1. Introduction
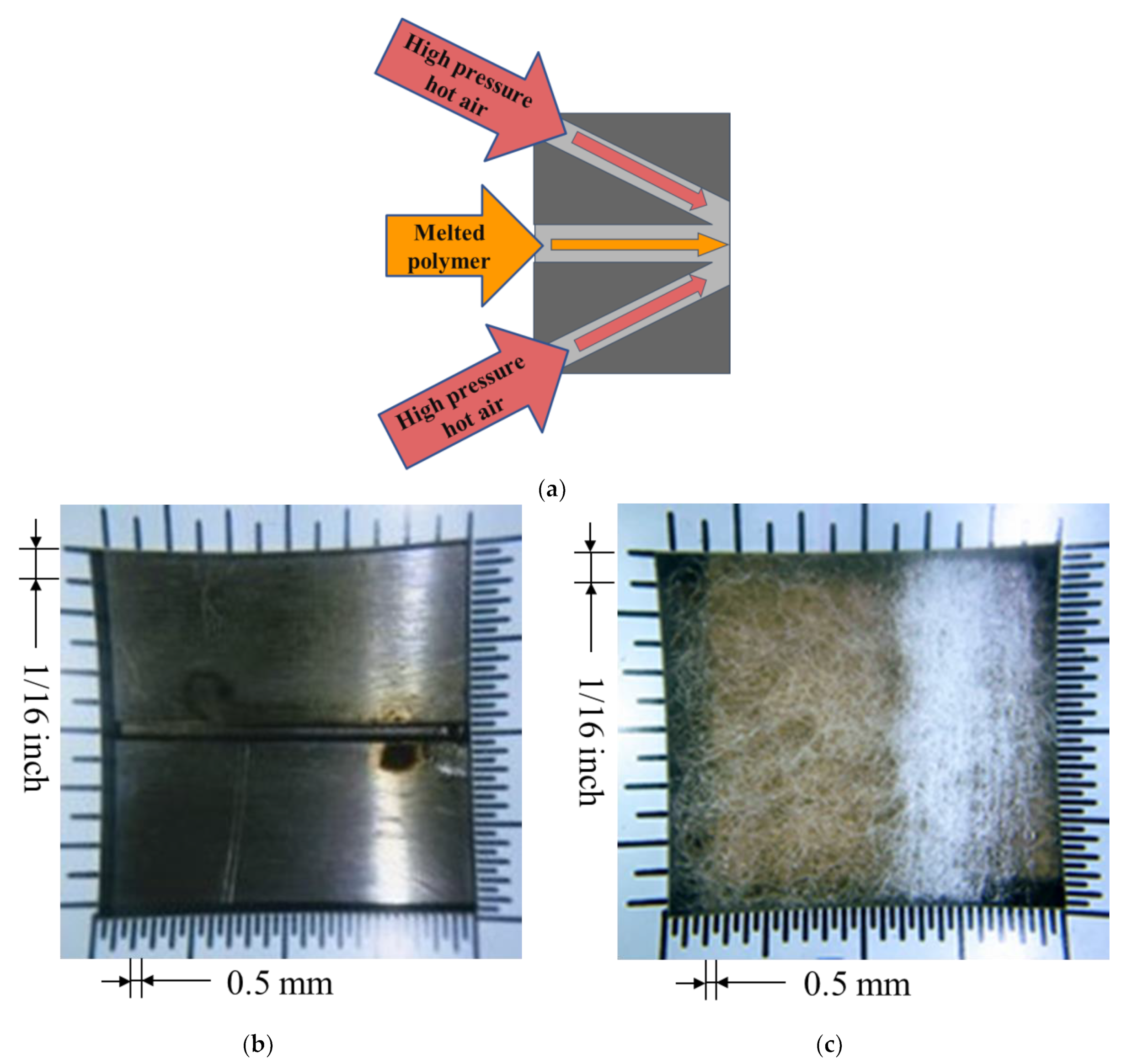
Melt blowing is a versatile, extrusion-based, nonwoven fabrication method of micro and nanofibers where a polymer melt is extruded through small nozzles surrounded by high-speed blowing gas. These fibers are collected in a single process of polymer fiber spinning, air quenching/drawing, and web formation. During the melt-blown (MB) process, the polymer is melted and pushed forward by an extruder and ultimately reaches the spinning head. The polymer melt is drawn into filaments by high-speed hot air. The fibers’ diameters typically range from 1 to 10 µm in the MB process, and their average diameter is generally 1–2 µm [
1]. The melt-blown fabric possesses high surface area per unit weight, high barrier properties, and high production efficiency compared with other fine-fiber forming techniques [
2,
3,
4,
5,
6]. In addition, melt blowing is a solvent-free process that makes it economically and environmentally friendly. It is always desirable to further reduce fiber diameter to improve filtration efficiency. Melt-blown fabrics are widely applied in various fields, especially in the fight against the COVID-19 pandemic as the filtration media in face masks [
7,
8]. Moreover, the polymer fibers are also fabricated to various types of filter cartridges by spinning machines. The filter cartridge is used to form tubular filtration equipment or an array of filtration requirements in different industries, and is adopted to remove unwanted particles, pollutants, and chemicals from liquids. The filter cartridges are available in various lengths and diameters, which require a strong core to be able to handle the increased pressure differential during operation because the liquid flow is outside-to-inside. Some manufacturers have outer cages for increased stability and capacities. The filter cartridges are installed in pressure vessels with guide rods for easy installation. High-capacity filter cartridges are designed to have increased filter area based upon pleated configuration, flow channels, and flow chambers. The benefits are increased filter area in small housings when there are space constraints and other process requirements [
9]. In addition, the water filter is the most important part of a reverse osmosis (RO) system or water purification system. A high-quality filter helps remove impurities effectively up to 99%.
The filtration efficiency of MB fabrics is related to the geometric dimensions of the fiber, thickness (or diameter), porosity (or packing density), structure, and other influential factors, including the nature of the aerosol, the particle size, and environmental conditions such as temperature, relative humidity, and air velocity (air permeability or resistance). Pore size is a critical factor affecting filtration efficiency and is directly related to the fiber diameter, the solidity (packing density), and the thickness (or diameter) of fabrics. Solidity is the volume of fibers per unit volume of fabric, which depends on the fiber diameter and geometry within fibrous structures (fiber mat or cartridge). The porosity of the fabric can be calculated by the mass–density method.
where M is the mass of the fiber (g), D is the density of the polymer (g/cm
3), and V
fiber is the absolute volume of the fiber in the fabric (cm
3);
where W is the width (cm) of the fabric, L is the length (cm) of the fabric, t is the thickness (cm) of the fabric measured at a specified pressure, R
o is the outer radius of the filter cartridge, R
i is the internal radius of the filter cartridge, H is the height of the filter cartridge, and V
fabric is the bulk volume (cm
3) of the fabric. P
fabric is the porosity of the fabric [
10].
Polypropylene (PP), with the property of easy processing, is widely used in a filter medium, which possesses low density, hydrophobic, good chemical stability, low melt temperatures for easy bonding, and good mechanical strength. PP polymer can generate the tiniest fibers compared to other polymers using MB technology [
