
The Residual Stress and Deformation Control of TC4 Thin-Walled Outer Ring Components by Ultrasonic Regulation


Abstract
:1. Introduction
2. Testing and Ultrasonic Stress Relieving Devices
2.1. Ultrasonic Critical Refraction Longitudinal Wave Detection Method
2.2. Measuring Equipment
2.3. USR System
3. Results
3.1. Residual Stress Detection of Outer Ring Components Forming Process
3.2. Ultrasonic Residual Stress Control Test
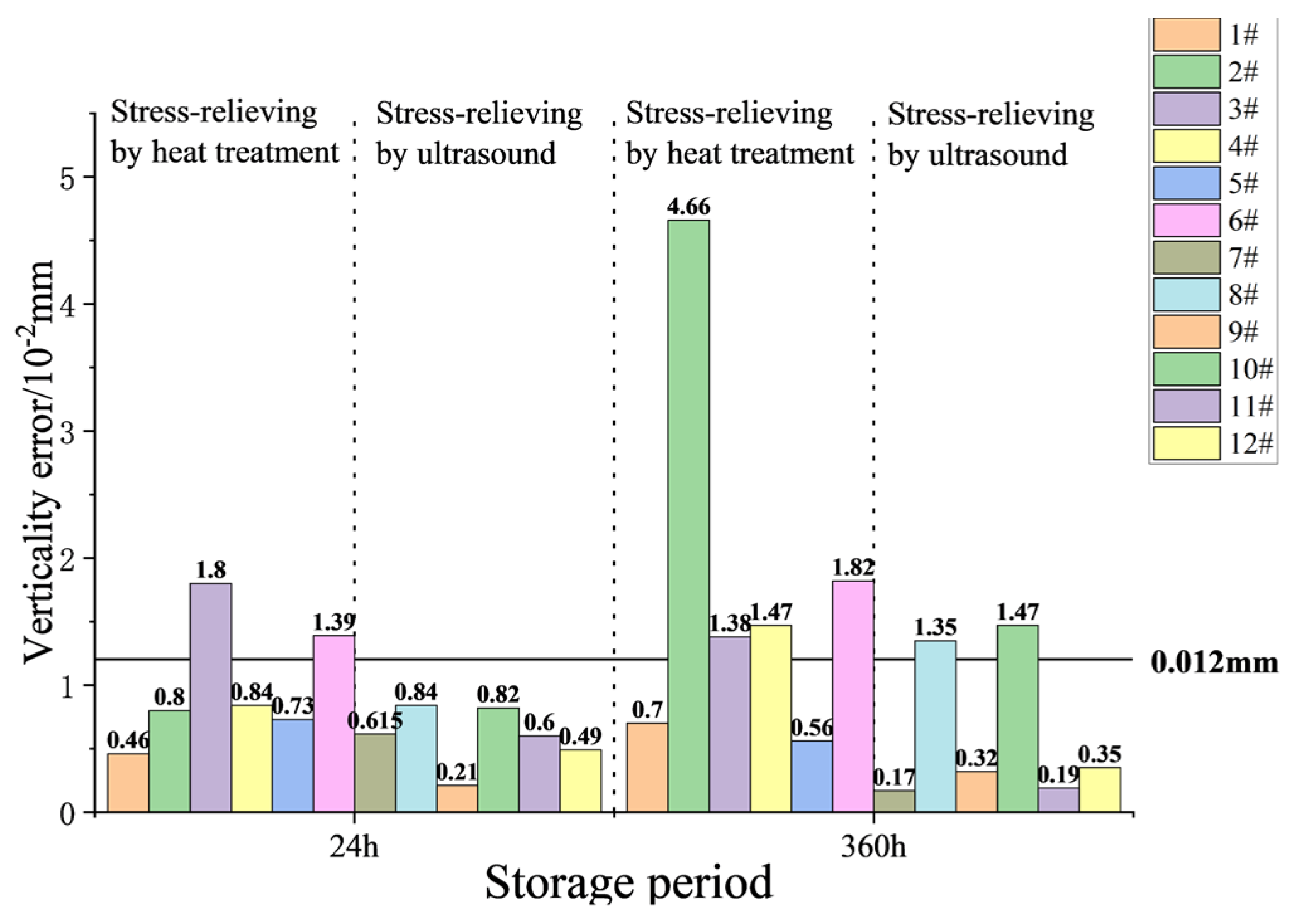
