3.1. Visualization of the Plasma Evolution during PLG
Figure 4 shows the typical plasma images acquired by the high-speed camera at a pulse pitch of 2 μm. Because the camera was set at a frame rate of 15,000 fps and synchronized with the laser oscillator, each picture represents the plasma emission generated by one laser pulse.
Figure 4a shows six randomly extracted plasma images in the first pass of laser scanning, illustrating good consistency.
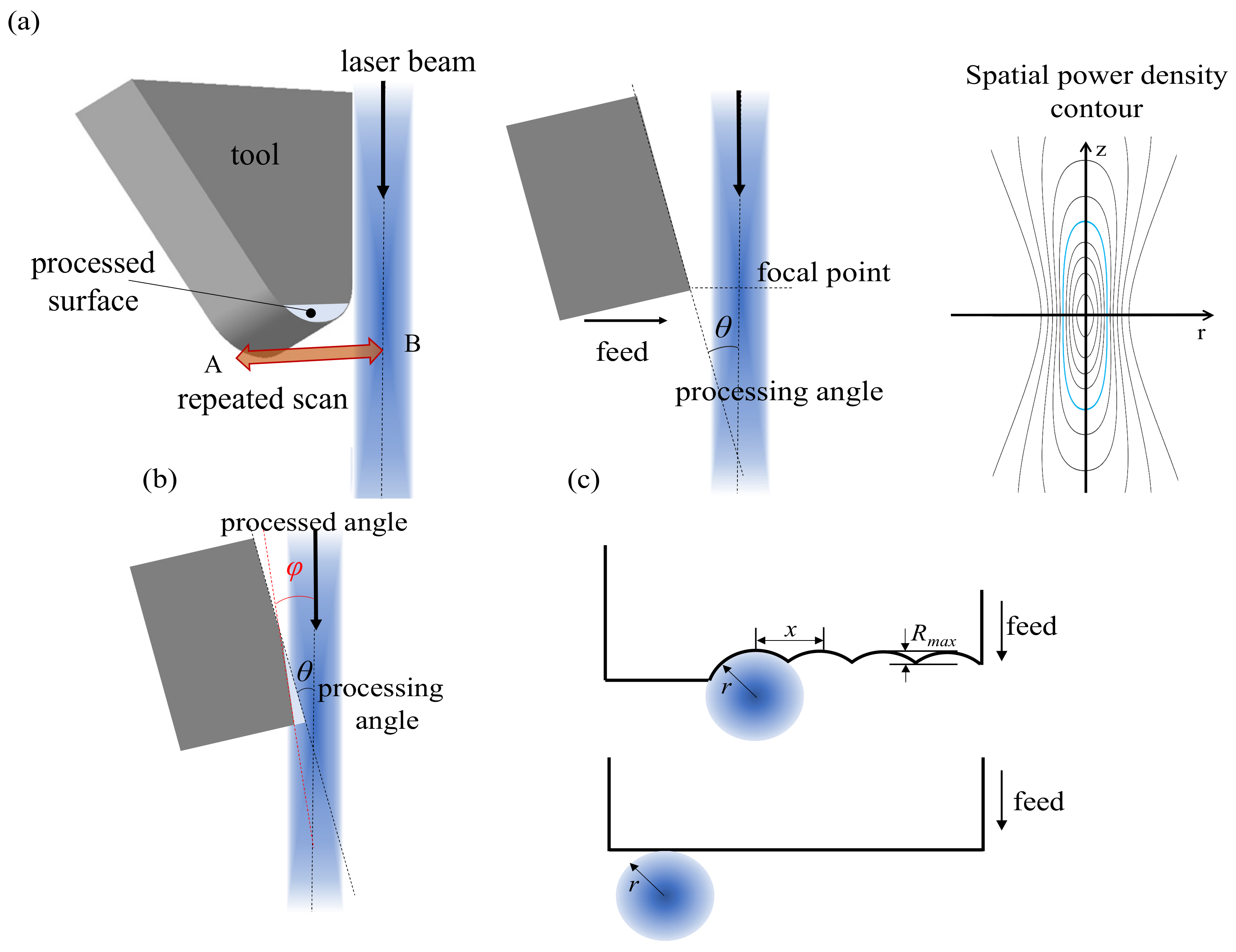
Figure 4b shows the evolution of the plasma’s luminescence with the processing pass during the repeated scanning of PLG. It can be seen that with an increase in the pass number, the intensity of plasma luminescence gradually weakened. The intensity became quite low after 50 passes of scan, with close to no luminescence after 100 passes, implying that the PLG processing had been completed and that the angle of the processed surface (
φ shown in
Figure 1b) had reached the abrasion threshold of the removal process. As this threshold value is directly dependent on the absorptivity, it varies significantly for different materials. Therefore, it was possible to visualize the PLG process from the start to the end by acquiring the changed images of the plasma luminescence using a high-speed camera.