11]. In addition, the molecular weight associated with the melt flow index (MFI) [g/10 min] must be suitable under an optimal melt temperature. Moreover, the filtration efficiency can be less than 0.3 μm using the optimal processing parameters. Using MB, some essential filtration efficiency of the polymer fiber is reported on the related factors, including material, average fiber diameter, average pore size, porosity, and pressure drop (loading speed). Hence, the filtration efficiency can be controlled by processing parameters [
11,
12,
13,
14,
15,
16,
17,
18,
19,
20]. In addition, PP has been used to produce carbon fiber-filled thermoplastic pellets by an extrusion and pultrusion system [
21]. The Multi Jet Fusion (MJF) technology was adopted to fabricate the samples of polypropylene (PP), thermoplastic polyurethane (TPU), and polyamide 11 (PA11). A surface roughness study was performed on these samples to examine the placement and orientation of 3D objects while printing. The TPU samples have a surface roughness much higher than the PP and PA11 ones. The surfaces printed vertically (along the Z-axis) tend to be less smooth. This was consistent with the surfaces of objects made of TPU located in the central zones of the print chamber during printing [
22].
A perfect filtration system needs multi-filter cartridges with various porosities to enhance the lifetime of filter cartridges and reduce filtration resistance. Although melt-blown filter cartridges with nanofibers can enhance filtration performance through certain methods, including the one-step melt-blown technique and islands-in-the-sea approach [
23,
24], these methods have some weaknesses, including increasing filtration resistance and energy consumption [
25].
This article focuses on developing a continuous production apparatus of frame-type melt-blown filter cartridges with multi-porosity. However, a loosened filter cartridge with a low density is hardly produced through the MB process because a loosened structure cannot easily form a filter cartridge. Furthermore, a loosened filter cartridge with a soft structure hardly sustains a high liquid pressure for further reducing applications. Although the frame tube is often used to support the filter cartridge, it is quickly and manually inserted into the center of the filter cartridge using the principle of thermal expansion and contraction after the filter cartridge without the frame tube is fabricated by the MB process. Noteworthily, this method results in some deficiencies. First, the frame tube is not essentially merged with the polymer fibers during the MB process. Second, a loosened filter cartridge with a low density cannot be formed easily without the frame tube during the MB process. Third, the frame tube is assembled in the filter cartridge during the MB process by the fused bonding effect, which can hardly sustain high liquid pressure. Nevertheless, these deficiencies can be ameliorated by developing a continuous production apparatus of frame-type melt-blown filter cartridges. In short, this equipment mainly uses the fused bonding effect to merge the frame tube with PP polymer fibers during the MB process for uninterruptedly forming frame-type melt-blown filter cartridges.
2. Materials and Methods
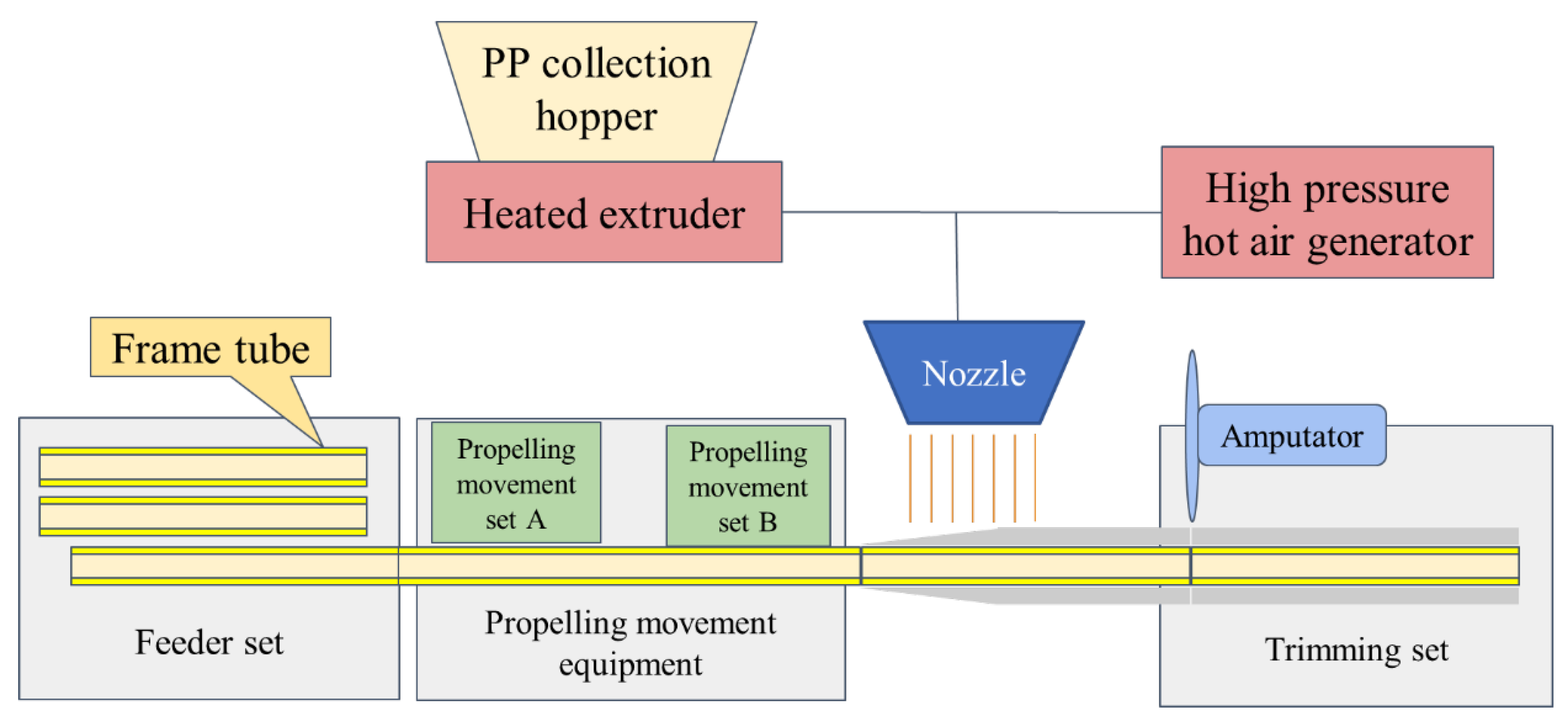
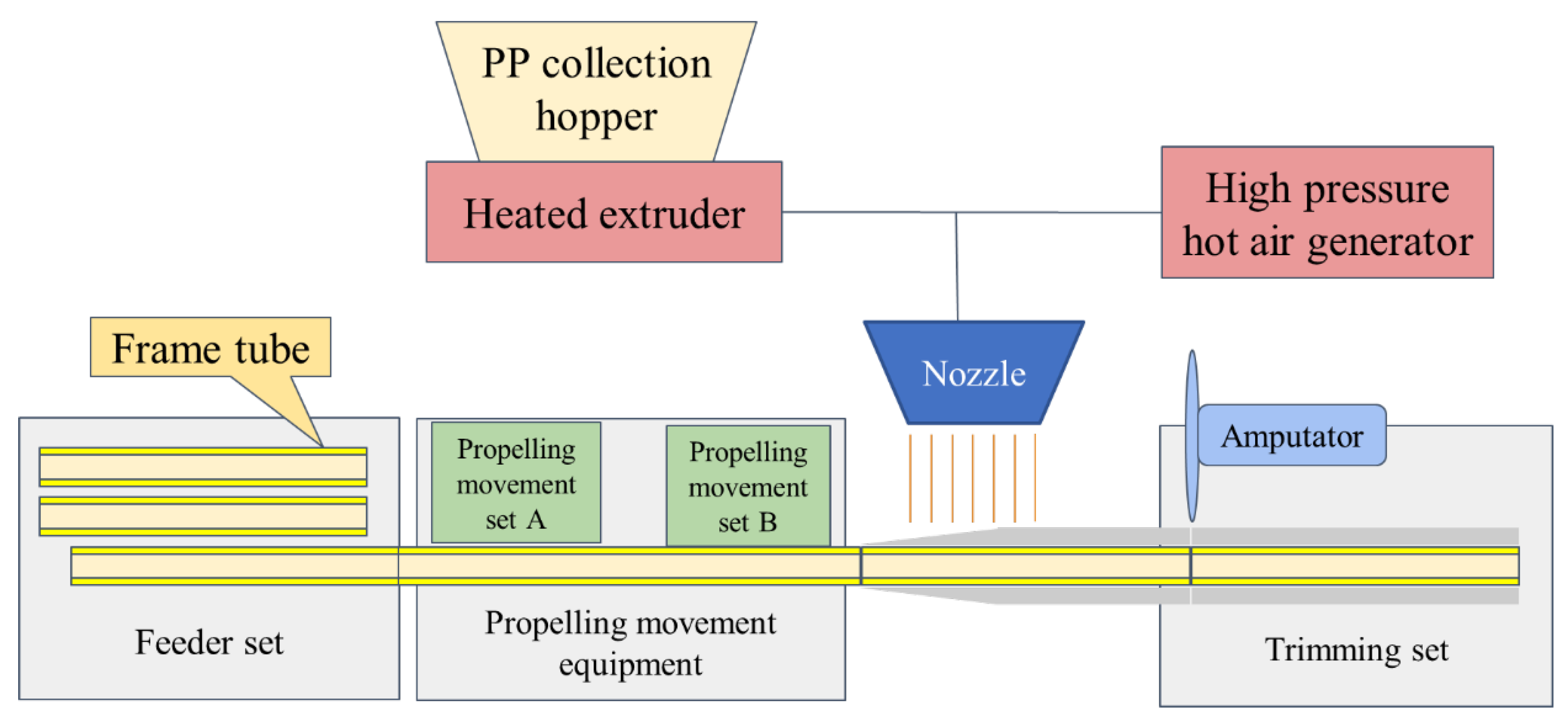
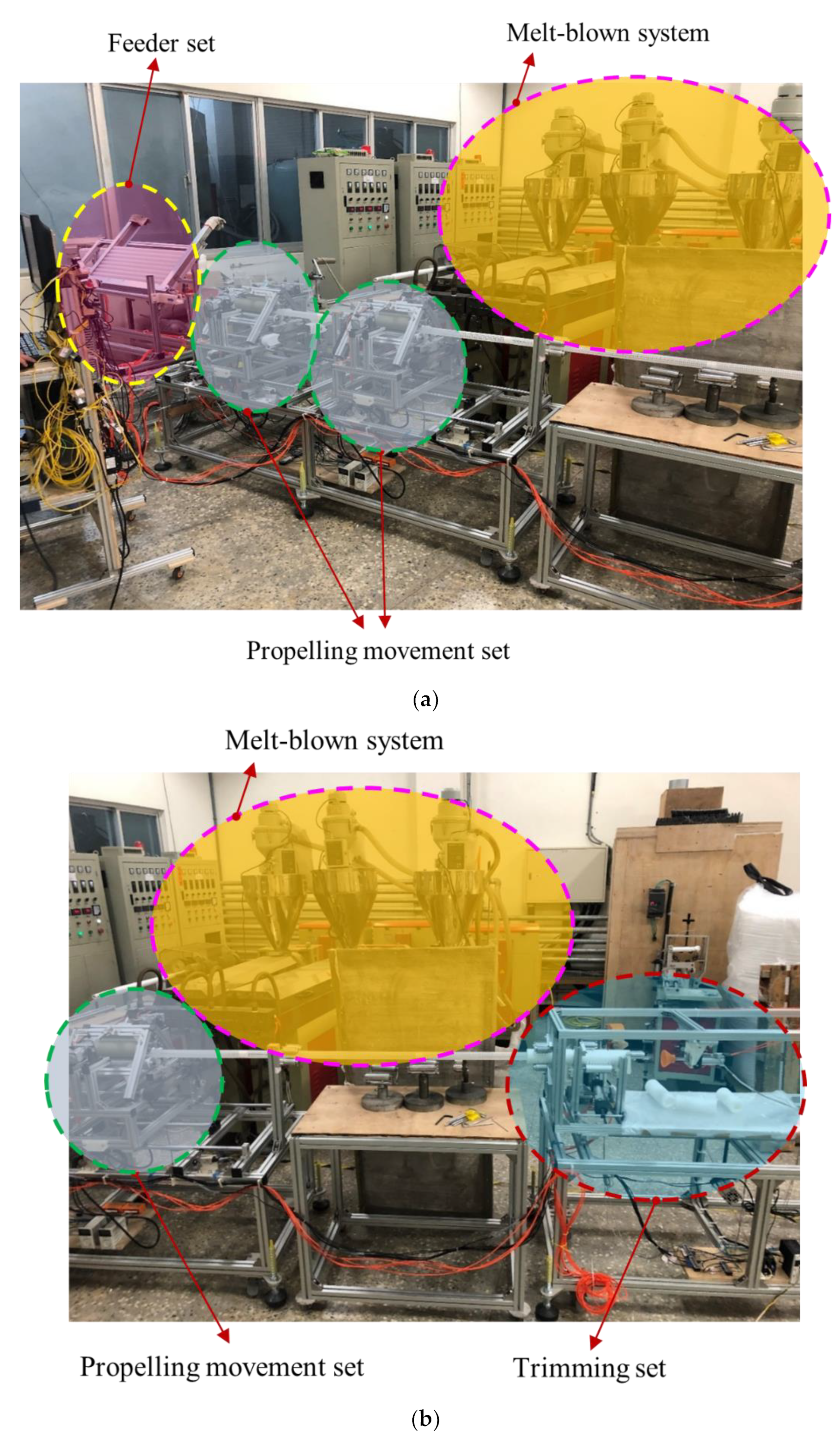
The traditional frameless melt-blown filter cartridge equipment comprises a melt-blown system and a driving mechanism system. The melt-blown system is a commercial product. This system can generate fine PP fibers under certain parameters and recipes, including raw material (polymer), melt flow index (MFI), melt temperature, air pressure (air flow rate or air velocity), polymer flow rate (extruder screw speed), DCD (die-to-collector distance), and the design of the melt-blowing die head. The proposed study focuses on developing a novel driving mechanism system to continue and deliver the frame tubes to integrate them further with the commercial melt-blown system. The novel continuous production apparatus of frame-type melt-blown filter cartridges is schematically shown in
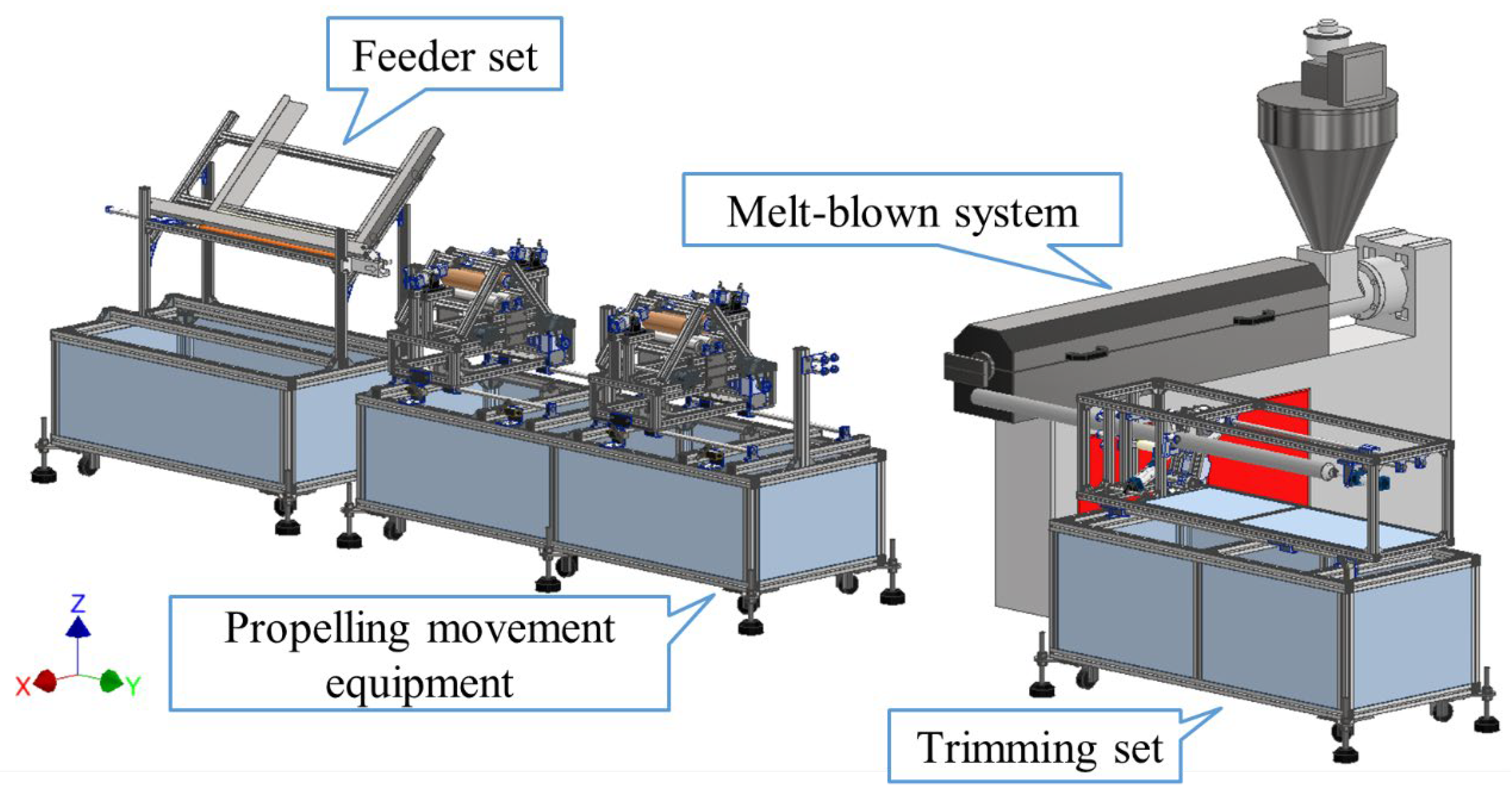
Figure 1. On the other hand, a three-dimensional computer graphics of the machine is shown in
Figure 2. The novel driving mechanism system comprises two propelling movement sets—a feeder set and a trimming set.
