
Study on the Electrochemical Deburring for the External Surface of the Microhole Caused by Mechanical Drilling Process

 ,
,
Abstract
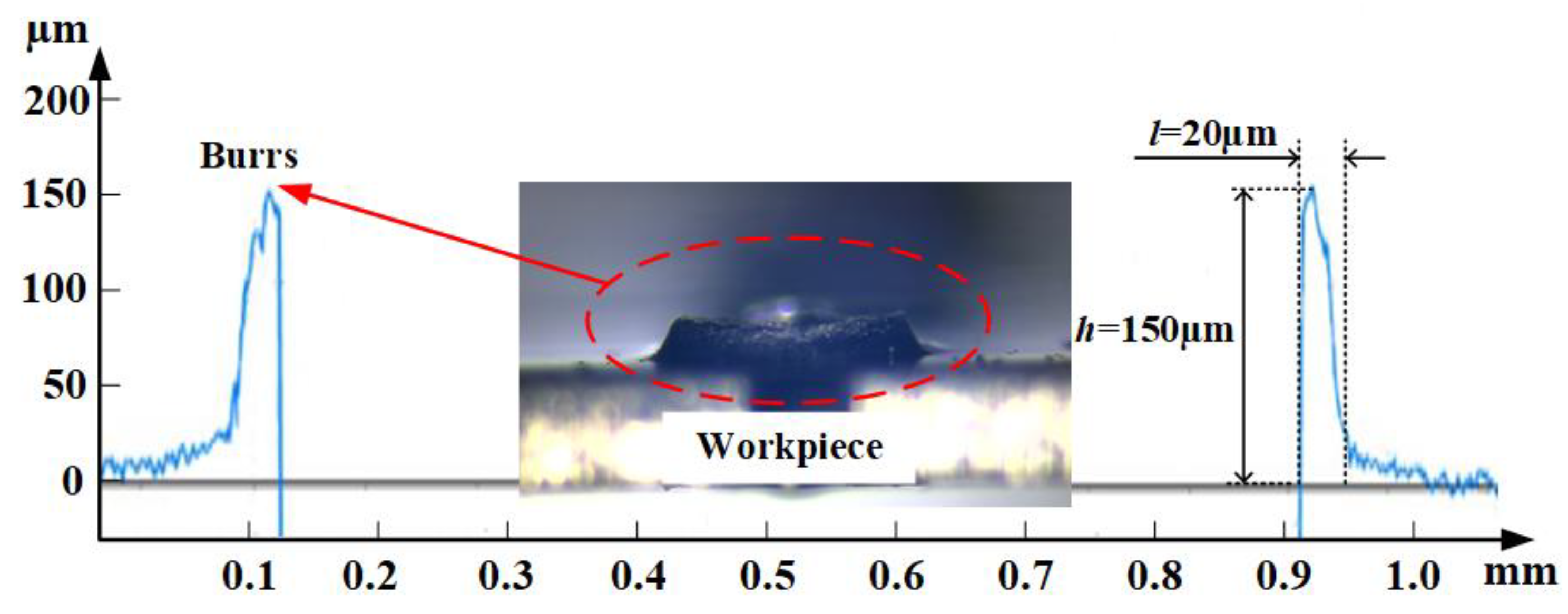
:1. Introduction
2. Principle and Simulation Model of Deburring
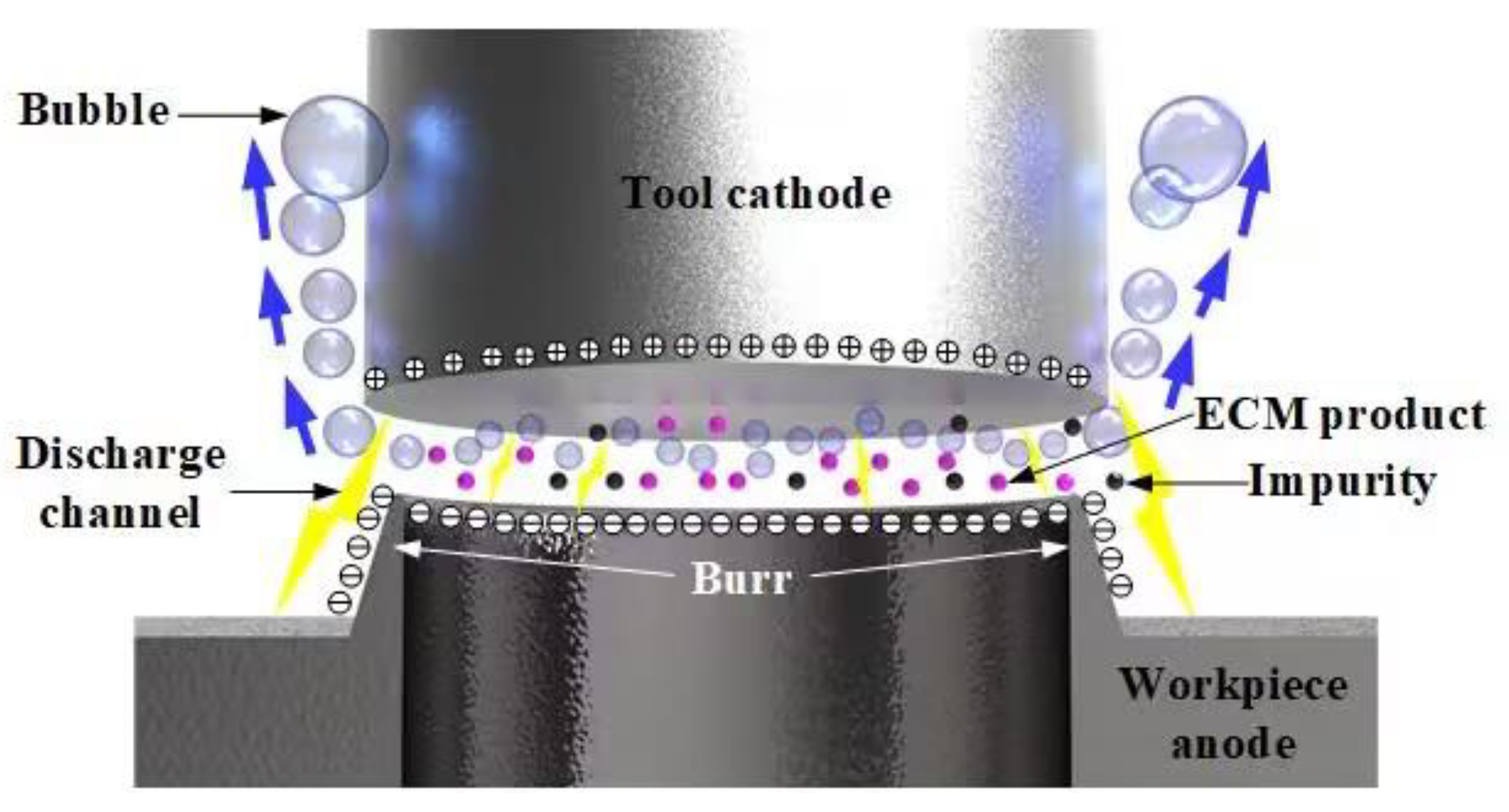
2.1. MD-ECD Machining Principle
2.2. Theoretical Model
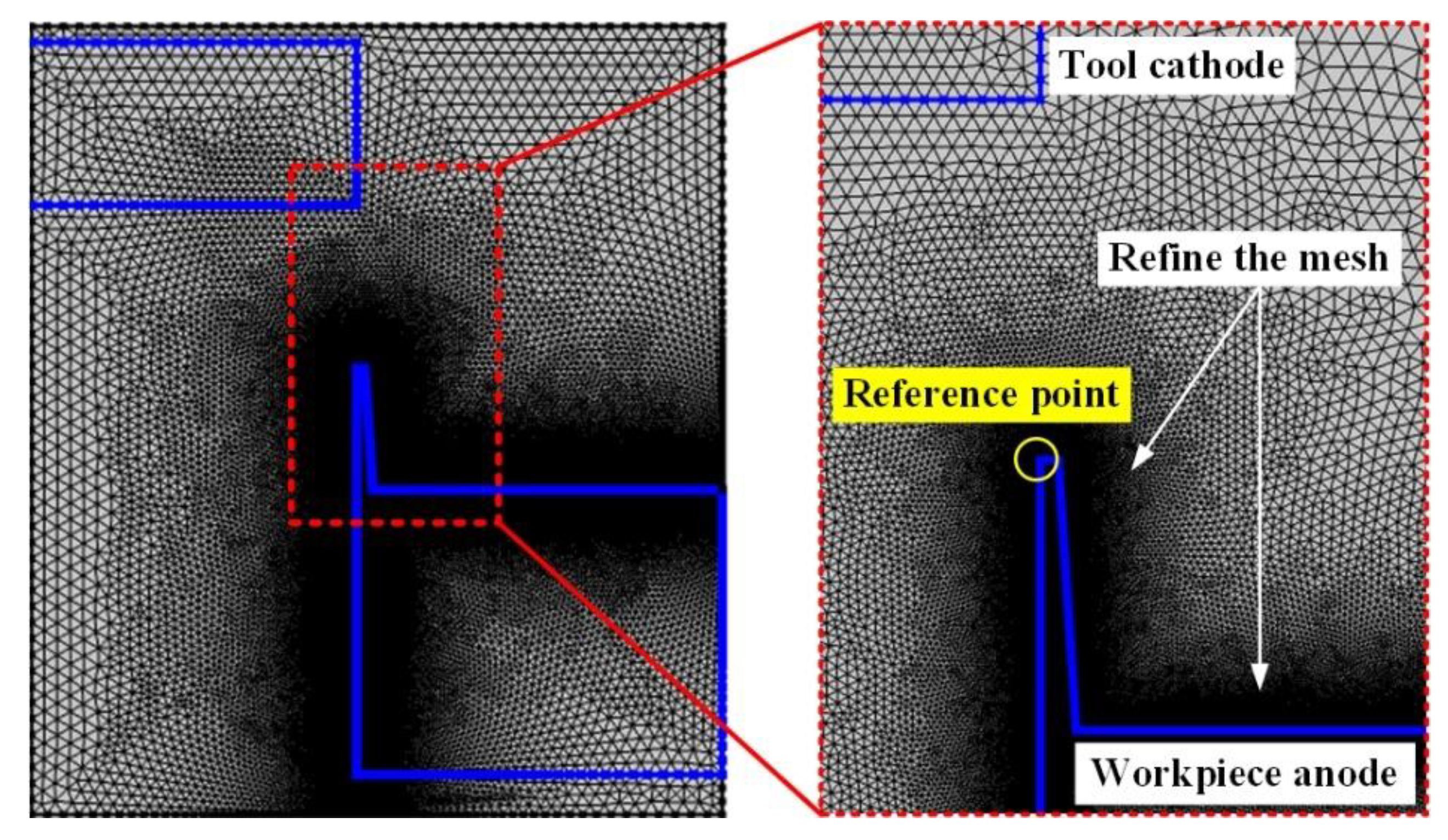
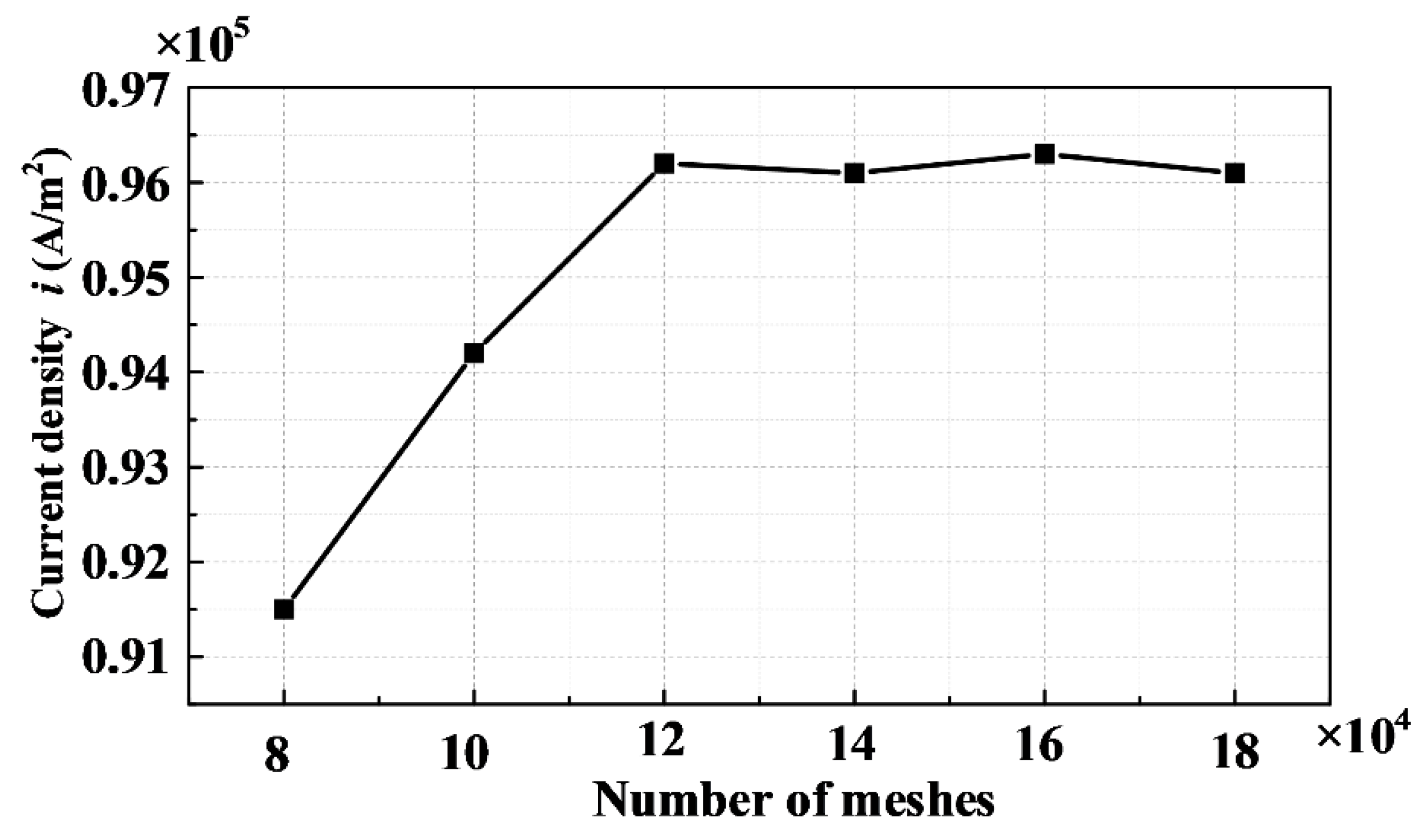
2.3. Model Parameters and Settings
3. Simulation Results
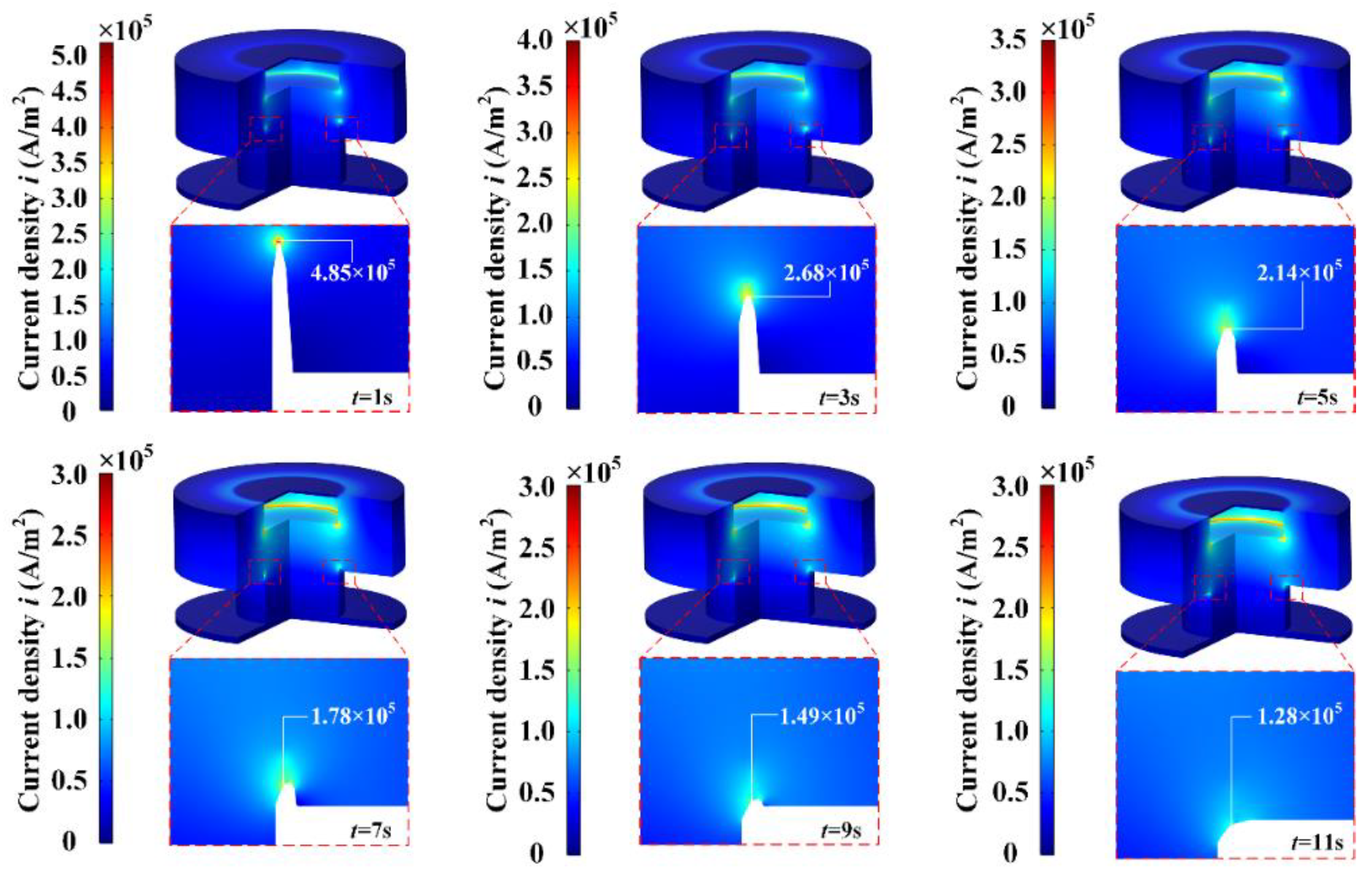
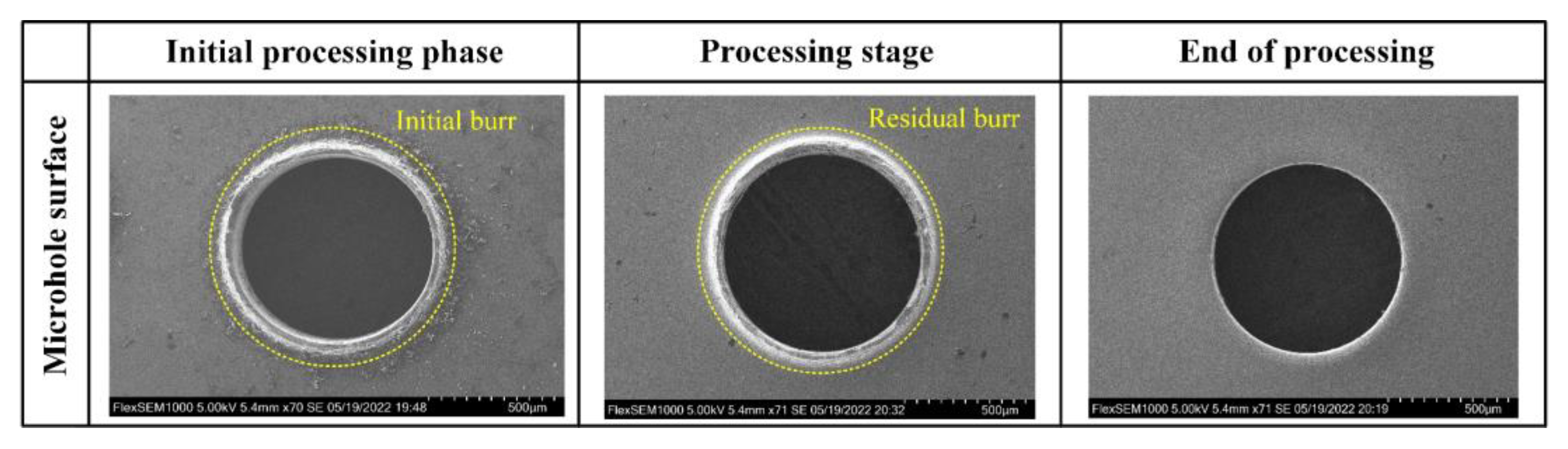
3.1. Analysis of Deburring Process
3.2. Influence of Processing Parameters on Deburring
3.2.1. Effect of Machining Voltage
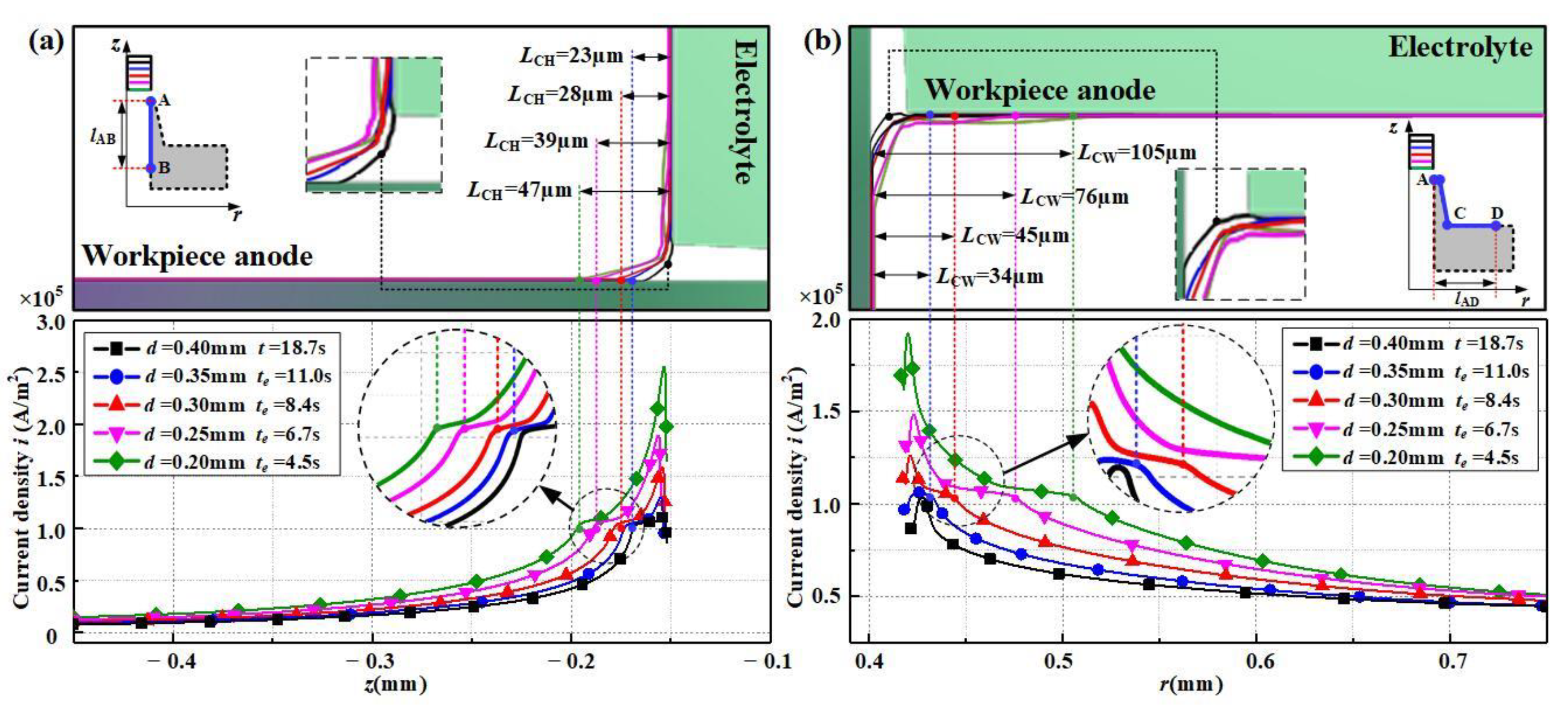
3.2.2. Effect of Initial Machining Gap
3.2.3. Effect of Electrolyte Concentration
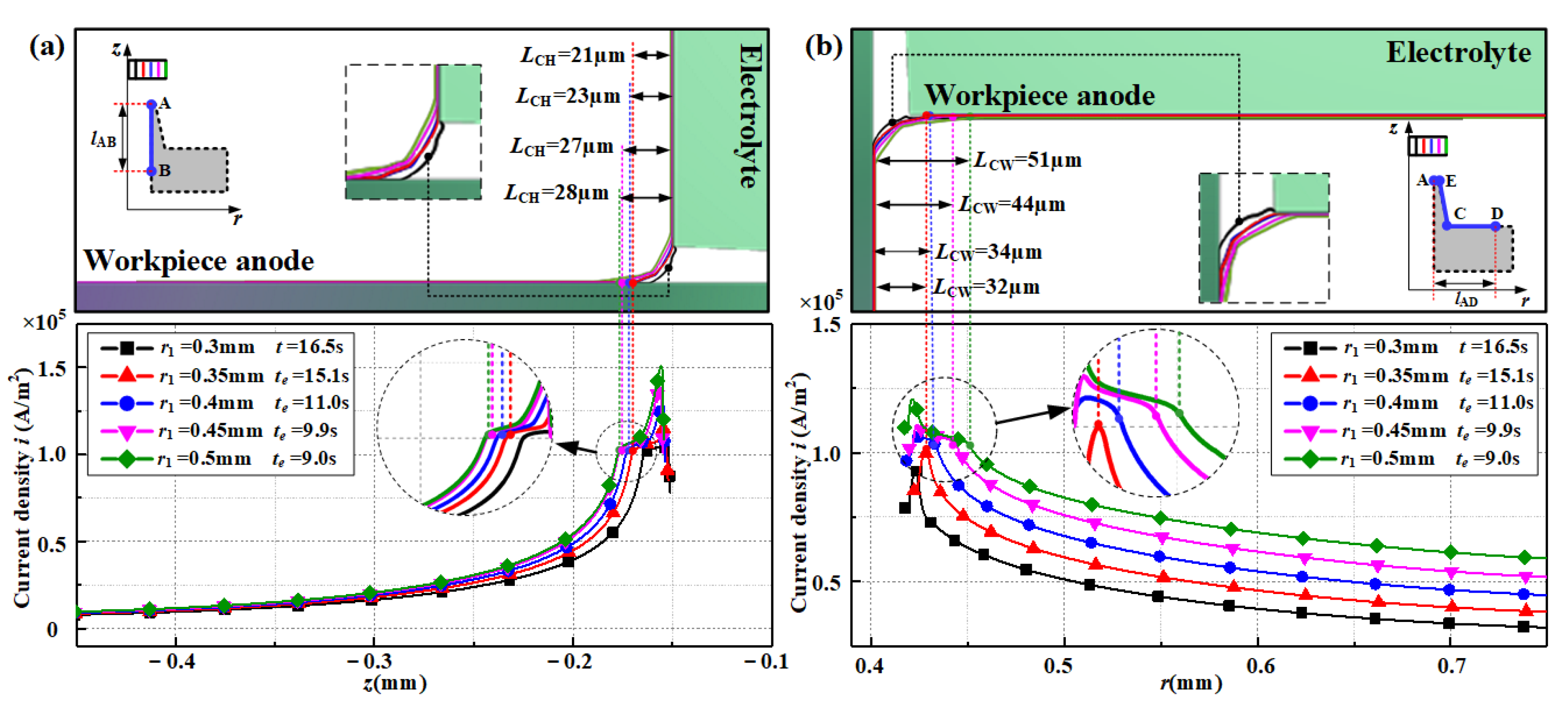
3.2.4. Effect of Electrode Radius
3.3. Comprehensive Comparison of Machining Effects
4. Experimental Studies
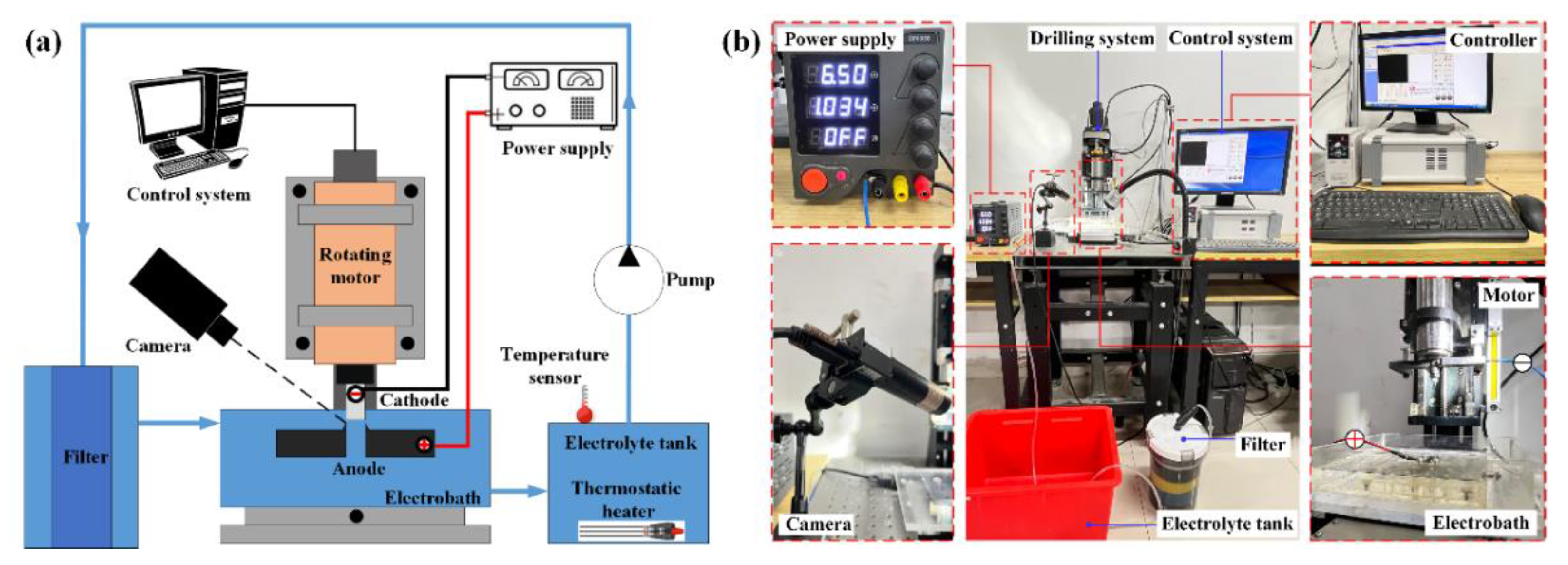
4.1. Test Device
4.2. Test Process
4.3. Test Results
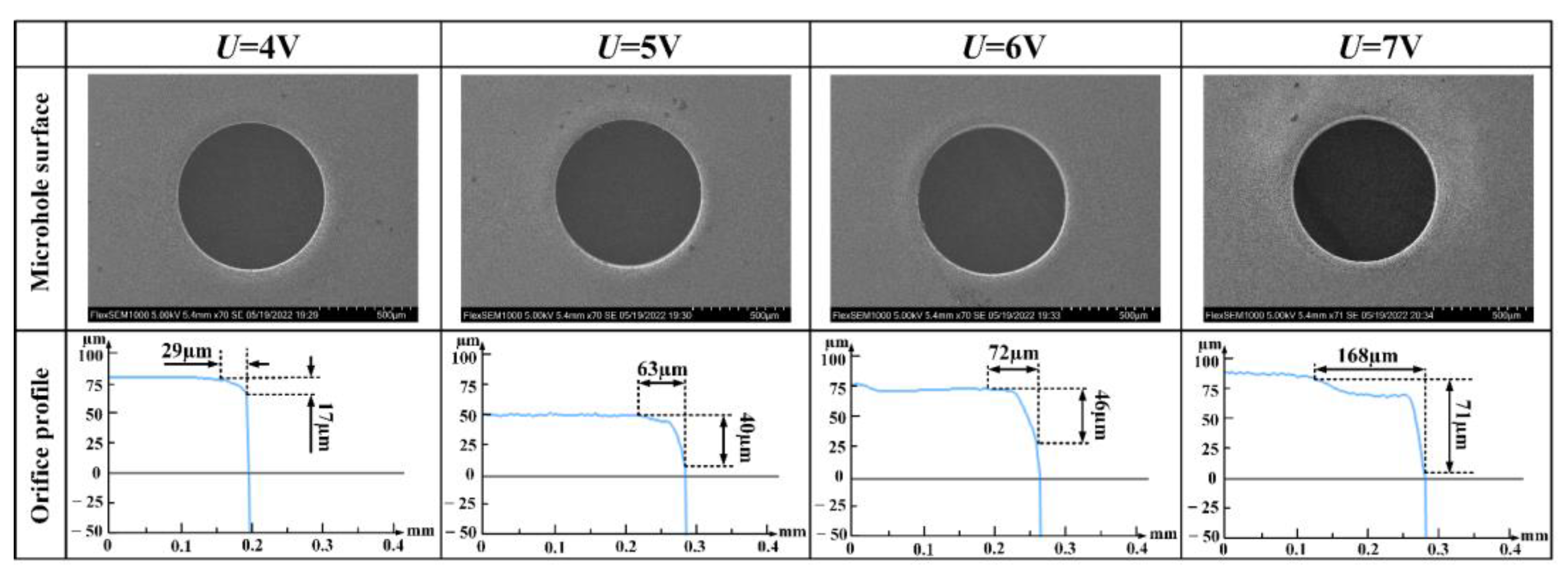
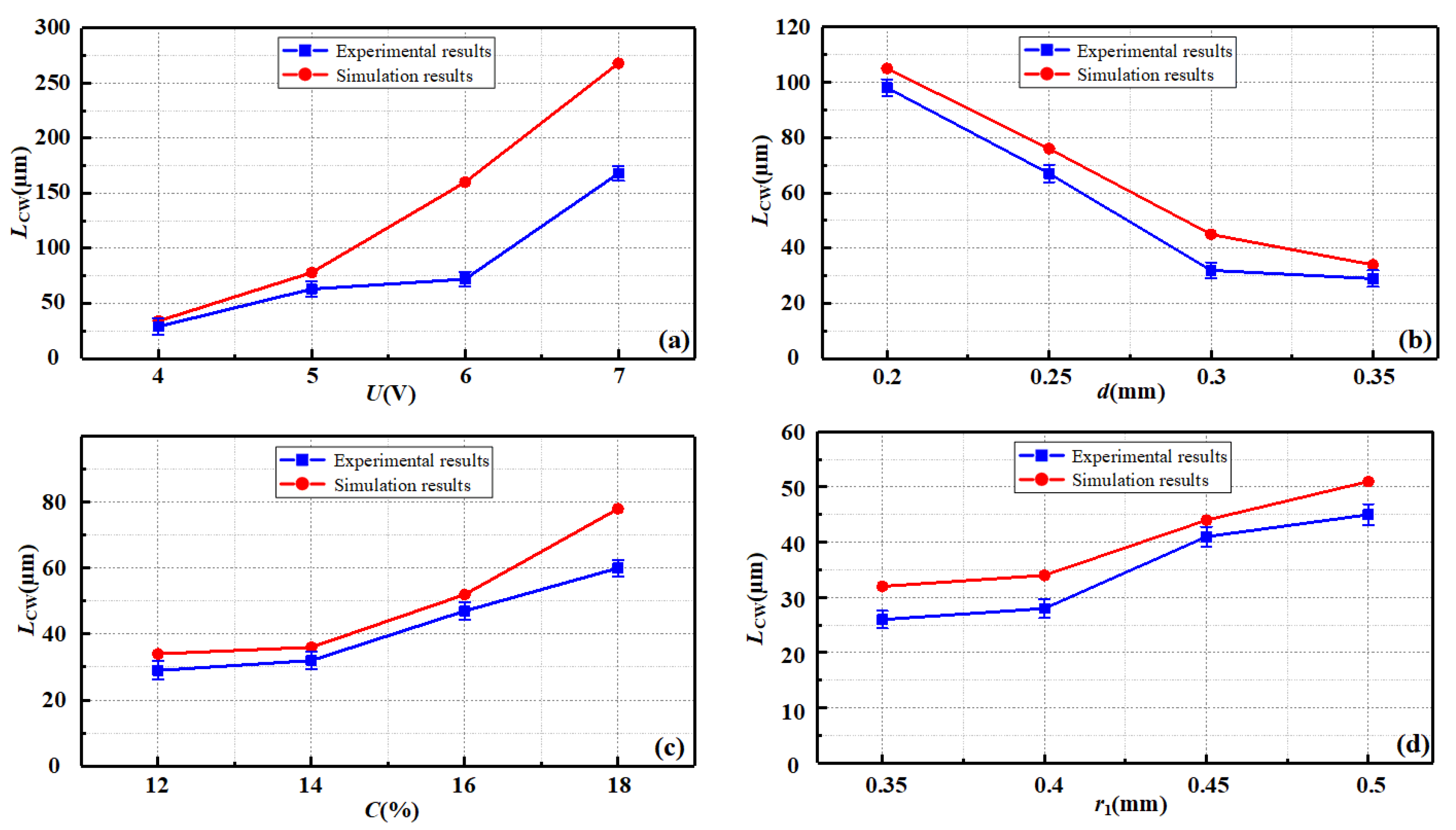
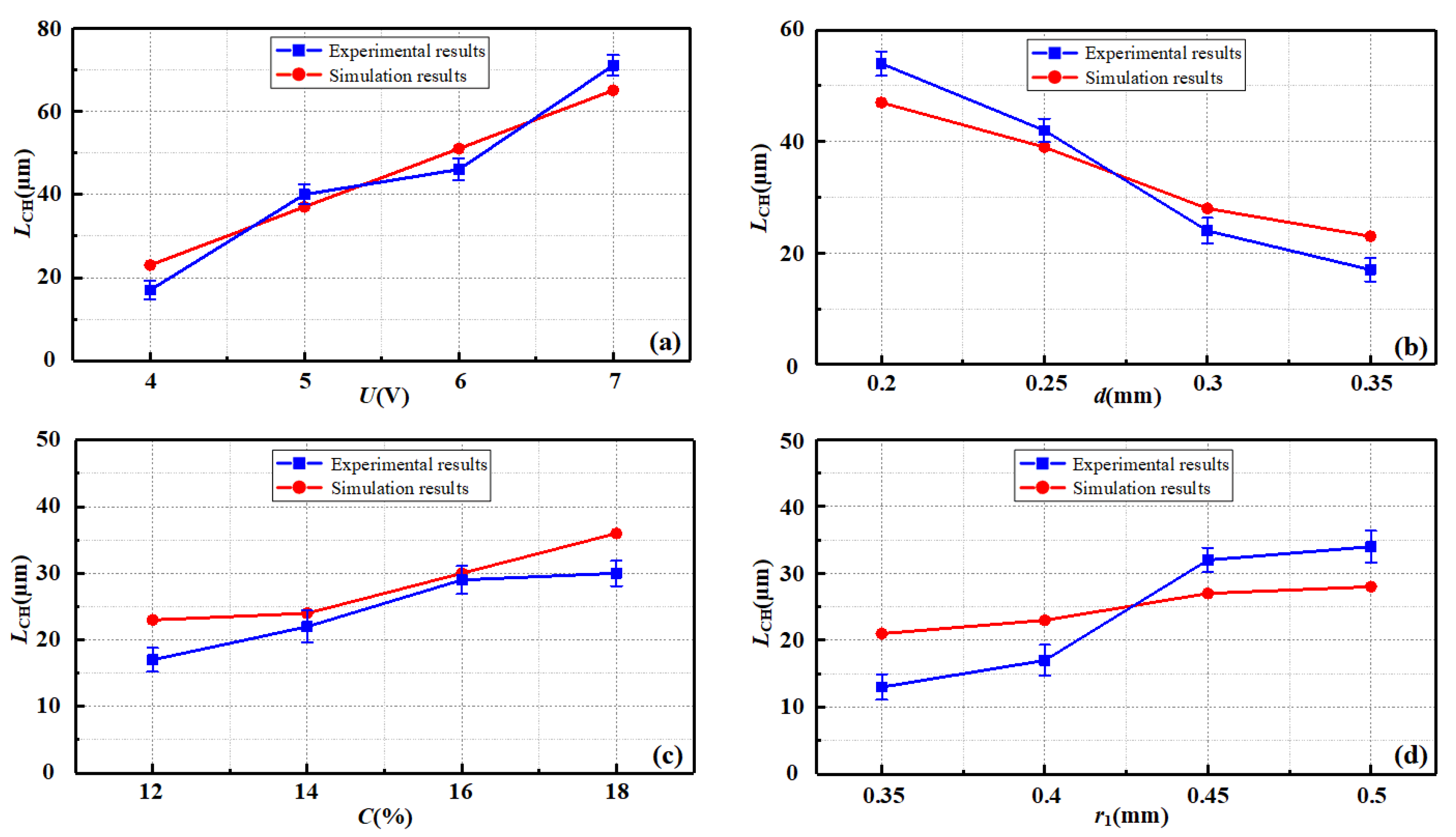
4.3.1. Influence of Machining Voltage