Upon further observation, it was found that the plasma images of PLG in each stage showed different characteristics. In the first pass, shown in
Figure 4b, the plasma luminescence presented discretely as multiple points rather than in a uniform manner. Because the as-received tool surface had a roughness
Ra of approximately 0.8 μm after grinding, it was considered that multiple-point luminescence in the first pass was caused by the removal processing of the surface asperities. Subsequently, the plasma luminescence became uniform, with an increase in the number of passes. In addition, by comparing the plasma of the fifth, thirteenth, and twentieth passes, it was found that the luminous center (the brightest point) gradually moved downward in the images.
To further investigate the plasma’s evolution during the PLG process, the distribution of the plasma’s luminous intensity was analyzed, as shown in
Figure 5. The plasma intensity after conversion to grayscale is quantitatively represented by the gray value of the plasma images.
Figure 5a shows the longitudinal distribution of the intensity from the top to the bottom of each image at different processing passes. The optical microscopy images of the processed surfaces at different passes are shown in
Figure 6, with the roughness
Ra measured in the center part of the PLG area, as shown by the black horizontal line in
Figure 2b, summarized on the right. In the multipoint luminescence stage (first pass), the surface asperities were flattened. As the processing progressed, the
Ra obviously decreased (fifth pass), so that the intensity of the plasma’s luminosity became more uniform, implying that the longitudinal section of the processed crater was almost symmetrical. Subsequently, the plasma’s luminescence started to gather at one point. Comparing the distributions of 13, 20, and 50 passes in
Figure 5a, it can be seen that the most luminous point, that is, the processing center of the laser, gradually moved rightward, meaning that this section of the crater became asymmetric, and the valley bottom gradually moved towards the tool edge. Meanwhile, the plasma intensity decreased with the pass number, indicating that the angle between the processed surface and laser beam became increasingly small, owing to the removal process.
Figure 5b–d show the plasma intensity distributions of six randomly selected plasma images at stages of 1st, 20th, and 100th passes. In
Figure 5b, the plasma intensity distributions at the processing center are quite different from those at the initial stage, corresponding to the ablated surface asperities. As the processing continued, at the 20th pass, the six distributions generally follow the same shape, although the intensity still varied, implying horizontal roughness. Finally, these distribution curves almost coincided with each other, indicating the end of the PLG. To verify this, the longitudinal cross-section profiles of different processed surfaces are also shown in
Figure 7, with the hook-shaped profile of the 30th pass agreeing with the downward-moved luminous center. Finally, after the residual part of the tool edge was removed, the plasma returns to weak and uniform luminescence until the luminescence disappeared, which was similar to the finishing machining process. The PLG-processed surface, after 100 passes of scan, showed a significantly smoother surface than the upper unprocessed part and approximately 63% reduced
Ra, as shown in
Figure 6 and
Figure 7.
3.2. Effect of Pulse Pitch on PLG Processing
Using the above visualization method, the effect of the pulse pitch on the PLG processing was investigated. The pulse energy was fixed, and the pulse pitch was set to 0.2, 2, and 20 μm, as shown in
Table 1. To ensure that the total laser energy (irradiated pulse number) was consistent for these three conditions, the scanning pass number was set to 10, 100, and 1000, respectively.
Figure 8 shows the optical microscopy images and roughness
Ra of the PLG-processed surfaces under different pulse pitches, which illustrates that it had a great dependence on the pulse pitch. Considering the discolored surface (0.2 μm) and some longitudinal machining marks (20 μm), the specimen with a moderate pulse pitch of 2 μm showed the lowest roughness
Ra. This result agrees with the results of previous research by our group [
18,
19], in which PLG was employed to implement CVD diamond-coated tool edge shaping, and there was always a lower limit value of finished surface roughness
Rz of approximately 0.2 μm, due to the mechanical motion error of the stage according to the copy principle.
The plasma luminescence of these PLG processes was also acquired using a high-speed camera, as shown in
Figure 9. The plasma luminescence images from top to bottom correspond to the results of three different pulse pitches, while the effective irradiated pulse number N from left to right represents the different processing stages of the PLG, which was calculated from the scanning pass number n, the pulse pitch p, and the laser spot diameter d, using the following formula: N = n × d/p. For a PLG of 0.2 μm, the processing was almost complete at approximately N = 625 (5th pass), which was much more rapid than that of 2 μm. By contrast, in the case of 20 μm, the plasma luminescence showed no significant change, but was even more intense after processing by N = 125 (100th pass). At N = 1250, faint plasma luminescence could still be observed, which revealed the different processing modes caused by the effect of the pulse pitch.