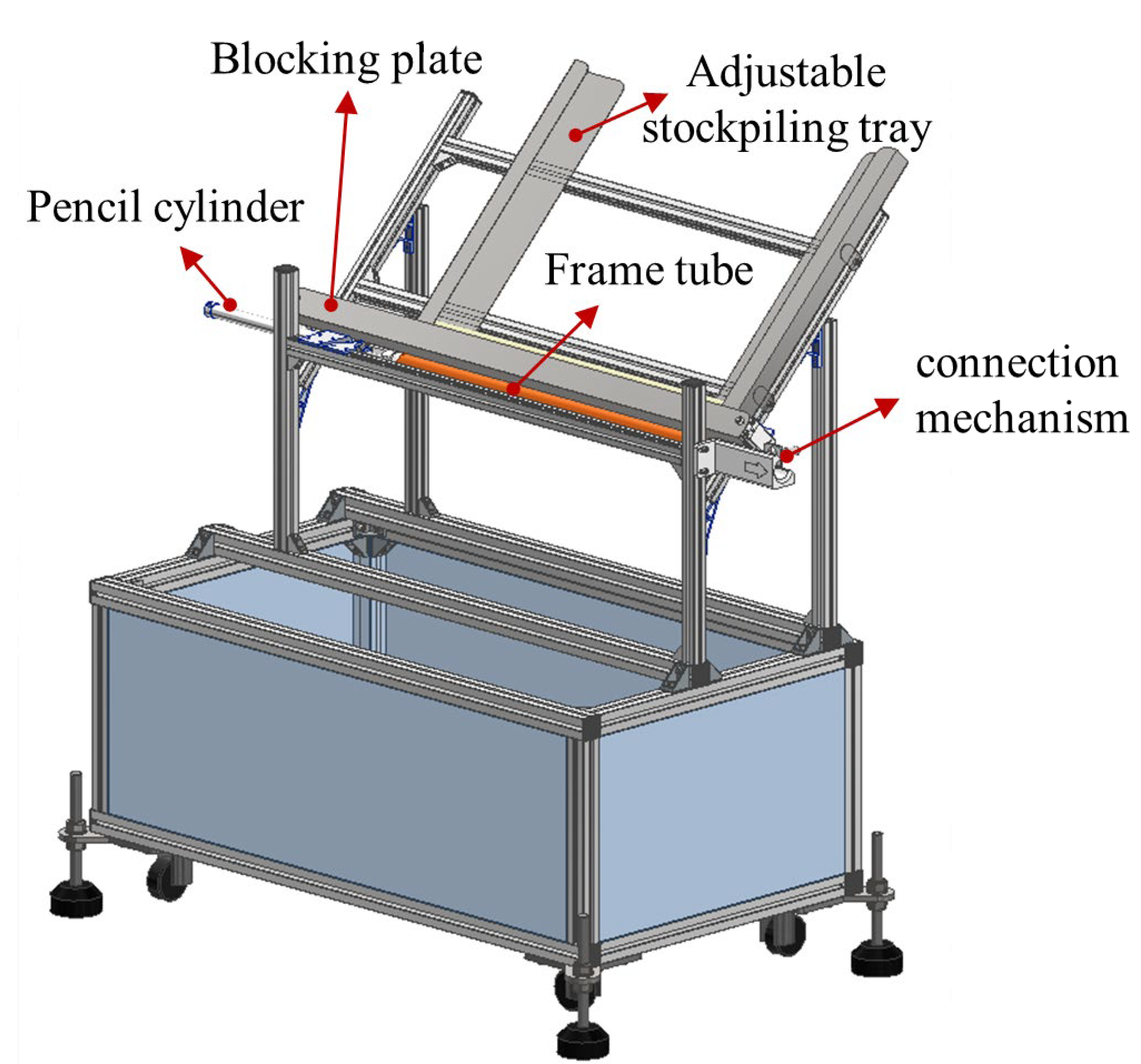
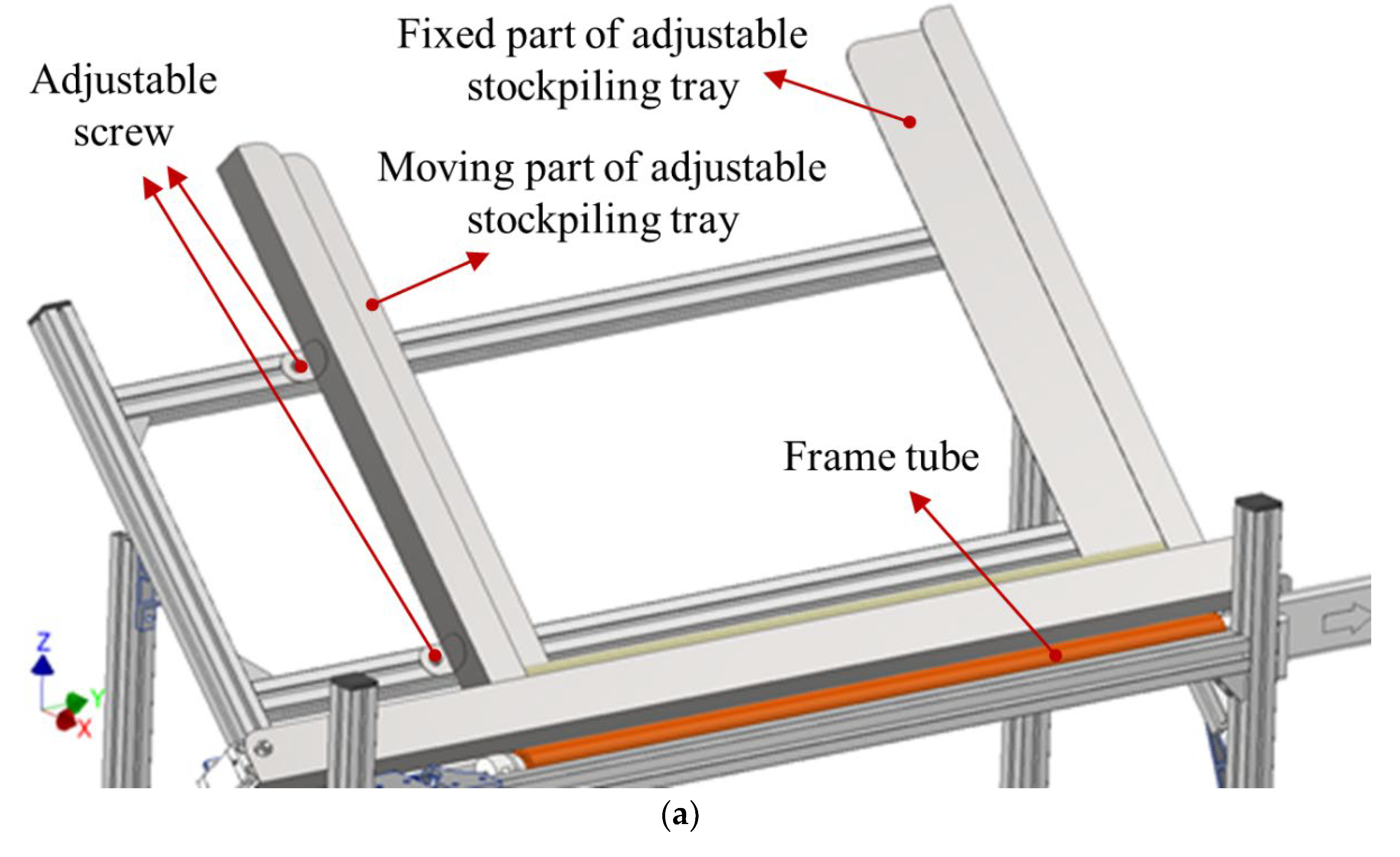
The feeder set controls and delivers the frame tubes to the production axis line at the input end of the propelling movement set. The feeder set consists of an adjustable stockpiling tray, a blocking plate, a pencil cylinder, and a connection mechanism, as shown in
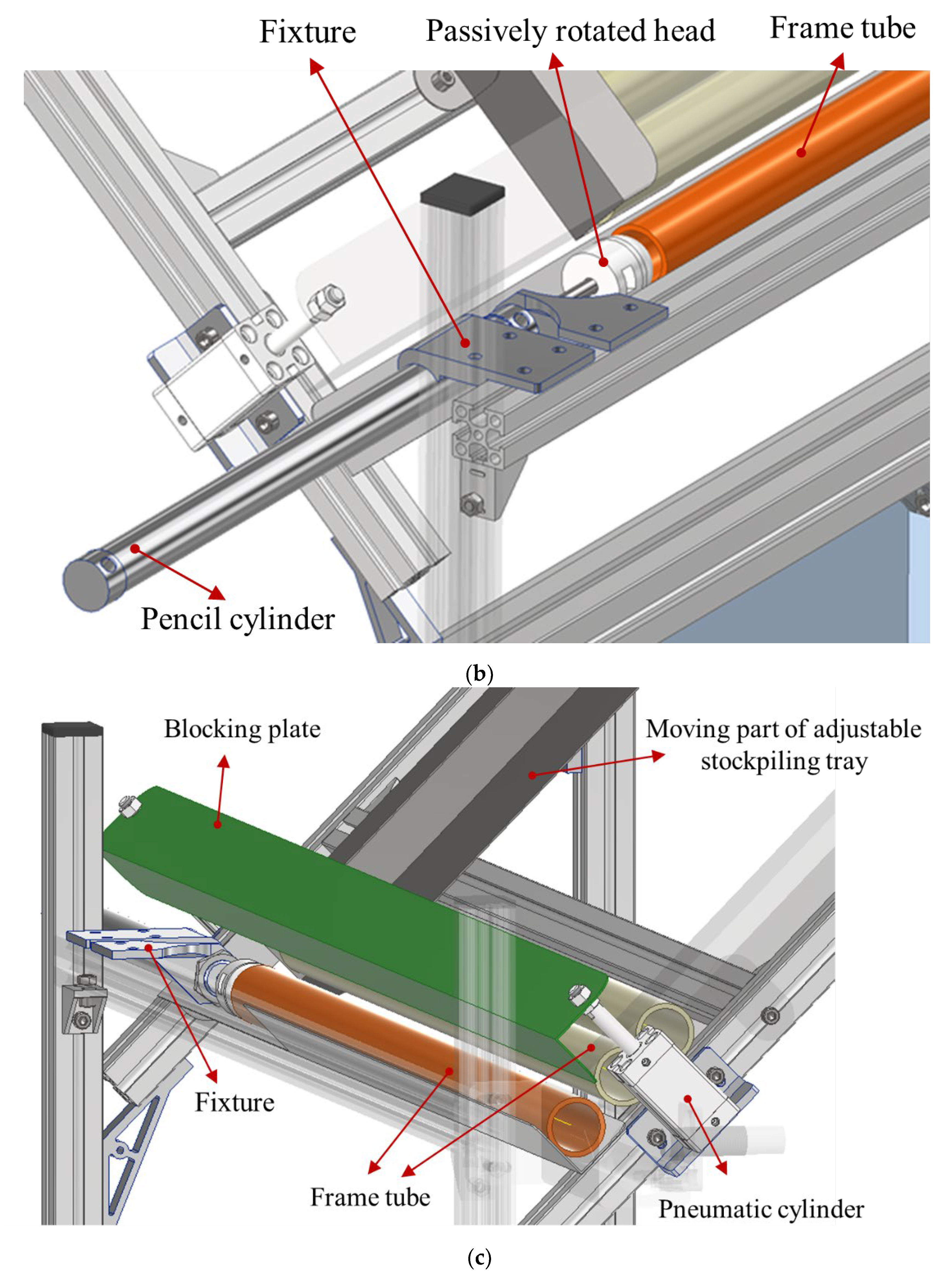
Figure 3. The adjustable stockpiling tray is used to store the frame tubes, which can be adjusted to the frame tube’s various lengths. The blocking plate is used to obstruct the frame tube to avoid contact with each other when the frame tube falls to the production axis line. The pencil cylinder is used to extrude the frame tube forward to connect the previous frame tube when the head of the pencil cylinder can passively rotate with the frame tube, as shown in
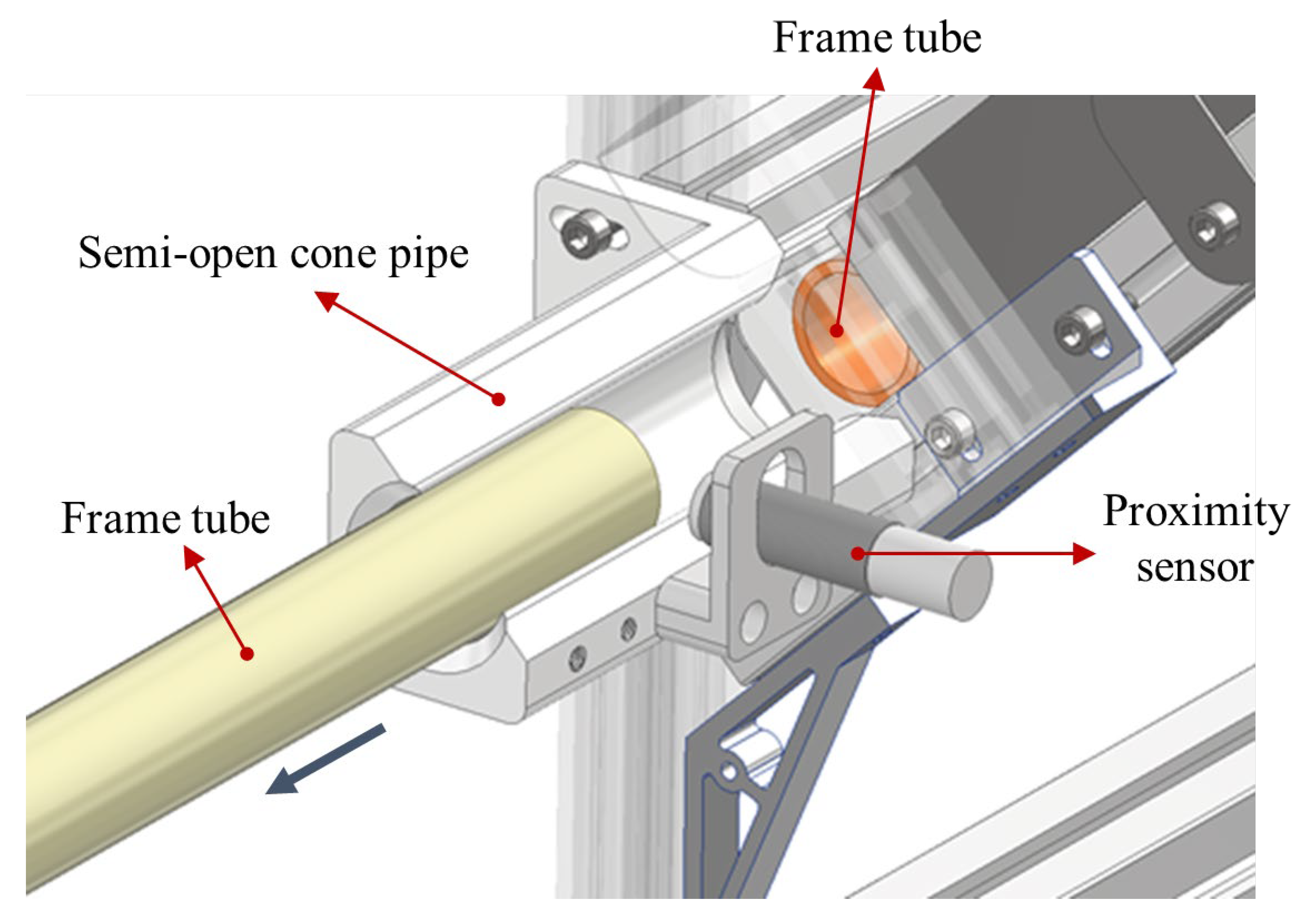
Figure 4. The connection mechanism using a cone pipe is adopted to align the frame tube with the previous frame tube. This mechanism is designed as a semi-open cone pipe to facilitate the observation of the butting situation between the frame tubes, as shown in
Figure 5. A proximity sensor is adopted to confirm the frame tube continually and engage with the previous frame tube.
