
Precision Machining by Dicing Blades: A Systematic Review




Abstract
:1. Introduction
- I.
- Section 2 explains the typical manufacturing process for different dicing blades, as well as the basic structure of a dicing blade. Meanwhile, critical steps for the success of each dicing blade are identified.
- II.
- Section 3 goes over specific actions to optimize the dicing mechanism. For example, preprocessing the dicing blade, developing a new blade, and modifying the dicing strategy can all assist stakeholders in achieving the best results.
- III.
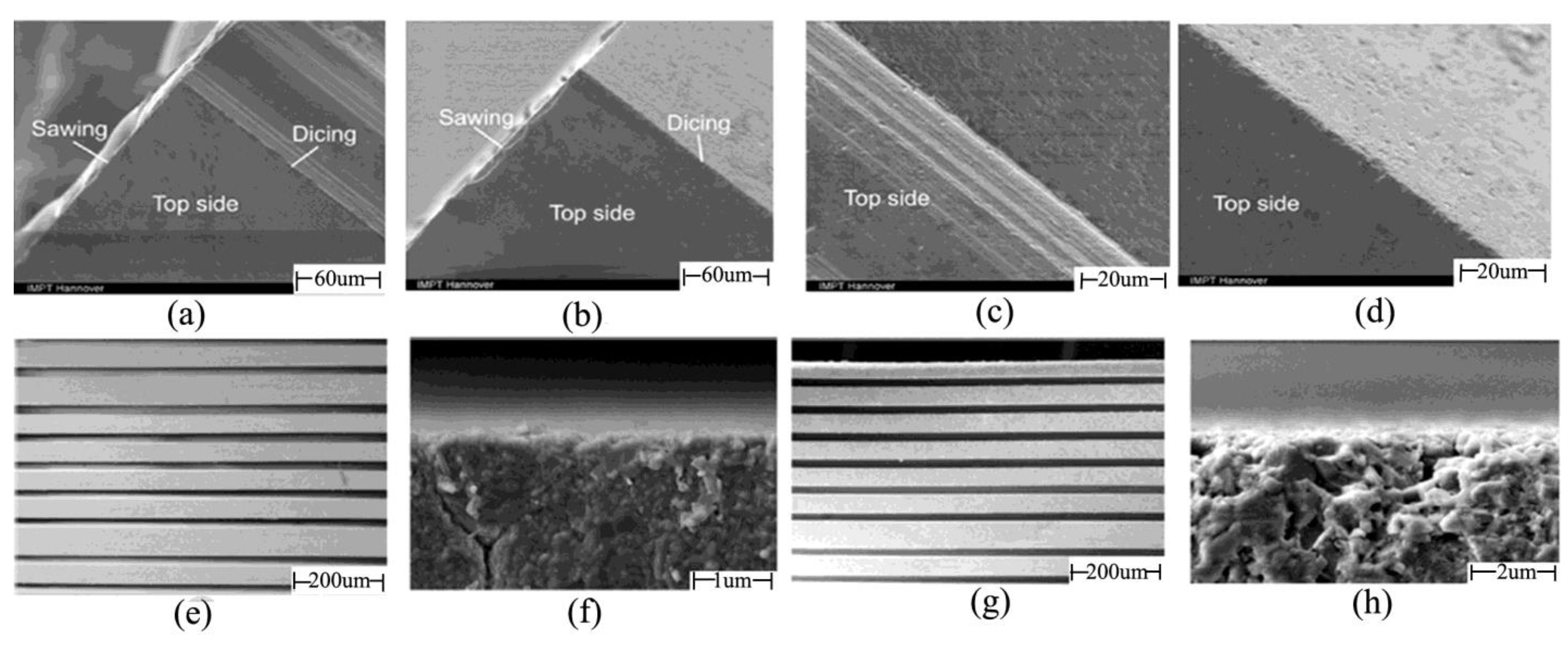
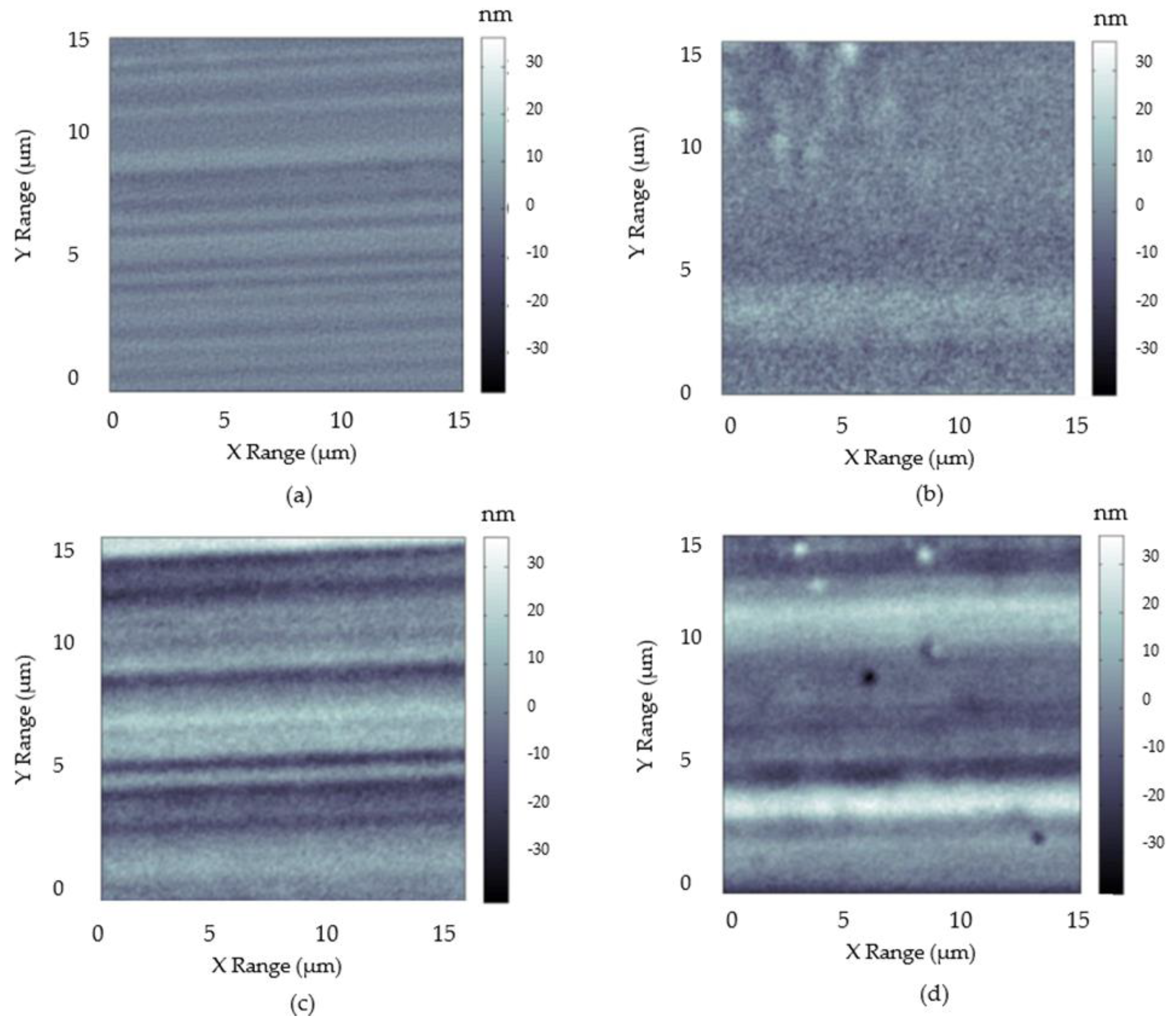
- Section 4 describes dicing blade morphology, cutting force generation through cutting action, and machining-induced damages.