Furthermore, the changes in the coordinates of the luminous center with the PLG process for the three different conditions are summarized in
Figure 10. As shown in
Figure 3b, the X-axis was positive from the original trimming point to the right, and the Y-coordinate specified the distance from the top, meaning that the higher this value was, the lower the plasma luminescence. From the results of the X-axis, the position of the luminous center fluctuated greatly at the beginning and tended to be stable in the later stages. The error bar, as an estimation of the transverse height of the ridge between the pulse laser-ablated grooves of the tool surfaces during different processing stages, generally decreased with the number of irradiated laser pulses. This was especially true for that of 2 μm, where the variation of the X-coordinates in the final PLG was quite small, corresponding to the low roughness in
Figure 8. According to the change in the Y-axis, the initial luminous center is near the middle of the image. With the change in the processed surface profile due to material removal, the center coordinates first increased and then returned to the middle, and the luminescence was faint at the final PLG stage.
For 0.2 μm, this Y-coordinate change also illustrates that PLG processing was much more rapid. By further comparing the luminous images with different conditions (2 μm and 20 μm), it was found that the plasma showed significant bilateral asymmetrical luminescence for the initial two images (first and second pass), which corresponds to the violent fluctuation in the initial few passes (red plots in
Figure 10), implying that the subsequent laser pulse was significantly affected by the previous pulse due to the high overlap.
Figure 11 shows the SEM image of the PLG-processed tool edge at a pulse pitch of 0.2 μm. Although the processed part appears smooth as a whole, from the magnified image on the right, some machining caused irregular longitudinal grooves on the tool edge tip, which was distinct from the other two and was probably due to excess machining. In addition, the cross-sectional profile at the different PLG stages was measured, from which the processed angle
φ changing with the pass number was calculated and is shown in
Figure 12. The angle
φ directly reached 3.2° after the first pass processing and then drastically increased to 4.3° after the second pass. Next, the angle was almost constant until it was processed to 10 passes. This reveals that even though material removal still occurred in the third or subsequent passes, the final processed angle was determined at the initial PLG stage under these conditions.
Based on the above, we suggest a PLG processing mechanism with a 0.2 μm pulse pitch, as depicted in
Figure 13. Since the pulse pitch was quite small, the overlap of the laser pulses was high for a specific irradiated area. As shown in
Figure 13a, each laser pulse only shifted slightly, that is, 0.8% of the laser beam spot diameter, from the previous pulse. Thus, the following pulse irradiated the previously formed oblique side to produce asymmetrical luminescence (
Figure 13b) and a large change between the X-coordinate of first pass and second pass, as shown in
Figure 10. As a result, the reflected laser from this slope, similar to a wall effect, might lead to interference with the following laser pulse and cause local enhancement of the laser fluence at the valley part. This side wall effect, fabricated by laser processing, has also been reported in other studies investigating the variations that inhibit the fabrication of flat surfaces [
20,
21,
22]. Owing to this localized laser, grooves in some local parts of the processed surface formed (
Figure 13c) that were even deeper (for example, as the yellow dashed line) than the theoretically processed surface (red dashed line, the same as the
φ in
Figure 1b). Subsequently, because in these parts the fluence was lower than the ablation threshold, the subsequent repeated scanning could not correct the times, resulting in the initially formed excess machining marks remaining until the end. Consequently, the surface roughness under the condition of a 0.2 μm pulse pitch could not be reduced further.
By contrast, if the pulse pitch was sufficiently wide, the aforementioned effect of the oblique side shown in
Figure 13 did not occur. Therefore, for a pulse pitch of 20 μm, regardless of the processing progress, the observed plasma luminescence is bilaterally symmetrical, indicating little influence between the pulses in one pass. In addition, as the scanning of each pass is random, theoretically, after the first pass scanning, in the subsequent passes, different places will be processed, so the luminous coordinate of the visualization experiment should have a certain degree of shift. However, as a result of the condition of 20 μm shown in
Figure 10, the X-coordinate of the tenth pass had almost no shift from that of first pass. This implies that an incubation effect might have occurred, in which the ablation threshold decreased under multi-pulse irradiation, probably due to the accumulation of laser-induced chemical and/or structural changes in the material and/or plastic deformation of the surface [
23]. This effect was first observed during the laser ablation of metals with nanosecond pulses [
24]. To verify this, the initial processing stage from 1 to 10 passes was further investigated with the optical microscopy images of processed surfaces after 1, 2, 3, 5, 10, and 100 passes of PLG, as shown in
Figure 14. It can be seen that after one pass, there were only a few weak machining marks at the tool tip. With an increase in the number of passes, the longitudinal machining marks, with a periodic 20 μm pitch, became increasingly significant. At the tenth pass, the machining marks were at the same positions as that of first pass, and appeared to be deeper. Subsequently, after 100 passes of processing, these marks formed in the initial stage became shallow again, and the processed surface became relatively flat as the PLG processing progressed. This agrees with the X-coordinate results plotted in blue in
Figure 10, which show a slight shift from 1 to 10 passes, but an obvious shift after 100 passes of scanning.
