

Experimental Study on Electro-Spark Additive/Subtractive Repair for Worn Cemented Carbide

Abstract
:1. Introduction
2. Electro-Spark Additive/Subtractive Repair Models
2.1. Ultrasonic-Assisted EDM Grinding Model
2.2. Electro-Spark Deposition Model
3. Ultrasonic-Assisted EDM Grinding Experiments
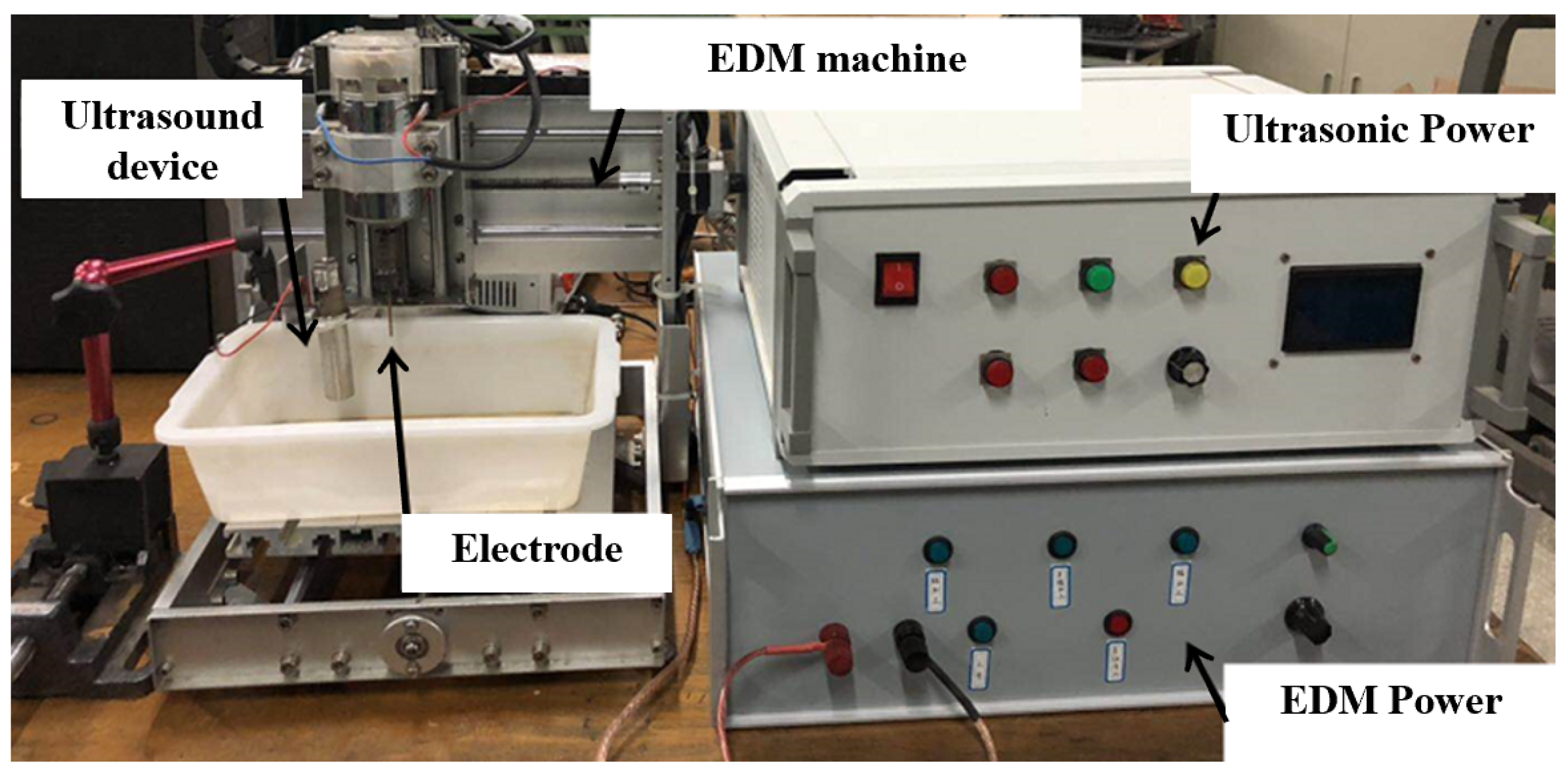
3.1. Experimental Setup of UEDG
3.2. Experiment Results of UEDG
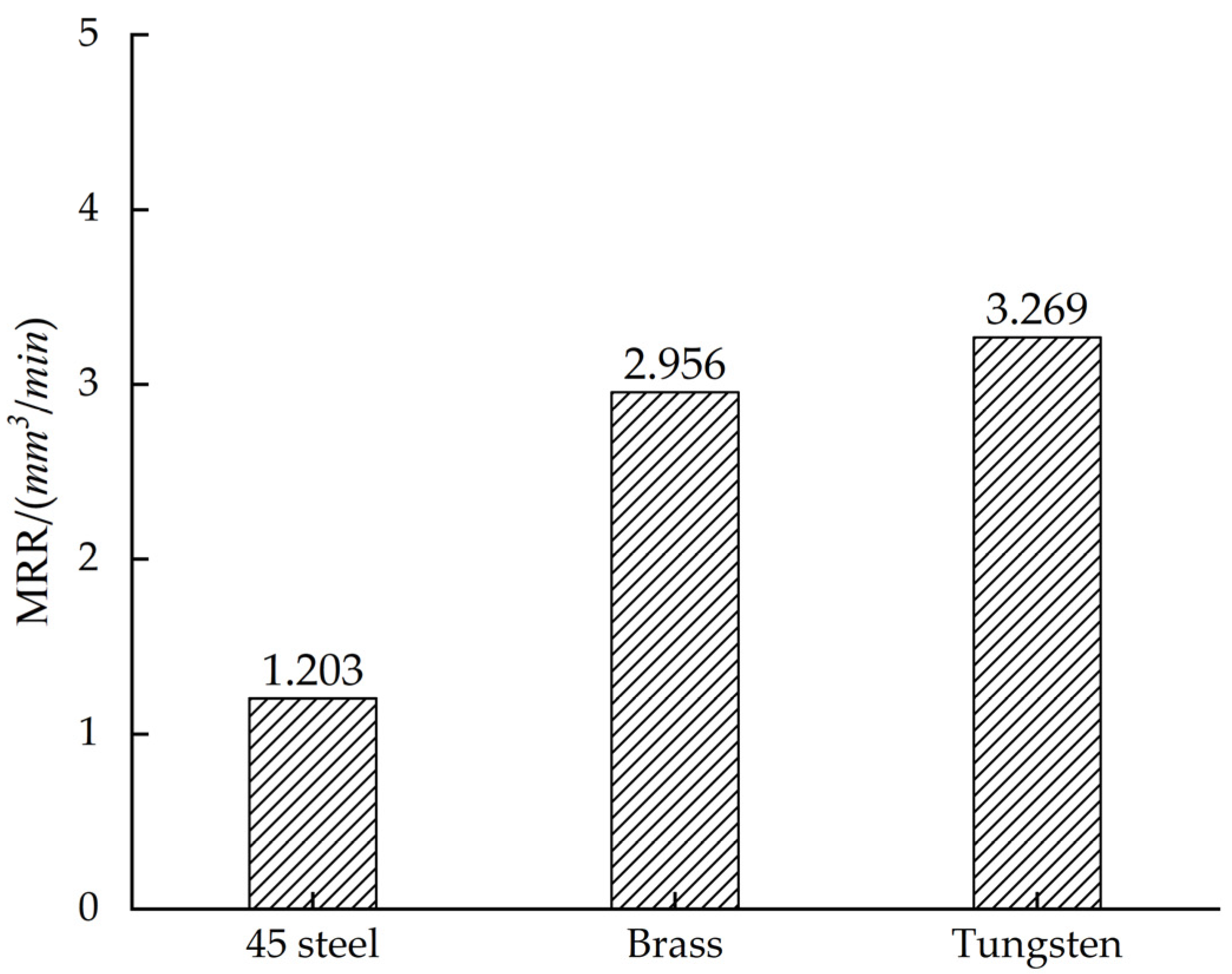
3.2.1. Effect of Different Electrode Materials on Material Removal Rate
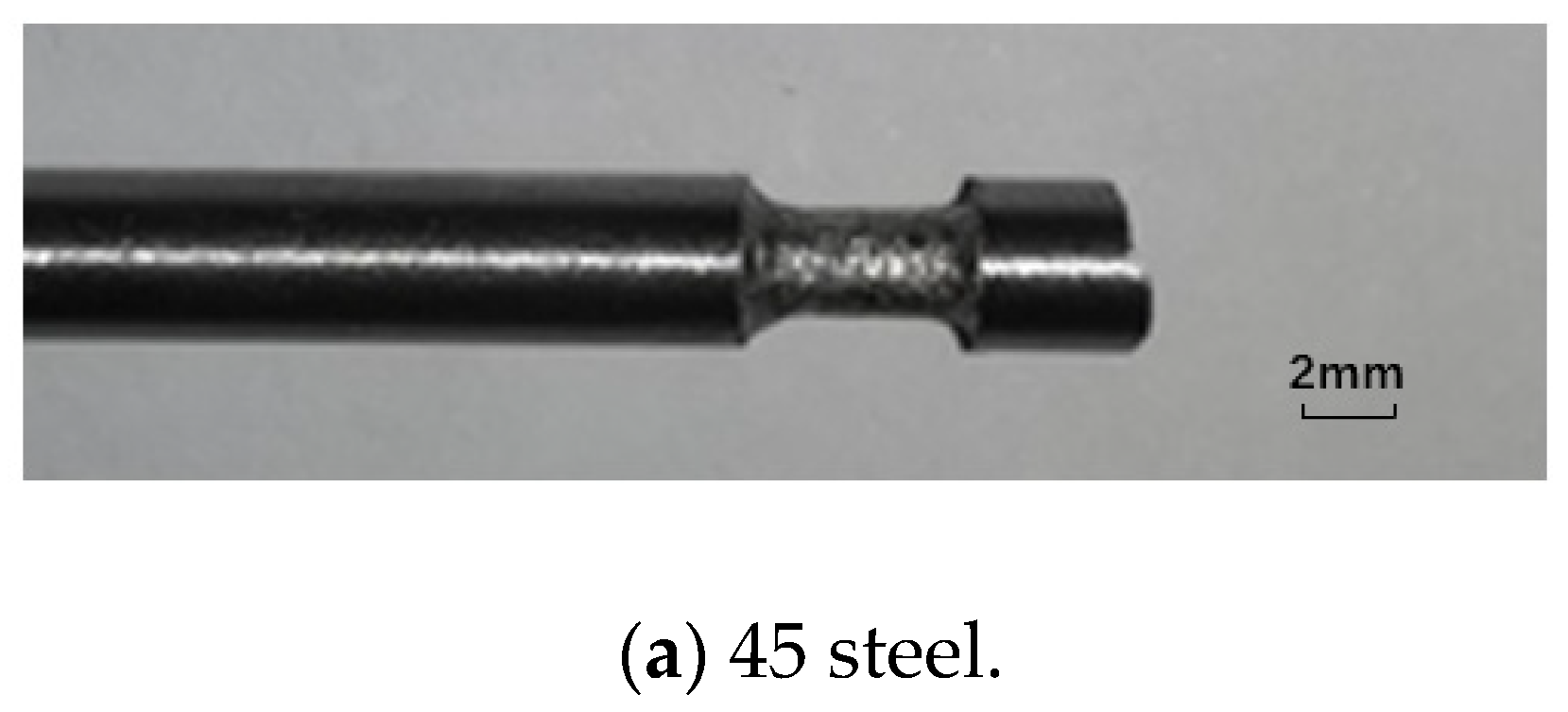