- IV.
- Section 5 focuses on the dicing parameters that influence the customized operation of the dicing process.
- V.
- Section 6 discusses the various material removal mechanisms that occur during the dicing of difficult-to-cut materials.
- VI.
- Section 7 sums up the role of the dicing blade in machining difficult-to-cut materials, forming waveguides, back-end IC processing, and micro texturing.
- VII.
- Section 8 ends the paper with key points and future prospects.
2. Preparation Methodology of Dicing Blades
3. Optimization of Dicing Blades
3.1. Through Truing
3.2. Through Blade Dressing
3.3. Through Coating
3.4. Through Adding Resin
3.5. Through PCD Blade
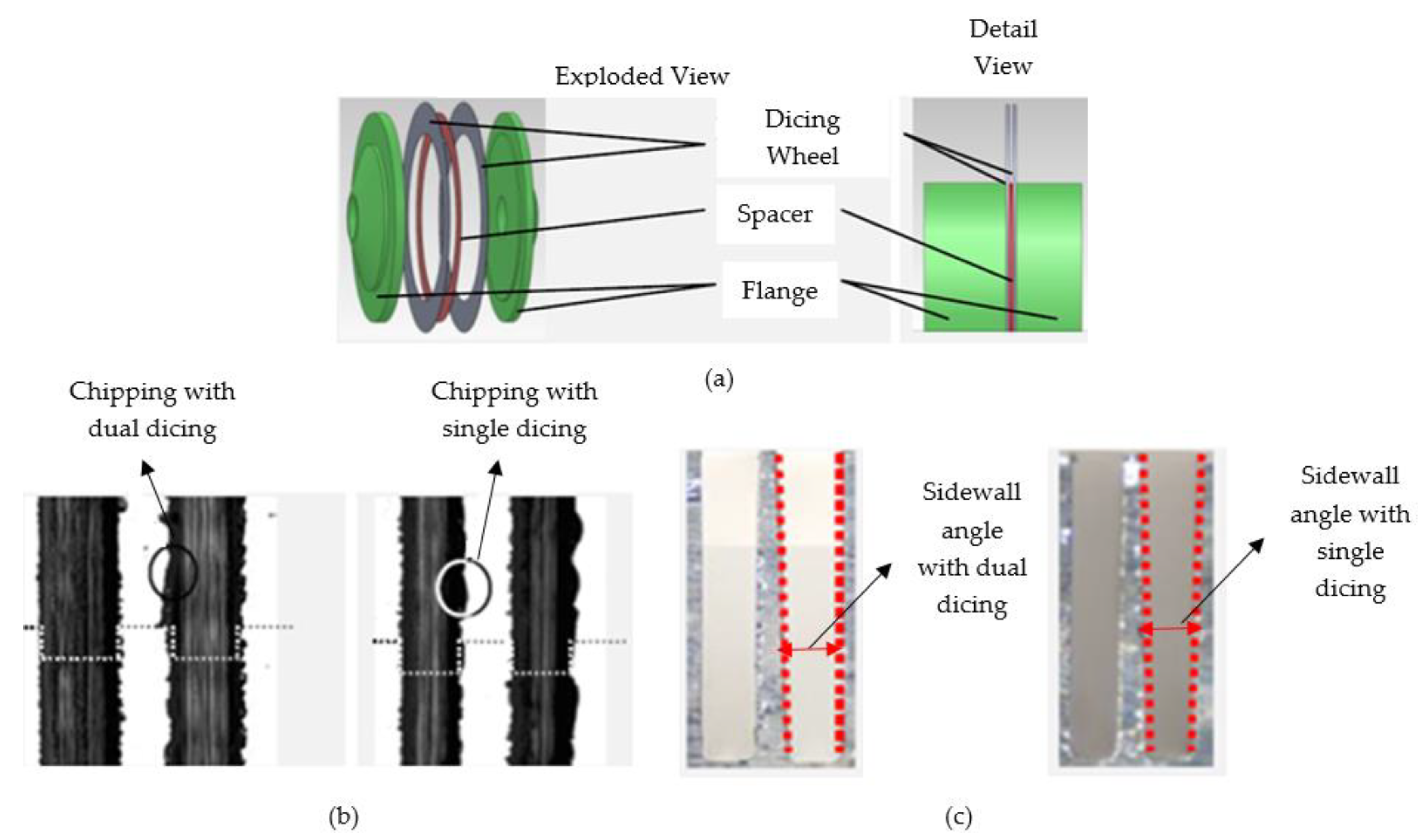
3.6. Through Dual Dicing
3.7. Other Methods
4. Characterization of Dicing Blades
5. Dicing Technique of Dicing Blade
6. Material Removal Mechanism of Dicing Blades
7. Applications of Dicing Blades
7.1. Machining of Hard-to-Cut Materials
7.2. Back-End Process of IC
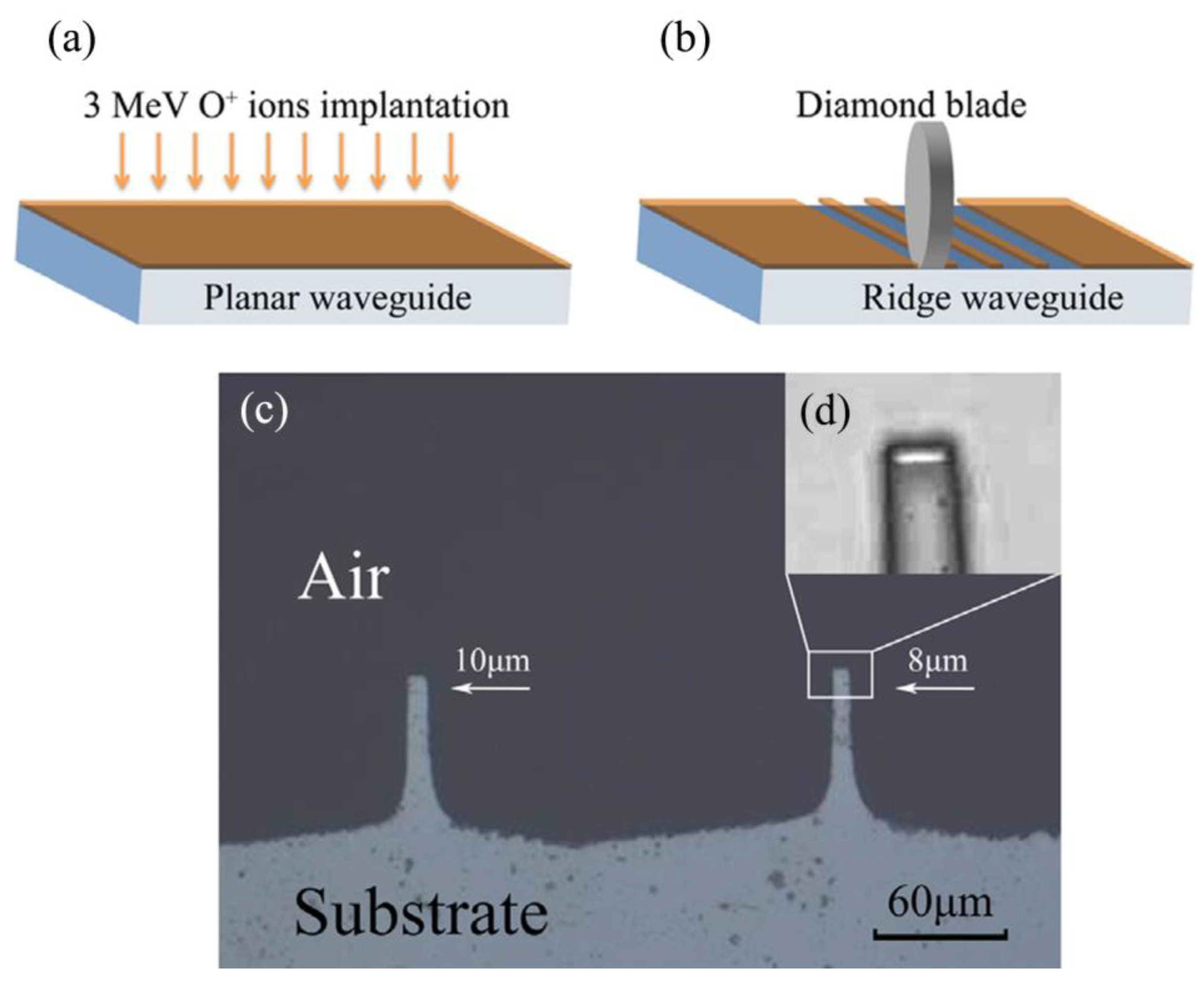
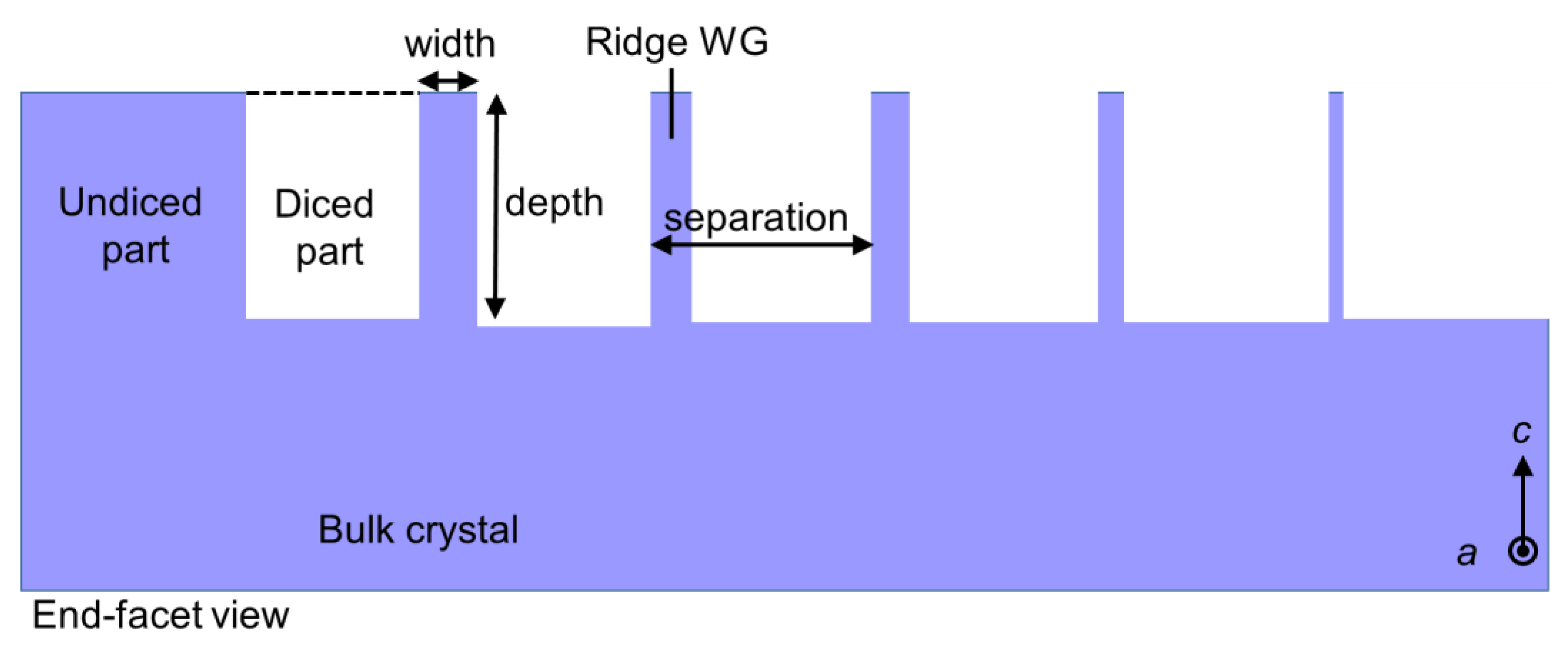
7.3. Optical Waveguide Formation
7.4. Surface Micro Texturing
8. Summary and Future Outlook
- The prominent key points are:
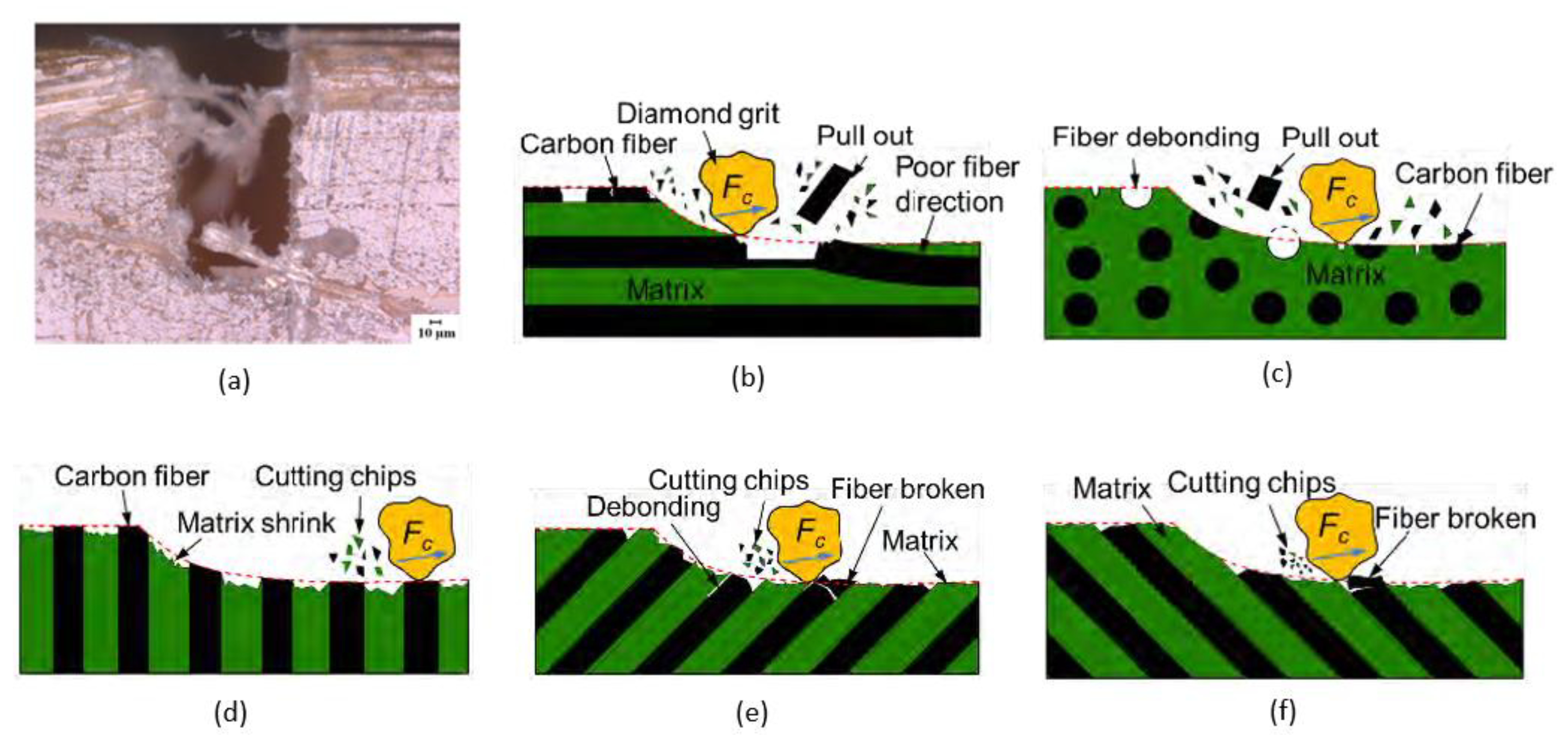
- Dicing blades are capable of forming microstructures on materials such as SiC, quartz, silicon, alumina, CFRP composites, AFRP composites, optical materials, and ceramics while addressing issues such as chipping, cracking, surface roughness, and cutting-edge quality. But besides incorporating optimal dicing and machining parameters for dicing blades, strain rate and dynamic diameter may still influence the surface quality and tolerances.
- The combination of ion irradiation and precise diamond blade dicing shows an efficient method for fabricating high-quality ridge waveguides with lower propagation losses in optical materials, which leads to an increase in waveguide guiding capacity.