3.3. Comparison of Stress Elimination Methods
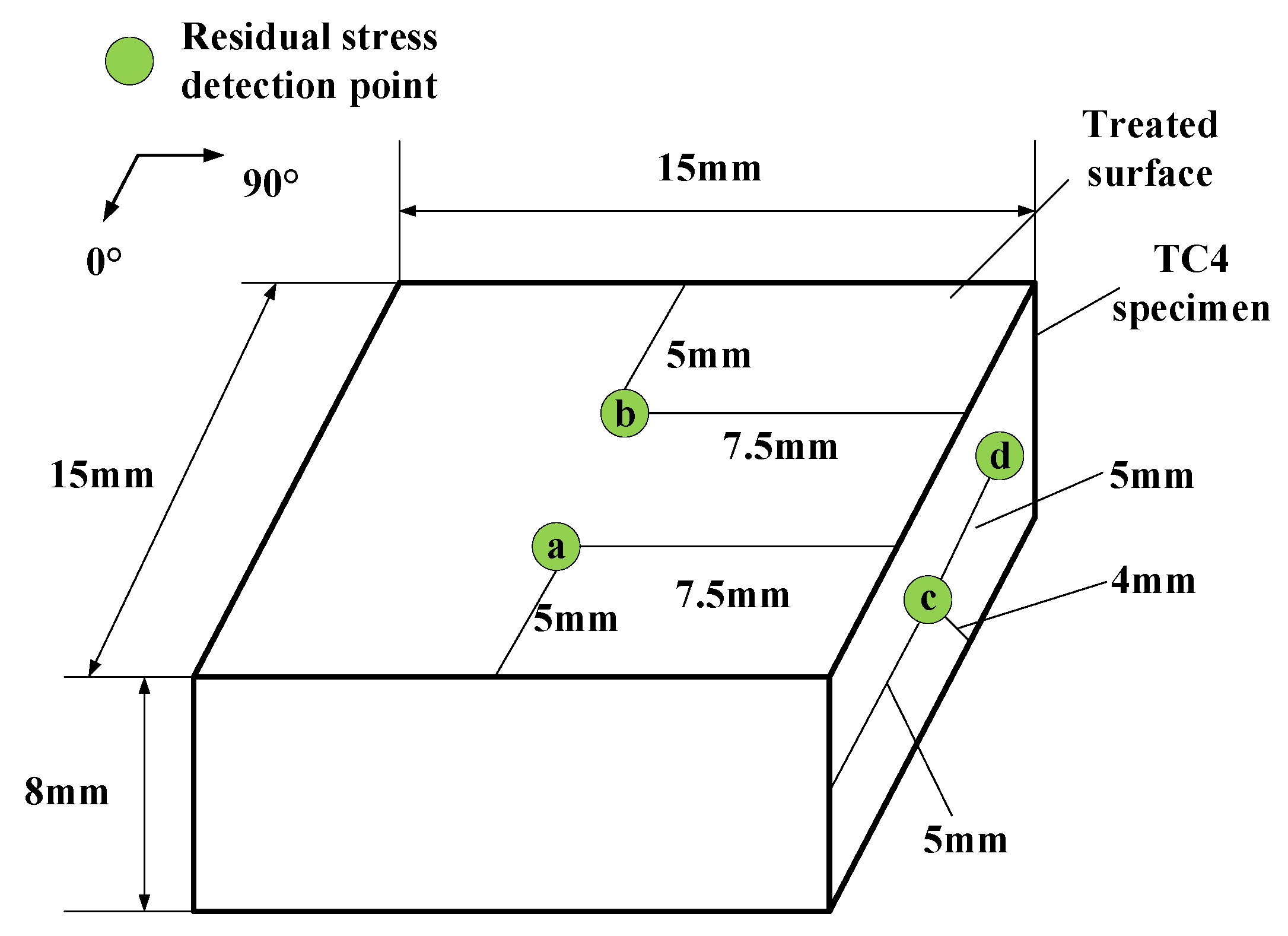
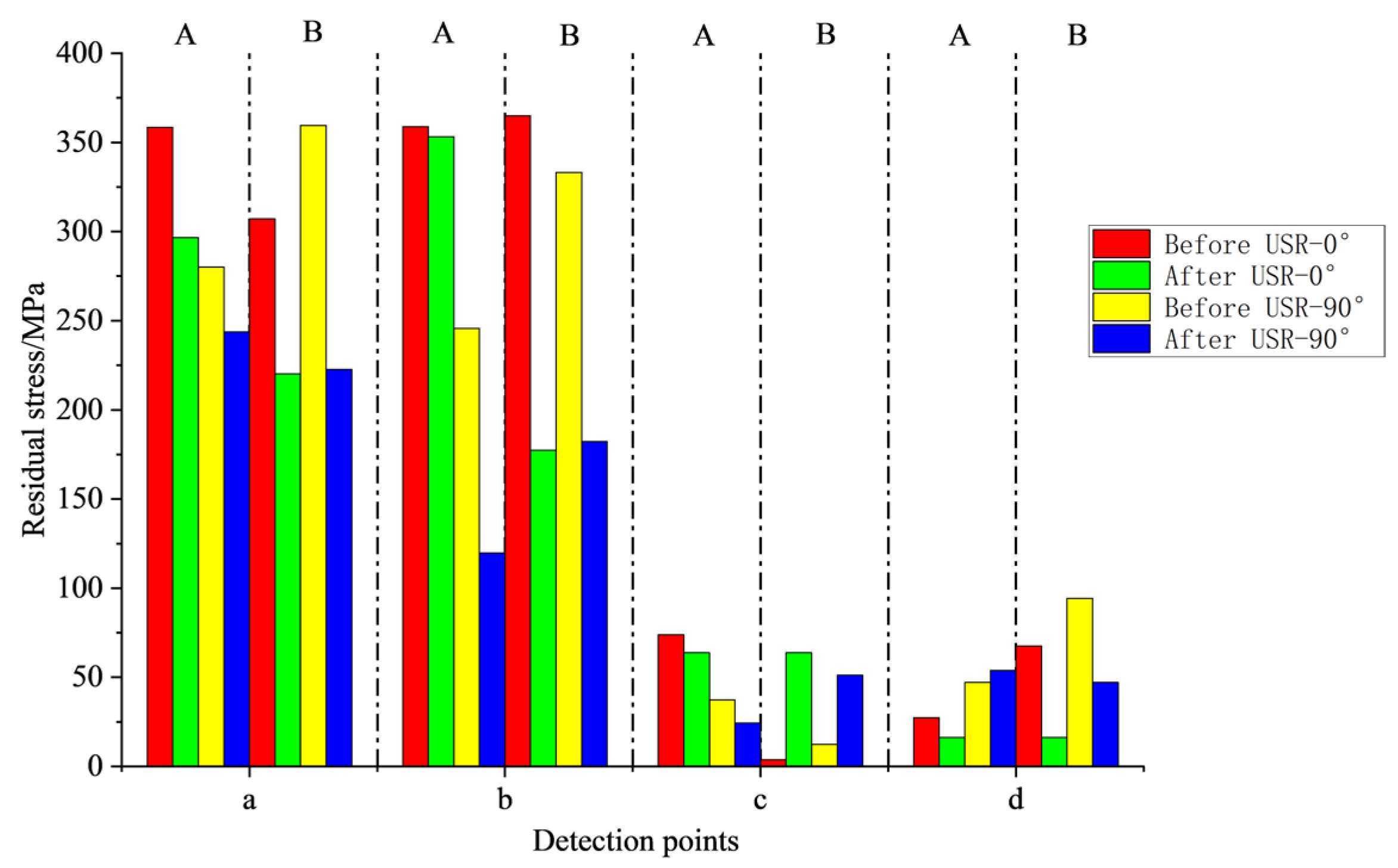
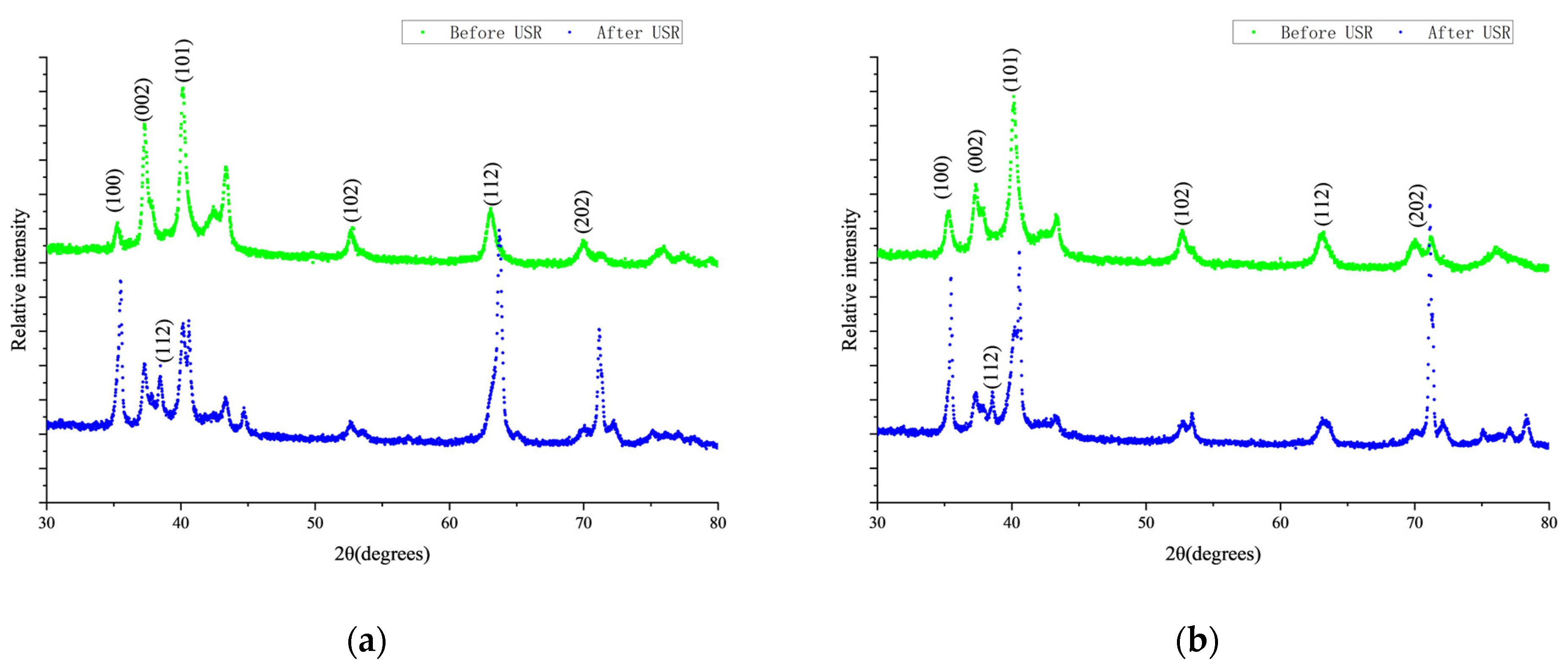
3.4. Mechanism of Ultrasonic Method to Eliminate Residual Stress
4. Conclusions
- (1)
- Cryogenic treatment can effectively reduce the residual stress in milling, but it will inevitably cause deformation of components. Due to the release of residual stress, the radius of the upper and lower circles of the component will be deformed, and at the same time, it makes the left and right end faces move up and down. The torsion deformation of the whole component occurs along the section caused the change in the verticality.
- (2)
- The ultrasonic stress relief method can quickly and effectively eliminate residual stress in component processing. Compared with the original cryogenic destressing treatment, ultrasonic treatment can increase the stress reduction rate from about 60% to about 90%, and the destressing time is much shorter than that of cryogenic treatment, which improves the processing efficiency. USR treatment can make components in a stressless distribution which leads to less deformation in subsequent processing and improves the machining accuracy. The components manufactured by ultrasonic destressing method meet the design precision, and the shape-keeping ability is improved, which makes it possible for the ultrasonic destressing process to replace cryogenic destressing process.