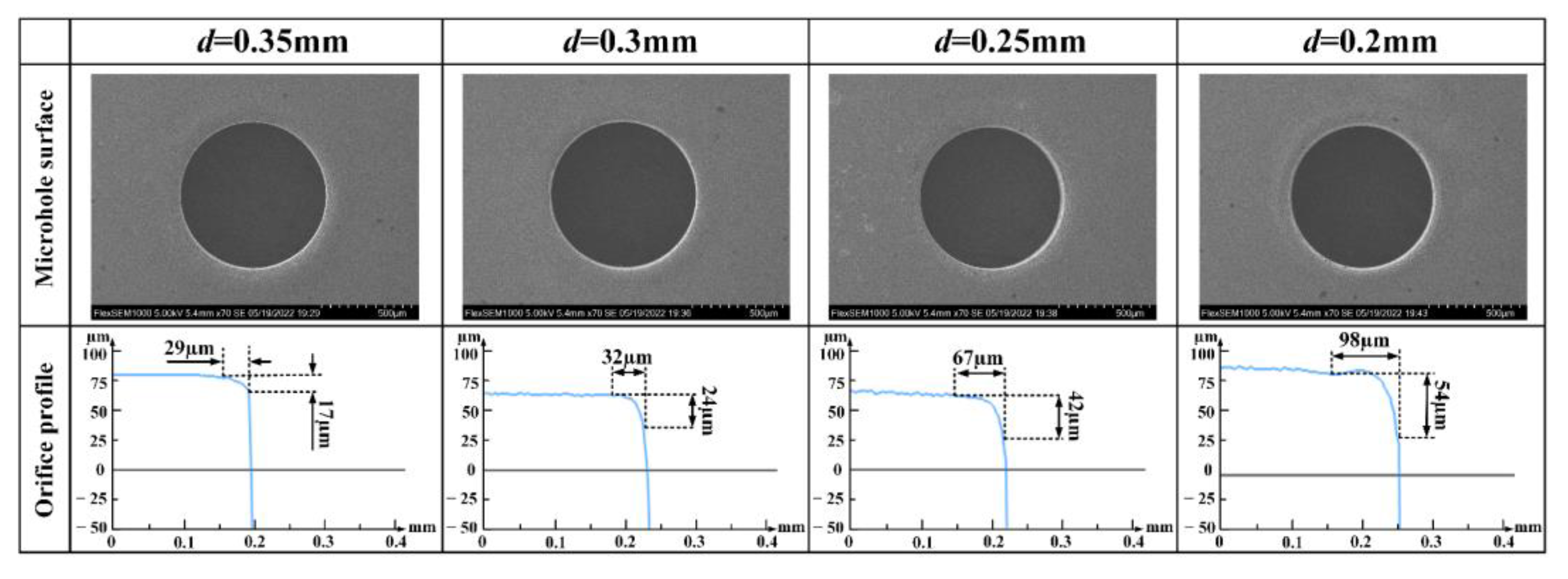
4.3.2. Influence of Initial Machining Gap
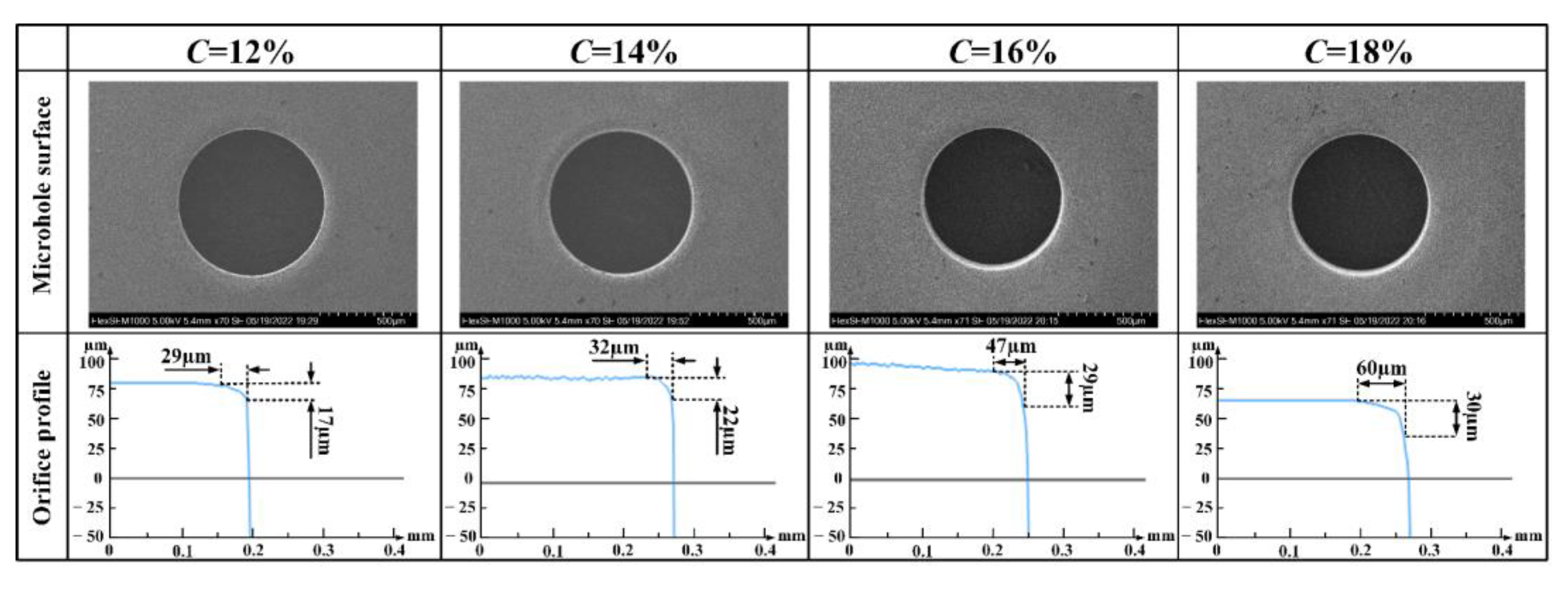
4.3.3. Influence of Electrolyte Concentration
4.3.4. Influence of Electrode Radius
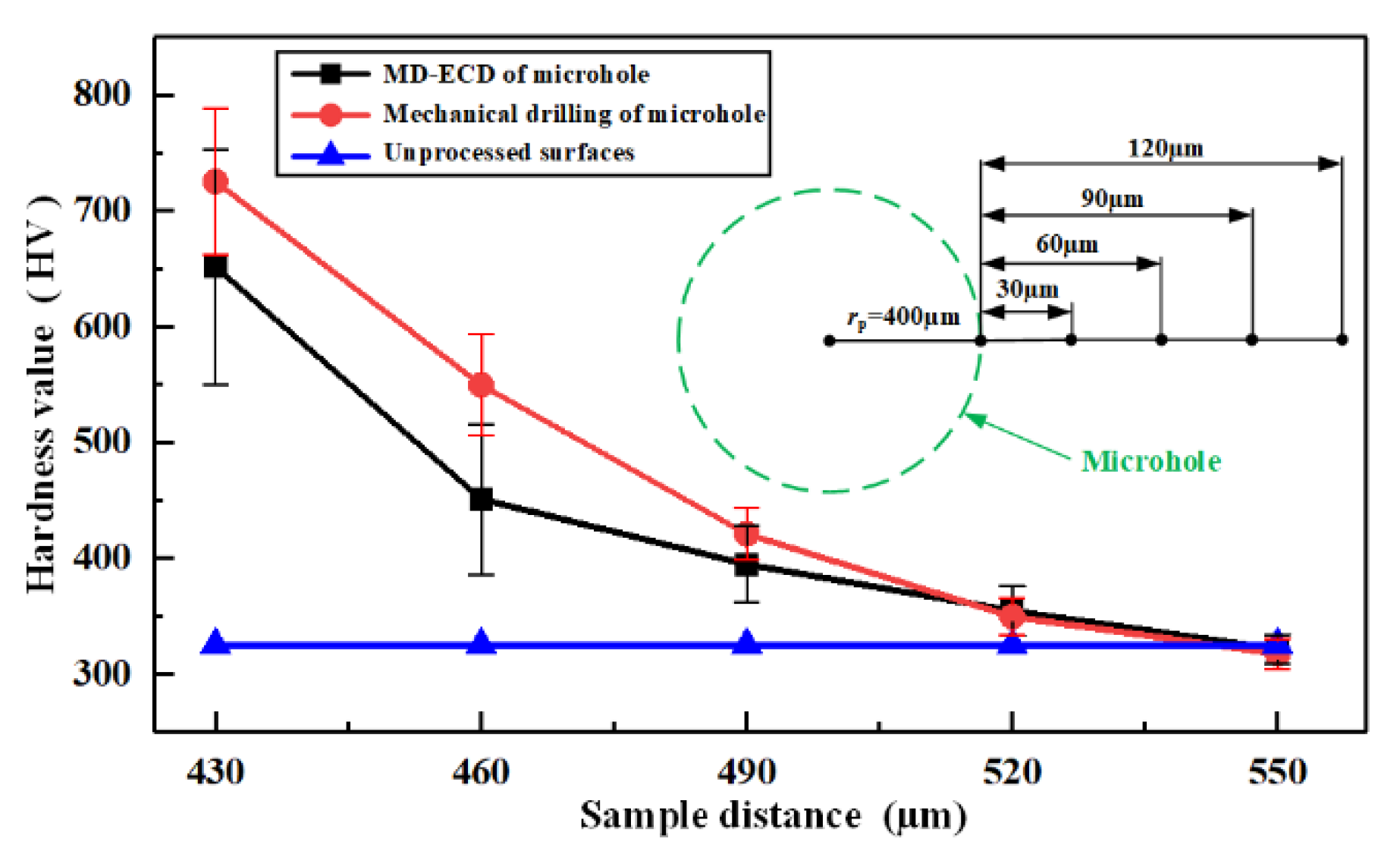
4.3.5. Comparison of Experiment and Simulation Results
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhang, C.; Xu, Z.; Lu, J.; Geng, T. An electrochemical discharge drilling method utilising a compound flow field of different fluids. J. Mater. Process. Technol. 2021, 298, 117306. [Google Scholar] [CrossRef]
- Zou, H.; Yue, X.; Luo, H.; Liu, B.; Zhang, S. Electrochemical micromachining of micro hole using micro drill with non-conductive mask on the machined surface. J. Manuf. Process. 2020, 59, 366–377. [Google Scholar] [CrossRef]
- Rahman, M.Z.; Das, A.K.; Chattopadhyaya, S. Effects of balance electrode in deep micro-holes drilling in “nickel plate” through μECM process using H2SO4 electrolyte. Mater. Today Proc. 2021, 43, 1431–1436. [Google Scholar] [CrossRef]
- Kumar, R.; Kumar, A.; Singh, I. Electric discharge drilling of micro holes in CFRP laminates. J. Mater. Process. Technol. 2018, 259, 150–158. [Google Scholar] [CrossRef]