- To address dicing defects, optimization techniques create a compatible microstructure on materials to be used in devices (MEMSs and ICs). For example, intervention during the dicing blade preparation phase includes the addition of photopolymerizable resins, BEO, and whisker, which improves machinability, hardness, and wear resistance and reduces chipping and cracking. Furthermore, changes in matrix composition result in a lower unit chipping coefficient, while truing and laser dressing produce sharp grooves and cutting edges. Interventions at the dicing technique level include on-machine laser dressing, which improves surface roughness while allowing for in-line detection of cutting defects. Furthermore, the dual dicing scheme avoids larger cutting groove angles, and PCD blades ensure better surface quality with less chipping.
- Combining the appealing properties of dicing blade machining with recent advances can envision new research benchmarks, including but not limited to the following:
- In the context of optical materials, research can be conducted on the path of single-mode transmissions to further reduce propagation losses. To produce waveguides with high quality and low loss, the fabrication conditions of proton implantation and precise diamond blade dicing should be optimized in the future. For nonlinear frequency conversion, the possibility of fabricating quasi-phase-matching (QPM) ridge waveguides in z-cut KTP through the use of Rb exchange and diamond blade dicing saw may be explored.
- The concept of dual dicing can be explored further for multilayer specimen materials such as low-temperature cofired ceramic (LTCC) and PZT (lead zirconate titanate).
- Keeping in mind the effect of the dynamic diameter of the dicing blade on precision machining, other factors such as dynamic inner diameter and Young’s modulus of the dicing blade require further investigation.
- Future research may include testing a broader range of materials using recognized optimization techniques and numerical modeling of the dicing process for verification purposes.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Von Witzendorff, P.; Stompe, M.; Suttmann, O.; Rissing, L.; Overmeyer, L. Investigation of the cutting performance of laser dressed metal bonded diamond blades. Intl. Cong. App.L. Elect.Opt. 2013, 2013, 840–845. [Google Scholar]