3.2.2. Effect of Different Electrode Materials on Electrode Wear
3.2.3. Distribution of Electrode Materials in the Molten Pool
4. Comparative Experiment of Electro-Spark Deposition Machining
4.1. Experimental Setup of ESD
4.2. Experimental Results
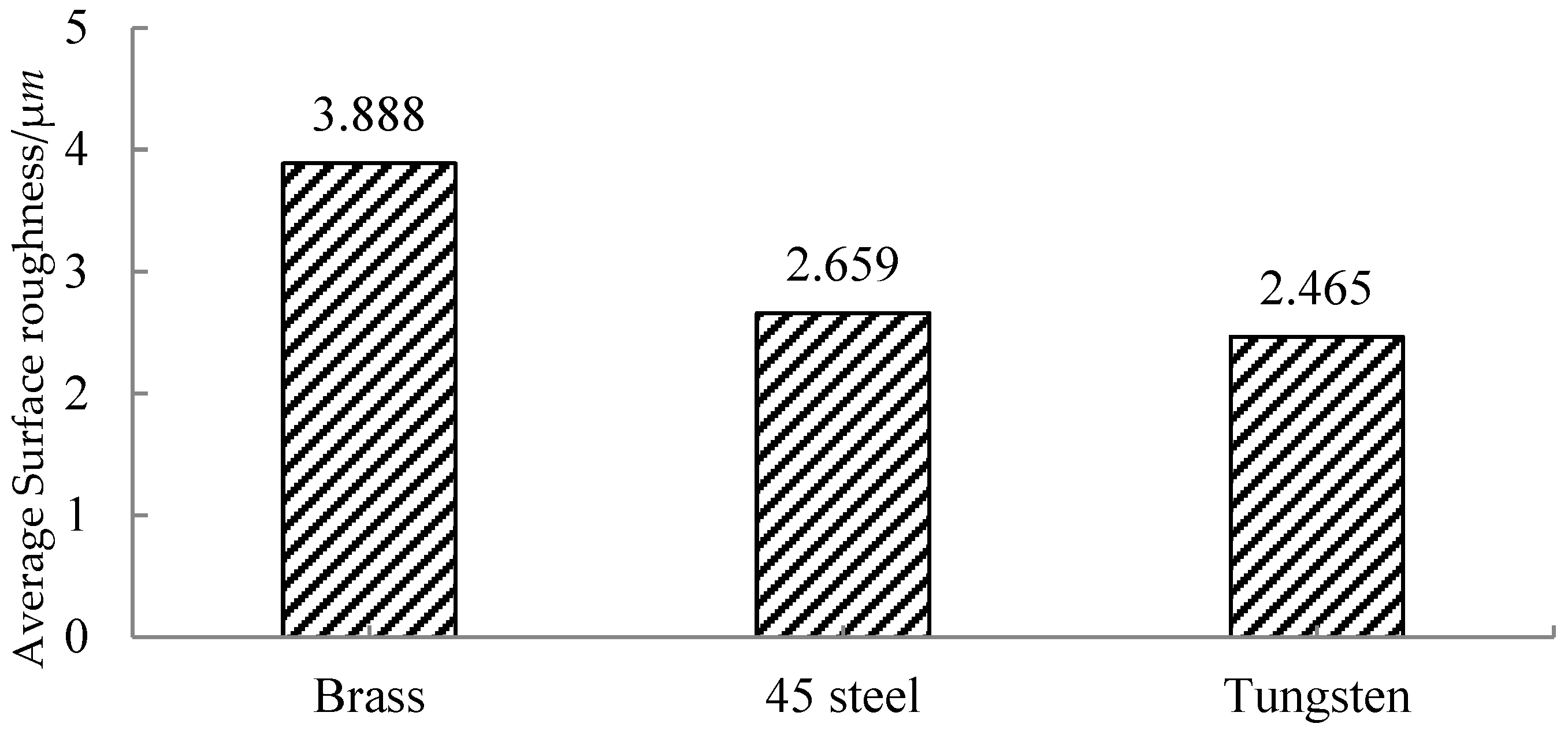
4.2.1. Effect of Different Electrode Materials on the Surface Roughness of the Deposited Layer
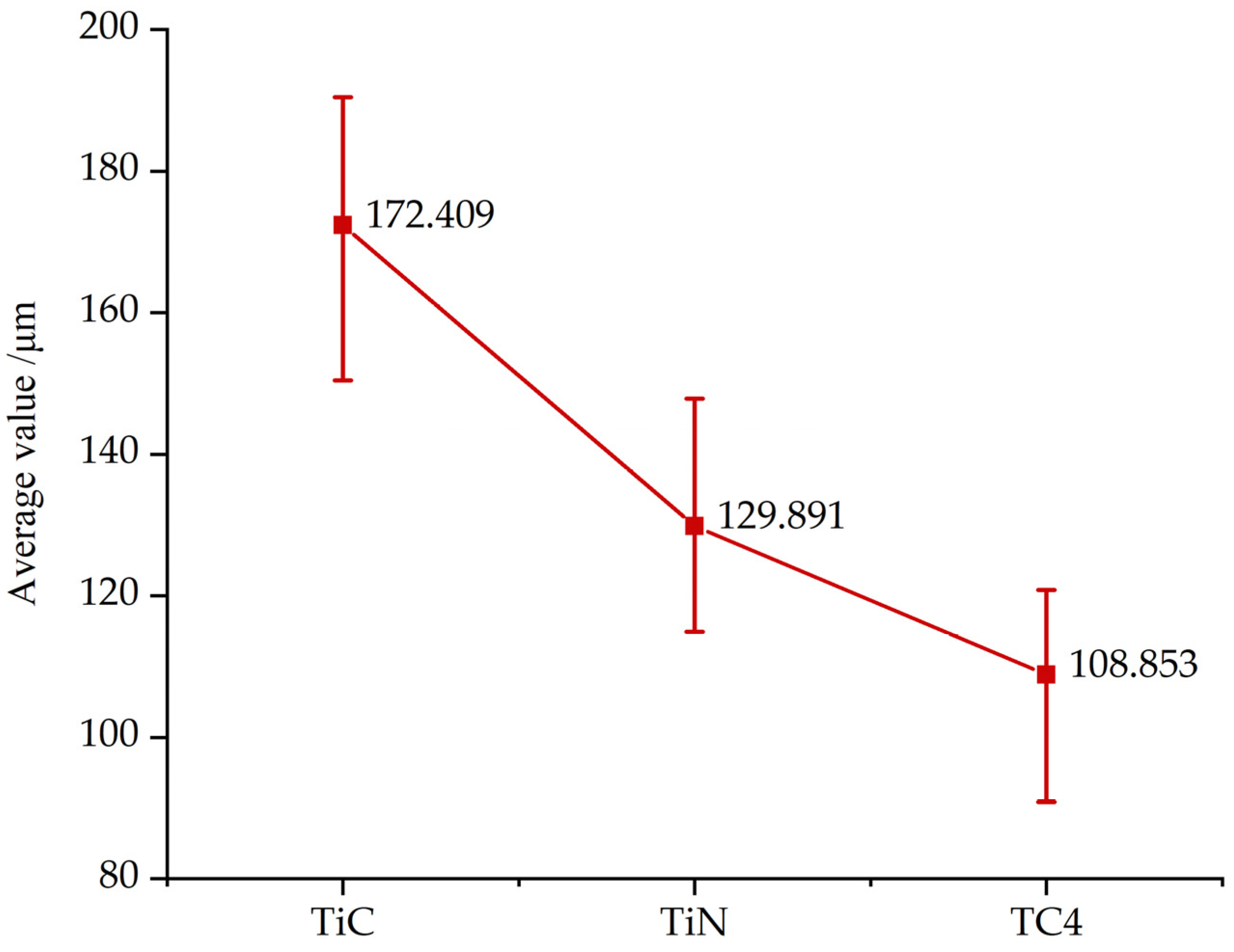
4.2.2. Effect of Different Electrode Materials on the Thickness of the Deposited Layer