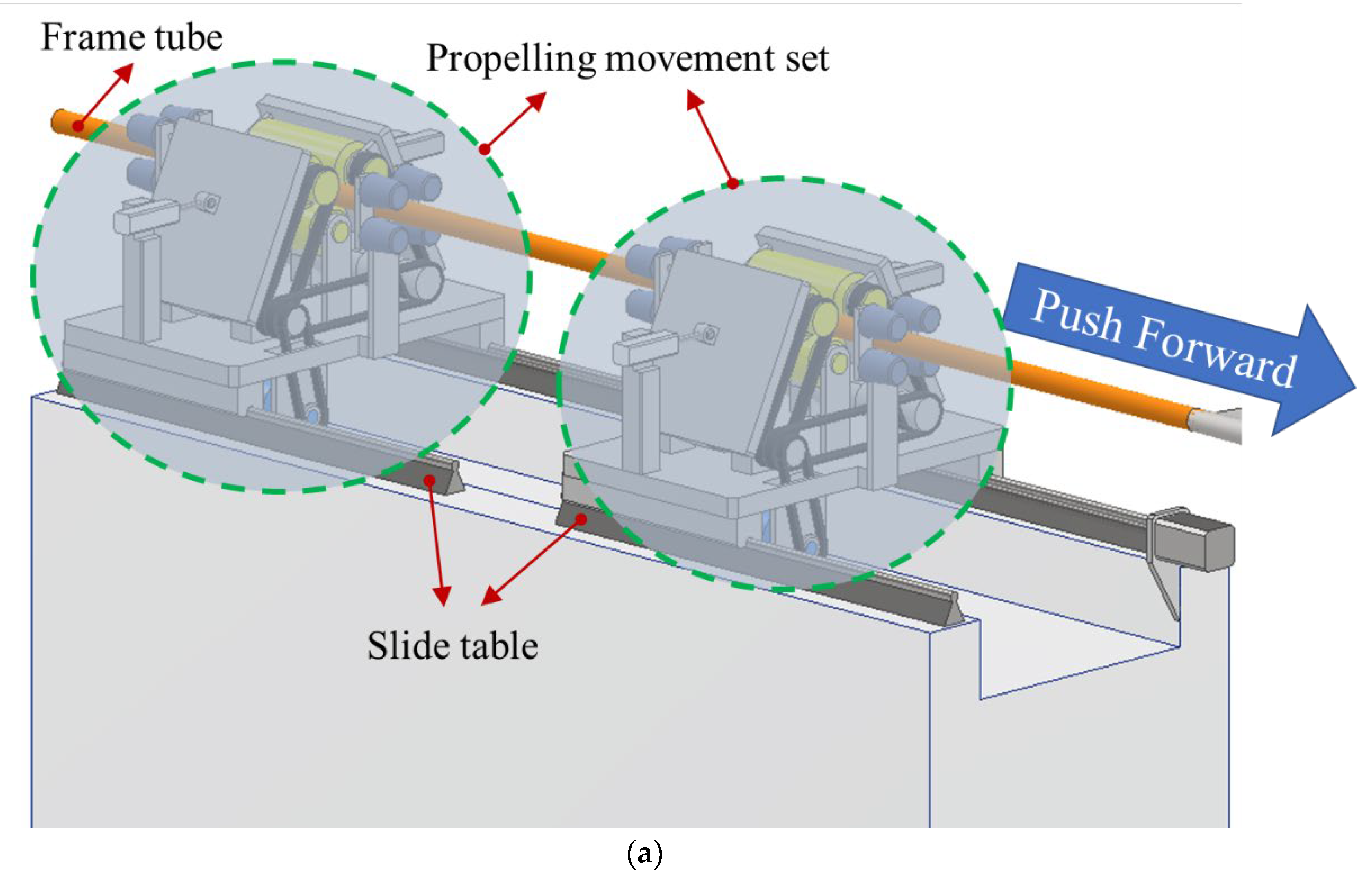
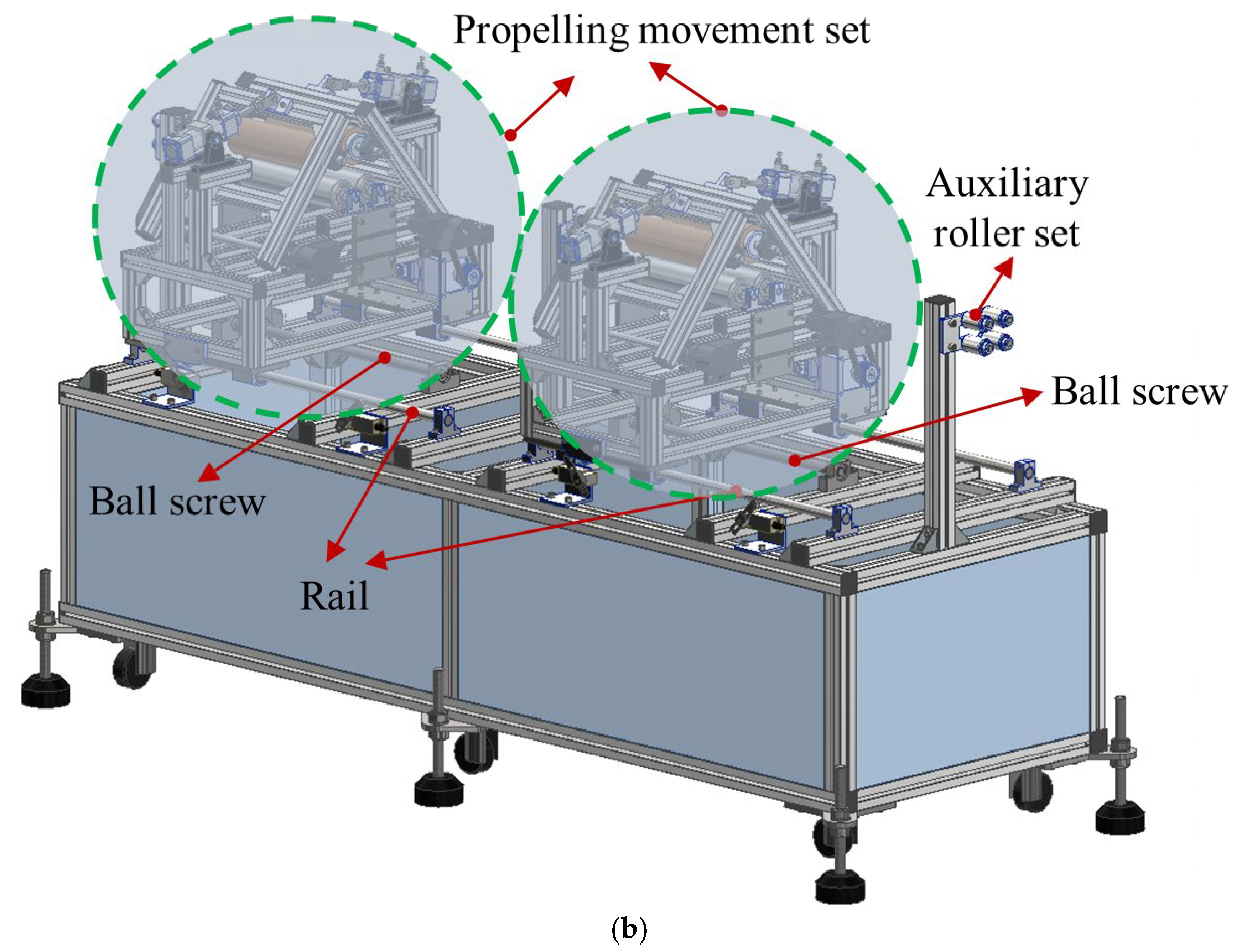
Two propelling movement sets periodically convey the frame tubes with two movements of push forward and rotation, as shown in
Figure 6. The propelling movement set can individually control the rotational speed (unit: RPM) and the push-forward speed (unit: mm/min) in the frame tubes. The rotational speed of the frame tube affects the density (porosity) of melt-blown filter cartridges, and the push-forward speed of the frame tube affects the diameter and weight of melt-blown filter cartridges. A three-dimensional computer graphics of the propelling movement set is shown in
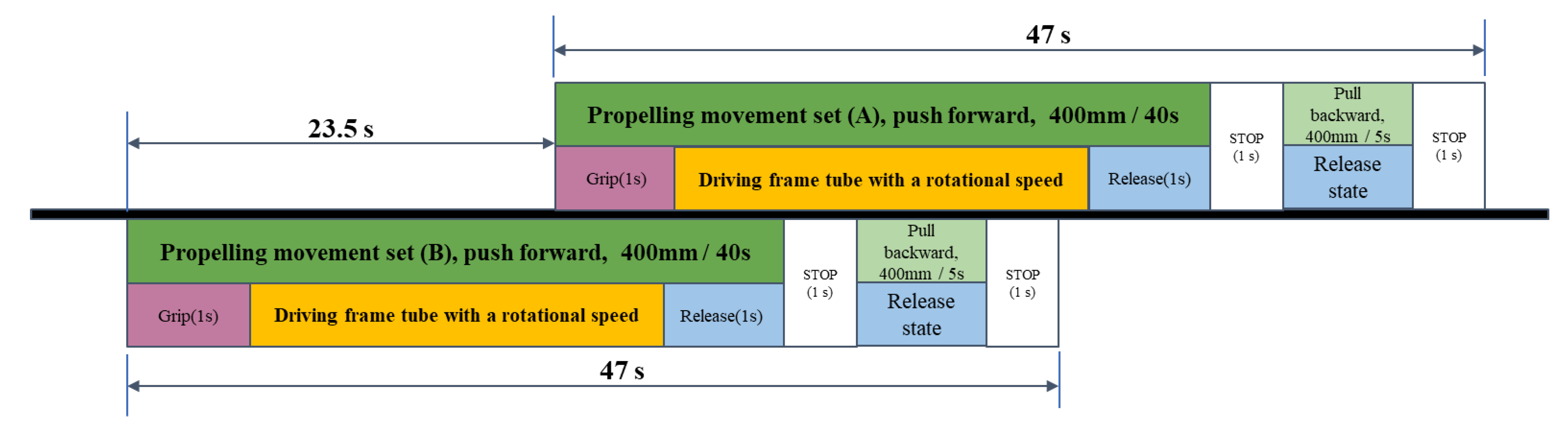
Figure 7. In a typical parameter, both propelling movement sets alternate in pushing forward slowly with a linear speed of 10 mm/s and pulling backward rapidly with a linear speed of 80 mm/s. The time flow chart of two propelling movement sets is shown in
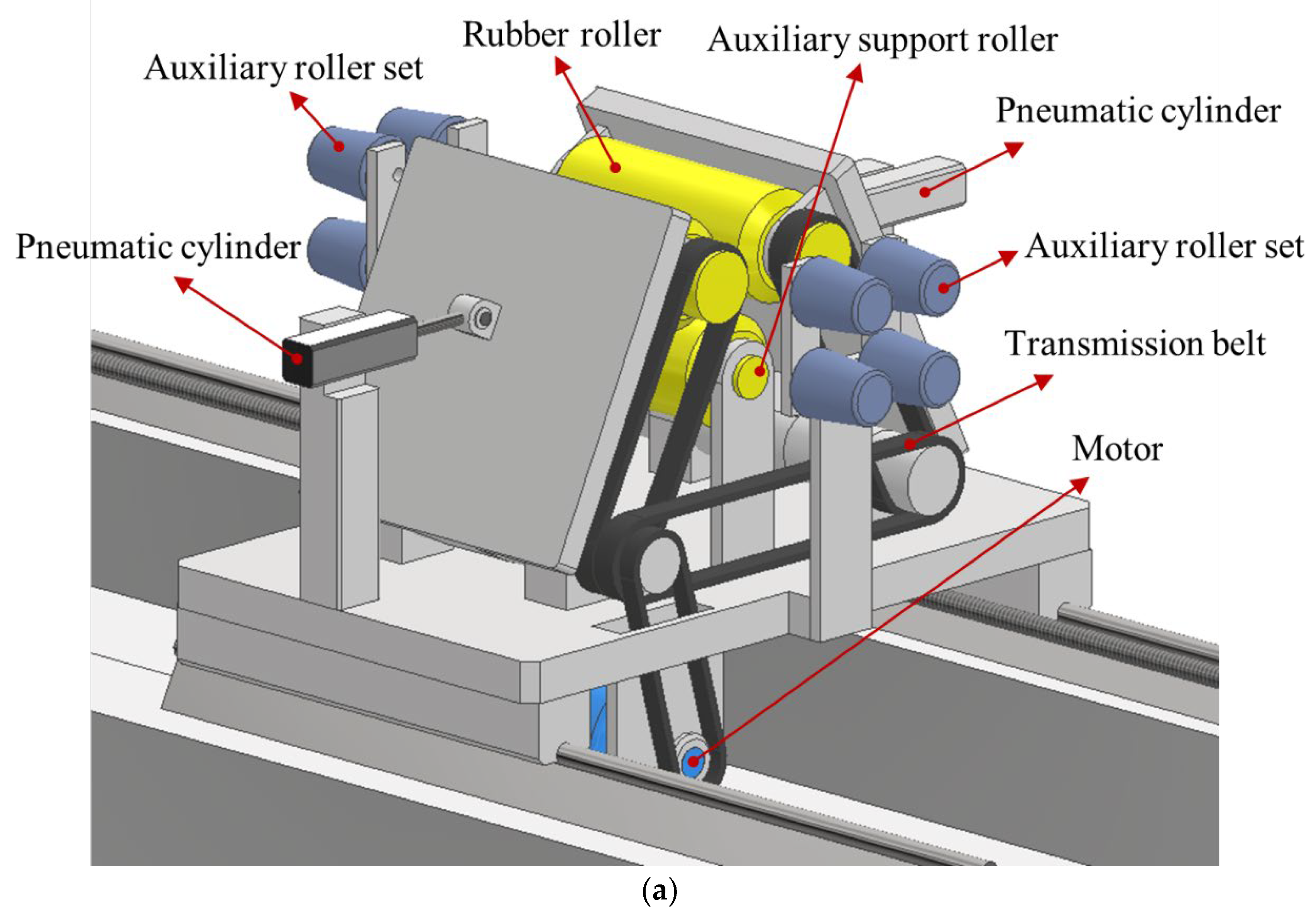
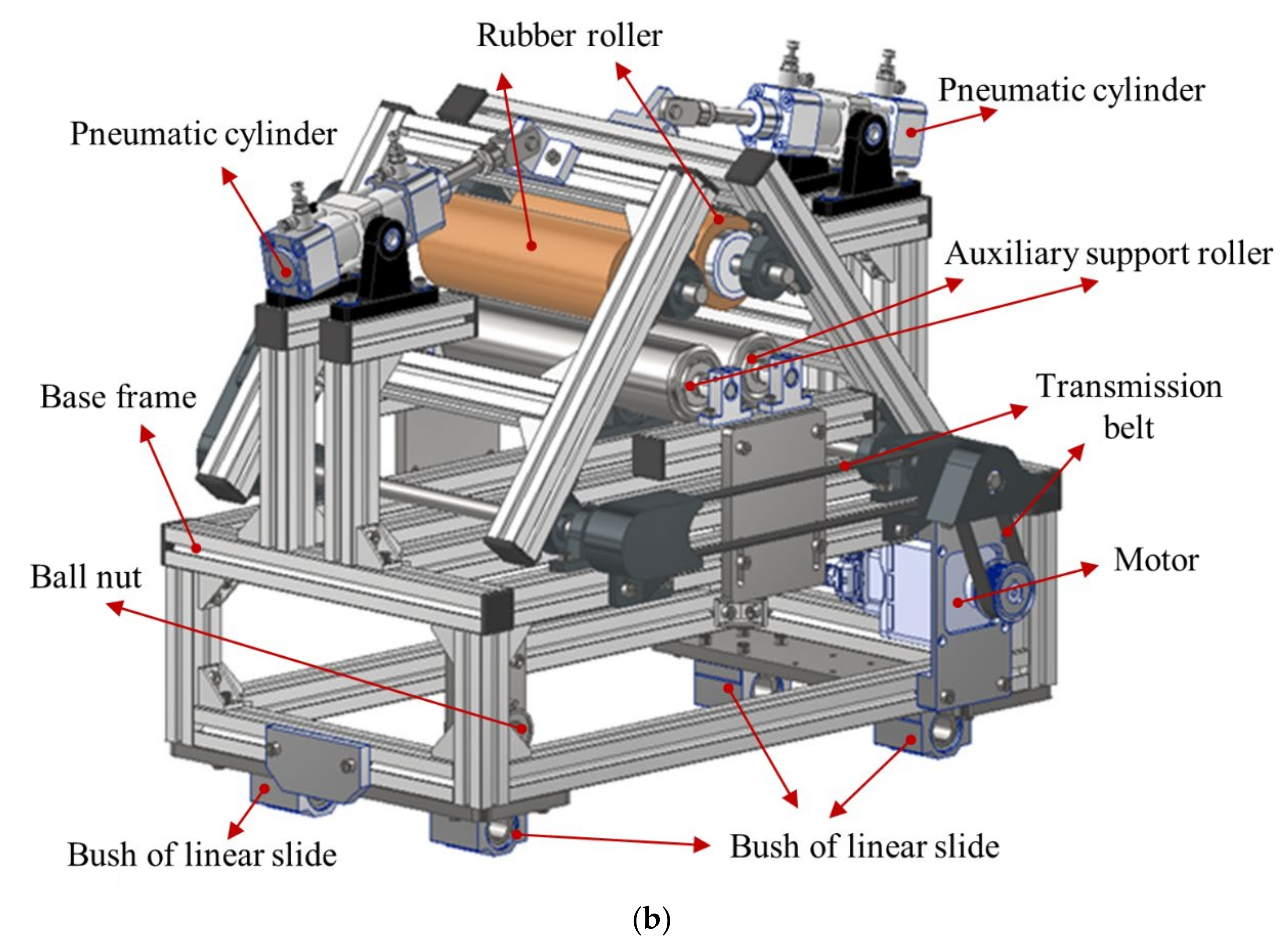
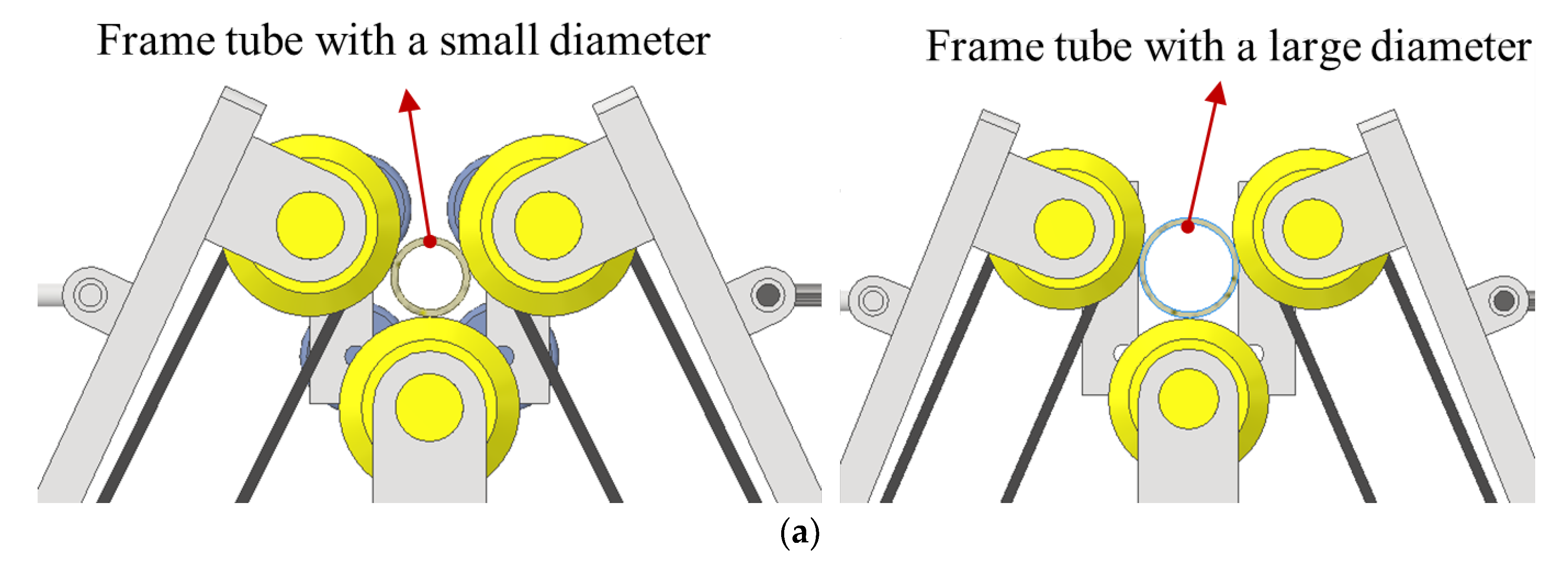
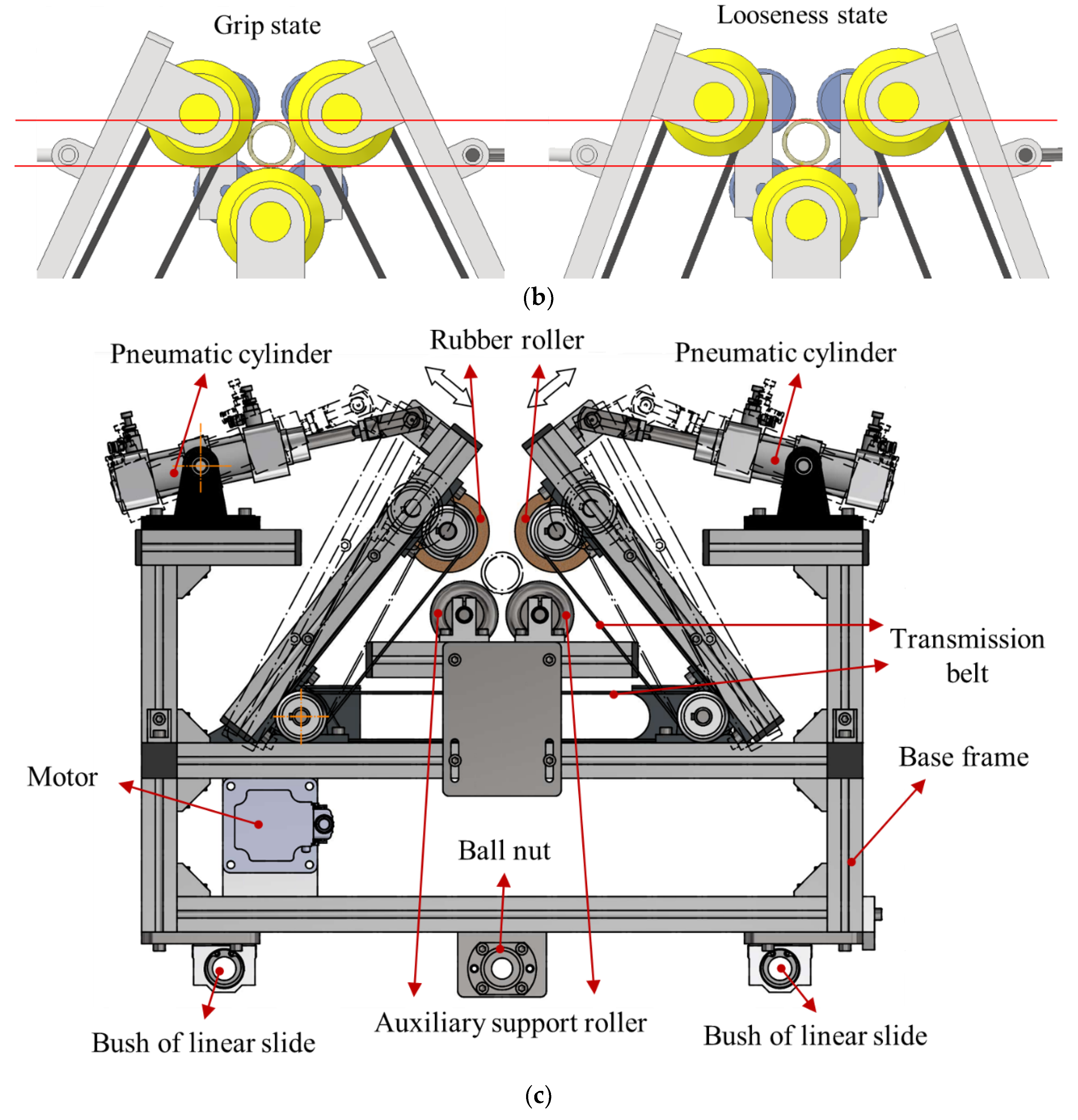
Figure 8. The propelling movement set is pushed forward within 40 s and pulled backward within 5 s. The whole cycle of the propelling movement set is 47 s. The interval between both propelling movement sets is 23.5 s. Each propelling movement set can grip or release the frame tubes with various diameters by a pair of pneumatic cylinders, as shown in
Figure 9. Furthermore, there is a pair of rubber rollers to drive the frame tubes with a rotational speed when the pair of pneumatic cylinders is an actuator to grip the frame tubes. In addition, two pairs of pneumatic cylinders and rubber rollers are settled on a sliding table for a linear movement to push forward in gripping the frame tube or pull backward in releasing the frame tube. The sliding table is slowly moved forward when two pairs of pneumatic cylinders and rubber rollers are activated, resulting in rotation and push-forward speeds in the frame tube. However, the pair of pneumatic cylinders is not activated, rapidly pulling the slide table backward upon releasing the frame tube. The pair of rubber rollers grip the frame tube to generate a rotational speed. The selection of the rubber roller is a crucial step; the hardness and thickness of the rubber roller can result in better contact with the uneven frame tube. The properties and dimensions of the rubber roller are shown in
Table 1. Furthermore, a pair of auxiliary support rollers are employed to hold the frame tube on the production axis line when the frame tube is rotated and pushed forward. The auxiliary support roller needs a sleek surface to reduce friction to the frame tube. The properties and dimensions of the auxiliary support roller are shown in
Table 2.