- Deng, H.; Xu, Z. Laser-dressing topography and quality of resin-bonded diamond grinding wheels. Opt. Lasers Eng. 2021, 136, 106322. [Google Scholar] [CrossRef]
- Han, W.; Kunieda, M. Precision electrochemical machining of tungsten micro-rods using wire electrochemical turning method. Int. J. Adv. Manuf. Technol. 2020, 111, 295–307. [Google Scholar] [CrossRef]
- Miao, X.; Qiang, Z.; Wu, M.; Song, L.; Ye, F. The optimal cutting times of multipass abrasive water jet cutting. Int. J. Adv. Manuf. Technol. 2018, 97, 1779–1786. [Google Scholar] [CrossRef]
- Mizuno, M.; Iyama, T.; Zhang, B. Analysis of the sawing process with abrasive circular saw blades. J. Manuf. Sci. Technol. 2008, 130. [Google Scholar] [CrossRef]
- Efrat, U. Optimizing the wafer dicing process. In Proceedings of the 15th IEEE/CHMT International Electronic Manufacturing Technology Symposium, Santa Clara, CA, USA, 4–6 October 1993. [Google Scholar]
- Principles of Dicing. Available online: https://www.inseto.co.uk (accessed on 13 November 2022).
- 061127-Dicing Saw (Dicing Saw, Blade) PPT. Available online: https://wenku.baidu.com (accessed on 18 May 2022).
- Shen, J.; Zhu, X.; Chen, J.; Tao, P.; Wu, X. Investigation on the Edge Chipping in Ultrasonic Assisted Sawing of Monocrystalline Silicon. Micromachines 2019, 10, 616. [Google Scholar] [CrossRef]
- Sullivan, S. Dicing of MEMS Devices. In Handbook of Silicon Based MEMS Materials and Technologies, 1st ed.; Elsevier: Oxford, UK, 2010; pp. 601–606. [Google Scholar]
- Martin, D.; Sullivan, S. Dicing of MEMS Devices. In Handbook of Silicon Based MEMS Materials and Technologies, 2nd ed.; Elsevier: Oxford, UK, 2015; pp. 671–677. [Google Scholar]
- Plasma Dicing 101: The Basics. Available online: https://www.kla.com (accessed on 13 November 2022).
- Precision Processing Tools. Available online: https://www.disco.co.jp/eg/support/term/doc/PrecisionProcessingTools.pdf. (accessed on 13 May 2022).