4.2.3. Effect of Different Electrode Materials on the Hardness of the Deposited Layer
5. Conclusions
- (1)
- In the experiment studying the influence of different electrode materials on ultrasonic-assisted EDM grinding, the material removal rate of the tungsten electrode reached 3.27 mm3/min. The tungsten electrode showed the highest material removal rate and machining efficiency, lowest electrode loss, and best surface quality. The material removal rate of the brass electrode was 2.96 mm3/min, which was higher than that of a 45 steel electrode of 1.2 mm3/min, and 45 steel electrodes have better surface quality than brass.
- (2)
- In the comparative experiment of ESD on cemented carbide, the effects of TiC, TiN, and TC4, which are commonly used as cemented carbide coatings, on the deposition effect were investigated. Under the same deposition conditions, the surface roughness of the TC4 material is better than that of the TiN and TiC materials. The hardness of the deposition layer of TiC is the greatest among the three materials, and the hardness value reaches 2231.9 HV, which is higher than the hardness value of 2104.5 HV and 2199.8 HV for TiN and TC4, respectively; thus, the thickness and hardness of the TiC material deposition layer are better than for TiN and TC4.
6. Innovation and Prospects for Future Research
- (1)
- In the UEDG experiment, the oxide layer appears on the surface of the cemented carbide after processing. If the oxide layer is not treated, it will affect the later deposition processing effect. If methods and techniques for reducing or eliminating oxide layers can be developed, this will effectively improve the efficiency of EDM addition and reduction.
