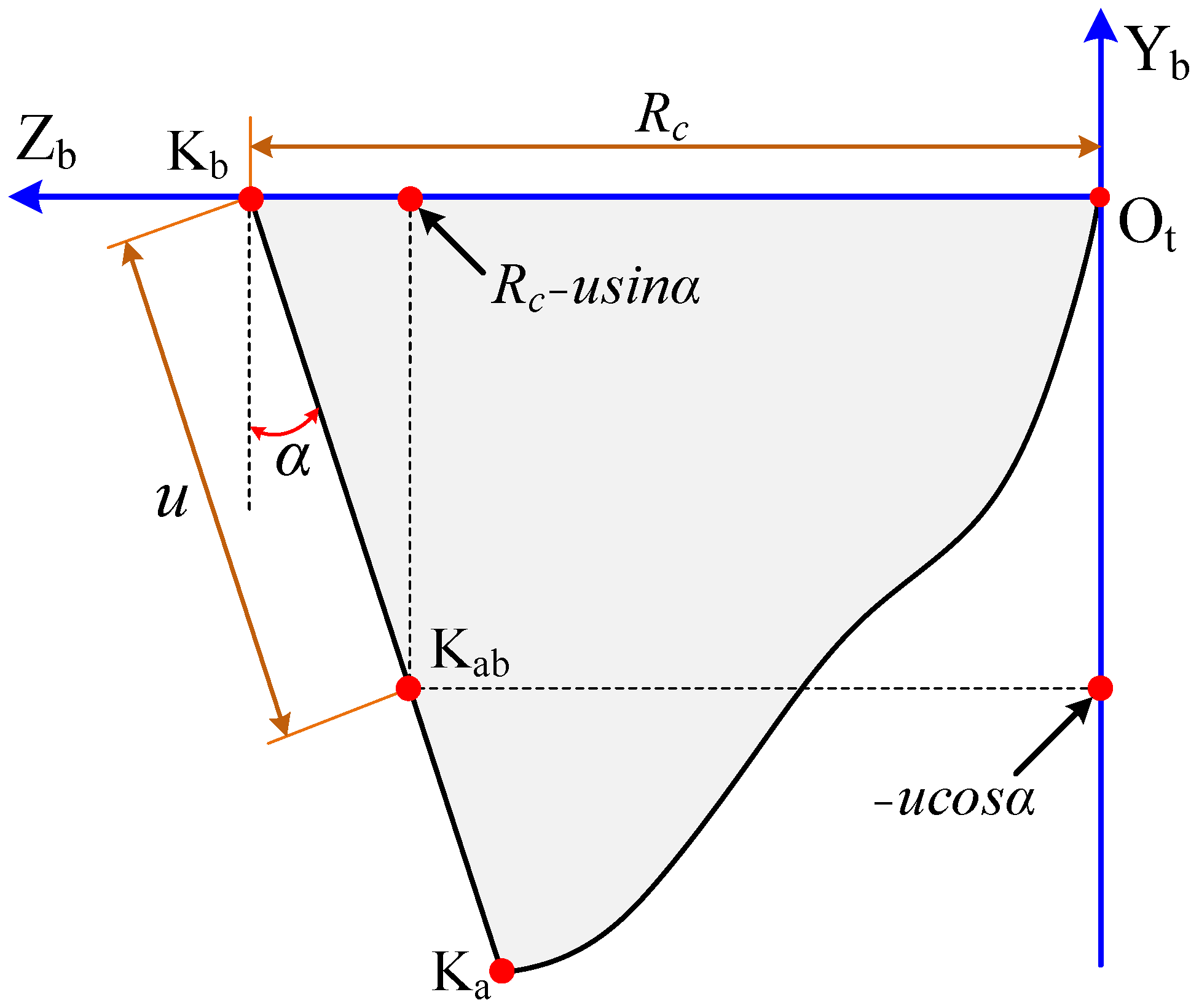
3.1.1. Tool Geometry Model
- (1)
- The rake face Aγ is a simple plane, and the corresponding rake angle is 0°, which is convenient to establish the geometric equation of the cutting edge and flank face.
- (2)
- The cutting edge is sharp, which is not rounded.