- Liberati, A.; Altman, D.G.; Tetzlaff, J.; Mulrow, C.; Gøtzsche, P.C.; Ioannidis, J.P.; Clarke, M.; Devereaux, P.J.; Kleijnen, J.; Moher, D. The PRISMA statement for reporting systematic reviews and meta-analyses of studies that evaluate health care interventions: Explanation and elaboration. J. Clin. Epidemiol. 2009, 62, e1–e34. [Google Scholar] [CrossRef]
- Yuan, Z.; Feng, S.; Wu, T. Preparation and characterization of ultra-thin dicing blades with different bonding properties. Int. J. Adv. Manuf. Technol. 2022, 119, 1–16. [Google Scholar] [CrossRef]
- Yuan, Z.; Cheng, K.; Zhang, Y.; Hu, J.; Zheng, P. Investigation on the fabrication of dicing blades with different sintering methods for machining hard-brittle material wafers. Proc. Inst. Mech. Eng. Pt. B J. Eng. Manuf. 2019, 233, 1781–1793. [Google Scholar] [CrossRef]
- Selecting Right Diamond Dicing Blade for Your Application. Available online: https://www.ukam.com (accessed on 13 May 2022).
- Creating Man-Made Diamonds. Available online: https://d.neadiamonds.com (accessed on 2 February 2023).
- Lab-Grown Diamond Production Methods. Available online: https://www.gemsociety.org (accessed on 2 February 2023).
- Wang, J.; Zhao, Q.; Zhang, C.; Guo, B.; Yuan, J. Arc envelope grinding of sapphire steep aspheric surface with sic-reinforced resin-bonded diamond wheel. Int. J. Prec. Eng. Manuf. G. Technol. 2021, 8, 1083–1094. [Google Scholar] [CrossRef]
- Monteverde, F. Hot pressing of hafnium diboride aided by different sinter additives. JMatS 2008, 43, 1002–1007. [Google Scholar] [CrossRef]
- Yu, Z.; Zhao, P.; Hu, F. Study on UV Curing Behavior and Properties of ES/CEP Resin. Cai. Dao./Mat. Rev. 2018, 32, 263–267. [Google Scholar]
- Gild, J.; Kaufmann, K.; Vecchio, K.; Luo, J. Reactive flash spark plasma sintering of high-entropy ultrahigh temperature ceramics. Scripta Mater. 2019, 170, 106–110. [Google Scholar] [CrossRef]
- Song, S.-X.; Wang, Z.; Shi, G.-P. Heating mechanism of spark plasma sintering. Ceram. Int. 2013, 39, 1393–1396. [Google Scholar] [CrossRef]
- Cho, H.J.; Yan, D.; Tam, J.; Erb, U. Effects of diamond particle size on the formation of copper matrix and the thermal transport properties in electrodeposited copper-diamond composite materials. JAllC 2019, 791, 1128–1137. [Google Scholar] [CrossRef]
- Stompe, M.; Cvetkovic, S.; Taptimthong, P.; Rissing, L. Ultra-precision Dicing Process Separation: Effect of Circumferential and Sidewall Grinding. In Proceedings of the 12th euspen International Conference, Stockholm, Sweden, 4–8 June 2012. [Google Scholar]
- Watanabe, K.; Yanagida, D.; Minami, H.; Izumi, Y. Electrical discharge truing of a PCD blade tool on a dicing machine. Procedia CIRP 2020, 95, 494–498. [Google Scholar] [CrossRef]
- Shi, K.W.; Yow, K.; Khoo, R. Developments of blade dressing technique using SiC board for C90 low-k wafer sawing. In Proceedings of the 13th Electronics Packaging Technology Conference, Singapore, 7–9 December 2011. [Google Scholar]
- Von Witzendorff, P.; Moalem, A.; Kling, R.; Overmeyer, L. Laser dressing of metal bonded diamond blades for cutting of hard brittle materials. JLasA 2012, 24, 022002. [Google Scholar] [CrossRef]
- Von Witzendorff, P.; Stompe, M.; Moalem, A.; Cvetkovic, S.; Suttmann, O.; Overmeyer, L.; Rissing, L. Dicing of hard and brittle materials with on-machine laser-dressed metal-bonded diamond blades. Prec. Eng. 2014, 38, 162–167. [Google Scholar] [CrossRef]
- Stompe, M.; Witzendorff, P.; Cvetkovic, S.; Moalem, A.; Stute, U.; Rissing, L. Concept for performance-enhancement of ultra-precision dicing for bulk hard and brittle materials in micro applications by laser dressing. MiEng 2012, 98, 544–547. [Google Scholar] [CrossRef]
- Stompe, M.; Cvetkovic, S.; Taptimthong, P.; Rissing, L. Dressing Criteria for Inline Laser Dressing of Metal-bonded Dicing Blades. In Proceedings of the 12th euspen International Conference, Stockholm, Sweden, 4–8 June 2012. [Google Scholar]
- Chu, J.; Lai, B.-Z.; Yiu, P.; Shen, Y.-L.; Chang, C.-W. Metallic glass coating for improving diamond dicing performance. Sci. Rep. 2020, 10, 1–10. [Google Scholar] [CrossRef]
- Hishamuddin, M.I.; Nayan, N. Reverse Engineering of Dicing Blade to Prolong its Lifetime. Evol. Elect. Electr. Eng. 2020, 1, 161–166. [Google Scholar]
- Deng, J.; Zhang, J.; Tu, Y.; Yang, P.; An, M.; Wang, P. Effect of BEO in the electrodeposition process of Ni/diamond composite coatings for preparation of ultra-thin dicing blades: Experiments and theoretical calculations. Ceram. Int. 2018, 44, 16828–16836. [Google Scholar] [CrossRef]
- Zhu, X.; Wang, Y.; Liu, J.; Wang, Z.; Dong, F. Research of diamond concentration in dicing blade effect by electroplating parameter. In Proceedings of the International Conference on Advanced Composite Materials and Manufacturing Engineering, Yunnan, China, 22–23 June 2019. [Google Scholar]
- Peng, W.; Xu, X.; Zhang, L. Improvement of a dicing blade using a whisker direction-controlled by an electric field. J. Mater. Process. Technol. 2002, 129, 377–379. [Google Scholar] [CrossRef]
- Lee, S.; Tani, Y.; Enomoto, T.; Sato, H. Development of a dicing blade with photopolymerizable resins for improving machinability. CIRP Ann. 2005, 54, 293–296. [Google Scholar] [CrossRef]
- Fujita, T.; Izumi, Y.; Watanabe, J. Ultra-fine grooving technology with high aspect ratio for cemented carbide by PCD (poly-crystalline diamond) blade. Prec. Eng. 2019, 55, 381–389. [Google Scholar] [CrossRef]
- Fujita, T.; Izumi, Y.; Watanabe, J. Ultrafine ductile-mode dicing technology for SiC substrate with metal film using PCD blade. J. Adv. Mech Des. Syst. Manuf. 2019, 13, 1–14. [Google Scholar] [CrossRef]
- Stompe, M.; Cvetkovic, S.; Rissing, L. Dicing concept for mechanical structured materials and multi- layer-specimens. In Proceedings of the 13th euspen International Conference, Berlin, Germany, 27–31 May 2013. [Google Scholar]
- Jiun, H.; Ahmad, I.; Jalar, A.; Omar, G. Effect of Laminated Wafer Toward Dicing Process and Alternative Double Pass Sawing Method to Reduce Chipping. Electr. Pack. Manuf. IEEE Trans. 2006, 29, 17–24. [Google Scholar] [CrossRef]
- Tervonen, A.; Honkanen, S.K.; West, B.R. Ion-exchanged glass waveguide technology: A review. Opt. Eng. 2011, 50, 071107. [Google Scholar]
- Ikeno, J.; Tani, Y.; Fukutani, A.; Sato, H. Development of chipping-free dicing technology applying electrophoretic deposition of ultrafine abrasives. CIRP Ann. 1991, 40, 351–354. [Google Scholar] [CrossRef]
- Araujo, L.; Foschini, C.; Jasinevícius, R.; Fortulan, C. Precision dicing of hard materials with abrasive blade. Int. J. Adv. Manuf. Technol. 2016, 86, 2885–2894. [Google Scholar] [CrossRef]