- (2)
- In the ESD experiment, the tester’s operation level is required to be high, and any carelessness on the part of the operator may adversely affect the spark deposition effect. Therefore, if the ESD process can achieve automatic control, the processing effect and efficiency will be significantly improved.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Feng, H.; Xiang, D.; Wu, B.; Zhao, B. Ultrasonic vibration-assisted grinding of blind holes and internal threads in cemented carbides. Int. J. Adv. Manuf. Technol. 2019, 104, 1357–1367. [Google Scholar] [CrossRef]
- Holubets, V.M.; Pashechko, M.I.; Borc, J.; Tisov, O.V.; Shpuliar, Y.S. Wear resistance of electrospark-deposited coatings in dry sliding friction conditions. Powder Metall. Met. Ceram. 2021, 60, 90–96. [Google Scholar] [CrossRef]
- Enrique, P.D.; Peterkin, S.; Zhou, N.Y. Parametric Study of Automated Electrospark Deposition for Ni-Based Superalloys. Weld. J. 2021, 100, 239S–248S. [Google Scholar] [CrossRef]
- Li, Y.; Deng, J.; Chai, Y.; Fan, W. Surface textures on cemented carbide cutting tools by micro EDM assisted with high-frequency vibration. Int. J. Adv. Manuf. Technol. 2016, 82, 2157–2165. [Google Scholar] [CrossRef]
- Qutaba, S.; Asmelash, M.; Saptaji, K.; Azhari, A. A review on peening processes and its effect on surfaces. Int. J. Adv. Manuf. Technol. 2022, 120, 4233–4270. [Google Scholar] [CrossRef]
- Bagherifard, S. Enhancing the structural performance of lightweight metals by shot peening. Adv. Eng. Mater. 2019, 21, 1801140. [Google Scholar] [CrossRef]
- Dong, C.; Wu, A.M.; Hao, S.Z.; Zou, J.; Liu, Z.; Zhong, P.; Zhang, A.; Xu, T.; Chen, J.; Xu, J.; et al. Surface treatment by high current pulsed electron beam. Surf. Coat. Technol. 2003, 163, 620–624. [Google Scholar] [CrossRef]
- Brown, M.S.; Arnold, C.B. Fundamentals of Laser-Material Interaction and Application to Multiscale Surface Modification; Laser Precision Microfabrication: Berlin/Heidelberg, Germany; Springer: Berlin/Heidelberg, Germany, 2010; pp. 91–120. [Google Scholar]
- Rajan, T.S.; Sharma, C.P.; Sharma, A.K. Heat Treatment: Principles and Techniques; PHI Learning Pvt. Ltd.: New Delhi, India, 2011. [Google Scholar]
- Mittemeijer, E.J.; Somers, M.A. (Eds.) Thermochemical Surface Engineering of Steels; Woodhead Publishing: Cambridge, UK, 2014. [Google Scholar]
- Czerwinski, F. (Ed.) Heat Treatment: Conventional and Novel Applications; BoD–Books on Demand: Norderstedt, Germany, 2012. [Google Scholar]
- Sychev, A.P.; Kolesnikov, I.V.; Sycheva, M.A. Extending the life of frictional components in freight cars by hybrid electrospark deposition. Russ. Eng. Res. 2022, 42, 49–52. [Google Scholar] [CrossRef]
- Tarelnyk, V.B.; Gaponova, O.P.; Myslyvchenko, O.M.; Sarzhanov, B.O. Electrospark deposition of multilayer coatings. Powder Metall. Met. Ceram. 2020, 59, 76–88. [Google Scholar] [CrossRef]