- Zhao, T.; Yan, Y.; He, Z.; Gao, W.; Yang, Z. Influence of hole size and number on pressure drop and energy output of the micro-cylindrical combustor inserting with an internal spiral fin with holes. Int. J. Hydrogen Energy 2021, 46, 26594–26606. [Google Scholar] [CrossRef]
- Basso, I.; Batista, M.F.; Jasinevicius, R.G.; Rubio, J.C.C.; Rodrigues, A.R. Micro drilling of carbon fiber reinforced polymer. Compos. Struct. 2019, 228, 111312. [Google Scholar] [CrossRef]
- Huang, T.-W.; Sheu, D.-Y. High aspect ratio of micro hole drilling by Micro-EDM with different cross-section shape micro tools for flushing process. Procedia CIRP 2020, 95, 550–553. [Google Scholar] [CrossRef]
- Zhu, D.; Zeng, Y.B.; Xu, Z.Y.; Zhang, X.Y. Precision machining of small holes by the hybrid process of electrochemical removal and grinding. CIRP Ann.-Manuf. Technol. 2011, 60, 247–250. [Google Scholar] [CrossRef]
- Guatam, G.D.; Pandey, A.K. Pulsed Nd: YAG laser beam drilling: A review. Opt. Laser Technol. 2018, 100, 183–215. [Google Scholar] [CrossRef]
- Balasubramaniam, R.; Krishnan, J.; Ramakrishnan, N. Empirical study on the generation of an edge radius in abrasive jet external deburring (AJED). J. Mater. Process. Technol. 2000, 99, 49–53. [Google Scholar] [CrossRef]