- (3)
- Combined with the X-ray diffraction and X-ray stress detection analysis of small-scale tests, it can be found that the USR treatment activates the dislocation movement by transmitting enough energy to the component. The continuous annihilation of dislocation leads to the decrease in the overall dislocation density, and finally reduces the lattice distortion of the material and relaxes the residual stress in the component. Subsequently, we will further study the molecular dynamics method to establish a model containing typical residual stress distribution. Simulation of ultrasonic regulation to further reveal the evolution process of microscopic defects during stress release.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| α | Residual stress reduction rate |
| Bergs vector | |
| Dislocation density | |
| Diffraction angle | |
| Strain | |
| LCR wave | Ultrasonic critical refraction longitudinal wave |
| USR | Ultrasonic stress relief |
| XRD | X-ray diffraction |
| ARS | Average residual stresses |
References
- Jin, H.X.; Wei, K.X.; Li, J.M.; Zhou, J.Y.; Peng, W.J. Research development of titanium alloy in aerospace industry. Chin. J. Nonferrous Met. 2015, 25, 280–292. [Google Scholar]
- Bewlay, B.P.; Weimer, M.; Kelly, T.; Suzuki, A.; Subramanian, P. The Science, Technology, and Implementation of TiAl Alloys in Commercial Aircraft Engines. MRS Proc. 2013, 1516, 49–58. [Google Scholar] [CrossRef]
- Wang, J.; Xu, X.F.; Huang, F.; Xiao, X.; Xu, L. Research on (Super) Plasticity and Microstructure of TC4 Alloy at Medium-low Temperature. Hot Work. Technol. 2017, 46, 40–48. [Google Scholar]
- Meng, L.; Atli, M.; He, N. Measurement of equivalent residual stresses generated by milling and corresponding deformation prediction. Precis. Eng. 2017, 50, 160–170. [Google Scholar] [CrossRef]
- Longhui, M.; Ning, H.; Yinfei, Y.; Wei, Z. Measurement of Surface Residual Stresses Generated by Turning Thin-Wall Ti6Al4V Tubes Using Different Cutting Parameters. Rare Met. Mater. Eng. 2015, 44, 2381–2386. [Google Scholar] [CrossRef]
- Yue, C.; Zhang, J.; Liu, X.; Chen, Z.; Liang, S.Y.; Wang, L. Research progress on machining deformation of thin-walled parts in milling process. Hangkong Xuebao/Acta Aeronaut. Et Astronaut. Sin. 2022, 43, 525164. [Google Scholar]
- Chen, Y.; Ma, S.; Kong, J.; Huang, W. Study on the surface grain state, residual stress and their influence on the deformation of thin-walled parts under ultra-precision cutting. Int. J. Mod. Phys. B 2020, 34, 2050272. [Google Scholar] [CrossRef]
- Li, B.; Jiang, X.; Yang, J.; Liang, S.Y. Effects of depth of cut on the redistribution of residual stress and distortion during the milling of thin-walled part. J. Mater. Process. Technol. 2015, 216, 223–233. [Google Scholar] [CrossRef]
- HE, W.; LI, X.; NIE, X.; LI, Y.; LUO, S. Study on Stability of Residual Stress Induced by Laser Shock Processing in Titanium Alloy Thin-Components. Acta Metall. Sin. 2018, 54, 411–418. [Google Scholar]
- Zhu, W.H.; Wang, Z.Y.; Ren, J.X.; Zhou, J.H. Study on Milling Residual Stress and Deformation of TC4 Titanium Alloy Thin Plate Parts. Modul. Mach. Tool Autom. Manuf. Technol. 2020, 70–72. [Google Scholar]
- Si-Meng, L.; Xiao-Dong, S.; Xiao-Bo, G.; Dou, W. Simulation of the deformation caused by the machining cutting force on thin-walled deep cavity parts. Int. J. Adv. Manuf. Technol. 2017, 92, 3503–3517. [Google Scholar] [CrossRef]
- LUO, Y. Machining Deformation Prediction and Research of Influence Factors for Large Thin-Walled Workpiece; Harbin Institute of Technology: Harbin, China, 2017; pp. 57–63. (In Chinese) [Google Scholar]