Figure 15 shows the proposed mechanism of machining mark formation under the condition of a 20 μm pulse pitch. After the first pass of processing, the ablation threshold of the positions irradiated by the laser decreased due to the incubation effect, so that in the subsequent passes (such as the second, third, fifth, and tenth passes in
Figure 14), these parts were more readily processed. Although there were still some small shifts, it generally made the machining marks increasingly significant. However, after 100 passes, these small shift effects gradually accumulated, to a certain degree, flattening the surface, eventually resulting in an unsatisfactorily processed surface. Thus, even after the averaging effect of the next 900 passes, the initially formed deep marks were not completely erased. This preferential processing can also explain why the plasma luminescence was observed at 1000 passes, as shown in
Figure 9.
Based on the above, theoretically, after sufficient passes of laser scanning, a smooth processed surface can be achieved regardless of the pulse pitch in each pass. However, the results show that a pulse pitch that is too large or too small contributes to the formation of a tool edge surface with low roughness. In the case of the small pulse pitch (0.2 μm) used in this study, it is considered that the oblique side effect caused excess machining (even deeper than the theoretical processed surface), leading to the irregular grooves and unsatisfactory roughness of the tool edge. On the other hand, when a relatively large pulse pitch was used, the incubation effect inhibited the fabrication of smooth surfaces. The phenomenon of this laser irradiation-induced ablation threshold decrease also occurred for a pulse pitch of 2 or 20 μm, and it can accelerate processing. Since it is generally reported that the incubation effect is more significant under conditions of high repetition rates, this might also explain the high processing rate of 0.2 μm. However, when the pulse pitch is large, the incubation effect occurs only on the laser-irradiated part, resulting in an ablation threshold periodically changing the surface, as shown in
Figure 15. This non-uniform surface directly affects the subsequent theoretical random processing, and the deep longitudinal machining marks formed in the initial stage cannot be corrected. Therefore, we propose that it is crucial to select a moderate pulse pitch condition for the PLG processing of tool edges in order to avoid the high overlap caused by excess machining, and to simultaneously ensure the formation of a uniform laser-irradiated surface in the initial stage.
On the other hand, the laser pulse energy in this study was fixed at 200 μJ based on the previous results of PLG as a proper condition. For the effect of pulse energy, when increasing pulse energy, the crater processed by one pulse is higher, which leads to more longitudinal machining marks and higher roughness (the Rmax in
Figure 1c would be higher) on the surface. By contrast, it seems that decreasing the pulse energy seems can help to obtain a smoother processed surface, but insufficient pulse energy limits the final processed angle as well as reducing processing efficiency. Therefore, a relatively sufficient but, not too high, pulse energy can better ensure the precision of PLG-processed surfaces, which was also proven by the experimental results in [
14]. Moreover, employing a low pulse energy in the final stage of PLG, as a finishing process in conventional grinding, might further improve surface roughness.
In this study, the PLG processing progress was clarified in detail by observing plasma evolution using a high-speed camera. Based on the correlation of plasma intensity and ablation volume, an in situ modeling of the PLG tool edge formation process will be performed in subsequent research, and the optimization of the combination of pulse pitch and laser pulse energy is also expected. Furthermore, we found that there was still a lower limit value for the roughness of the PLG-processed surface. In addition to the motion error of the stage or the transverse variance of the material defects, for the tool material PCBN, we considered that the distinct ablation threshold of the cBN and the binder material TiN might also play a key role. According to recent research on the influence of pulse duration in the pulsed-laser ablation of PCBN tools [
25,
26], for the fine-grained low cBN content grade with Ti-based ceramic-based binder PCBN, which is quite similar to the one used in this study, when processed with a nanosecond laser, the melting and recrystallization of the binder material lead to a reduction in surface quality. This is probably due to the thermal impact; decreasing the pulse duration of the laser to ps or fs could suppress this significant effect. Hence, to further improve the surface integrity of the PCBN tool, PLG processing using a femtosecond laser is required.


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}