- Kwon, B.C.; Kim, K.H.; Ko, S.L. New abrasive deburring method using suction for micro burrs at intersecting holes. CIRP Ann. 2016, 65, 145–148. [Google Scholar] [CrossRef]
- Ko, S.L.; Yu, M.B.; Park, J.I. Micro deburring for precision parts using magnetic abrasive finishing method. J. Mater. Process. Technol. 2007, 187, 19–25. [Google Scholar] [CrossRef]
- Jiao, A.Y.; Zhang, L.L.; Chen, Y.; Liu, X.L. Mechanism and Experimental Study of TC4 Hole Burr by Magnetic Particle Grinding. Surf. Technol. 2019, 48, 283–290. [Google Scholar]
- Okada, A.; Yonehara, H.; Okamoto, Y. Fundamental Study on Micro-deburring by Large-area EB Irradiation. Procedia CIRP 2013, 5, 19–24. [Google Scholar] [CrossRef]
- Islam, M.M.; Li, C.P.; Won, S.J.; Ko, T.J. A deburring strategy in drilled hole of CFRP composites using EDM process. J. Alloy. Compd. 2017, 703, 477–485. [Google Scholar] [CrossRef]
- Choi, I.H.; Kim, J.D. A study of the characteristics of the electrochemical deburring of a governor-shaft cross hole. J. Mater. Process. Technol. 1998, 75, 198–203. [Google Scholar] [CrossRef]
- Lee, S.J.; Liu, C.P.; Fan, T.J.; Chen, Y.H. Deburring Miniature Components by Electrochemical Method. Int. J. Electrochem. Sci. 2013, 8, 1713–1721. [Google Scholar]