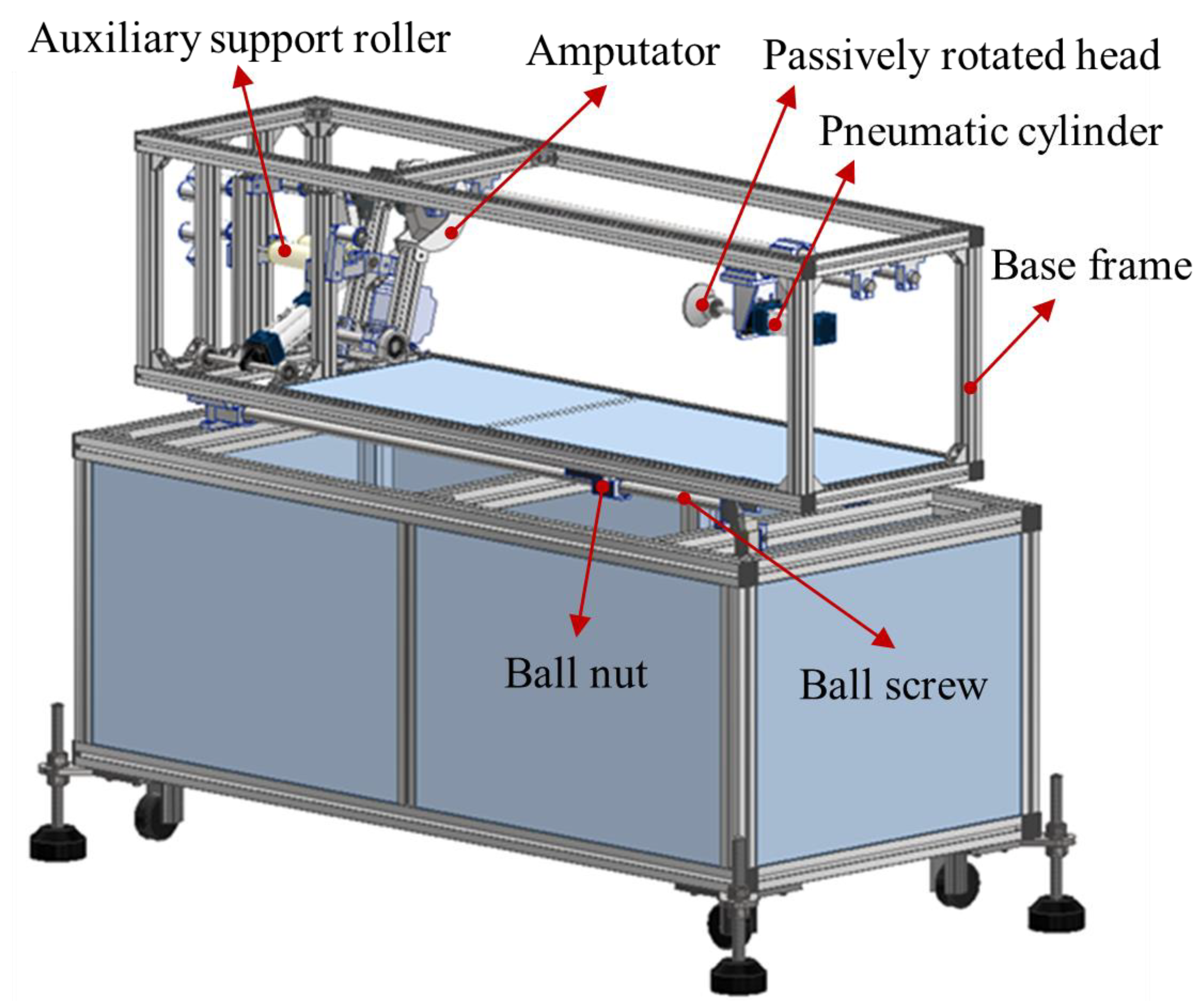
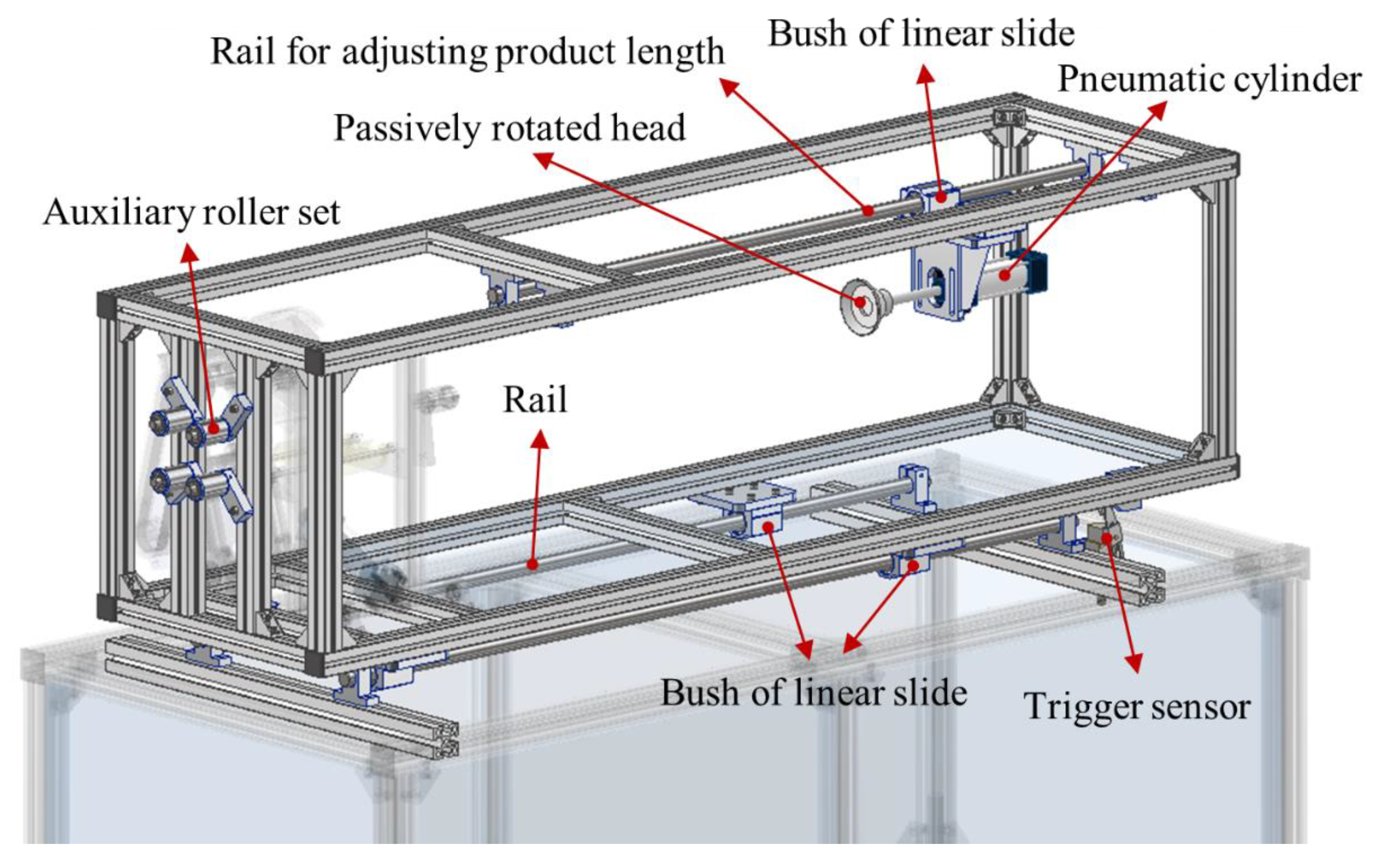
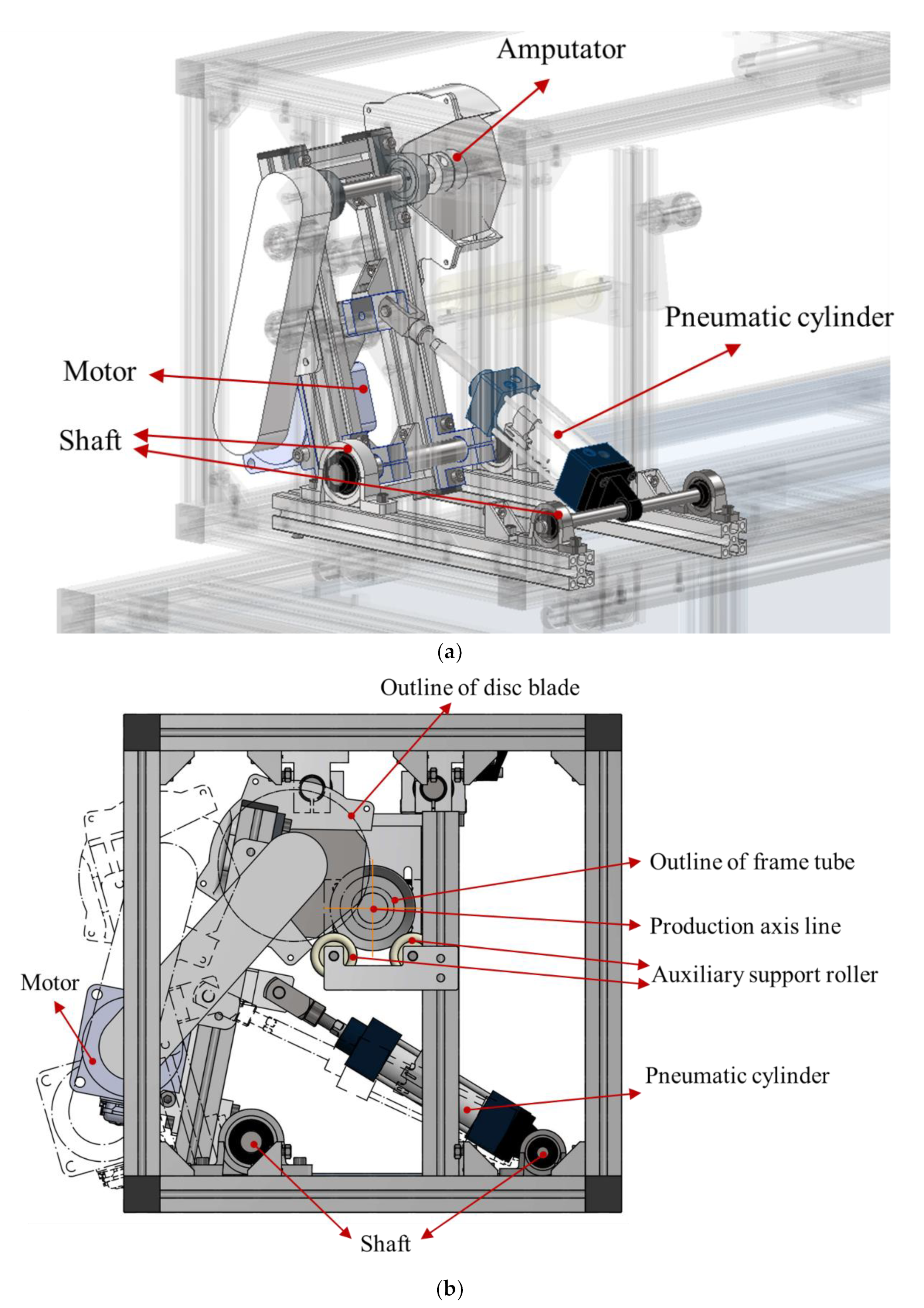
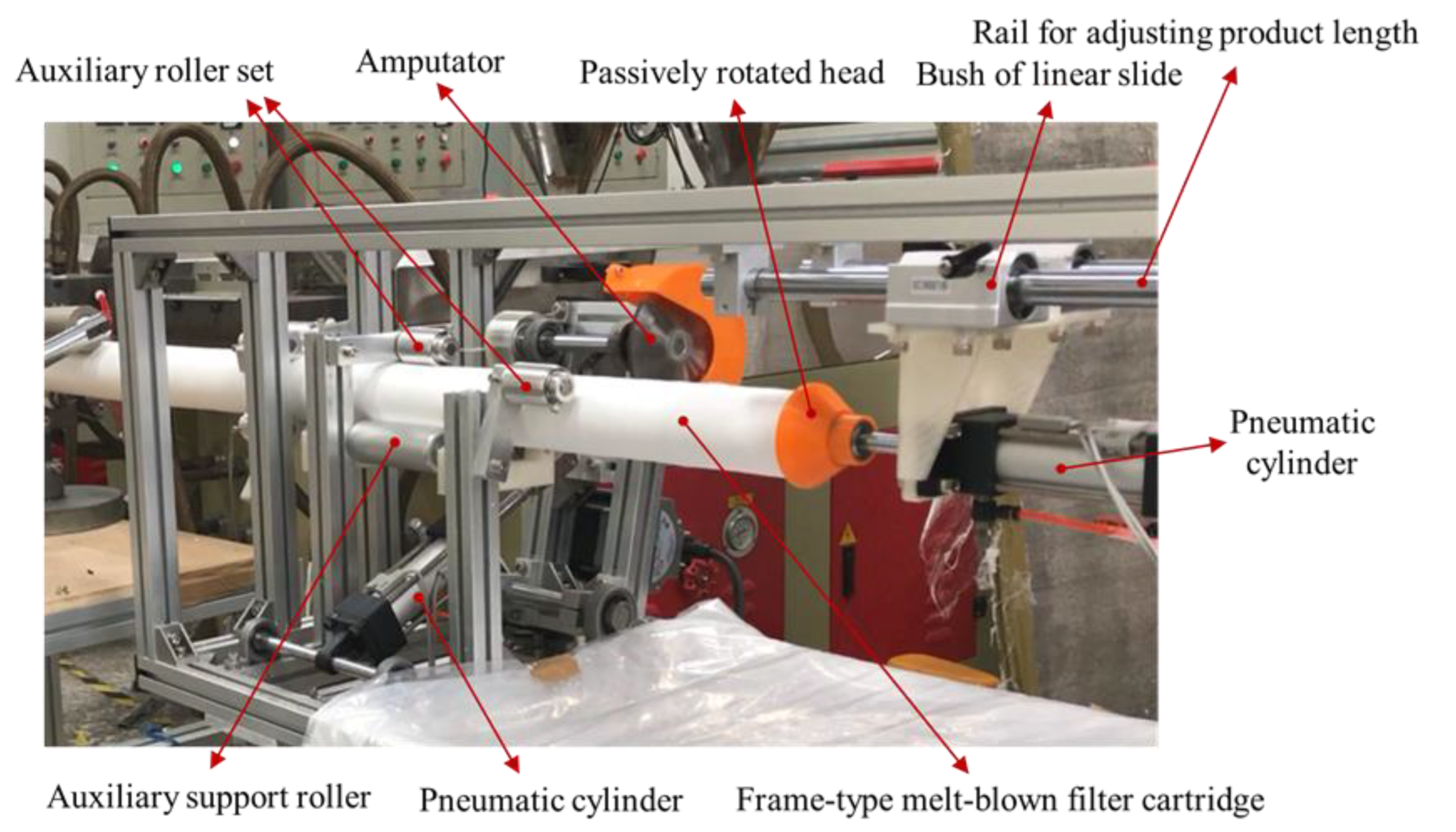
The trimming set is adopted to control the length of the filter cartridge, comprising a pair of auxiliary support rollers, a slide, an amputator, and a pneumatic cylinder, as shown in
Figure 10. The pair of auxiliary support rollers are adopted to provide firm support during the trimming process of the filter cartridge. The pneumatic cylinder is used to hold and align the filter cartridge with the production axis line. Further, the head of the pneumatic cylinder can passively rotate with the filter cartridge. The position of the pneumatic cylinder can also be adjusted to produce the various lengths of the filter cartridge, as shown in
Figure 11. The slider carries the pneumatic cylinder, the auxiliary device, and the amputator to move forward to produce a certain length of the filter cartridge. Then, the amputator implements the trimming process of the filter cartridge. Subsequently, the pneumatic cylinder is pushed backward, allowing the filter cartridge to fall into a catch tray. The amputator uses a disc blade with a high-speed rotation to trim the filter cartridges. When the slide touches a trigger sensor, the amputator is activated to trim the filter cartridge, and it accelerates backward to return, as shown in
Figure 12. Moreover, the amputator is moved to trim the filter cartridge by a pneumatic cylinder.