- Huang, X.; Sun, J.; Li, J. Finite element simulation and experimental investigation on the residual stress-related monolithic component deformation. Int. J. Adv. Manuf. Technol. 2015, 77, 1035–1041. [Google Scholar] [CrossRef]
- Liao, K.; Zhang, X.D.; Che, X.F.; Chen, H.; Gong, H. Construction and analysis of mechanic model of deformation for Al alloy thin-walled component. J. Harbin Inst. Technol. 2018, 50, 172–178. (In Chinese) [Google Scholar]
- Perić, M.; Nižetić, S.; Garašić, I.; Gubeljak, N.; Vuherer, T.; Tonković, Z. Numerical calculation and experimental measurement of temperatures and welding residual stresses in a thick-walled T-joint structure. J. Therm. Anal. 2020, 141, 313–322. [Google Scholar] [CrossRef]
- Nitschke-Pagel, T. Recommendations for the measurement of residual stresses in welded joints by means of X-ray diffraction—results of the WG6-RR test. Weld. World 2020, 65, 589–600. [Google Scholar] [CrossRef]
- Xu, C.G.; Li, P.L. Stress-free Manufacturing Technology. J. Mech. Eng. 2020, 56, 113–132. [Google Scholar]
- Wang, N.; Luo, L.; Liu, Y. Research progress on stress measurement technology for metal components. Chin. J. Sci. Instrum. 2017, 38, 2508–2517. [Google Scholar]
- Acevedo, R.; Sedlak, P.; Kolman, R.; Fredel, M. Residual stress analysis of additive manufacturing of metallic parts using ultrasonic waves: State of the art review. J. Mater. Res. Technol. 2020, 9, 9457–9477. [Google Scholar] [CrossRef]
- Pan, Q.; Shao, C.; Xiao, D.; Pan, R.; Liu, X.; Song, W. Robotic Ultrasonic Measurement of Residual Stress in Complex Curved Surface Components. Appl. Bionics Biomech. 2019. [Google Scholar] [CrossRef] [Green Version]
- Javadi, Y.; Akhlaghi, M.; Najafabadi, M.A. Using finite element and ultrasonic method to evaluate welding longitudinal residual stress through the thickness in austenitic stainless steel plates. Mater. Des. 2013, 45, 628–642. [Google Scholar] [CrossRef]
- Habibalahi, A.; Dashtbani Moghari, M.; Samadian, K.; Mousavi, S.S.; Safizadeh, M.S. Improving pulse eddy current and ultrasonic testing stress meas-urement accuracy using neural network data fusion. Sci. Meas. Technol. Iet 2015, 9, 514–521. [Google Scholar] [CrossRef]
- Liu, H.B.; Liu, T.R.; Li, Y.P.; Wang, Y.Q. Surface Residual Stress Measurement of Metal Material Using Ultrasonic. J. Mech. Eng. 2021, 57, 118–125. [Google Scholar]
- Investigation of Uncertain Factors on Measuring Residual Stress with Critically Refracted Longitudinal Waves. Appl. Sci. 2019, 9, 485. [CrossRef] [Green Version]
- Fiocchi, J.; Colombo, C.; Vergani, L.M.; Fabrizi, A.; Timelli, G.; Tuissi, A.; Biffi, C.A. Heat Treatments for Stress Relieving AlSi9Cu3 Alloy Produced by Laser Powder Bed Fusion. Materials 2021, 14, 4184. [Google Scholar] [CrossRef]
- Zhang, Q.; Yu, L.; Shang, X.; Zhao, S. Residual stress relief of welded aluminum alloy plate using ultrasonic vibration. Ultrasonics 2020, 107, 106164. [Google Scholar] [CrossRef]
- Song, H.; Gao, H.; Wu, Q.; Zhang, Y. Effects of segmented thermal-vibration stress relief process on residual stresses, mechanical properties and microstructures of large 2219 Al alloy rings. J. Alloy. Compd. 2021, 886, 161269. [Google Scholar] [CrossRef]
- Chen, J.; Chu, J.; Jiang, W.; Yao, B.; Zhou, F.; Wang, Z.; Zhao, P. Experimental and Numerical Simulation to Study the Reduction of Welding Residual Stress by Ultrasonic Impact Treatment. Materials 2020, 13, 837. [Google Scholar] [CrossRef] [Green Version]
- Shao, Q.; Kang, J.; Xing, Z.; Wang, H.; Huang, Y.; Ma, G.; Liu, H. Effect of pulsed magnetic field treatment on the residual stress of 20Cr2Ni4A steel. J. Magn. Magn. Mater. 2019, 476, 218–224. [Google Scholar] [CrossRef]