- Yang, S.Q.; Li, W.H.; Yang, S.C. Research on Hole Surface Finishing Technology. Modul. Mach. Tool Autom. Manuf. Tech. 2010, 1, 56–60. [Google Scholar]
- Liu, X.; Li, L.T.; Zhao, G.Z.; Tao, S.; Chen, W.B. Non-traditional Machining Deburring of Valve Crosshole in Launch Vehicles. Electromach. Mould 2018, 6, 58–61. [Google Scholar]
- Wang, Y.; Yang, F.; Zhang, G.; Zhang, W. Fabrication of deep and small holes by synchronized laser and shaped tube electrochemical machining (Laser-STEM) hybrid process. Int. J. Adv. Manuf. Technol. 2019, 105, 2721–2731. [Google Scholar] [CrossRef]
- Wang, K.; Shen, Q.; He, B. Localized Electrochemical Deburring of Cross Hole Using Gelatinous Electrolyte. Mater. Manuf. Process. 2016, 31, 1749–1754. [Google Scholar] [CrossRef]
- Zheng, X.H.; Wei, Z.F.; Yu, Z.Y. Electrochemical Deburring of Miniature Holes. Adv. Mater. Res. 2013, 690–693, 3226–3230. [Google Scholar]
- Li, J.; Wang, Z.L.; Guo, Y.L. Simulation and experiment of automatic electrolytic deburring on inner intersecting holes based on electric current detection. J. Harbin Inst. Technol. 2016, 48, 152–158. [Google Scholar]