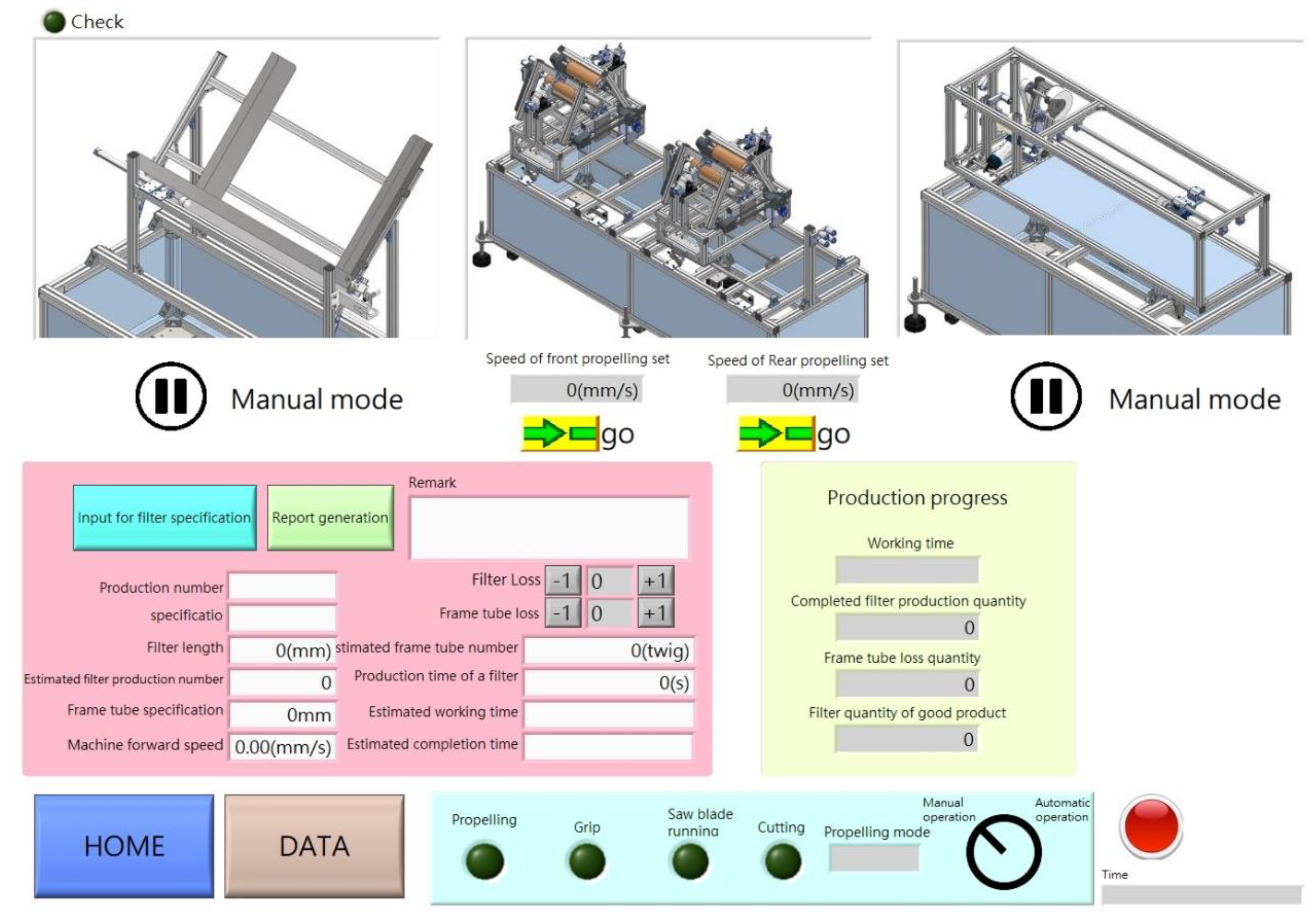
The novel continuous production apparatus of frame-type melt-blown filter cartridges is controlled by a MITSUBISH Programmable Logic Controller (PLC, FX3U-32M) and a LabVIEW human–machine interactive interface. The communication between PLC and LabVIEW is achieved by a Modbus RTU transmission mode. The LabVIEW system at the PC (personal computer) end is used as a master mode, and the PLC end is used as a slave mode. A communication module of 485ADP-MB is configured on the PLC end. Then, the LabVIEW project module of Modbus-LabVIEW-Library is configured on the PC end.
The transmission line of RS-485 to USB is adopted to connect both ends. With the advantage of LabVIEW human–machine interactive interface, the interface can continuously capture and record the controlled data from the PLC end, which can integrate and analyze the process data, including overall equipment effectiveness (OEE), total effective equipment performance (TEEP), loading time, utilization, performance, and yield. The home screen of the LabVIEW human–machine interactive interface is shown in
Figure 13.
3. Results and Discussions
A general melt-blown filter cartridge is a hollow cylindrical structure. The liquid flow enters the filter cartridge from the outer layer into the inner layer (namely outside-to-inside). Therefore, the filter cartridge requires a strong core to be able to brace the increased liquid pressure differential during operation [
9]. The outer cages are often used to increase stability and capacities. The guide rods are adopted to facilely install the filter cartridges in pressure vessels. The O-ring is often used to seal the filter cartridge to vessels. It is favorable to increase the filter area based on some designs such as the pleated configuration, multi-flow channels, and flow chambers to achieve high-capacity filter cartridges. The structure of multi-channel and -chamber systems consists of various densities, filter media, structures, textures, and materials of filter cartridges. The filter cartridges with various densities applied to the design of multi-channel and -chamber filtration systems can extend their lifetime. A filter cartridge with a lower density can capture the larger unwanted particles, pollutants, and chemicals from liquids. On the contrary, a filter cartridge with a higher density can capture the smaller unwanted particles, pollutants, and chemicals from liquids. It is easy to fabricate a filter cartridge with a higher density due to the sturdy and dense structure of the MB polymer. However, it is difficult to fabricate a filter cartridge with a lower density due to the loose and feeble structure of the MB polymer. Therefore, the continuous production apparatus of frame-type melt-blown filter cartridges is an advantage to fabricating filter cartridges with various densities, diameters, and lengths. Hence, frame tubes in melt-blown filter cartridges provide at least two benefits. First, frame-type melt-blown filter cartridges can effectively resist the higher liquid pressure. Second, the loose and feeble MB polymer can be constructed on the frame tubes to form the filter cartridges. In general, the frame tubes are inserted into the center of the filter cartridges after the frameless MB filter cartridges are fabricated in advance. This manufacture method causes a serious problem because the MB polymer is not authentically merged with the frame tube. Further, the MB polymer can easily cause a distortion or deformation that further impairs the capability or function of the filter cartridges when a higher liquid pressure is applied to them. Hence, PP polymer fibers are merged with the frame tubes during the MB process, which can strengthen the filter cartridges for enduring various liquid pressure differentials.
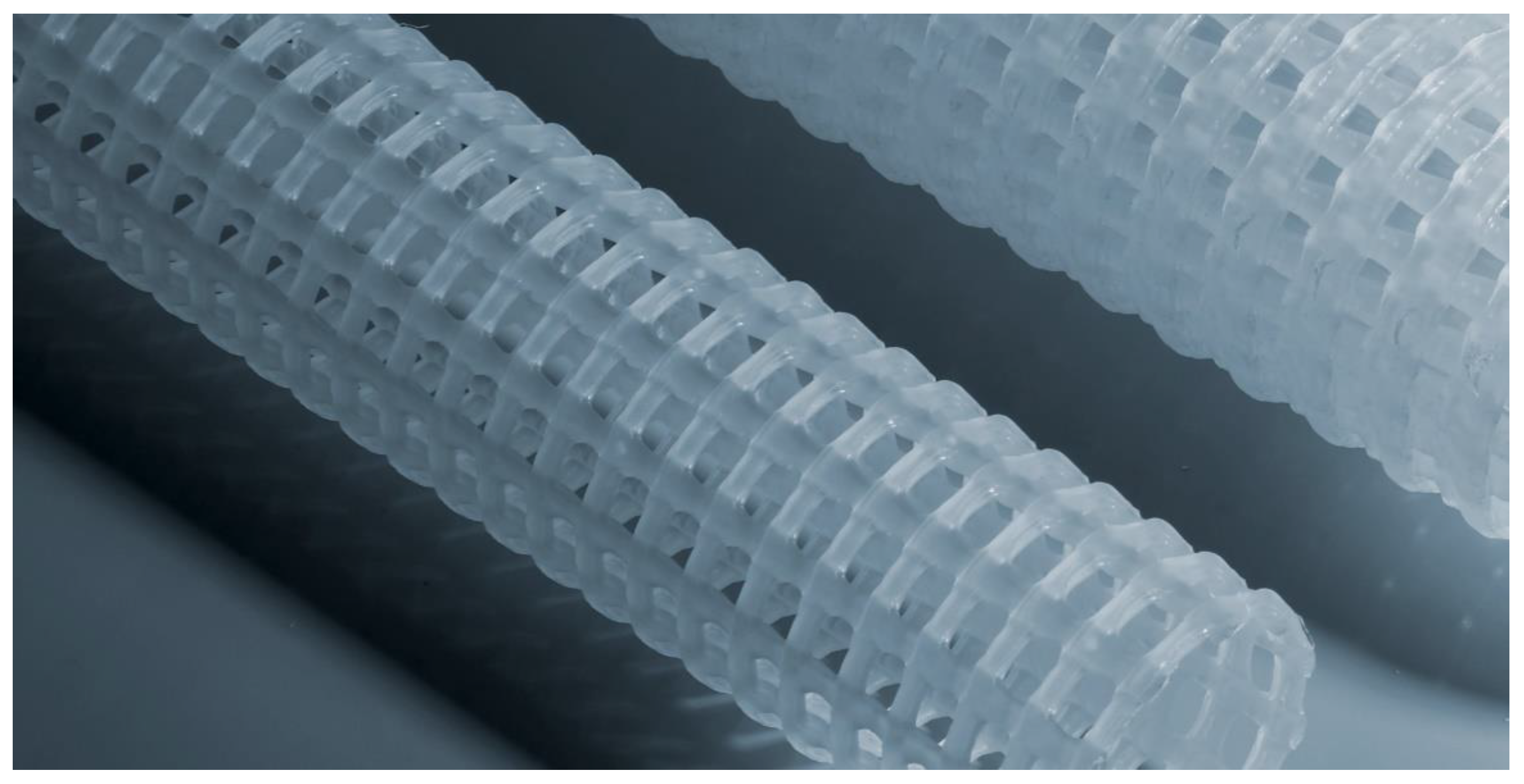
The commercial frame tube is adopted to produce the filter cartridge. The properties of the frame tube are shown in
Table 3, and the entity graph of the commercial frame tube is shown in
Figure 14. The parameters for generating fine PP fibers in the commercial melt-blown system are shown in
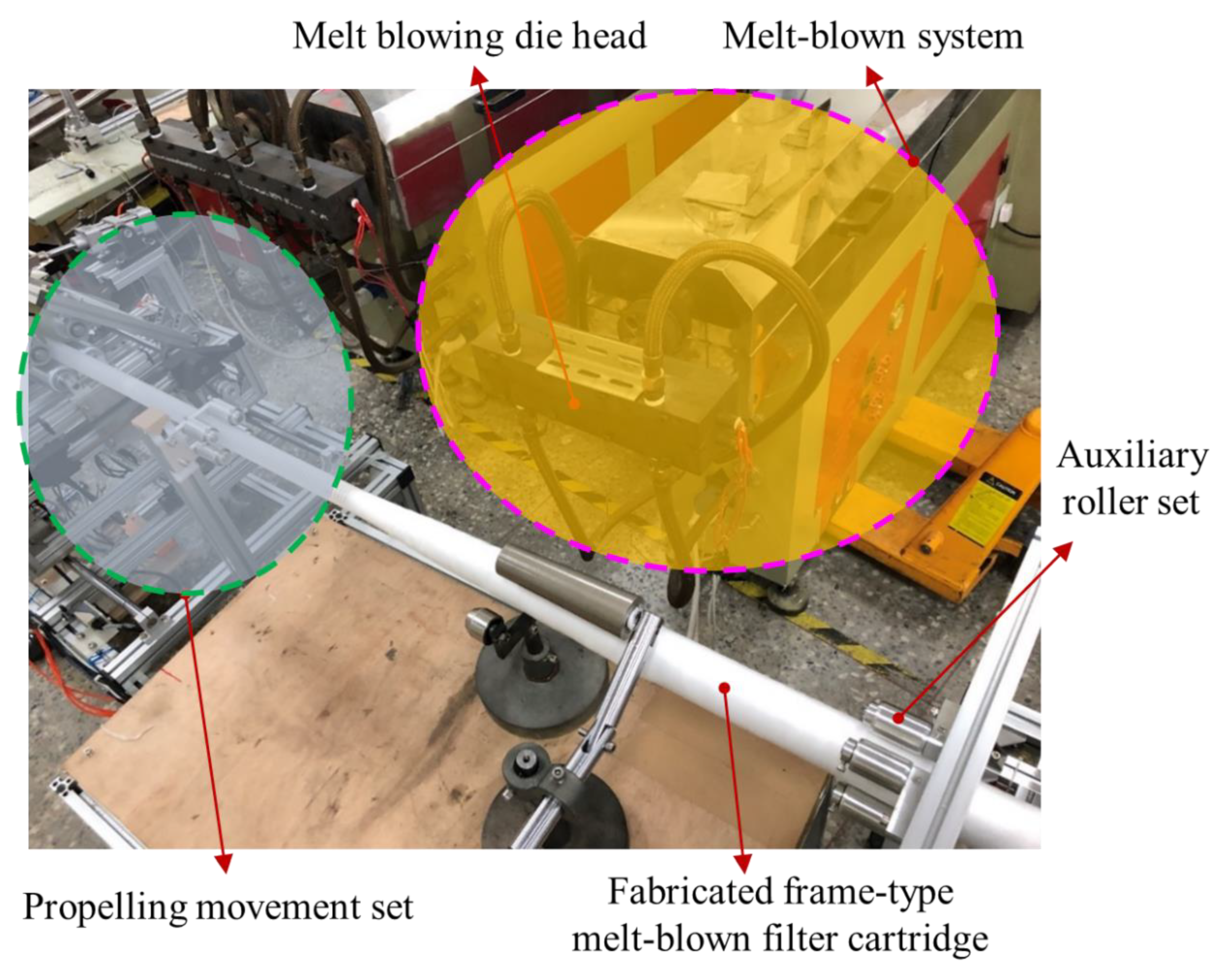
Table 4. The melt-blowing die head in the commercial melt-blown system is shown in
Figure 15.