3.1.2. Space Coordinate Transformation
3.1.3. Motion Equation of 1D UVAT
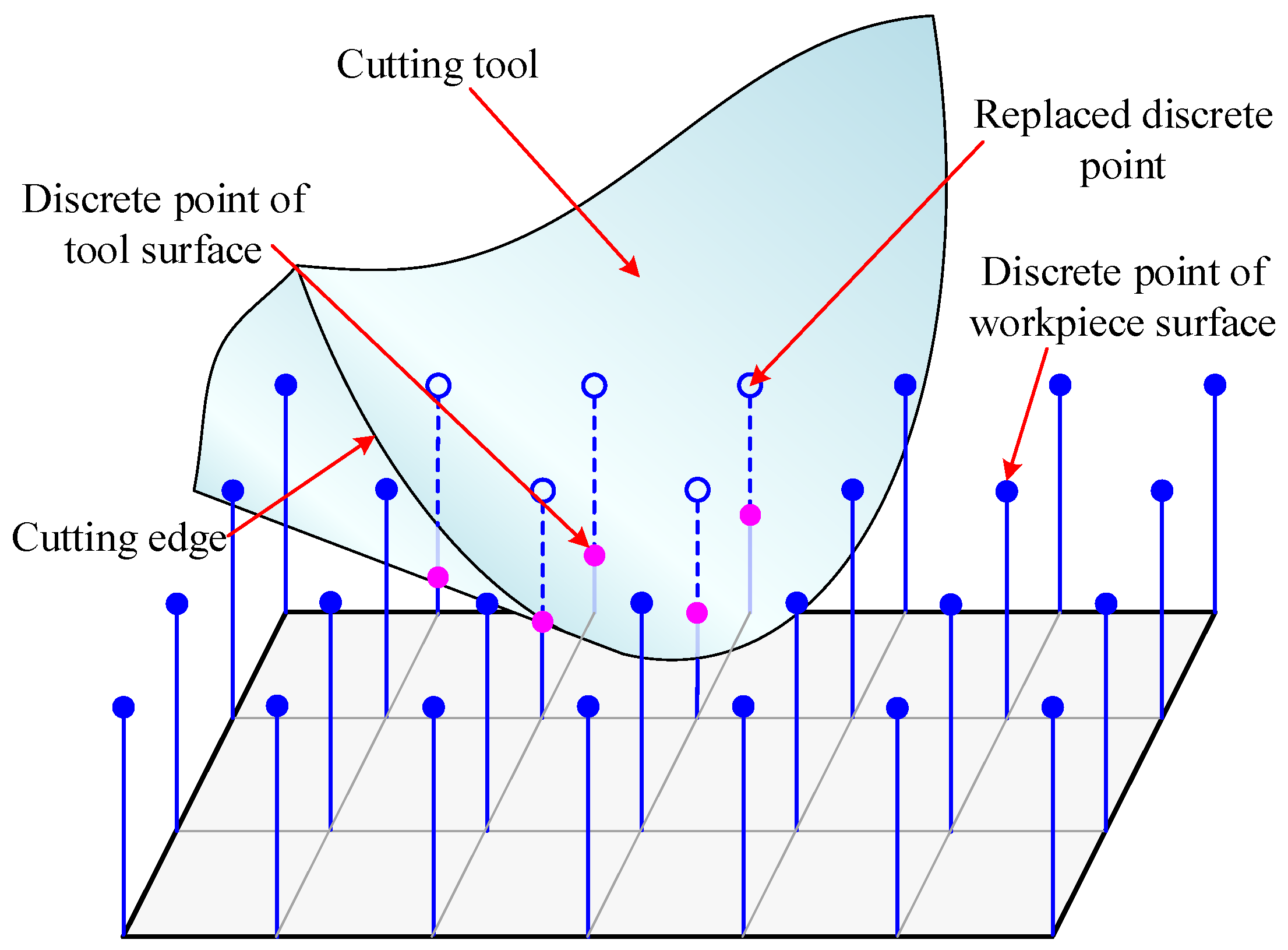
3.1.4. Discretization of Space and Time
3.2. Results and Discussion
3.2.1. Clearance Angle
3.2.2. Spindle Speed
3.2.3. Vibration Amplitude
3.2.4. Nose Radius
3.2.5. Feed Rate
4. Conclusions
- (1)
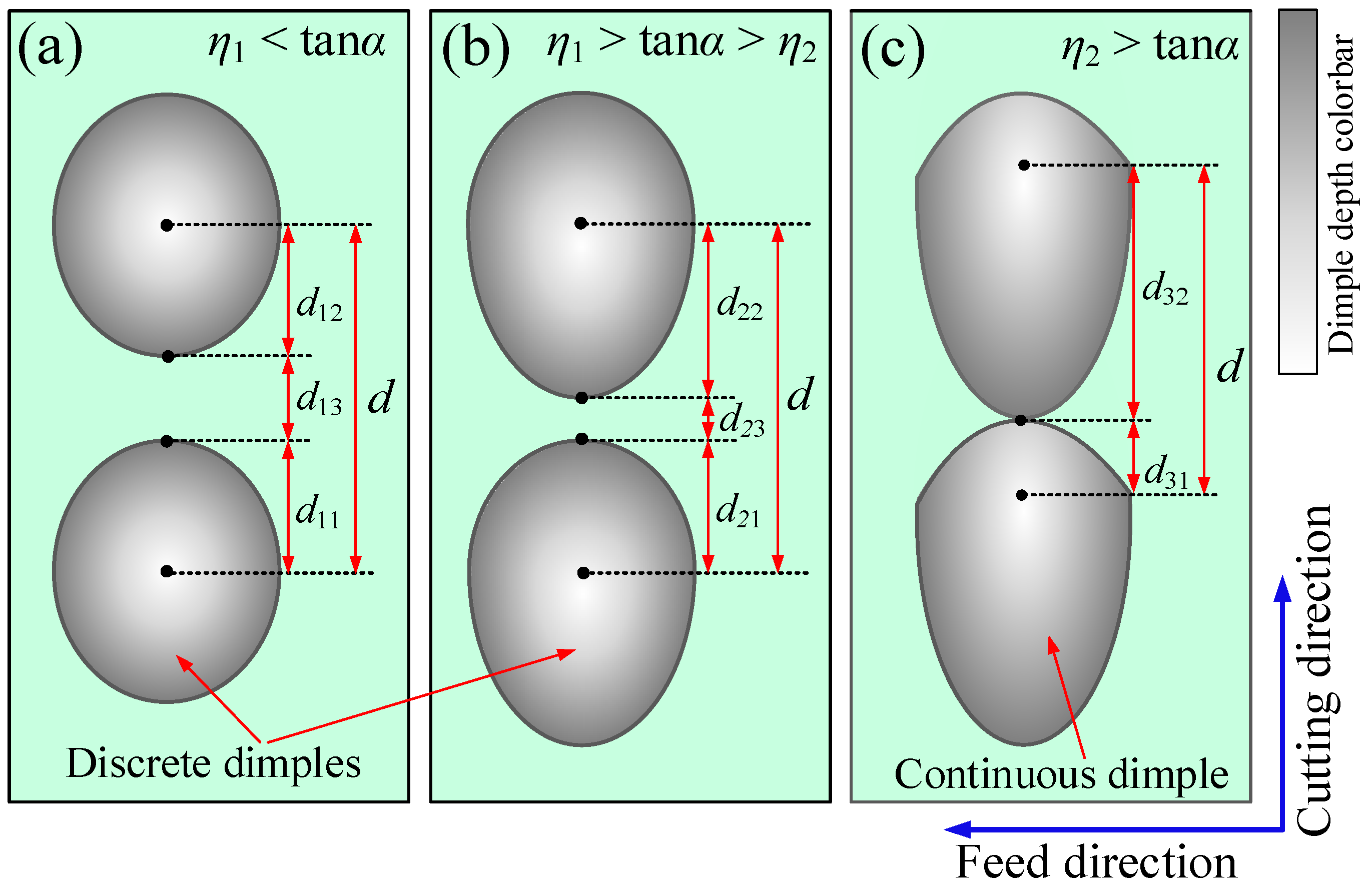
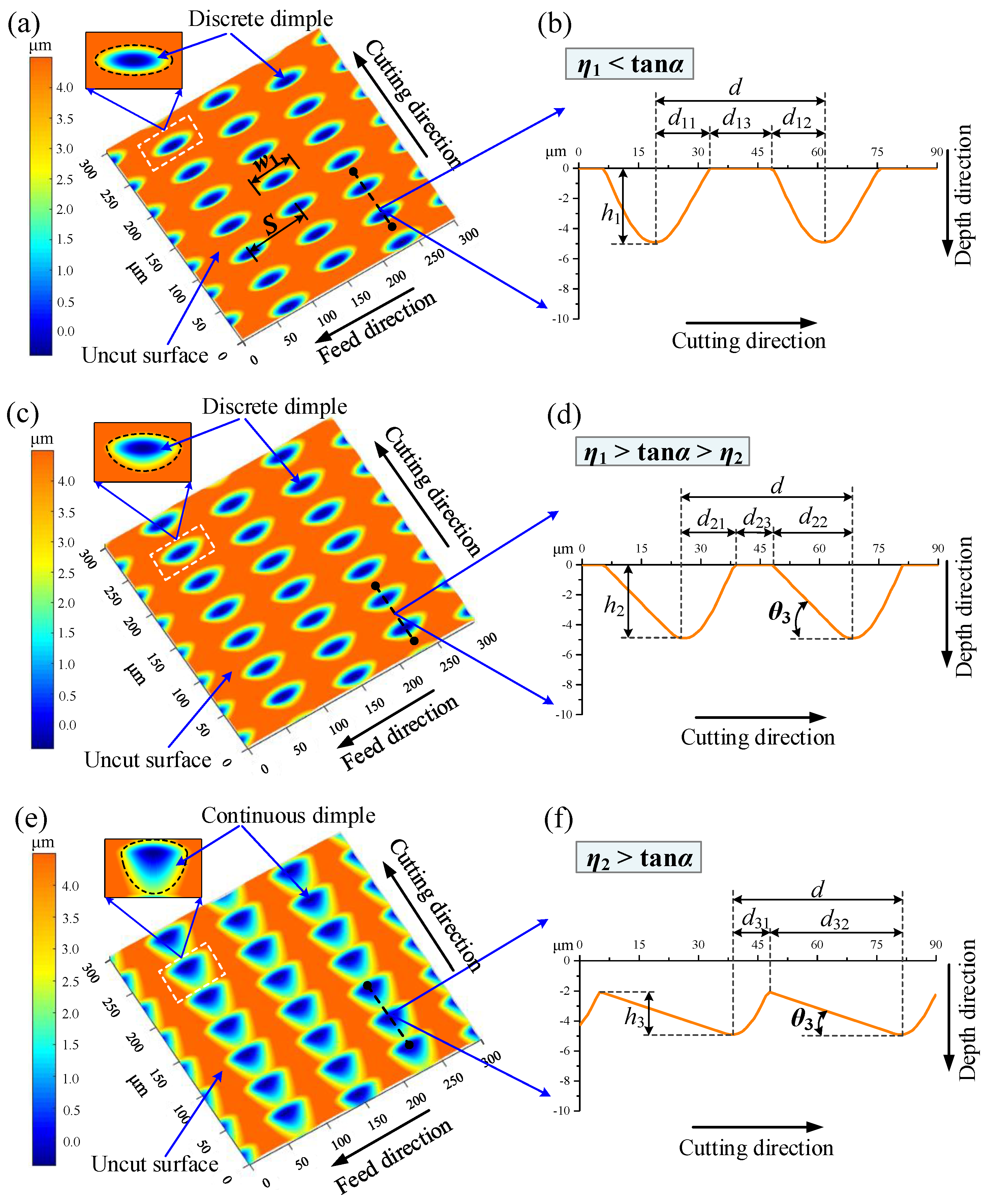
- From the perspective of geometric kinematics, the proposed theoretical model of this 1D UVAT can detailedly illustrate the generation mechanism and dimple characteristics of micro-textured surfaces, fabricated under intermittent cutting conditions, which can also effectively provide the quantitative analysis for the textured parameters. The intersection states between flank face and cutting trace, including η1 < tan α, η1 > tan α > η2, and η2 > tan α, are the key factors to influence the distribution, size, and shape of the micro-dimples. Certainly, the theoretical model does not consider the factors including the elastic–plastic deformation of the workpiece material, which probably exists in the actual cutting process.