- Prabhu, S.; Kumar, A. Investigation of Nickel Coated Tool for Electrochemical Deburring of Al6082. Int. J. Surf. Eng. Interdiscip. Mater. Sci. 2018, 6, 17–31. [Google Scholar] [CrossRef]
- Guo, Y.J.; Liu, J.H.; Li, J.; Wang, L.; Dong, H.; Grid, S. Electric Field Simulation of Electrochemical Deburring Machining for Internal Cross Hole. J. Dalian Jiaotong Univ. 2018, 39, 110–114. [Google Scholar]
- Zhang, R.J.; Zhang, Z.Y.; Li, Y.B.; Xu, G.H.; Cui, X.X.; Liu, J. Green Chemical Mechanical Polishing of 304 Stainless Steel. Surf. Technol. 2022, 51, 325–335. [Google Scholar]
- Liang, Z.Q.; Ma, Y.; Chen, J.J.; Li, Y.; Ma, D.; Cao, Y.X.; Cai, R.B.; Guo, H.X.; Wang, X.B. Research on Drilling Performance of High-aspect-ratio Micro-drill with Thinned Chisel Edge. J. Mech. Eng. 2021, 57, 244–252. [Google Scholar]
- Rahman, Z.; Das, A.K.; Chattopadhyaya, S. Microhole drilling through electrochemical processes: A review. Mater. Manuf. Process. 2017, 33, 1379–1405. [Google Scholar] [CrossRef]
- Saxena, K.K.; Qian, J.; Reynaerts, D. A review on process capabilities of electrochemical micromachining and its hybrid variants. Int. J. Mach. Tools Manuf. 2018, 127, 28–56. [Google Scholar] [CrossRef]