Figure 16 shows the fabricated continuous production apparatus of frame-type melt-blown filter cartridges.
Figure 17 shows fine PP fibers melt-blown on the frame tube. Further,
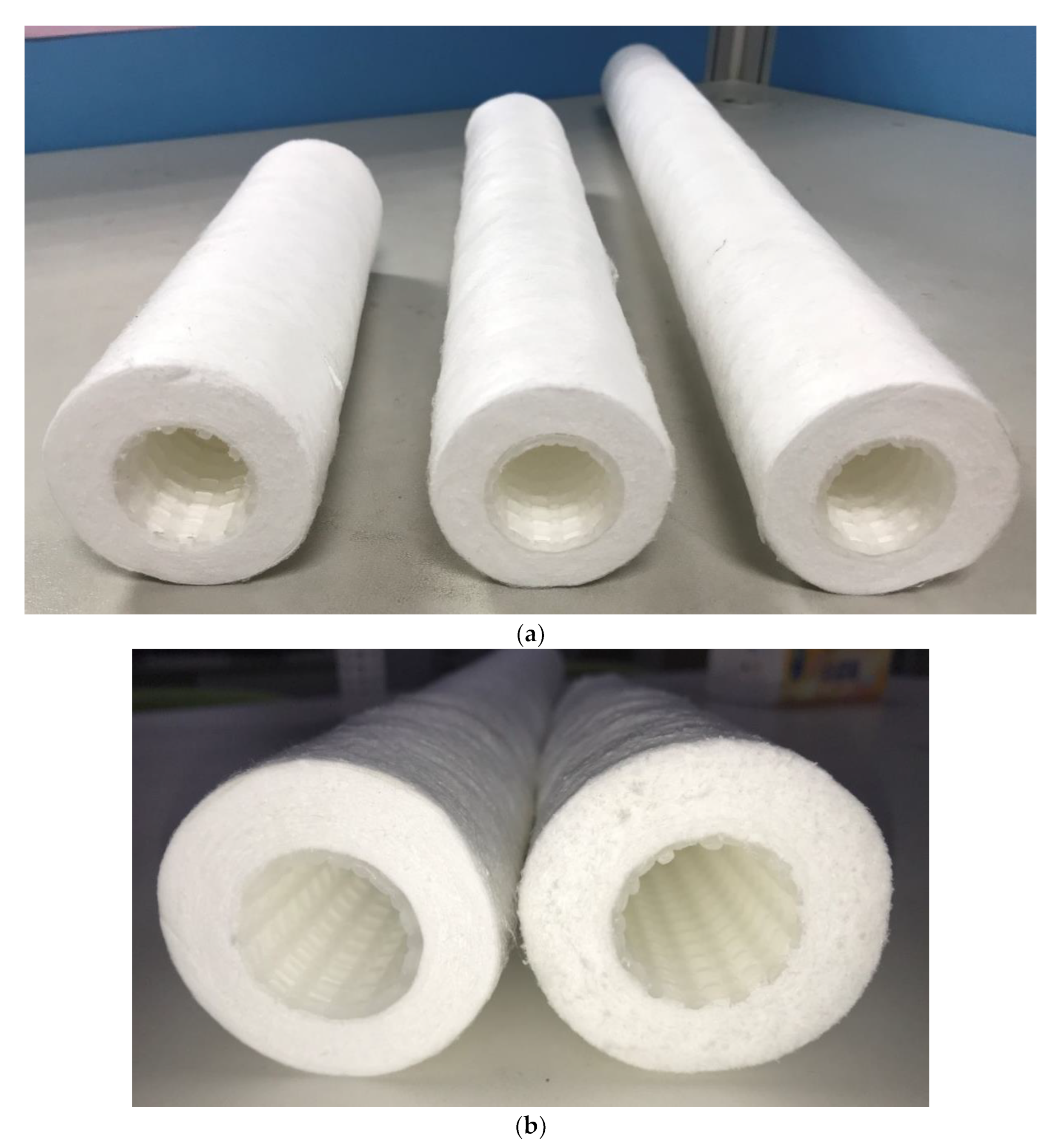
Figure 18 shows the fabricated frame-type melt-blown filter cartridge in the trimming set. This apparatus has been validated to produce various lengths, densities, and porosities of frame-type melt-blown filter cartridges, as shown in
Figure 19. The fabricated frame-type melt-blown filter cartridges with two very different densities are shown in
Table 5. The manufacturing parameters of the filter cartridges will vary depending on the polymer specification, chemical properties, and production environment such as temperature, humidity, and other factors. The low-density melt-blown filter cartridge is successfully produced on the frame tube, which is not manufactured by traditional equipment. All in all, traditional frameless melt-blown filter cartridge equipment has some shortcomings, including that the density (porosity) and the diameter of melt-blown filter cartridges are not individually controlled. Although the high-density frameless melt-blown filter cartridge is a mature technology, the low-density frameless melt-blown filter cartridge presents a loose structure without support that can hardly sustain a higher liquid pressure. A perfect filtration system needs multi-filter cartridges with various porosities to enhance the lifetime of filter cartridges and reduce filtration resistance. In the proposed design, the propelling movement set can individually control the rotational speed and the push-forward speed in the frame tubes. The rotational speed of the frame tube affects the density (porosity) of melt-blown filter cartridges, and the push-forward speed of the frame tube affects the diameter and weight of melt-blown filter cartridges. Furthermore, PP polymer fibers are sturdily merged with the frame tubes during the MB process. This is the main purpose of the study—to develop continuous production equipment for frame-type melt-blown filter cartridges.
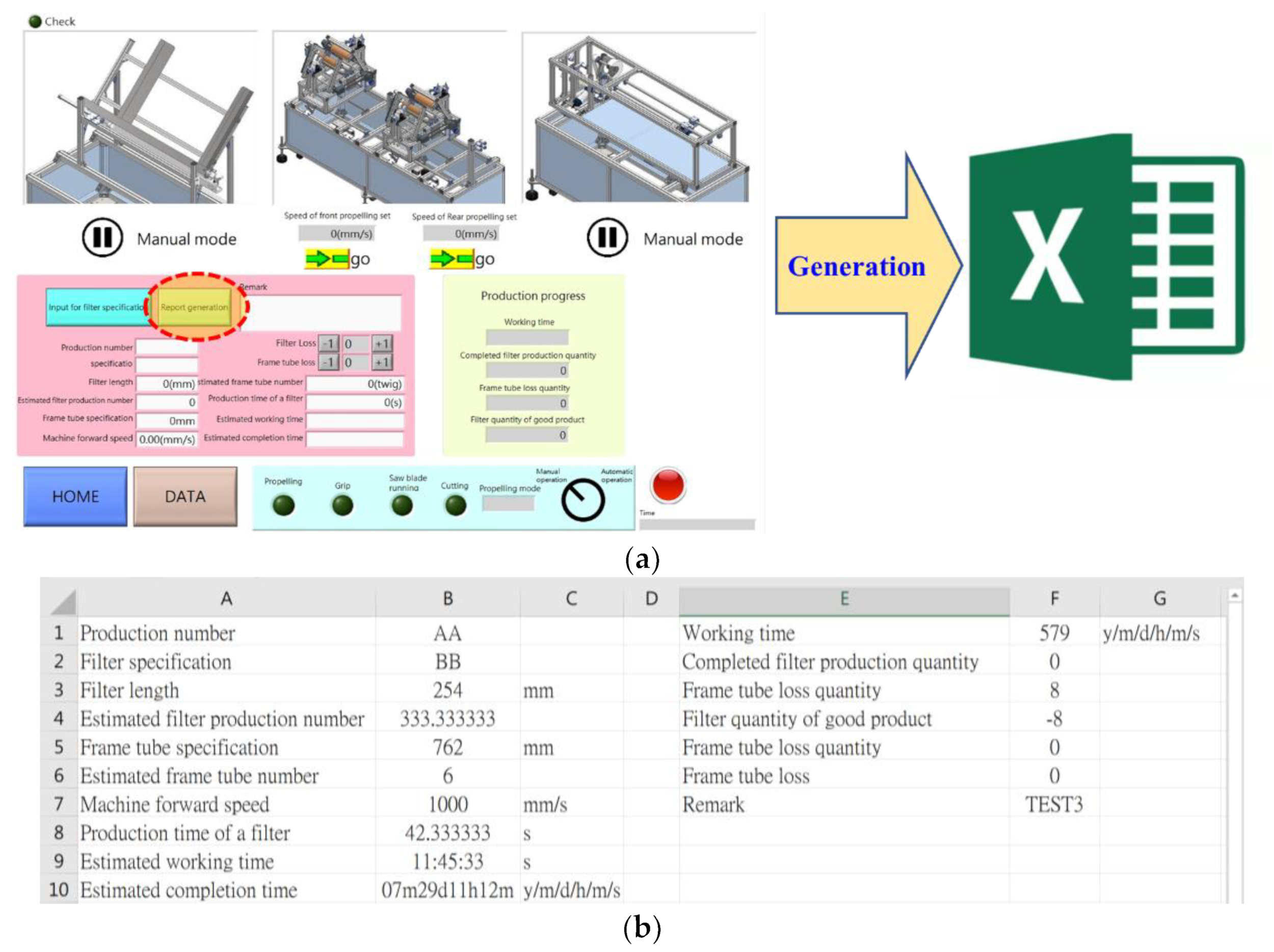
During the production process, the human–machine interactive interface continuously monitors the real-time production quantity, utilization, performance, yield, operation time, and frequency of the devices (motors and pneumatic cylinders), and the status of the equipment. An Excel file report can be produced to record and retrospect the production information, which can be issued to improve production efficiency, as shown in
Figure 20. Moreover, the human–machine interactive system can also supply an efficient and clear operation interface. The interface has two modes including automatic and manual operation. The manual operation mode is used for pre-production and pre-loading, then the automatic operation mode is used for automatic production and to return original assignments. The input data of the interface include batch number, specification of filter cartridge, length of filter cartridge, production target, and specification of frame tube. The dynamic and static illustration are adopted to present the current equipment operating status. Furthermore, the wear database of the components is built for monitoring the lifetime of devices including pneumatic cylinders, motors, amputators, and the cumulative moving distance of slide tables. The proposed apparatus can contend with the conditions as follows:
The low-density melt-blown filter cartridge can easily result in a collapse during the MB process. A loosened structure with fine PP fibers is solidified on the frame tube, which can be achieved by the proposed apparatus integrated with the MB process.
The traditional PP melt-blown filter cartridge equipment uses a threaded rod to push the filter cartridge forward. However, PP fibers are too tiny and can easily become stuck on the threaded rod. Hence, the filter cartridge is hardly pushed forward, which means that a high-precision filter cartridge cannot be fabricated by traditional equipment. The proposed apparatus can effortlessly merge tiny PP fibers with the frame tube. Further, the frame-type filter cartridge is pushed forward, which is not affected by the geometric dimensions of the fiber.
The length of the frame tube must conform to the length of the specified filter cartridge in the traditional equipment. If the length of the filter cartridge is changed, the frame tube must be repurchased or cut shorter in the traditional process. The proposed apparatus cannot be limited by the length of the filter cartridge and the frame tube.
The frame-type melt-blown filter cartridge can withstand higher liquid pressure.
The proposed apparatus possesses easy operation and simple production steps, further reducing human resources and improving production efficiency.
Figure 20.
An Excel file report to record and retrospect the production information: (a) pressing a button in the interface to produce the report; (b) presenting the content of the Excel file.
Figure 20.
An Excel file report to record and retrospect the production information: (a) pressing a button in the interface to produce the report; (b) presenting the content of the Excel file.



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}