- (2)
- The simulation results not only confirm the proposed theoretical model, but also prove that the established simulation model is effective in predicting the characteristics of the surface topography and dimple profile. Through comparing the simulated and theoretical values of the dimple profiles, fabricated under different processing parameters, it can be found that the maximum deviation can reach 10.9%, and the minimum deviation can reach 0%. In order to further improve the accuracy of the simulation analysis, more reasonable spatial resolutions and time steps should be selected.
- (3)
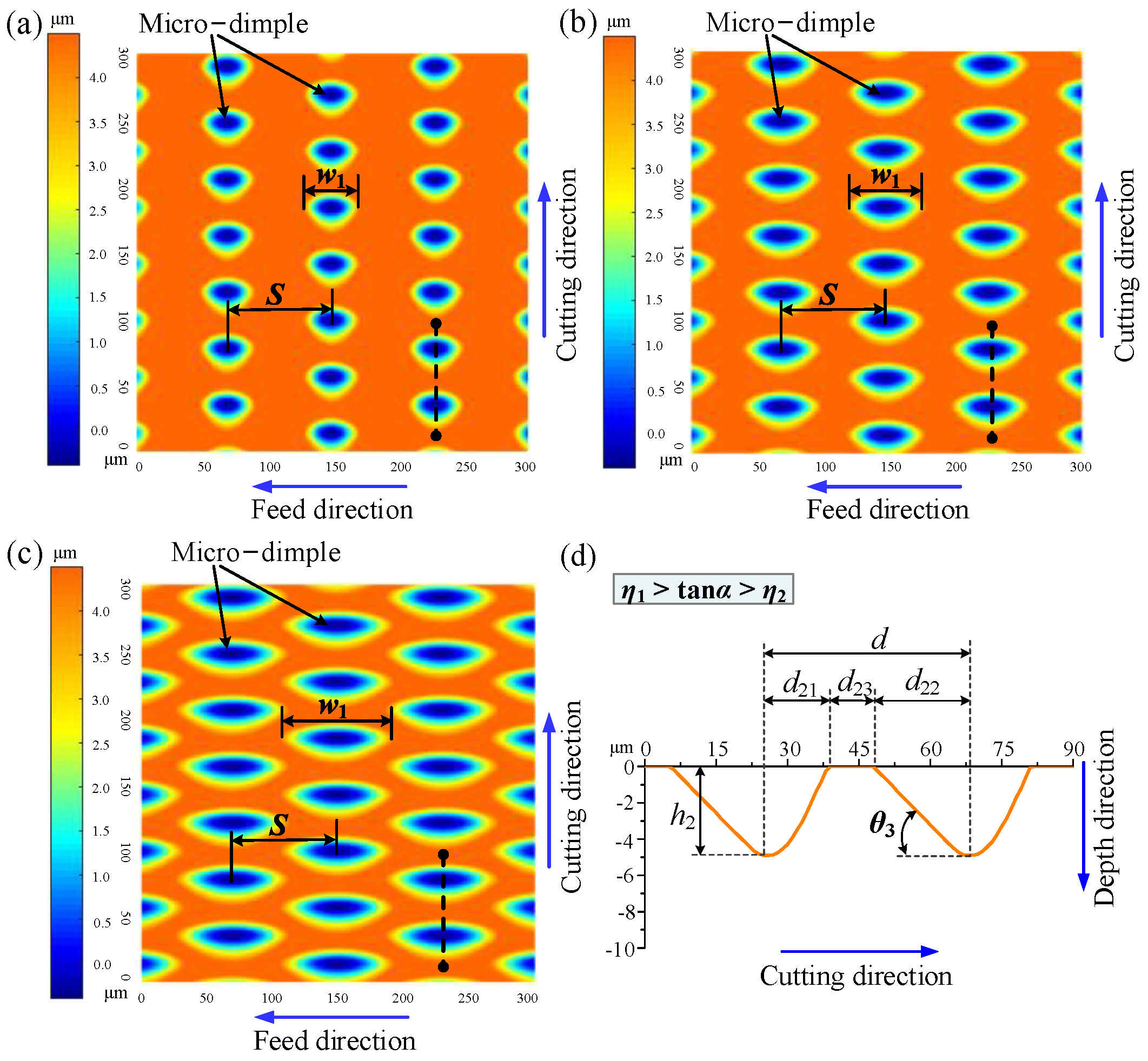
- By choosing different clearance angles, spindle speeds, or vibration amplitudes, the intersection state between flank face and cutting trace can be changed, and then the corresponding discrete or continuous micro-dimples, with different sizes and specific shapes, can be generated on the cylinderical surface. In addition to this, the spindle speed and vibration amplitude have influence on the distribution density of the dimple in the cutting direction and dimple width, respectively. Although the nose radius and feed rate have no effect on the intersection state between the flank face and cutting trace, they can directly influence the dimple width and distance between adjacent dimples along the feed direction, respectively.