- Wang, D.; Zhu, Z.; Wang, N.; Zhu, D.; Wang, H. Investigation of the electrochemical dissolution behavior of Inconel 718 and 304 stainless steel at low current density in NaNO3 solution. Electrochim. Acta 2015, 156, 301–307. [Google Scholar] [CrossRef]
- Hazra, S.; Mohanty, S.; Kumar, S.; Basak, R.; Das, A.K. Experimental investigation of powder mixed micro-electrical discharge drilling on SS304 substrate. Mater. Today Proc. 2022, 62, 270–275. [Google Scholar] [CrossRef]
- Shi, X.C.; Huang, S.F.; Wang, L. Investigation of the Material Removal Mechanism in Electrochemical Discharge Drilling Using a High-Speed Rotating Helical Tool-Electrode. Int. J. Electrochem. Sci. 2019, 14, 9239–9254. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Numerical Value |
|---|---|
| Voltage value U (V) | 3, 4, 5, 6, 7 |
| Electrolyte concentration C (%) | 10, 12, 14, 16, 18 |
| Tool electrode radius r1 (mm) | 0.3, 0.35, 0.4, 0.45, 0.5 |
| Machining gap d (mm) | 0.2, 0.25, 0.3, 0.35, 0.4 |
| Micro hole radius r2 (mm) | 0.4 |
| Machining temperature T (K) | 293.14 |
| Parameter | Value |
|---|---|
| Electrode material | Tungsten steel |
| Workpiece thickness (mm) | 0.35 |
| Workpiece material | 304 stainless steel |
| Drilling tool diameter (mm) | 0.8 |