- Yan, M.; Wang, C.; Luo, T.; Li, Y.; Feng, X.; Huang, Q.; Yang, Y. Effect of Pulsed Magnetic Field on the Residual Stress of Rolled Magnium Alloy AZ31 Sheet. Acta Metall. Sin. (Engl. Lett.) 2020, 34, 45–53. [Google Scholar] [CrossRef]
- Guo, X.L.; Li, H.W.; Wang, H.L.; Geng, J.G. Influence of different residual stress regulation methods on the deformation of aluminum alloy box cover. Mod. Mach. 2021, 5, 24–28. [Google Scholar]
- Liu, Y.; Liu, E.; Chen, Y.; Wang, X.; Sun, C.; Tan, J. Study on Propagation Depth of Ultrasonic Longitudinal Critically Refracted (LCR) Wave. Sensors 2020, 20, 5724. [Google Scholar] [CrossRef]
- Xu, L.Y.; Zhu, J.; Jing, H.Y.; Zhao, L.; Lv, X.Q.; Han, Y.D. Effects of deep cryogenic treatment on the residual stress and mechanical properties of electron-beam-welded Ti–6Al–4V joints. Mater. Sci. Eng. A 2016, 673, 503–510. [Google Scholar] [CrossRef]
- Ren, X.; Zhou, W.; Xu, S.; Yuan, S.; Ren, N.; Wang, Y.; Zhan, Q. Iron GH2036 alloy residual stress thermal relaxation behavior in laser shock processing. Opt. Laser Technol. 2015, 74, 29–35. [Google Scholar] [CrossRef]
- Gu, B.-P.; Hu, X.; Lai, J.-T.; Jin, Z.-D.; Zhou, H.; Yang, Z.-S.; Pan, L. Effects of high-frequency vibration on quenched residual stress in Cr12MoV steel. J. Mater. Res. 2016, 31, 3588–3596. [Google Scholar] [CrossRef]
- Bangping, G.; Xiong, H.; Guanhua, X.; Jintao, L.; Long, P. Microcosmic Mechanism of High-Frequency Vibratory Stress Relief Based on Dislocation Density Evolution. Rare Met. Mater. Eng. 2018, 47, 2477–2482. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Detection Process Flow | Detection Position | Single-Point Stress Detection Times | Detection Position |
|---|---|---|---|
| Original processing technology | Plane and surface | 3 | The average of three detection values of a single point is regarded as the residual stress value of the point. |
| USR processing technology | Plane and surface |
| Manufacturing Process | Average Excitation Frequency /KHz | Single Incentive Time/min | Ultrasonic Regulation Times | Single Actuator Excitation Power/W | Ultrasonic Regulation Temperature/°C |
|---|---|---|---|---|---|
| P2-First Ultrasonic Stress Relief | 19.63 | 25 | 2 | 100 | 26 |
| P4-Second Ultrasonic Stress Relief | 19.00 | 25 | 1 | 100 | |
| P6-Third Ultrasonic Stress Relief | 19.08 | 10 | 1 | 100 |
| Manufacturing Process | Maximum Residual Stress before Rough Milling/MPa | Maximum Stress after Stress Removal/MPa | Stress Reduction Rate (%) | Stress Relief Time/min |
|---|---|---|---|---|
| 1# | 432 | 242 | 56.1 | 360 |
| 2# | 464 | 190 | 58.6 | 360 |
| 3# | 432 | 184 | 61.8 | 360 |
| 4# | 414 | 186 | 62.1 | 360 |
| 5# | 416 | 186 | 58.7 | 360 |
| 6# | 436 | 190 | 57.4 | 360 |
| 7# | 316 | 40 | 98.2 | 25 |
| 8# | 280 | 72 | 91.8 | 25 |
| 9# | 252 | 80 | 92.5 | 25 |
| 10# | 274 | 74 | 86.7 | 25 |
| 11# | 272 | 72 | 94.7 | 25 |
| 12# | 384 | 78 | 94.0 | 25 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, W.-Y.; Xu, C.-G.; Pan, Q.-X.; Li, P.-L.; Wang, L.; Yu, T. The Residual Stress and Deformation Control of TC4 Thin-Walled Outer Ring Components by Ultrasonic Regulation. Machines 2022, 10, 598. https://doi.org/10.3390/machines10080598
Song W-Y, Xu C-G, Pan Q-X, Li P-L, Wang L, Yu T. The Residual Stress and Deformation Control of TC4 Thin-Walled Outer Ring Components by Ultrasonic Regulation. Machines. 2022; 10(8):598. https://doi.org/10.3390/machines10080598
Chicago/Turabian StyleSong, Wen-Yuan, Chun-Guang Xu, Qin-Xue Pan, Pei-Lu Li, Lei Wang, and Tao Yu. 2022. "The Residual Stress and Deformation Control of TC4 Thin-Walled Outer Ring Components by Ultrasonic Regulation" Machines 10, no. 8: 598. https://doi.org/10.3390/machines10080598