- Cheung, A.T. Dicing advanced materials for microelectronics. In Proceedings of the International Symposium on Advanced Packaging Materials: Processes, Properties and Interfaces, Irvine, CA, USA, 16–18 March 2005. [Google Scholar]
- Perrottet, D.; Durrant, P.; Richerzhagen, B. Water-jet-guided Laser Technology: A Damage-free Dicing Solution. Adv. Pack. 2006, 15, 24. [Google Scholar]
- Yuan, Z.; Hu, J.; Wen, Q.; Cheng, K.; Zheng, P. Investigation on an Innovative Method for High-Speed Low-Damage Micro-Cutting of CFRP Composites with Diamond Dicing Blades. Materials 2018, 11, 1974. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Z.; Yang, X.; Zheng, L.; Xue, D. High-performance grinding of a 2-m scale silicon carbide mirror blank for the space-based telescope. Int. J. Adv. Manuf. Technol. 2017, 89, 463–473. [Google Scholar] [CrossRef]
- Li, M.-C.; Zhang, F.-L.; Zhou, Y.-M.; Li, W.-X.; Wu, S.; Wu, S. Preparation and performance of resin-bonded grinding wheel with braze-coated diamond grits. DRM 2020, 101, 107619. [Google Scholar] [CrossRef]
- Su, Z.; Zhang, S.; Wu, J.; Liu, L.-L. Cutting performance evaluation of nickel-plated graphite Fe-based diamond saw blades. DRM 2021, 114, 108344. [Google Scholar] [CrossRef]
- Wen, Q.; Hu, J.; Yuan, Z. Sub-Fiber Scale Precision Dicing of Aramid Fiber-Reinforced Plastic Composites. Mac 2022, 10, 334. [Google Scholar] [CrossRef]
- Kim, S.-C.; Lee, E.-S.; Kim, N.-H.; Jeong, H.-D. Machining characteristics on the ultra-precision dicing of silicon wafer. Int. J. Adv. Manuf. Technol. 2007, 33, 662–667. [Google Scholar] [CrossRef]
- Wang, X.; Yuan, Z.; Zhuang, P.; Wu, T.; Feng, S. Study on precision dicing process of SiC wafer with diamond dicing blades. Nanotech. Prec. Eng. 2021, 4, 033004. [Google Scholar] [CrossRef]
- Ma, Y.; Jiang, X.; Cao, Z.; Liu, H.; Li, D. Simulation and Analysis on the Influence of Diamond Blade Cutting Parameters of Grinding Wheel Dicing Saw. In Journal of Physics: Conference Series; IOP Publishing Ltd.: Shenzhen, China, 2022. [Google Scholar]
- Inoue, F.; Podpod, A.; Peng, L.; Phommahaxay, A.; Rebibis, K.J.; Uedono, A.; Beyne, E. Morphological characterization and mechanical behavior by dicing and thinning on direct bonded Si wafer. J. Manuf. Proc. 2020, 58, 811–818. [Google Scholar] [CrossRef]
- Steiert, M.; Wilde, J. Influence of dicing damages on the thermo-mechanical reliability of bare-chip assemblies. MiRe 2014, 54, 1686–1691. [Google Scholar] [CrossRef]
- Bifano, T.G.; Dow, T.A.; Scattergood, R.O. Ductile-regime grinding: A new technology for machining brittle materials. J. Manuf. Sci. Technol. 1991, 113, 184–189. [Google Scholar] [CrossRef]
- Luo, S.; Wang, Z. Studies of chipping mechanisms for dicing silicon wafers. Int. J. Adv. Manuf. Technol. 2008, 35, 1206–1218. [Google Scholar] [CrossRef]
- Mulembo, T.; Ikua, B.; Keraita, J.; Niyibizi, A.; Wangui, E. Developments in Silicon Wafer Micromachining. In Proceedings of the Sustainable Research and Innovation Conference, Juji, Kenya, 3–4 May 2012. [Google Scholar]
- Yang, L. Prediction of steady-state wear coefficients in adhesive wear. Trib.Trans. 2004, 47, 335–340. [Google Scholar] [CrossRef]
- Lin, J.-W.; Cheng, M.-H. Investigation of chipping and wear of silicon wafer dicing. J. Manuf. Proc. 2014, 16, 373–378. [Google Scholar] [CrossRef]
- Yang, L. A test methodology for the determination of wear coefficient. Wear 2005, 259, 1453–1461. [Google Scholar] [CrossRef]
- Zhou, H.; Qiu, S.; Huo, Y.; Zhang, N. High-speed dicing of silicon wafers conducted using ultrathin blades. Int. J. Adv. Manuf. Technol. 2013, 66, 947–953. [Google Scholar] [CrossRef]
- Fuegl, M.; Mackh, G.; Meissner, E.; Frey, L. Analytical stress characterization after different chip separation methods. MiRe 2014, 54, 1735–1740. [Google Scholar] [CrossRef]
- Liu, S.Q.; Chen, Y.; Fu, Y.C.; Hu, A.D. Study on the cutting force and machined surface quality of milling AFRP. MSF 2016, 836, 155–160. [Google Scholar] [CrossRef]
- El-Taweel, T.; Abdel-Maaboud, A.; Azzam, B.; Mohammad, A. Parametric studies on the CO2 laser cutting of Kevlar-49 composite. Int. J. Adv. Manuf. Technol. 2009, 40, 907–917. [Google Scholar] [CrossRef]
- Xu, W.; Zhang, L. On the mechanics and material removal mechanisms of vibration-assisted cutting of unidirectional fibre-reinforced polymer composites. Int. J. Mach. Tol. Manuf. 2014, 80, 1–10. [Google Scholar] [CrossRef]
- Thakur, R.; Singh, K. Abrasive waterjet machining of fiber-reinforced composites: A state-of-the-art review. J. Br. Sc. Mech. Sci. Eng. 2020, 42, 1–25. [Google Scholar] [CrossRef]
- Li, K.; Wang, M.; Chen, F.; Yan, N.; Zou, Q.; Zhao, Y.; Li, J.; Zhao, F. Analysis of the Dynamic Diameter of Superthin Diamond Blades in the High Speed and Precison Dicing Process. Int. J. Prec. Eng. Manuf. 2019, 20, 1071–1081. [Google Scholar] [CrossRef]
- Li, K.; Wang, Y.; Zhao, Y.; Jin, C.; Tang, H.; Zou, Q.; Zhao, Y.; Wang, M. High strain rate of quartz glass and its effects during high-speed dicing. Ceram. Int. 2019, 45, 13523–13529. [Google Scholar] [CrossRef]
- Matsumaru, K.; Takata, A.; Ishizaki, K. Advanced thin dicing blade for sapphire substrate. Sci. Technol. Adv. Mat. 2005, 6, 120–122. [Google Scholar] [CrossRef]
- Touge, M.; Watanabe, J.; Matsuo, T. Ultra-thinning processing of dielectric substrates by precision abrasive machining. CIRP Ann. 2006, 55, 317–320. [Google Scholar] [CrossRef]
- Carpenter, L.; Holmes, C.; Cooper, P.; Gates, J.; Smith, P. Precision dicing of optical materials. In Proceedings of the SPIE—The International Society for Optical Engineering, San Francisco, CA, USA, 3–5 February 2014. [Google Scholar]
- Carpenter, L.; Rogers, H.; Holmes, C.; Gates, J.; Smith, P. Polish-like facet preparation via dicing for silica integrated optics. In Proceedings of the SPIE—The International Society for Optical Engineering, San Francisco, CA, USA, March 2013. [Google Scholar]
- Chen, S.; Tsai, C.; Wu, E.; Shih, I.; Chen, Y. Study on the effects of wafer thinning and dicing on chip strength. IEEE Trans. Adv. Packg. 2006, 29, 149–157. [Google Scholar] [CrossRef]
- Stompe, M.; Cvetkovic, S.; Rissing, L. Blade wear and sidewall quality by dicing of sintered silicon carbide (SSiC). In Proceedings of the 11th Euspen International Conference, Como, Italy, 23–26 May 2011. [Google Scholar]
- Wang, P.; Li, M.; Gao, L.; Meng, H.; Mu, D. The Evaluation of CHIPPING on Single-Crystal Silicon Carbide (SiC) Dicing Machining Using Sintered Diamond Blades. Available online: https://www.spiedigitallibrary.org/conference-proceedings-of-spie/12244/122440F/The-evaluation-of-chipping-on-single-crystal-silicon-carbide-SiC/10.1117/12.2634895.short (accessed on 20 January 2023).