| Feed rate (mm/s) | 0.01 |
| Drilling speed (r/min) | 6000 |
| Electrolyte cycle speed reading (L/min) | 1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, T.; Huang, S.; Fang, S.; Deng, H.; Ding, Q.; Zhang, M. Study on the Electrochemical Deburring for the External Surface of the Microhole Caused by Mechanical Drilling Process. Machines 2022, 10, 726. https://doi.org/10.3390/machines10090726
He T, Huang S, Fang S, Deng H, Ding Q, Zhang M. Study on the Electrochemical Deburring for the External Surface of the Microhole Caused by Mechanical Drilling Process. Machines. 2022; 10(9):726. https://doi.org/10.3390/machines10090726
Chicago/Turabian StyleHe, Tao, Sen Huang, Siyuan Fang, Haishun Deng, Qingtian Ding, and Mingwen Zhang. 2022. "Study on the Electrochemical Deburring for the External Surface of the Microhole Caused by Mechanical Drilling Process" Machines 10, no. 9: 726. https://doi.org/10.3390/machines10090726
APA StyleHe, T., Huang, S., Fang, S., Deng, H., Ding, Q., & Zhang, M. (2022). Study on the Electrochemical Deburring for the External Surface of the Microhole Caused by Mechanical Drilling Process. Machines, 10(9), 726. https://doi.org/10.3390/machines10090726