- Senin, P.V.; Velichko, S.A.; Martynov, A.V.; Martynova, E.G. Increasing the wear resistance of forged tools by electrospark deposition. Russ. Eng. Res. 2020, 40, 427–430. [Google Scholar] [CrossRef]
- Abdullah, A.; Shabgard, M.R.; Ivanov, A.; Shervanyi-Tabar, M.T. Effect of Ultrasonic-assisted EDM on the Surface Integrity of Cemented Tungsten Carbide (WC-Co). Int. J. Adv. Manuf. Technol. 2009, 49, 268–280. [Google Scholar] [CrossRef]
- Kunieda, M.; Nishiwaki, X. Observation of Arc Column Movement during Mono-pulse Discharge in EDM. Ann. CIRP 1992, 14, 150–157. [Google Scholar]
- Hsue, A.W.J.; Hab, T.J.; Lin, T.M. Pulse efficiency and gap status of rotary ultrasonic assisted electrical discharge machining and EDM milling. Procedia CIRP 2018, 68, 783–788. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhang, Y.; Lin, L.; Wu, J.; Yu, H.; Pan, X.; Li, G.; Wu, J.; Xue, T. Study on productivity and aerosol emissions of magnetic field-assisted EDM process of SiCp/Al composite with high volume fractions. J. Clean. Prod. 2021, 292, 126018. [Google Scholar] [CrossRef]
- Xu, M.G.; Zhang, J.H.; Li, Y.; Zhang, Q.H.; Ren, S.F. Material removal mechanisms of cemented carbides machined by ultrasonic vibration assisted EDM in gas medium. J. Mater. Process. Technol. 2009, 209, 1742–1746. [Google Scholar] [CrossRef]
- Wang, J.; Meng, H.; Yu, H.; Fan, Z.; Sun, D. Surface hardening of Fe-based alloy powders by Nd:YAG laser cladding followed by electrospark deposition with WC-Co cemented carbide. Rare Met. 2010, 29, 380–384. [Google Scholar] [CrossRef]
- Radek, N.; Bartkowiak, K. Laser Treatment of Cu-Mo Electro-spark Deposited Coatings. Phys. Procedia 2011, 32, 499–505. [Google Scholar] [CrossRef] [Green Version]
- Burkov, A.A.; Chigrin, P.G. Synthesis of Ti-Al intermetallic coatings via electrospark deposition in a mixture of Ti and Al granules technique. Surf. Coat. Technol. 2020, 387, 125550. [Google Scholar] [CrossRef]
- Wang, W.; Du, M.; Zhang, X.; Luan, C.; Tian, Y. Preparation and Properties of Mo Coating on H13 Steel by Electro Spark Deposition Process. Materials 2021, 14, 3700. [Google Scholar] [CrossRef]
- Guo, X. Research on Process of Electro-spark Surface Deposition. New Technol. New Process. 2012, 9, 96–98. (In Chinese) [Google Scholar]
- Guo, H.; Cao, M. Method and Experimental Study of EDM in Reducing Electrode Wear. Mod. Manuf. Eng. 2014, 9, 85–89. (In Chinese) [Google Scholar]
- Konyashin, I.Y. PVD/CVD technology for coating cemented carbides. Surf. Coat. Technol. 1995, 71, 277–283. [Google Scholar] [CrossRef]
- Gao, D.; Shen, D. Research on Improve the Hardness of Electro-spark Strength Layer. Mater. Mech. Eng. 2000, 24, 16–18. (In Chinese) [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Descriptions |
|---|---|
| Maintenance voltage | 70 V |