- (4)
- Under the intermittent cutting condition, the proposed surface texturing method of 1D UVAT is proved to be a feasible and simple processing way to fabricate micro-textured surfaces. The corresponding theoretical and simulation analysis in the paper also lay a valuable foundation for the further optimization of the processing parameters and experimental fabrication of micro-textured surfaces.
- (5)
- As for further development, additional studies need to be performed in the future. Further optimization of the mathematical formulation, which can consider factors including elastic–plastic deformation, should be carried out. Corresponding experimental tests should be performed to verify the accuracy of the theoretical and simulation results and obtain the corresponding actual image of the micro-textured surface. Because the tool wear, existing in the actual texturing process, may also affect the generation of surface texture topography, the corresponding study should also be carried out through experimental tests.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bruzzone, A.A.G.; Costa, H.L.; Lonardo, P.M.; Lucca, D.A. Advances in engineered surfaces for functional performance. CIRP Ann. 2008, 57, 750–769. [Google Scholar] [CrossRef]
- Gropper, D.; Wang, L.; Harvey, T.J. Hydrodynamic lubrication of textured surfaces: A review of modeling techniques and key findings. Tribol. Int. 2016, 94, 509–529. [Google Scholar] [CrossRef] [Green Version]
- Lu, P.; Wood, R.J.K. Tribological performance of surface texturing in mechanical applications—A review. Surf. Topogr. Metrol. 2020, 8, 043001. [Google Scholar] [CrossRef]
- Sudeep, U.; Tandon, N.; Pandey, R.K. Performance of lubricated rolling/sliding concentrated contacts with surface textures: A review. J. Tribol. 2015, 137, 031501. [Google Scholar] [CrossRef]
- Adjemout, M.; Brunetiere, N.; Bouyer, J. Numerical analysis of the texture effect on the hydrodynamic performance of a mechanical seal. Surf. Topogr. Metrol. 2016, 4, 014002. [Google Scholar] [CrossRef]
- Nitin, S.; Rajeev, V.; Sumit, S.; Saurabh, K. Qualitative potentials of surface textures and coatings in the performance of fluid-film bearings: A critical review. Surf. Topogr. Metrol. 2021, 9, 013002. [Google Scholar]
- Lu, X.; Khonsari, M.M. An experimental investigation of dimple effect on the stribeck curve of journal bearings. Tribol. Lett. 2007, 27, 169–176. [Google Scholar] [CrossRef]
- Ahmed, A.; Masjuki, H.H.; Varman, M.; Kalam, M.A.; Habibullah, M.; Al Mahmud, K.A.H. An overview of geometrical parameters of surface texturing for piston/cylinder assembly and mechanical seals. Meccanica 2016, 51, 9–23. [Google Scholar] [CrossRef]
- Xiong, D.; Qin, Y.; Li, J.; Wan, Y.; Tyagi, R. Tribological properties of PTFE/laser surface textured stainless steel under starved oil lubrication. Tribol. Int. 2015, 82, 305–310. [Google Scholar] [CrossRef]
- Saeidi, F.; Meylan, B.; Hoffmann, P.; Wasmer, K. Effect of surface texturing on cast iron reciprocating against steel under starved lubrication conditions: A parametric study. Wear 2016, 348–349, 17–26. [Google Scholar] [CrossRef] [Green Version]
- Varenberg, M.; Halperin, G.; Etsion, I. Different aspects of the role of wear debris in fretting wear. Wear 2002, 252, 902–910. [Google Scholar] [CrossRef]