- Lim, S.; Zamri, M.; Yusoff, A. Structure Integrity Analysis on Nickel–Diamond Blade in Dicing of Hard-brittle Ceramic Die. Procedia CIRP 2022, 108, 465–469. [Google Scholar] [CrossRef]
- Semiconductor Manufacturing Process (Back-End Process). Available online: https://www.matsusada.com (accessed on 14 November 2022).
- Integrated Circuit Manufacturing and Chipping Damage. Available online: https://www.olympus-ims.com (accessed on 14 November 2022).
- Wang, C.; Zhang, M.; Chen, X.; Bertrand, M.; Shams-Ansari, A.; Chandrasekhar, S.; Winzer, P.; Loncar, M. Integrated lithium niobate electro-optic modulators operating at CMOS-compatible voltages. Nature 2018, 562, 101–104. [Google Scholar] [CrossRef] [PubMed]
- Wang, S.; Zhao, J.; Gu, J.; Bu, M.; Fan, L.; Li, S.; Qin, X.; Yao, Y.; Ren, Y.; Wang, L. Study on LiNbO3 Channel and Ridge Waveguides-Based on Helium Ion Implantation Combined with Lithography and Precise Diamond Dicing. Available online: https://www.researching.cn/HiringPubPDF/COL-22-0074.pdf (accessed on 20 January 2023).
- Ríos, C.; Stegmaier, M.; Hosseini, P.; Wang, D.; Scherer, T.; Wright, C.D.; Bhaskaran, H.; Pernice, W.H. Integrated all-photonic non-volatile multi-level memory. Nat. Photon. 2015, 9, 725–732. [Google Scholar] [CrossRef]
- Jia, Y.; Rüter, C.E.; Akhmadaliev, S.; Zhou, S.; Chen, F.; Kip, D. Ridge waveguide lasers in Nd: YAG crystals produced by combining swift heavy ion irradiation and precise diamond blade dicing. Opt. Mat. Exp. 2013, 3, 433–438. [Google Scholar] [CrossRef]
- Liu, C.-X.; You, J.-L.; Lin, S.-Q.; Chen, J.-Y.; Tang, M.; Lin, S.-B.; Zheng, R.-L.; Fu, L.-L.; Zhang, L.-L. A ridge waveguide constructed by H+ implantation and precise diamond blade dicing in high-gain Nd3+-doped laser glass. Optik 2021, 225, 165881. [Google Scholar] [CrossRef]
- Yashar, A.B.; Ilan, H.; Agranat, A.J. Construction of waveguiding structures in potassium lithium tantalate niobate crystals by combined laser ablation and ion implantation. Appl. Phys. A 2015, 118, 403–407. [Google Scholar] [CrossRef]
- Zhao, J.; Ye, L.; Liu, Y.; Li, S.; Fu, G.; Yue, Q. Optical properties and surface blistering visualization on multiple-energy He-implanted Yb: YGG crystal by annealing treatment. Results Phys. 2019, 15, 102621. [Google Scholar] [CrossRef]
- Bentini, G.; Bianconi, M.; Chiarini, M.; Correra, L.; Sada, C.; Mazzoldi, P.; Argiolas, N.; Bazzan, M.; Guzzi, R. Effect of low dose high energy O3+ implantation on refractive index and linear electro-optic properties in X-cut LiNbO3: Planar optical waveguide formation and characterization. J. Appl. Phys. 2002, 92, 6477–6483. [Google Scholar] [CrossRef]
- Chen, F.; Tan, Y.; Jaque, D. Ion-implanted optical channel waveguides in neodymium-doped yttrium aluminum garnet transparent ceramics for integrated laser generation. Opt. Lett. 2009, 34, 28–30. [Google Scholar] [CrossRef] [PubMed]
- García-Navarro, A.; Olivares, J.; García, G.; Agulló-López, F.; García-Blanco, S.; Merchant, C.; Aitchison, J.S. Fabrication of optical waveguides in KGW by swift heavy ion beam irradiation. Nucl. Instrum. Methods Phys. Res. B 2006, 249, 177–180. [Google Scholar]
- Montanari, G.; De Nicola, P.; Sugliani, S.; Menin, A.; Parini, A.; Nubile, A.; Bellanca, G.; Chiarini, M.; Bianconi, M.; Bentini, G. Step-index optical waveguide produced by multi-step ion implantation in LiNbO3. Opt. Express 2012, 20, 4444–4453. [Google Scholar] [CrossRef]
- Ren, Y.; Dong, N.; Chen, F.; Jaque, D. Swift nitrogen ion irradiated waveguide lasers in Nd: YAG crystal. Opt. Express 2011, 19, 5522–5527. [Google Scholar] [CrossRef]
- Gattass, R.R.; Mazur, E. Femtosecond laser micromachining in transparent materials. Nat. Photon. 2008, 2, 219–225. [Google Scholar] [CrossRef]
- Zolotoyabko, E.; Avrahami, Y.; Sauer, W.; Metzger, T.; Peisl, J. High-temperature phase transformation in Ti-diffused waveguide layers of LiNbO3. Appl. Phys. Lett. 1998, 73, 1352–1354. [Google Scholar] [CrossRef]
- Liu, T.; Kong, W.; Liu, C. Surface behavior in potassium titanyl phosphate crystal irradiated by swift Kr8+ ions. Opt. Express 2019, 58, 096110. [Google Scholar] [CrossRef]
- Tan, Y.; Chen, F.; Wang, L.; Wang, K.-M.; Lu, Q.-M. Thermal stability of carbon-ion-implanted Nd: YVO4 optical planar waveguide. JKPS 2008, 52, 80. [Google Scholar] [CrossRef]
- Wang, Y.; Zhao, J.; Zhu, Q.; Shen, J.; Wang, Z.; Guo, H.-T.; Liu, C. Near-infrared carbon-implanted waveguides in Tb3+-doped aluminum borosilicate glasses. Front. Optoelec. 2019, 12, 392–396. [Google Scholar] [CrossRef]
- Zhou, Y.-F.; Wang, L.; Liu, P.; Liu, T.; Zhang, L.; Huang, D.-T.; Wang, X.-L. Ridge waveguide fabrication by combining ion implantation and precise dicing on a LiNbO3 crystal. Nucl. Instrum. Methods Phys. Res. B 2014, 326, 110–112. [Google Scholar]