| Peak current | 10 A |
| Pulse width | 20 μs |
| Working fluid | Deionized water |
| Tool electrode material | 45 steel, brass, tungsten |
| Tool size | L = 70 mm, ∅ = 4 mm |
| Workpiece material | Cemented carbide |
| Workpiece size | 40 mm × 41 mm × 5 mm |
| Polarity | Positive |
| Machining depth | 2 mm |
| Ultrasonic frequency | 20 kHz |
| Measuring instrument | IFM G5 surface topography measuring instrument |
| Electrode Material | Melting Point/°C | Conductivity/(S/m) | Thermal Conductivity/(W/(m·K) | Density/(g/cm3) |
|---|---|---|---|---|
| Brass H80 | 967 | 14.49 | 108.9 | 8.7 |
| 45 steel | 1495 | 5.00 | 50.2 | 7.85 |
| Tungsten | 3390 | 18.60 | 174 | 19.35 |
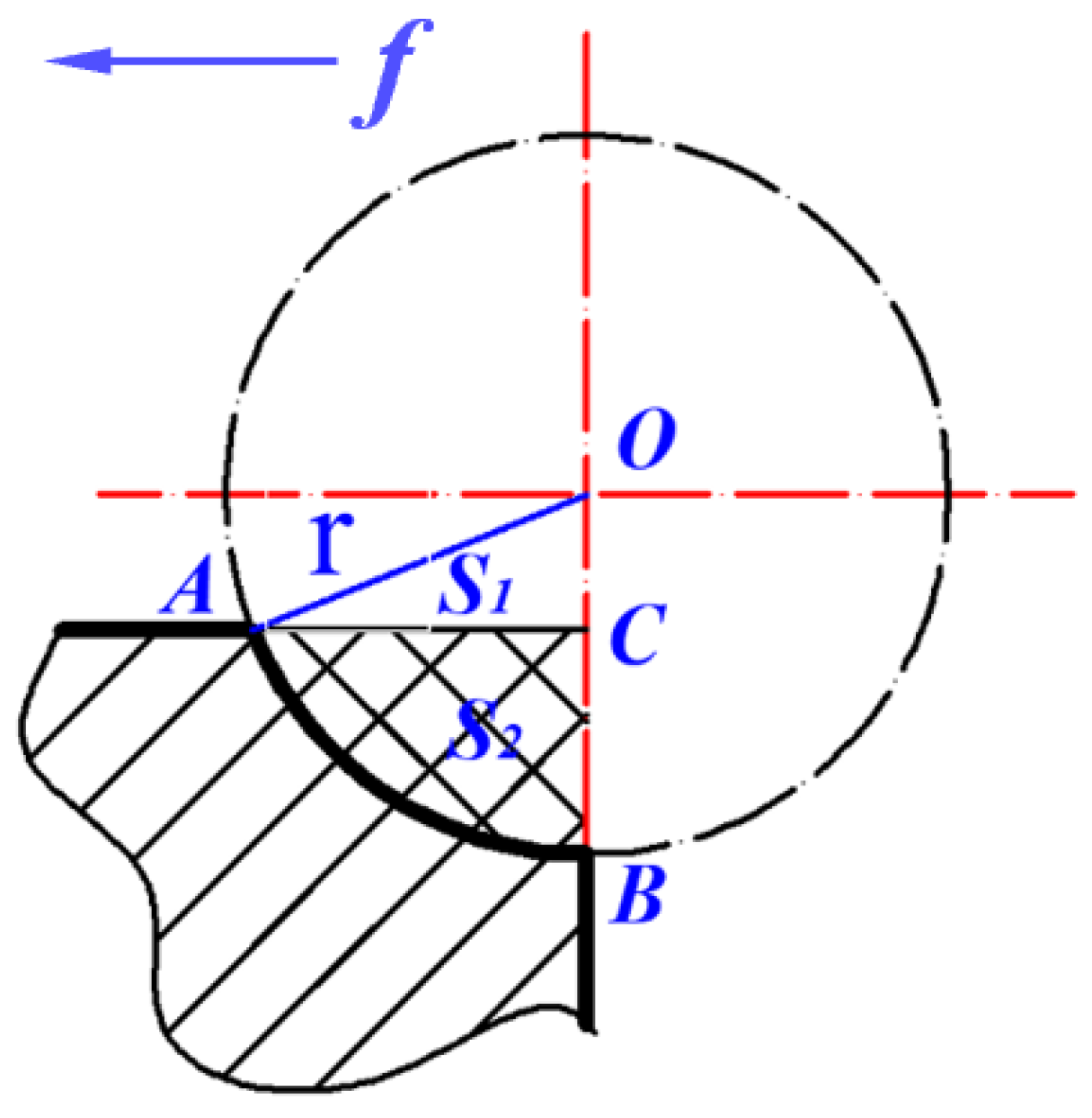
| Electrode Material | r/mm | Coordinate Value | θ/° | Area/mm2 | |||||
|---|---|---|---|---|---|---|---|---|---|
| Point O | Point A | Point B | Point C | S3 | S1 | S2 | |||
| 45 steel | 1.983 | 58.769, 23.543 | 57.053, 22.549 | 58.769, 21.560 | 58.769, 22.549 | 59.917 | 2.056 | 0.853 | 1.203 |
| Brass H80 | 1.968 | 96.189, 16.516 | 94.221, 16.472 | 96.189, 14.548 | 96.189, 16.472 | 88.719 | 2.999 | 0.043 | 2.956 |
| Tungsten | 2.055 | 2.769, 58.182 | 0.715, 58.159 | 2.769, 56.127 | 2.769, 58.159 | 89.359 | 3.293 | 0.024 | 3.269 |
| Electrode Material | Processing Time t/min | Absolute Loss ME/g | Absolute Loss Rate vE/(g/min) | Workpiece Removal Speed vM/(g/min) |
|---|---|---|---|---|
| Brass H80 | 5 | 0.30 | 0.060 | 0.018 |
| 45 steel | 5 | 0.21 | 0.042 | 0.044 |
| Tungsten | 5 | 0.02 | 0.004 | 0.049 |
| Parameters | Description |
|---|---|
| Discharge voltage | 50 V |
| Deposition frequency | 400 Hz |
| Pulse width percentage | 20% |
| Deposition time | 5 min |
| Protective gas | Argon |
| Polarity | Negative |
| Electrode material | TiC, TiN, TC4(Ti-6Al-4V) |
| Electrode size | L = 100 mm, ∅ = 2.5 mm |
| Coating area | 5 mm × 5 mm |
| Electrode Material | Melting Point/°C | Resistivity/(μΩ/m) | Thermal Conductivity/(W/(m·K)) | Density/(g/cm3) | Hardness/HV1.0 |
|---|---|---|---|---|---|
| TiC | 3160 | 50 | 21.00 | 4.94 | 3400 |
| TiN | 2950 | 25 | 19.20 | 5.24 | 2300 |
| TC4 | 1678 | 1.6 | 7.96 | 4.51 | 310 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Y.; Qu, J.; Cai, X.; Zhang, W.; Zhang, S. Experimental Study on Electro-Spark Additive/Subtractive Repair for Worn Cemented Carbide. Machines 2023, 11, 333. https://doi.org/10.3390/machines11030333
Liu Y, Qu J, Cai X, Zhang W, Zhang S. Experimental Study on Electro-Spark Additive/Subtractive Repair for Worn Cemented Carbide. Machines. 2023; 11(3):333. https://doi.org/10.3390/machines11030333
Chicago/Turabian StyleLiu, Yu, Jiawei Qu, Xintong Cai, Wenchao Zhang, and Shengfang Zhang. 2023. "Experimental Study on Electro-Spark Additive/Subtractive Repair for Worn Cemented Carbide" Machines 11, no. 3: 333. https://doi.org/10.3390/machines11030333