- Yamakiri, H.; Sasaki, S.; Kurita, T.; Kasashima, N. Effects of laser surface texturing on friction behavior of silicon nitride under lubrication with water. Tribol. Int. 2011, 44, 579–584. [Google Scholar] [CrossRef]
- Wan, Y.; Xiong, D. The effect of laser surface texturing on frictional performance of face seal. J. Mater. Process. Technol. 2008, 197, 96–100. [Google Scholar] [CrossRef]
- Kovalchenko, A.; Ajayi, O.; Erdemir, A.; Fenske, G.; Etsion, I. The effect of laser surface texturing on transitions in lubrication regimes during unidirectional sliding contact. Tribol. Int. 2005, 38, 219–225. [Google Scholar] [CrossRef]
- Patel, D.S.; Singh, A.; Balani, K.; Ramkumar, J. Topographical effects of laser surface texturing on various time-dependent wetting regimes in Ti6Al4V. Surf. Coat. Technol. 2018, 349, 816–829. [Google Scholar] [CrossRef]
- Malek, C.K.; Saile, V. Applications of LIGA technology to precision manufacturing of high-aspect-ratio micro-components and -systems: A review. Microelectron. J. 2004, 35, 131–143. [Google Scholar] [CrossRef]
- Pettersson, U.; Jacobson, S. Influence of surface texture on boundary lubricated sliding contacts. Tribol. Int. 2003, 36, 857–864. [Google Scholar] [CrossRef]
- Zhou, R.; Cao, J.; Wang, Q.J.; Meng, F.; Zimowski, K.; Xia, Z.C. Technology effect of EDT surface texturing on tribological behavior of aluminum sheet. J. Mater. Process. Technol. 2011, 211, 1643–1649. [Google Scholar] [CrossRef]
- Wakuda, M.; Yamauchi, Y.; Kanzaki, S.; Yasuda, Y. Effect of surface texturing on friction reduction between ceramic and steel materials under lubricated sliding contact. Wear 2003, 254, 356–363. [Google Scholar] [CrossRef]
- Akhtar, R.R.; Yi, Q. A review on micro-manufacturing, micro-forming and their key issues. Procedia Eng. 2013, 53, 665–672. [Google Scholar]
- Guo, P. Development of the Elliptical Vibration Texturing Process; Northwestern University: Evanston, IL, USA, 2014. [Google Scholar]
- Moriwaki, T.; Shamoto, E. Ultraprecision diamond turning of stainless steel by applying ultrasonic vibration. CIRP Ann. Manuf. Technol. 1991, 40, 559–562. [Google Scholar] [CrossRef]
- Kumabe, J.; Fuchizawa, K.; Soutome, T.; Nishimoto, Y. Ultrasonic superposition vibration cutting of ceramics. J. Int. Soc. Precis. Eng. Nanotechnol. 1989, 11, 71–77. [Google Scholar] [CrossRef]
- Zhou, M.; Wang, X.J.; Ngoi, B.K.A.; Gan, J.G.K. Brittle-ductile transition in the diamond cutting of glasses with the aid of ultrasonic vibration. J. Mater. Process. Technol. 2002, 121, 243–251. [Google Scholar] [CrossRef]
- Zhou, M.; Eow, Y.T.; Ngoi, B.K.; Lim, E.N. Vibration-assisted precision machining of steel with PCD tools. Mater. Manuf. Process. 2003, 18, 825–834. [Google Scholar] [CrossRef]
- Zhang, J.; Cui, T.; Ge, C.; Sui, Y.; Yang, H. Review of micro/nano machining by utilizing elliptical vibration cutting. Int. J. Mach. Tools Manuf. 2016, 106, 109–126. [Google Scholar] [CrossRef]
- Yang, Z.; Zhu, L.; Zhang, G.; Ni, C.; Lin, B. Review of ultrasonic vibration-assisted machining in advanced materials. Int. J. Mach. Tools Manuf. 2020, 156, 103594. [Google Scholar] [CrossRef]
- Liu, X.; Wu, D.; Zhang, J.; Hu, X.; Cui, P. Analysis of surface texturing in radial ultrasonic vibration-assisted turning. J. Mater. Process. Technol. 2019, 267, 186–195. [Google Scholar] [CrossRef]