- Cheng, Y.; Lv, J.; Akhmadaliev, S.; Zhou, S.; Kong, Y.; Chen, F. Mid-infrared ridge waveguide in MgO: LiNbO3 crystal produced by combination of swift O5+ ion irradiation and precise diamond blade dicing. Opt. Mater. 2015, 48, 209–214. [Google Scholar] [CrossRef]
- Cheng, Y.; Lv, J.; Chen, F. Mid-infrared ZnSe ridge waveguides fabricated by swift Kr8+ ion irradiation combined with precise diamond blade dicing. Opt. Mat. Exp. 2015, 5, 2292–2299. [Google Scholar] [CrossRef]
- Luan, Q.; Tan, Y.; Akhmadaliev, S.; Zhou, S.; Yu, H.; Zhang, H.; Chen, F. Optical ridge waveguides in Nd: CNGG disorder laser crystal produced by combination of carbon ion irradiation and precise diamond blade dicing. Opt. Mater. 2015, 39, 247–250. [Google Scholar] [CrossRef]
- Chen, C.; Luan, Q.; He, R.; Cheng, C.; Akhmadaliev, S.; Zhou, S.; Yu, H.; Zhang, H.; Chen, F. Ridge waveguides in Nd: ABC3O7 disordered crystals produced by swift C5+ ion irradiation and precise diamond dicing: Broad band guidance and spectroscopic properties. Opt. Laser Technol. 2015, 68, 84–88. [Google Scholar] [CrossRef]
- Cheng, Y.; Lv, J.; Akhmadaliev, S.; Zhou, S.; Chen, F. Optical ridge waveguides in Nd: LGS crystal produced by combination of swift C5+ ion irradiation and precise diamond blade dicing. Opt. Laser Technol. 2016, 81, 122–126. [Google Scholar] [CrossRef]
- Li, R.; Nie, W.; Shang, Z.; Cheng, C.; Akhmadaliev, S.; Zhou, S.; Lu, Q.; Chen, F. Guided-wave second harmonics in Nd:YCOB ridge waveguides produced by combination of carbon ion irradiation and precise diamond blade dicing. Opt. Mater. 2016, 57, 153–157. [Google Scholar] [CrossRef]
- Xu, H.; Li, Z.; Pang, C.; Li, R.; Li, G.; Akhmadaliev, S.; Zhou, S.; Lu, Q.; Jia, Y.; Chen, F. Second harmonic generation from precise diamond blade diced ridge waveguides. Chin. Phys. B 2022, 31, 094209. [Google Scholar] [CrossRef]
- Chen, C.; Lu, Q.; Akhmadaliev, S.; Zhou, S. Diamond-blade diced trapezoidal ridge waveguides in YCOB crystal for second harmonic generation. Opt. Laser Technol. 2020, 126, 106128. [Google Scholar] [CrossRef]
- Cheng, Y.; Song, H.; Li, S. Infrared LiF ridge waveguide fabricated by carbon ion irradiation. Laser Phys. 2022, 32, 126201. [Google Scholar] [CrossRef]
- Volk, M.F.; Rüter, C.E.; Santandrea, M.; Eigner, C.; Padberg, L.; Herrmann, H.; Silberhorn, C.; Kip, D. Fabrication of low-loss Rb-exchanged ridge waveguides in z-cut KTiOPO4. Opt. Mat. Exp. 2018, 8, 82–87. [Google Scholar] [CrossRef]
- Zhang, J.; Guo, W.-T.; Tang, C.-Y.; Yan, S.; Li, W.-N.; Liu, C.-X. Planar and ridge waveguides in Yb3+-doped silicate glasses fabricated by proton implantation and precise diamond blade dicing. Opt. Commun. 2019, 453, 124344. [Google Scholar] [CrossRef]
- Loiko, P.; Gauthier-Manuel, L.; Brasse, G.; Kifle, E.; Guillemot, L.; Braud, A.; Benayad, A.; Menard, V.; Camy, P. Channel waveguide lasers in bulk Tm: LiYF4 produced by deep diamond-saw dicing. Opt. Express 2020, 28, 26676–26689. [Google Scholar] [CrossRef]
- Loiko, P.; Gauthier-Manuel, L.; Brasse, G.; Braud, A.; Benayad, A.; Camy, P. Efficient wavelength-tunable deep-diced ridge waveguide lasers in bulk Yb3+: CaF2 crystal. Opt. Mater. 2021, 113, 110861. [Google Scholar] [CrossRef]
- Grootes, R.; Dijkstra, M.; Klaver, Y.; Marpaung, D.; Offerhaus, H. Crack barriers for thick SiN using dicing. Opt. Express 2022, 30, 16725–16733. [Google Scholar] [CrossRef]
- Cvetković, S.; Morsbach, C.; Rissing, L. Ultra-precision dicing and wire sawing of silicon carbide (SiC). Microelectron. Eng. 2011, 88, 2500–2504. [Google Scholar] [CrossRef]

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Matrix Composition (Mass Ratios %) | |
|---|---|
| 1. | CuSn33 (32) + CuZn20 (18) + Co (20) + YA520 (30) |
| 2. | CuSn40 (25) + Cu (50) + Sn (5) + CuSn10 (20) |
| 3. | Cu (70) + Sn (18) + Zn (5) + Ni (7) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yuan, Z.; Riaz, A.; Chohan, B.s. Precision Machining by Dicing Blades: A Systematic Review. Machines 2023, 11, 259. https://doi.org/10.3390/machines11020259
Yuan Z, Riaz A, Chohan Bs. Precision Machining by Dicing Blades: A Systematic Review. Machines. 2023; 11(2):259. https://doi.org/10.3390/machines11020259
Chicago/Turabian StyleYuan, Zewei, Ali Riaz, and Bilal shabbir Chohan. 2023. "Precision Machining by Dicing Blades: A Systematic Review" Machines 11, no. 2: 259. https://doi.org/10.3390/machines11020259
APA StyleYuan, Z., Riaz, A., & Chohan, B. s. (2023). Precision Machining by Dicing Blades: A Systematic Review. Machines, 11(2), 259. https://doi.org/10.3390/machines11020259