- Liu, X.; Zhang, J.; Hu, X.; Wu, D. Influence of tool material and geometry on micro-textured surface in radial ultrasonic vibration-assisted turning. Int. J. Mech. Sci. 2019, 152, 545–557. [Google Scholar] [CrossRef]
- Liu, X.; Hu, X.; Zhang, J.; Wu, D. Study on the fabrication of micro-textured end face in one-dimensional ultrasonic vibration-assisted turning. Int. J. Adv. Manuf. Technol. 2019, 105, 2599–2613. [Google Scholar] [CrossRef]
- Zhang, R.; Steinert, P.; Schubert, A. Microstructuring of surfaces by two-stage vibration assisted turning. Procedia CIRP 2014, 14, 136–141. [Google Scholar] [CrossRef]
- Guo, P.; Ehmann, K.F. An analysis of the surface generation mechanics of the elliptical vibration texturing process. Int. J. Mach. Tools Manuf. 2013, 64, 85–95. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Clearance Angle | Intersection State | Profile Parameter | Simulated Value | Theoretical Value | Deviation (%) |
|---|---|---|---|---|---|
| 25° | η1 < tan α | d11/μm | 13.2 | 12.4 | 6.5 |
| d12/μm | 13.2 | 12.4 | 6.5 | ||
| d13/μm | 16.4 | 17.8 | 7.9 | ||
| h1/μm | 4.9 | 4.9 | 0 | ||
| 15° | η1 > tan α > η2 | d21/μm | 12.6 | 12.4 | 1.6 |
| d22/μm | 19.6 | 18.3 | 7.1 | ||
| d23/μm | 10.6 | 11.9 | 10.9 | ||
| h2/μm | 4.9 | 4.9 | 0 | ||
| θ3/° | 14.0 | 15.0 | 6.7 | ||
| 5° | η2 > tan α | d31/μm | 9.4 | 9.0 | 4.4 |
| d32/μm | 33.2 | 33.6 | 1.2 | ||
| h3/μm | 2.9 | 2.9 | 0 | ||
| θ3/° | 5.0 | 5.0 | 0 |
| Spindle Speed | Intersection State | Profile Parameter | Simulated Value | Theoretical Value | Deviation (%) |
|---|---|---|---|---|---|
| 800 r/min | η1 < tan α | d11/μm | 24.6 | 24.8 | 0.8 |
| d12/μm | 24.6 | 24.8 | 0.8 | ||
| d13/μm | 35.9 | 35.6 | 0.8 | ||
| h1/μm | 4.9 | 4.9 | 0 | ||
| 200 r/min | η2 > tan α | d31/μm | 5.8 | 5.6 | 3.6 |
| d32/μm | 15.6 | 15.7 | 0.6 | ||
| h3/μm | 4.1 | 4.2 | 2.4 | ||
| θ3/° | 14.7 | 15 | 2.0 |
| Vibration Amplitude | Intersection State | Profile Parameter | Simulated Value | Theoretical Value | Deviation (%) |
|---|---|---|---|---|---|
| 2.0 μm | η1 < tan α | d11/μm | 14.2 | 14.2 | 0 |
| d12/μm | 14.4 | 14.2 | 1.4 | ||
| d13/μm | 14.0 | 14.2 | 1.4 | ||
| h1/μm | 3.0 | 3.0 | 0 | ||
| 8.0 μm | η2 > tan α | d31/μm | 11.2 | 11.0 | 1.8 |
| d32/μm | 31.4 | 31.6 | 0.6 | ||
| h3/μm | 8.3 | 8.5 | 2.4 | ||
| θ3/° | 14.7 | 15 | 2.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, X.; Zhang, J.; Li, L.; Huang, W. Theoretical and Simulation Analysis on Fabrication of Micro-Textured Surface under Intermittent Cutting Condition by One-Dimensional Ultrasonic Vibration-Assisted Turning. Machines 2022, 10, 166. https://doi.org/10.3390/machines10030166
Liu X, Zhang J, Li L, Huang W. Theoretical and Simulation Analysis on Fabrication of Micro-Textured Surface under Intermittent Cutting Condition by One-Dimensional Ultrasonic Vibration-Assisted Turning. Machines. 2022; 10(3):166. https://doi.org/10.3390/machines10030166
Chicago/Turabian StyleLiu, Xianfu, Jianhua Zhang, Li Li, and Weimin Huang. 2022. "Theoretical and Simulation Analysis on Fabrication of Micro-Textured Surface under Intermittent Cutting Condition by One-Dimensional Ultrasonic Vibration-Assisted Turning" Machines 10, no. 3: 166. https://doi.org/10.3390/machines10030166